THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT CÀNG GẠT 3 lỖ 1



NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT CÀNG GẠT 3 lỖ,
đồ án môn học, bài tập lớn công nghệ chế tạo máy
Chương I: PHÂN TÍCH CHI TIẾT GIA CÔNG
I. Phân tích chức năng và điều kiện làm việc của chi tiết :
1. Chức năng:
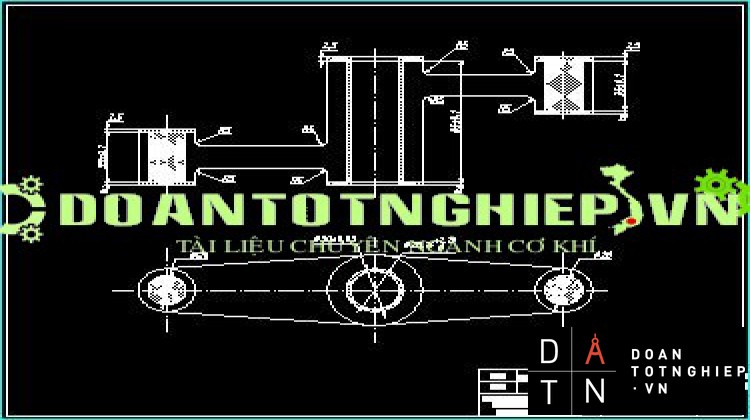
Chi tiết gia công thuộc dạng càng có chức năng dùng để điều chỉnh sự hoạt động của các chi tiết gắn vào nó
Chi tiết gồm có 3 phần:
Phần thân: là một hình trụ rỗng có chiều dài 85mm, đường kính ngoài 50mm và đường kính trụ trong là 30mm.
Càng thứ nhất: có một khối trụ ngắn rỗng dài 35mm, đường kính ngoài 30mm và đường kính trụ trong là 20mm.
Càng thứ hai: có một khối trụ ngắn rỗng dài 35mm, đường kính ngoài 30mm và đường kính trụ trong là 20mm.
Phần nối giữa càng thứ nhất, càng thứ hai với phần thân : cũng chính là phần gân chịu lực của chi tiết.
Lỗ 30 (mặt 2) của thân là bề mặt làm việc chính của chi tiết, nó được lắp với một trục và lắc qua lại trục đó.
Các lỗ 20 của 2 càng được lắp với một cơ cấu khác và được kẹp chặt nhờ bulong M12
Do phần thân càng không có rãnh then hoặc lỗ ren để bắt bulông giữ chặt thân càng với trục lắp vào nó nên ta có thể xem càng này là một bộ phận trung gian để điều chỉnh sự hoạt động cho một cơ cấu khác bằng cách: khi có sự điều chỉnh thì một đầu càng sẽ chuyển động làm cho phần thân càng chuyển động lắc quanh trục và đẩy càng thứ hai chuyển động
2. Các yêu cầu kỹ thuật :
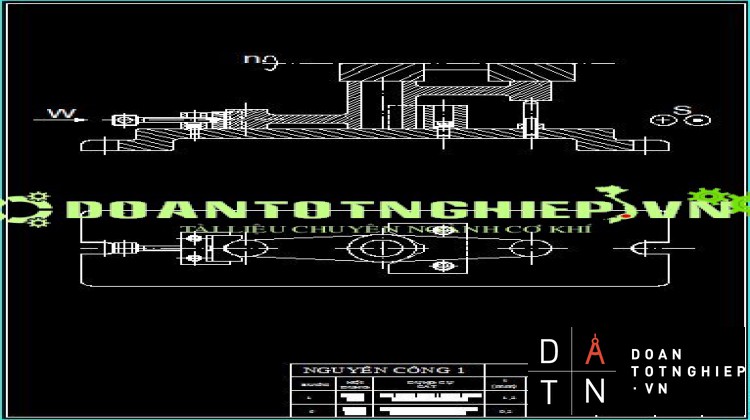
- Các chi tiết gia công thuộc họ càng và ta chọn mặt = 30mm (mặt 4) là mặt làm việc chính dựa vào bề mặt làm việc chính để gia công các mặt còn lại (mặt 2 và mặt 6)
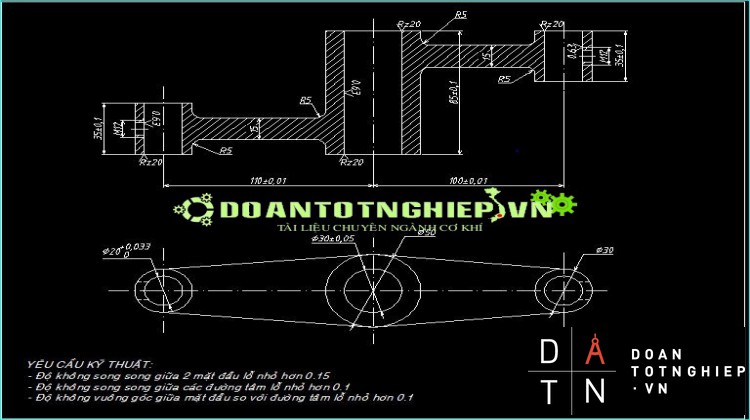
- Độ không vuông góc giữa đường tâm của các lỗ và mặt đầu không quá 0.01 bán kính
- Độ không song song giữa 2 mặt đầu mặt nhỏ hơn 0.15 mm
- -Độ không song song giữa mặt làm việc chính so với hai mặt ở hai đầu càng là 0.01/100 mm. chiều dài
- Độ nhám bề mặt:
+ Mặt (4) có = 30mm, (mặt 2, 8) = 20 mm làm việc chính có độ nhám bề mặt tương đối cao Ra= 0.63m
+ Các bề mặt 3-5-9-10 có độ nhám Rz= 20
+ Các bề mặt còn lại không gia công có Rz= 40m
+ Các góc lượn R= 3mm
