THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT CÀNG LẮC CON CÓC C5





NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT CÀNG LẮC CON CÓC C5
Lời nói đầu
Hiện nay , các ngành kinh tế nói chung và ngành cơ khí nói riêng đòi hỏi kỹ sư cơ khí và cán bộ kỹ thuật cơ khí được đào tạo ra phải có kiến thức sâu rộng , đồng thời phải biết vận dụng những kiến thức đó để giải quyết những vấn đề cụ thể thường gặp trong sản xuất , sửa chữa và sử dụng.
Mục tiêu của môn học là tạo điều kiện cho người học nắm vững và vận dụng có hiệu quả các phương pháp thiết kế , xây dựng và quản lý các quá trình chế tạo sản phẩm cơ khí về kỹ thuật sản xuất và tổ chức sản xuất nhằm đạt được các chỉ tiêu kinh tế kỹ thuật theo yêu cầu trong điều kiện và qui mô sản xuất cụ thể. Môn học còn truyền đạt những yêu cầu về chỉ tiêu công nghệ trong quá trình thiết kế các kết cấu cơ khí để góp phần nâng cao hiệu quả chế tạo chúng.
Tuy trong chương trình đào tạo Đồ án Công nghệ chế tạo máy chỉ chiếm 1 học trình nhưng thực sự sẽ là một bước chuyển biến về chất của mỗi sinh viên khoa cơ khí trường ĐHSPKT Hưng Yên. Đó là tư duy khoa học chính xác, logic; phương pháp tổng hợp, phân tích sắc sảo nhằm lựa chọn phương án tối ưu nhất và không thể không kể đến là tinh thần làm việc hăng say miệt mài, từng bước giải quyết những vướng mắc trong quá trình tính toán và thiết kế . Với y nghĩa to lớn ấy, em tin tưởng rằng Đồ án Công nghệ chế tạo máy là một bước chuẩn bị hết sức cần thiết cho việc thực hiện đồ án tốt nghiệp cũng như công tác nghiên cứu khoa học của chúng em sau này.
Sau ba tháng làm việc miệt mài với sự chỉ bảo tận tình của thầy hướng dẫn em đã hoàn thành Đồ án môn học Công nghệ chế tạo máy. Bằng tất cả lòng kính trọng em xin chân thành cảm ơn cô!
I. Phân tích chức năng và điều kiện làm việc của chi tiết
1.Chức năng làm việc.
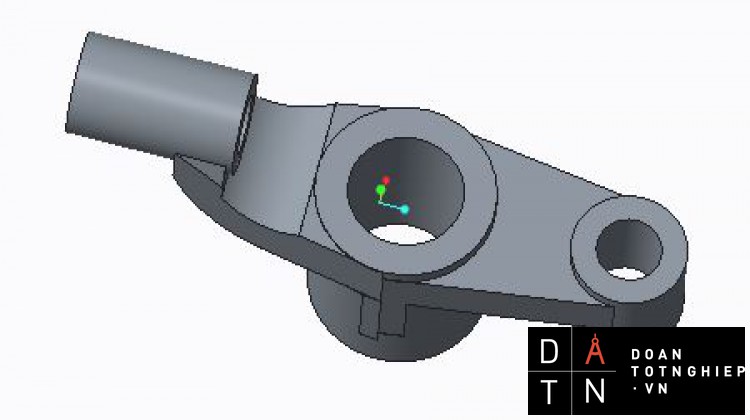
- Cần lắc con cóc là chi tiết được sử dụng trong cơ cấu biến chuyển động quay thành chuyển động lắc của cần từ đó truyền chuyển động cho vít me bàn máy được dùng trong máy bào.
2.Điều kiện làm việc.
- Chi tiết làm việc tại các bề mặt là hia lỗ f16, f32, các mặt A, B, C, D là các bề mặt quan trọng. Điều kiện làm việc ngoài không khí, được bôi trơn thường xuyên bằng mỡ nhằm chống sự mài mòn do tiếp xúc ở các bề mặt làm việc.
- Khi làm việc chi tiết chỉ chịu mômen xoắn nhỏ và thường xuyên không chịu tải, ít chịu mài mòn, có va đập và nhiệt độ làm việc không cao.
- Khi chế tạo cần đảm bảo các yêu cầu kỹ thuật sau:
+ Lỗ f32 gia công tới cấp chính xác H8; lỗ f16 tới cấp chính xác JS12 độ bóng đạt Ra = 0,63.
