THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT CÀNG GẠT VUÔNG GÓC 3 LỖ





NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT CÀNG GẠT VUÔNG GÓC 3 LỖ, hướng dẫn thiết kế đồ gá
Đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo
CHƯƠNG I: PHÂN TÍCH CHỨC NĂNG LÀM VIỆC CỦA CHI TIẾT
I Công dụng của chi tiết
Chi tiết gia công có dạng càng dùng để điều chỉnh sự hoạt động của các chi tiết gắn với nó, nó truyền động được nhờ một trục gắn vào lỗ làm việc chính có đường kính Ø=20(mm), chi tiết này xoay quanh trục bởi có hai trục gắn vào lỗ làm việc có đường kính Ø=12(mm) và có gắn chốt Ø=5(mm), khi hai trục của hai lỗ Ø=12(mm) này chuyển động thì sẽ làm cho chi tiết chuyển động, vì lỗ làm việc chính Ø=20(mm) lắp lỏng với trục (không có then).
Vì vậy chi tiết dạng càng rất cứng vững và được sử dụng nhiều trong các hệ thống tự động, trong sản xuất đóng gói sản phẩm…
II Điều kiện làm việc của chi tiết
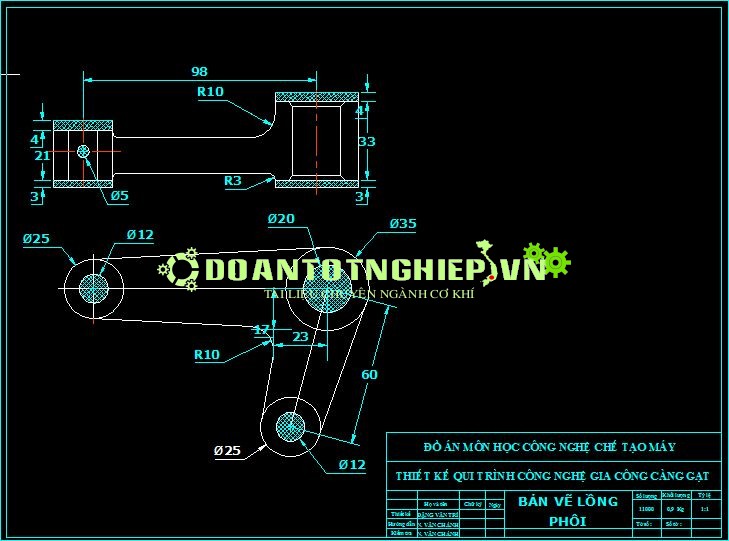
Chi tiết dạng càng làm việc trong điều kiện bình thường, nhưng đòi hỏi độ chính xác về vị trí tương quan cao và cũng như độ chính xác của các lỗ Ø=20(mm), Ø=12(mm), vì những lỗ này ảnh hưởng rất nhiều đến quá trình truyền động đến các chi tiết khác trong một hệ thống.
III Các yêu cầu kỹ thuật
Các chi tiết gia công thuộc dạng càng, ta chọn lỗ Ø=20(mm) là mặt làm việc chính nên cần độ chính xác cao. Vì vậy, ta phải gia công các lỗ Ø=12(mm) trước sau đó lấy chúng làm chuẩn để gia công lỗ Ø=20(mm).
Vị trí tương quan giữa các bề mặt; độ không song song giữa ba đường tâm trục không quá 0,03/100(mm), độ không vuông góc giữa mặt đầu và tâm lỗ bằng 0,03(mm).
Độ nhám bề mặt
+ Các lỗ Ø=12(mm), Ø=5(mm), Ø=20(mm) cần độ chính xác cấp 7 và độ nhám bề mặt Ra=2,5µm.
+ Các bề mặt 1,2,3,4,5,6 có độ nhám bề mặt Ra=2,5µm và có cấp chính xác là cấp 7.
+ Các bề mặt còn lại không gia công có độ nhám Rz=80µm.
IV Vật liệu để gia công chi tiết
Gang xám (GX 15-32) nên ta chế tạo bằng phương pháp đúc.
Giới hạn bền kéo δ=15kg/mm2.