- Các kích thước không ghi chế tạo theo cấp chính xác IT14/2.
3. Vật liệu chi tiết:
- Chi tiết là gang xám,ký hiệu GX 15-32, theo {8,trang 237, bang 11} và ta có các thông số sau :
· Giới hạn bền kéo 150 N/mm2
· Độ giãn dài 0,5%
· Giới hạn bền uốn 320 N/mm2
· Giới hạn bền nén 600 N/mm2
· Độ cứng 170-229 HB, chọn HB = 190
· Dạng grafit: tấm nhỏ mịn
Tính chất hóa-lý đủ đáp ứng chức năng phục vụ và công nghệ chế tạo
4. Phân tích tính công nghệ trong kết cấu của chi tiết:
Chi tiết càng gạt trên có kết cấu không quá phức tạp gồm 3 phần: thân và 2 càng hợp lý nên không cần phải thay đổi kết cấu. Đồng thời với vật liệu làm việc như trên thì vật liệu bằng gang xám đáp ứng được yêu cầu.
Chiều dài của 2 càng và chiều dầy chịu lực đảm bảo được độ cứng vững của càng trong quá trình làm việc.
Chiều dài của các lỗ cơ bản bằng nhau và các mặt đầu của chúng cùng nằm trên hai mặt phẳng song nhau.
Kết cấu của càng đối xứng qua mặt phẳng ngang và tương đối qua mặt phẳng dọc. Các lỗ càng vuông góc với nhau nên thuận lợi cho việc gia công cáclỗ đó.
Hình dáng của càng cũng thuận lợi cho việc chọn chuẩn thô và chuẩn tinh thống nhất.
Trong chi tiết càng gạt trên những bề mặt chuẩn đảm bảo độ cứng vững cho chi tiết khi gia công là mặt (4), (9), (10)
Do chi tiết được chọn gia công bằng vật liệu gang xám nên không cần nhiệt luyện…
Chương II: XÁC ĐỊNH DẠNG SẢN XUẤT
I. Sản lượng chi tiết cần chế tạo :
1. Sản lượng hàng năm của chi tiết: đây là số chi tiết đựơc sản xuất trong một năm, được tính bởi công thức:
.
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT CÀNG GẠT 3 lỖ,
đồ án môn học, bài tập lớn công nghệ chế tạo máy
..................................................................................................................................
Trong đó:
N : số chi tiết được sản xuất trong một năm
N0 : số sản phẩm được sản xuất trong một năm
m: số lượng chi tiết trong một sản phẩm
: phần trăm phế phẩm chủ yếu trong các phân xưởng đúc và rèn
( = 3% - 6%)
: số chi tiết chế tạo thêm để dự trữ: ( = 5% - 7% )
Từ phiếu nhiệm vụ, ta có các số liệu:
Số sản phẩm được sản xuất trong một năm là N0 = 16.00 chiếc/năm
Số lượng chi tiết trong một sản phẩm m = 1
Ta chọn: Phế phẩm chủ yếu trong các phân xưởng là = 3%