+ Độ không vuông góc của tâm lỗ f16 so với tâm lỗ f32 £ 0,05 mm/toàn
bộ chiều dài lỗ.
+ Độ đảo mặt đầu của mặt A so với đường tâm của lỗ f32 £ 0,05 mm.
- Chi tiết làm việc với tải trọng không lớn vậy ta chọn vật liệu chế tạo chi tiết là gang xám 15-32 với thành phần hoá học như sau:
C% Si% Mn% P% S%
2,0 ữ 4,0 0,4 ữ 3,5 0,2 ữ 1,5 0,04 ữ 1,5 0,02 ữ 0,2
*Độ cứng HB = 163 ữ 229
II. Phân tích tính công nghệ trong kết cấu chi tiết.
- Cần lắc con cóc là chi tiết truyền chuyển động tịnh tiến cho bàn máy trong máy bào. Khi gia công tự động với thời gian làm việc của chi tiết, trong suốt thời gian gia công lực tác dụng lên chi tiết không lớn nên khả năng làm việc của chi tiết với kết cấu trên có thể đáp ứng được điều kiện làm việc.
- Xét tính công nghệ của chi tiết có dạng càng nên có thể gia công bằng nhiều phương pháp. Gia công trên các máy vạn năng bán tự động, tự động vạn năng, CNC. Ở đây ta thấy kết cấu chi tiết đơn giản, có thể gia công trên các máy công cụ vạn năng với đồ gá chuyên dùng và thích hợp với điều kiện thích hợp ở một số xí nghiệp. Dựa vào kết cấu chi tiết ta kiểm tra kích thước gia công bằng phương pháp đo trực tiếp.
- Các bề mặt gia công của chi tiết đều thoát dao dễ dàng, hình dáng của chi tiết đủ cứng vững và thuận lợi cho việc chọn chuẩn thô và chuẩn tính thống hất khi gia công các bề mặt chi tiết, các lỗ gia công kết hợp với các cơ cấu kẹp chặt đảm bảo định vị dễ dàng.
III. Xác định dạng sản xuất.
-Ta có thể xác định dạng sản xuất theo phương pháp gần đúng. Sản lượng hàng năm được xác định theo công thức sau đây:
![]()
Trong đó:
N: Số lượng chi tiết được sản xuất trong một năm.
N1: Số sản phẩm được sản xuất trong một năm:N1 = 25000 chiếc/1năm
m: Số lượng chi tiết trong một sản phẩm, m=1.
b : Số chi tiết dự trù do phế phẩm khi gia công cơ:b =3%-6%
a : Số sản phẩm dự trù do phôi hỏng: a = 5%-7%
® ![]() chiếc/1năm
chiếc/1năm
- Khối lượng của chi tiết:
Q=V.g
Trong đó:
g : Khối lượng riêng của gang xám . g = 6,8 kg/dm![]() .
.
V: Thể tích của chi tiết.

V = V1 + V2 + V3 + V4 + V5
V1 = (152 - 92).p.25 - 42.p.6 = 11008 mm3
V2 = (252 - 162).p.45 - 62.p.9 = 51148 mm3
V3 = (13,52 - 82).p.45 - 9.2.5.5,5 = 16222 mm3
V4 = (50 + 30).63.6 - (252 + 152).p.6 = 44458 mm3
V5 = (50 + 27).48.12 - 252.p.6 = 3745 mm3
® V = 11008 + 51148 + 16222 + 44458 +37450 = 160286 mm3
® Q = 160286.10-6.6,8 = 1,1 Kg
- Tra bảng 2.6[5] với N = 27000 ct/năm, Q = 1,1 kg
Tra bảng 2 TK ĐA-CN-CTM dưới đây ta có dạng sản xuất là hàng loạt lớn.
|
Dạng sản xuất |
Q1 Trọng lượng chi tiết (Kg) |
||
|
>200 Kg |
4 ¸ 200 |
< 4 Kg |
|
|
Sản lượng hàng năm của chi tiết (Chi tiết) |
|||
|
Đơn chiếc Loạt nhỏ Loạt vừa Loạt lớn Hàng khối |
<5 55 – 100 100 – 300 300 – 1000 >1000 |
<10 10 – 200 200 – 500 500 – 1000 >5000 |
<100 100 – 500 500 – 5000 5000 – 50000 >50000 |
IV. Xác định phương pháp chế tạo phôi và thiết kế bản vẽ chi tiết lồng phôi.
1. Xác định phương pháp chế tạo phôi.
a) Chọn phương pháp chế tạo phôi.