Giới hạn bền uốn δ=32kg/mm2.
Độ cứng (163-229) HB, ta chọn HB=190.
CHƯƠNG II: XÁC ĐỊNH DẠNG SẢN XUẤT
I Sản lượng hàng năm
Sản lượng chi tiết cần chế tạo trong một năm:
N : số chi tiết được sản xuất trong một năm.
N1: số sản phẩm được sản xuất trong một năm:(N1=10000(chiếc/năm)).
m: số chi tiết giống nhau trong một sản phẩm.
α =(3-6)%: số phần trăm chi tiết phế phẩm, chọn α=5%.
Β =(5-7)%: số phần trăm sản phẩm dự trữ, chọn β=5%.
............................................................................................................................
CHƯƠNG III: CHỌN PHÔI VÀ XÁC ĐỊNH PHƯƠNG PHÁP TẠO PHÔI
I Chọn phôi
Việc chọn phôi dựa vào hình dạng, kích thước và dạng sản xuất của chi tiết.
Chi tiết được chế tạo bằng gang xám là vật liệu cứng giòn, dễ gãy vỡ nên không thích hợp việc chế tạo khác như rèn, dập… Do đó, ta chọn phôi là dạng phôi đúc.
Đặc điểm của phôi đúc:
+ Phôi đúc có cơ tính không cao bằng phôi rèn, dập…nhưng việc chế tạo khuôn cho những chi tiết phức tạp vẫn dễ dàng, thiết bị lại khá đơn giản đồng thời chi tiết làm bằng gang nên rất phù hợp với phương pháp đúc.
+ Ưu điểm
- Lượng dư phân bố đều
- Tiết kiệm được vật liệu
- Giá thành rẻ được dùng phổ biến
- Độ đồng đều của phôi cao nên việc chỉnh máy khi gia công giảm
+ Khuyết điểm
- Khó phát hiện được khuyết tật bên trong khi đúc
- Chỉ phát hiện được lúc gia công hoặc qua các phương pháp kiểm tra như siêu âm, các phương pháp thí nghiệm… nên sẽ làm giảm năng xuất và hiệu quả.
II Xác định phương pháp chế tạo phôi
Các phương pháp để tạo thành phôi
Cán :là quá trình biến dạng qua khe hở của các trục cán quay ngược chiều nhau để tạo nên quá trình cán bằng lực ma sát
Đặc điểm:sản phẩm cán có độ chính xác và độ nhẵn bề mặt cao, năng suất cao, dễ cơ khí và tự động hóa, cán không những thay đổi hình dáng kích thước phôi mà còn nâng cao chất lượng kim loại vi trong quá trình cán các rỗ xốp, rỗ khí trong thỏi cán được hàn lại , mật độ kim loại tăng lên, hạt nhỏ mịn,cán có thể thực hiện được ở trạng thái cán nóng hoặc cán nguội .
Rèn :lợi dụng tính dẻo của kimloại lam biến dạng kim loại ở thể rắn dưới tác dụng của ngoại lực để tạo ra thành phẩm và bán thành phẩm có hình dáng kích thước.
Đặc điểm :rèn dập thường được ứng dung để tạo phôi cho gia công cơ khí có tác dụng nâng cao cơ tính kim loại ,giảm lượng dư cắt gọt, do đó giảm giá thành gia công,rèn dập có thể gia công các kim loại khác như thép cacbon, thép hợp kim ,hợp kim đồng ,hợp kim nhôm , hợp kim magiê , hợp kim titan…,phôi rèn dâp có thể là phôi đúc thanh cán,kim loại tấm…
Đúc :là phương pháp chế tạo phôi cho quá trình gia công cắt gọt tiếp sau, thực chất của đúc là quá trình điền đầy kim loai thể lỏng vào lòng khuôn đúc có hình dáng kích thước định sẵn,sau khi kim loai đông đặc ta thu được sản phẩm tương ứng với lòng khuôn, sản phẩm đó được gọi là vật đúc,nếu đem vât đúc gia công tiếp theo như gia công cắt gọt thì nó được gọi là phôi đúc.