- Với điều kiện sản xuất hiện nay có nhiều phương pháp chế tạo phôi:
*Phôi dập
- Phôi dập thường dùng cho các loại chi tiết sau đây: trục răng côn, trục răng thẳng, các loại bánh răng khác, các chi tiết dạng càng, trục trữ thập, trục khuỷu .v.v.
- Sử dụng một bộ khuôn có kích thước lòng khuôn gần giống vật gia công. Độ chính xác của vật dập rất cao, đặc biệt là các kích thước theo chiều cao. Thông thường độ bóng của dập thể tích đạt được từ Ä2 ữ Ä4, độ chính xác đạt được ± 0,1 ữ ± 0,05.
- Trạng thái ứng suất vật gia công nói chung là nén khối, do đó kim loại có tính dẻo tốt hơn, biến dạng triệt để hơn, cơ tính sản phẩm cao hơn và có thể gia công vật phức tạp.
- Dễ cơ khí hoá nên năng xuất cao.
- Thiết bị sử dụng có công suất lớn, chuyển động chính xác, chế tạo khuôn rất tốn kém.
→Với những đặc điểm trên phôi dập chỉ dùng trong sản xuất hàng lọat và hàng khối.
*Rèn tự do.
- Thiết bị rèn đơn giản, vốn đầu tư ít.
- Có khả năng loại trừ các khuyết tật đúc như: rỗ co, rỗ khí ..., biến tổ chức hạt thành tổ chức thớ, tạo được các tổ chức thớ uốn xoắn, do đó làm tăng cơ tính sản phẩm.
- Lượng hao phí kim loại khi rèn ít hơn khi gia công cắt gọt.
-Tuy nhiên chất lượng vật rèn không đồng đều trong từng phần của chi tiết và giữa các loạt gia công. Chất lượng gia công còn phụ thuộc vào trình độ tay nghề công nhân và trình độ tổ chức nơi làm việc.
- Năng suất lao động thấp, lượng dư, dung sai và thời gian gia công lớn, hiệu quả kinh tế không cao.
→ Thường sử dụng trong sản suất đơn chiếc, loạt nhỏ, phục vụ công nghiệp sửa chữa, chế tạo máy.
*Đúc trong khuôn kim loại.
- Có thể tạo ra sản phẩm có chất lượng cao, kích thước chính xác, độ bóng bề mặt cao, co khả năng cơ khí hoá, tự động hoá.
- Giá thành sản xuất đúc nói chùng thấp hơn so với các dạng sản xuất khác. Vật đúc dễ tồn tại các khuyết tật như rỗ co, rỗ khí, nứt.
- Tiêu hao một phần kim loại do hệ thống rót, đậu ngót .
- Khi đúc trong khuôn kim loại, tính dẫn nhiệt của khuôn cao nên khả năng điền đầy kém. Mặt khác có sự cản cơ của khuôn kim loại lớn nên dễ gây ra nứt.
→ Từ những phân tích trên và dạng sản xuất hang loạt lớn của chi tiết ta chọn phương pháp chế tạo phôi là phương pháp đúc trong khuôn kim loại.
b) Thiết kế bản vẽ chi tiết lồng phôi.
- Dựa vào các dữ liệu ở trên ta có thể xác định được lượng dư của phôi ở các bề mặt cần gia công bằng cách tra bảng trong sổ tay CNCTM. Kết hợp với bản vẽ chi tiết ta có thể xây dựng bản vẽ chi tiết lồng phôi một cách hoàn chỉnh.
- Với những vật đúc trong khuôn kim loại ta có cấp chính xác II.
- Tra bảng (3-110)[7] ta được lượng dư gia công cơ là:
.Mặt trên: 2,5 mm
.Mặt dưới: 2,5 mm
.Mặt bên: 3,0 mm
- Dung sai vật đúc là ±1,0 mm.
..................................................................