Đặc điểm :moi vật liệu như gang, thép hợp kim màu ,vật liệu phi kim khi nấu chảy lỏng đều đúc được,tạo ra vật đúc có kết cấu phức tạp ,những vật đúc có khối lượng lớn mà các phương pháp gia công khác không thực hiên được,một số phương pháp tiên tiến có thể tạo ra sản phẩm có chất lượng cao , kích thước chính xác, độ bóng bề mặt cao và có khả năng cơ khí hóa ,hoặc tự động hóa cao,khi đúc trong khuôn cát độ chính xác về kích thước và độ bóng thấp.
Đúc li tâm: là rót kim loại lỏng vào khuôn quay, nhờ lực li tâm mà kim loại lỏng được phân bố đều theo bề mặt bên trong của khuôn hoặc điền đầy lòng khuôn để tạo thành vật đúc.
+ Ưu điểm:
- Đúc được những chi tiết hình tròn xoay rỗng mà không cần dùng lõi, do đó tiết kiệm được vật liệu và công làm lõi.
- Không cần dùng hệ thống rót nên tiết kiệm được kim loại đúc.
- Vật đúc sạch do tạp chất, xỉ và phi kim nhẹ có lực li tâm bé nên không bị lẫn vào kim loại vật đúc.
+ Nhược điểm:
- Chỉ thích ứng nhiều cho vật đúc tròn xoay rỗng.
- Khuôn đúc cần có độ bền cao vì làm việc ở nhiệt độ cao, chịu tác dụng của lực li tâm, sức ép của kim loại lỏng lên thành khuôn lớn.
- Chất lượng bề mặt trọng vật đúc kém vì chứa nhiều tạp chất và xỉ.
- Đúc trong khuôn vỏ mỏng: là dạng đúc trong khuôn cát nhưng chiều dày khuôn từ
6-8mm.
Đúc trong khuôn vỏ mỏng có những đặc điểm sau:có thể đúc được gang, thép, kim loại màu, khối lượng vật đúc đến 100kg, độ chính xác đạt cấp II, III, độ bóng đạt Rz từ 2,5-20 µm,đơn giản hóa quá trình giở khuôn và làm sạch nồi đúcquá trình chế tạo khuôn vỏ mỏng dễ cơ khí hóa và tự dộng hóa.
… -Đúc trong khuôn mẫu chảy :là phương pháp chế tạo khuôn dùng mẫu vật liệu dễ chảy,mẫu này có thể chảy ra để tạo thành lòng khuôn đúc do nhiệt hoặc hòa tan trong dung môi ,do chế tạo vật đúc chính xác nên còn gọi là phương pháp đúc chính xác
Phương pháp đuc này có đặc điểm sau: vì không cần mặt phân khuôn ,không cần chế tao lõi riêng nên có thể đúc được chi tiết rất phức tạp, đúc đươc những hợp kim khó chảy như thép không gỉ ,thép gió…vv, độ chính xác đạt cấp II, III, độ bóng đạt Rz =2,5 µm,vì độ chính xác của mẫu chảy lớn ,không có mặt phân khuôn nên không có sự sai lệch khuôn và khuyết tật do lắp khuôn gây ra, không có nguyên công rút mẫu nên giảm được sai số do việc rút mẫu, rót kim loại lỏng vào khuôn đã được nung nóngnên gảm ứng suất do đó vật đúc ít bị nứt ,cong vênh.
Trên cơ sở phần chọn phôi, ta xác định phương pháp chế tạo phôi là phương pháp đúc.
Hiện nay thì có những phương pháp đúc sau:
Chi tiết đúc chính xác cấp I được bảo đảm bằng các mẫu kim loại cùng với việc cơ khí hóa việc chế tạo khuôn ,sấy khô và rót kim loại. Phương pháp này sử dụng trong điều kiện sản xuất hàng khối ,dùng để tạo nên các chi tiết đúc có hình dáng phức tạp và thành mỏng,phương pháp này đạt được độ nhám Rz = 40 µm
Chi tiết đúc chính xác cấp II nhận được nhờ các mẫu gỗ ,dùng khuôn kim loại dễ tháo lắpvà sấy khô.Phương pháp này thường dùng trong dạng sản xuât hàng loạt có độ nhám bề mặt Rz = 80 µm
Chi tiết đúc chính xác cấp III thường đúc trong khuôn cát, chế tạo khuôn bằng phương pháp thủ công, phương pháp này thuận lợi khi chế tạo các chi tiết đúc có hình dạng, kích thước, trọng lượng bất kỳ từ những hợp kim khác nhau trong dạng sản xuất dơn chiếc và nhỏ, phương pháp này đạt được độ nhám Rz = 160 µm
Kết luận :theo yêu cầu kỹ thuật đề ra ta chọn chi tiết đúc chính xác cấp II và có độ nhám bề mặt Rz = 80 µm
.........................................................