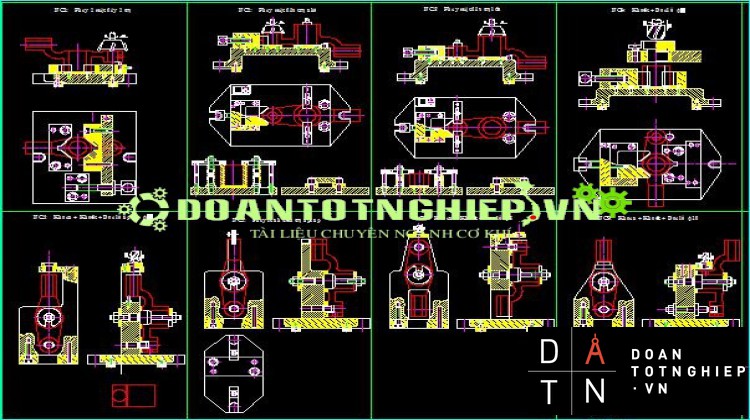
V. Lập thứ tự các nguyên công.
Trong các dạng sản xuất hàng loạt và hàng khối quy trình công nghệ được xây dựng theo 2 nguyên tắc:
+ Phân tán nguyên công
+ Tập trung nguyên công
Với kết cấu của chi tiết và dạng sản xuất hàng khối ta chọn phương án gia công theo phương pháp phân tán nguyên công.
Qui trình công nghệ gia công cần lắc con cóc được chia làm 8 nguyên công và 1 nguyên công kiểm tra.
Phương án 1
+ Nguyên công 1: Phay mặt A, C.
+ Nguyên công 2: Phay mặt B, D.
+ Nguyên công 3: Gia công lỗ f18
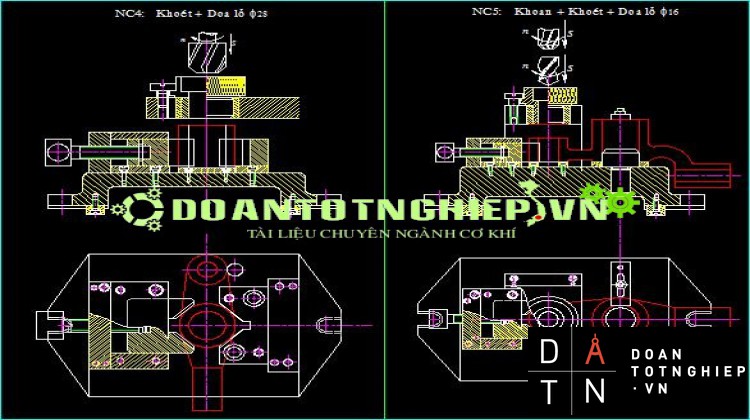
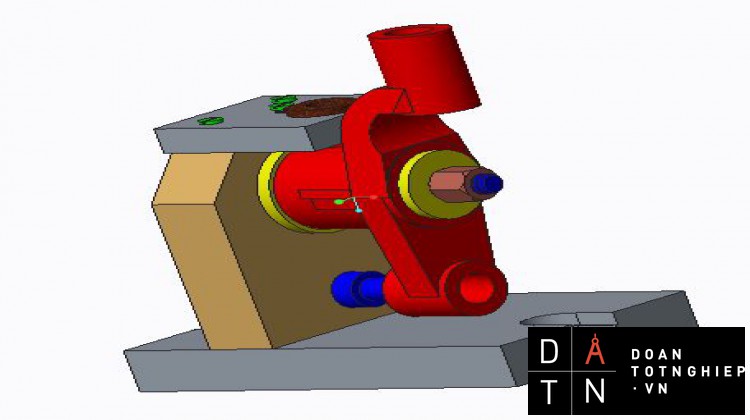
+ Nguyên công 4: Gia công lỗ f32
+ Nguyên công 5: : Phay hai mặt đầu lỗ f16
+ Nguyên công 6 : Gia công lỗ f16
+ Nguyên công 7: Phay rãnh trên trụ ngang f16.
+ Nguyên công 8: Khoan lỗ f8.
+ Nguyên công 9: Khoan lỗ f10
+Nguyên công 10: Kiểm tra
Phương án 2
+ Nguyên công 1: Phay mặt A, C.
+ Nguyên công 2: Phay mặt B, D.
+ Nguyên công 3: Gia công lỗ f32
+ Nguyên công 4: Gia công lỗ f18
+ Nguyên công 5: : Phay hai mặt đầu lỗ f16
+ Nguyên công 6 : Gia công lỗ f16
+ Nguyên công 7: Phay rãnh trên trụ ngang f16.
+ Nguyên công 8: Khoan f10
+ Nguyên công 9: Khoan f8.
+Nguyên công 10: Kiểm tra
Sau khi đã nghiên cứu kỹ nguyên lý làm việc cùng với hình dáng vật thật chi tiết ta tiến hành phân chia các bề mặt gia công và chọn phương pháp gia công hợp lý . So sánh các phương pháp trên để đạt độ chính xác về kích thước cũng như độ nhẵn bóng bề mặt để đảm bảo điều kiện làm việc của chi tiết ta chọn phương án 1 để gia công vì chọn chuẩn đơn giản , kết cấu đồ gá không quá phức tạp có thể gia công một cách dễ dàng . Phương án gia công cụ thể như sau
1. Nguyên công 1:
Định vị: Phay mặt A, C. Chi tiết được định vị bằng phiến tì khống chế 3 bậc tự do, khối V ngắn khống chế 2 bậc tự do.
- Kẹp chặt: Kẹp chặt bằng khối V
- Chọn máy: Máy phay đứng 6H12. Công suất của máy Nm = 4,5 kW, kích thước bàn máy 320 ¸ 1250. Số cấp chạy dao 18,số cấp tốc độ 18.
- Chọn dao: Phay bằng dao phay mặt đầu răng chắp mảnh hợp kim cứng BK8, có các kích thước sau (Tra theo bảng 4-94 Sổ tay Công nghệ Chế Tạo Máy tập 1): D = 100 mm, d =32 mm, B = 39 mm, số răng Z = 10 răng.
....................................................
Fms3 = N3.f3
F’ms1 = N’1.f1
Fms = W.f
f : hệ số ma sát giữa bề mặt chi tiết và đồ gá(tra bảng 34[3]),
f1 = 0,12 f2 = 0,12 f3 = 0,6 f = 0,5
R1: Khoảng cách giữa tâm lỗ giữa và lỗ định vị R1 = 22,5mm = 0,0225m
R2 = 63 mm = 0,063 m
R2 : Khoảng cách từ chốt tỳ tới đường tâm lỗ R3 = 25mm = 0,025m.
Vì chi tiết đối xứng nên.
Phương trình mô men trên mặt phẳng song song với đáy:
(W - N3).R3 -(Fms1- F’ms1).R1 - Fms2 .R2= 0 (3)
ó W.R3 - Fms3.R3/f3 - Fms2.R2 = 0
ó Fms3. R3 =( W.R3 - Fms2.R2 ).f3 (3)
Phương trình mômen (gây uốn chi tiết) mặt phẳng đi qua đường tâm lỗ và vuông góc với mặt phẳng đáy:
( Fms - Fms3 ).R3+ (N1 - N’1).R1 - N2.R2 + Mx= 0 ( 4)
ó Mx = N2.R2 ó Mx = Fms2.R2 /f2 ó Mx. f2 = Fms2.R2 ( 4)
Thay (3) , ( 4) vào phương trình (2) ta có:
Mx - ( W.R3 - Fms2.R2 ).f3 - Fms.R3 + Mx. f2 = 0
ó Mx - ( W.R3 - Mx ).f3 - W.f.R3 + Mx. f2 = 0
ó W = ( Mx + Mx. f2 + Mx .f3 . f2)/ (R3.f3 + f. R3)
- W = ( 19,5 +19,5. 0,12 + 19,5. 0,6. 0,12)/( 0,025. 0,5 + 0,6. 0,025)
- W = 845,25 (N)
Lực kẹp cần thiết: Wct=k.W
K là hệ số an toàn được tính như sau:
k = k0.k1.k2.k3.k4.k5.k6
k0 =1,5: Hệ số an toàn chung.
k1: Hệ số tính đến trường hợp lực cắt tăng khi độ bóng thay đổi.
Với bước gia cụng thụ k1 = 1,2
k2 = 1,5: Hệ số tính đến trường hợp tăng lực cắt khi dao mũn
k3 = 1: Hệ số tính đến trường hợp tăng lực cắt khi gia công gián đoạn.
k4 = 1,3: Hệ số tính đến sai số của cơ cấu kẹp chặt khi kẹp bằng tay.
k5 = 1: Hệ số tính đến mức độ thuận lợi của cơ cấu kẹp bằng tay
k6 = 1,5: Hệ số tính đến trường hợp mụ men làm quay chi tiết khi định vị chi tiết trờn phiến tỳ.
Þ k = 5,265 Ta chọn k = 5,3.
Vậy ta cú W = 4480 (N)
5. Xác định sai số chế tạo cho phép của đồ gá.
- Sai số chế tạo cho phép của đồ gá được tính theo công thức:
Trong đó:
ồgd- Sai số gá đặt: ồgd = .ọ (ọ- dung sai kích thước)
=> ồgd = .ọ = .78 = 26 ỡm.
ồc- sai số chuẩn, do chuẩn định vị trùng gốc kích thước.
ồc = 0
ồk- Sai số kẹp chặt, ở đây phương lực kẹp vuông góc với phương kích thước thực hiện nên ồk = 0.
ồm- Sai số do mòn đồ gá: ồm = õ.N11/2
õ- Hệ số phụ thuộc kết cấu đồ định vị, õ = 0,12
N- Số lượng chi tiết gia công trên đồ gá, N = 25000 chiếc/1năm.
→ ồm= 0,12.250001/2 =19 ỡm.
ồdch- Sai số điều chỉnh: ồdch = 5 ỡm
→
- Yêu cầu kỹ thuật đồ gá:
+ Độ không vuông góc giữa phiến tỳ và tâm lỗ f18 của đồ gá trên chiều dài 32 mm £ 0,05 ỡm.
+ Độ không vuông góc giữa tâm lỗ f18 (chốt trụ ngắn) và tâm lỗ f16 của chi tiết trên chiều dài 45 mm £ 0,05 ỡm.
TÀI LIỆU THAM KHẢO
[1]. Gs.Ts Trần Văn Địch chủ biên: Công nghệ chế tạo máy.
[2]. Gs.Ts Trần Văn Địch: Atlas đồ gá.
[3]. Lê Văn Tiến – Trần Văn Địch – Trần Xuân Việt: Đồ Gá.
[4]. Hoàng Tùng – Phạm Bá Nông – Nguyễn Văn Hảo - Đinh Công Mễ
– Nguyễn Luyến: Chế tạo phôi I, II.
[5]. Trần Văn Địch: Thiết kế đồ án công nghệ chế tạo máy.
[6]. Nguyễn Đắc lộc – Ninh Đức Tốn – Lê Văn Tiến – Trần Xuân Việt:
Sổ tay công nghệ chế tạo máy I, II.
[7]. Nguyễn Đắc Lộc – Lưu Văn Nhang:
Hướng dẫn thiết kế đồ án công nghệ chế tạo máy.
[8]. Thiết kế máy cắt kim loại.
MỤC LỤC
Lời nói đầu........................................................................................................................... 1
I. Phân tích chức năng và điều kiện làm việc của chi tiết.............................................. 2
II. Phân tích tính công nghệ trong kết cấu chi tiết......................................................... 2
III. Xác định dạng sản xuất............................................................................................. 3
IV. Xác định phương pháp chế tạo phôi và thiết kế bản vẽ chi tiết lồng phôi............ 5
V. Thiết kế quy trình công nghệ gia công chi tiết .......................................................... 7
1. Xác định đường lối công nghệ........................................................................................ 7
2. Chọn phương pháp gia công........................................................................................... 7
3. Lập tiến trình công nghệ................................................................................................. 8
4. Thiết kế các nguyên công............................................................................................... 8
VI. tính lượng dư gia công .............................................................................................. 19
1. Tính lượng dư cho nguyên công 2.................................................................................. 19
2. Tra lượng dư cho các nguyên công còn lại..................................................................... 23
VII. Xác định chế độ cắt .................................................................................................. 24
1. Xác định chế độ cắt cho nguyên công 4 khoét và doa lỗ F32....................................... 24
2. Tra chế độ cắt cho các nguyên công còn lại.................................................................... 27
VII. Tính thơì gian gia công cơ bản................................................................................ 36
1. Công thức tính toán........................................................................................................ 36
2. Thời gian nguyên công................................................................................................... 36
IX. Thiết kế đồ gá khoét và doa lỗ F32.......................................................................... 42
TÀI LIỆU THAM KHẢO THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT CÀNG LẮC CON CÓC C5
1] : Thiết kế đồ án công nghệ chế tạo máy
[2] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 3 tập)
[3] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[4] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[5] : Sổ tay nhiệt luyện
[6] : Công nghệ chế tạo máy tập 1
[7] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 7 tập)
[8] : Sổ tay công nghệ chế tạo máy toàn tập (trường ĐHBK