CHƯƠNG IV: CHỌN PHƯƠNG PHÁP VÀ PHƯƠNG ÁN GIA CÔNG
I .Chọn phương pháp gia công
Dựa vào hình dạng và yêu cầu của chi tiết thì ta lựa chọn các phương pháp gia công sau: phay, khoan, khoét.
II .Đánh số các bề mặt gia công.
|
Thứ tự |
Phương án 1 |
|||
|
Nguyên công |
Vi trí của bề mặt gia công |
Vi trí của bề mặt định vị |
Dạng máy công nghệ |
|
|
1 |
Phay |
1 ,2 ,3 |
|
Phay đứng |
|
2 |
Phay |
4 ,5 ,6 |
|
Phay đứng |
|
3 |
Khoan ,khoét |
7 ,8 |
|
Khoan đứng |
|
4 |
Khoan ,khoét,vát mép |
9 ,10 |
|
Khoan đứng |
|
5 |
Khoan |
11 ,12 |
|
Khoan đứng |
|
|
Phương án2 |
|||
|
1 |
Phay |
1 ,2 ,3 |
|
Phay đứng |
|
2 |
Phay |
4 ,5 ,6 |
|
Phay đứng |
|
3 |
Khoan ,khoét |
7 |
|
Khoan đứng |
|
4 |
Khoan ,khoét |
8 |
|
Khoan đứng |
|
5 |
Khoan ,khoét,vát mép |
9 ,10 |
|
Khoan đứng |
|
6 |
Khoan |
11 ,12 |
|
Khoan đứng |
.......................................................
Phương án 1: sử dụng phương án tâp trung nguyên công ,mỗi nguyên công gồm nhiều bước , nhằm đảm bảo độ chính xác về kích thước vi trí tương quan giữa các bề mặt, sử dụng phương pháp khoan ,khoét để gia công các lỗ Ø12mm,Ø5mm,Ø20mm,Ø6mm,tuy nhiên việc tâp trung nguyên công sẽ làm cho thời gian gia công dài do điều chỉnh máy .vi vậy yêu cầu thợ đứng maý phải giỏi và dẫn đến năng xuất cao,sử dụng một chuẩn tinh thống nhất mặt 1 và 2
Phương án 2 :phân tán thành nhiều nguyên công ,mỗi nguyên công ít bước công nghệ ,đảm bảo thời gian ngắn và yêu cầu thợ đứng máy về tay nghề không cần cao nhưng yêu cầu về thợ điều chỉnh máy phai giỏi .Sử dụng một chuẩn tinh thống nhất mặt 1 và 2, nên đảm bảo tính lắp lẫn cao phù hợp với dạng sản xuất hàng loạt lớn.
Kết luận:
Với sự phân tích như trên và dựa vào dạng sản xuất hàng loạt thì ta thấy rằng phương án 2 hoàn toàn hợp lý hơn, nếu chọn phương án 2 sẽ đáp ứng được yêu cầu kỹ thuật của chi tiết ,nên ta chọn phương án đễ gia công chi tiết.
CHƯƠNG V: LẬP QUY TRÌNH CÔNG NGHỆ
I .Nguyên công 1:
Các bước nguyên công:
Bước1: Phay thô mặt 1,2 đạt cấp chính xác kích thước 12, cấp độ bóng 4: Rz=40µm
Bước2: Phay tinh mặt 1,2đạt cấp chính xác kích thước 7,cấp độ bóng 7 : Rz=10µm
Sơ đồ gá đặt:







