THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GIÁ CHỈNH THÂN ĐỒ GÁ DAO
NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GIÁ CHỈNH THÂN ĐỒ GÁ DAO, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết

PHẦN I:
PHÂN TÍCH CHI TIẾT GIA CÔNG
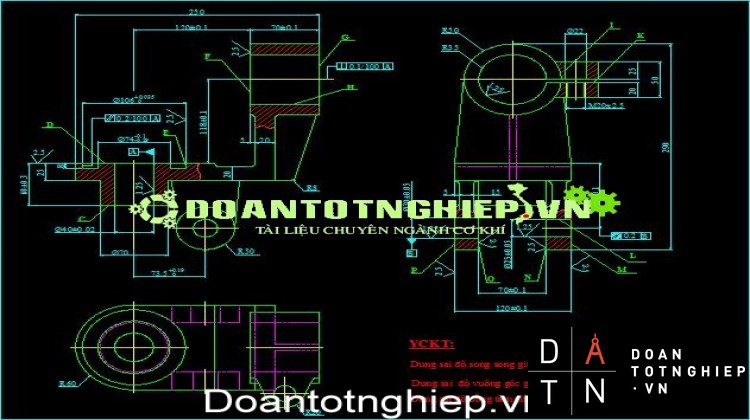
1) Phân tích hình dáng kết cấu của chi tiết gia công:
- Chi tiết giá chỉnh là một chi tiết càng, chi tiết có hình dạng và kết cấu tương đối phức tạp.
- Các mặt làm việc chính của chi tiết là Ф 40±0.02 , Ф 70 và các mặt phẳng nên quá trình gia công các bề mặt này phải có độ chính xác cao.
- Các kích thước quan trọng là Ф 40±0.02 , Ф 70 , Ф 30 , Ф 25 . Độ đồng tâm giữa hai lỗ Ф 30 và Ф 25 . Khoảng cách tâm của các lỗ Ф 70 , Ф 30 , Ф 25 tới các mặt phẳng.
2) Phân tích vật liệu chế tạo:
Trong quá trình làm việc giá chỉnh chịu trọng tải vừa phải, chi tiết được làm bằng gang xám 18-36.
Vật liệu chế tạo kí hiệu: GX: 18-36
- Có độ bền nén 600N/mm2
- Có độ biến kéo 180N/mm2
- Có độ bền uốn 360N/mm2
- Độ cứng HB :170-229N/mm2
- Gang xám có kí hiệu : GX là hợp kim sắt với cacbon có hàm lượng cacbon lớn hơn 2.14% Cacbon.
Trong thực tế gang luôn có một ít nguyên tố Mn , S , P , Si .
- Hầu hết các cacbon trong gang xám ở dạng tự do dạng graphit tấm nhỏ mịn tính chảy lỏng cao .
- Lượng cacbon trong gang xám : 2,8 ÷3.5% .
- Lượng Silic : 1,5 ÷3 % .
- Lượng Mn : 0,5 ÷ 1% .
- Lượng P : 0,1 ÷0,2 % .
- Lượng S : 0,08 ÷0,12 %
- Còn lại là Sắt:
( Sách giáo khoa vật liệu và công nghệ cơ khí của PGS TS Hoàng Tùng trang 22)
3) Phân tích độ chính xác của sản phẩm:
a.Độ chính xác bề mặt:
Độ chính xác bề mặt gia công được ký hiệu Rz , Ra trên bản vẽ chi tiết theo tiêu chuẩn Việt Nam 2511-95 để đánh giá độ nhám bề mặt người ta sử dụng 2 chỉ tiêu sau :
Ra : sai lệch trung bình số học của prophin :là trung bình số học các giá trị tuyệt đối của sai lệch profin (y) trong giới hạn chiều dài chuẩn. Sai lệch profin (y) là khoảng cách từ các điểm trên profin thực đến đường trung bình đo theo phương pháp tuyến với đường trung bình.
Rz : chiều cao mấp mô của prophin theo 10 điểm : Là trị số trung bình của tổng các giá trị tuyệt đối của chiều cao năm đỉnh cao nhất và chiều sâu của năm đáy thấp nhất của profin trong giới hạn chiều chuẩn.
Trong thực tế việc chọn chỉ tiêu nào (Ra hoặc Rz ) tuỳ thuộc vào chất lượng yêu cầu và đặc tính kết cấu bề mặt chi tiết . Chỉ tiêu Ra được sử dụng phổ biến nhất vì nó cho phép ta đánh giá chính xác hơn những bề mặt có yêu cầu độ nhám trung bình. Tuy nhiên đôi với những bề mặt có độ nhám quá nhỏ hoặc quá thể thì ta dùng Rz nó sẽ cho ta đánh giá chính xác hơn Ra .
b. Độ chính xác bề mặt :
Đánh số bề mặt chi tiết gia công.
Mặt A , H ,B , L
Độ nhám Ra 1,25 à cấp độ nhám 7 à Cấp chính xác 7
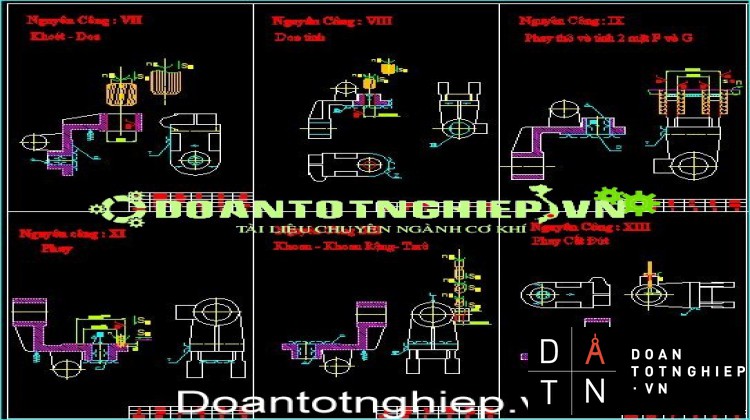
à Dùng phương pháp khoan, khoét, doa
Mặt C
Độ nhám Rz 40 à cấp độ nhám 3 à cấp chính xác 11
Ta dùng phương pháp phay mặt đầu
Mặt D
Độ nhám Ra 2,5 à cấp độ nhám 5 à cấp chính xác 10 à dùng phương pháp phay mặt đầu.
Mặt F, G, M , N , O , P
Độ nhám Ra 2,5 àcấp độ nhám 5 à cấp chính xác 10 à dùng phương pháp phay mặt đầu.
Mặt E
Độ nhám Ra 2,5 àcấp độ nhám 5 à cấp chính xác 10 à dùng phương pháp phay bằng dao phay ngón .
Mặt K
Độ nhám Rz 40 àcấp độ nhám 3 à cấp chính xác 11 à dùng phương pháp phay bằng dao phay đĩa .
Mặt I
Độ nhám Rz 40 àcấp độ nhám 3 à cấp chính xác 11
Đầu tiên ta Khoan sau đó Khoan Rộng sau đó Tarô Ren.
c.Độ chính xác về kích thước .
- Kích thước 40 ±0.02 (mm) .
- Kích thước danh nghĩa: 40 mm.
+ Sai lệch giới hạn trên: ES= + 0.02 mm.
+ Sai lệch giới hạn dưới: EI= - 0.02 mm.
+ Kích thước giới hạn lớn nhất = 40.02 mm.
+ Kích thước giới hạn nhỏ nhất = 39.98 mm.
+ Trị số Dung sai: T= 0.04 mm
- Kích thước 73.5 0+0.19 (mm)
+ Kích thước danh nghĩa: 73.5 mm.
+ Sai lệch giới hạn trên: ES= +0.19 mm.
+ Sai lệch giới hạn dưới: EI= 0 mm.
+ Kích thước giới hạn lớn nhất = 73.69mm.
+ Kích thước giới hạn nhỏ nhất = 73.5 mm.
+ Dung sai kích thước: T= 0.19 mm.
- Kích thước O74-0.1-0.29
+ Kích thước danh nghĩa: 74 mm.
+ Sai lệch giới hạn trên: ES= - 0.1mm.
+ Sai lệch giới hạn dưới: EI= -0.29 mm.
+ Kích thước giới hạn lớn nhất = 73.9mm.
+ Kích thước giới hạn nhỏ nhất = 73.71 mm.
+ Dung sai kích thước: T= 0.39mm.
- Kích thước O 1060+0.035
+ Kích thước danh nghĩa: 106 mm.
+ Sai lệch giới hạn trên: ES= +0.035 mm.
+ Sai lệch giới hạn dưới: EI= 0 mm.
+ Kích thước giới hạn lớn nhất = 106.035 mm.
+ Kích thước giới hạn nhỏ nhất = 106 mm.
+ Dung sai kích thước: T= 0.035 mm.
- Kích thước 120 ±0.1
+ Kích thước danh nghĩa: 120 mm.
+ Sai lệch giới hạn trên: ES= +0.1 mm.
+ Sai lệch giới hạn dưới: EI= -0.1 mm.
+ Kích thước giới hạn lớn nhất = 120.1 mm.
+ Kích thước giới hạn nhỏ nhất = 119.9 mm.
+ Dung sai kích thước: T= 0.2mm.
- Kích thước O30 ±0.05
+ Kích thước danh nghĩa: 30 mm.
+ Sai lệch giới hạn trên: ES= +0.05 mm.
+ Sai lệch giới hạn dưới: EI= -0.05 mm.
+ Kích thước giới hạn lớn nhất = 30.05mm.
+ Kích thước giới hạn nhỏ nhất = 29.95 mm.
+ Dung sai kích thước: T= 0.1 mm.
- Kích thước O25 ±0.05 (mm)
+ Kích thước danh nghĩa: D= 25 mm.
+ Sai lệch giới hạn trên: ES= +0.05 mm.
+ Sai lệch giới hạn dưới: EI= -0.05 mm.
+ Kích thước giới hạn lớn nhất Dmax = 25.05 mm.
+ Kích thước giới hạn nhỏ nhất Dmin = 24.95 mm.
+ Dung sai kích thước: T= 0.1 mm.
- Kích thước 70 ±0.1
+ Kích thước danh nghĩa: D= 70 mm.
+ Sai lệch giới hạn trên: ES= +0.1 mm.
+ Sai lệch giới hạn dưới: EI= -0.1 mm.
+ Kích thước giới hạn lớn nhất Dmax = 70.1 mm.
+ Kích thước giới hạn nhỏ nhất Dmin = 69.9 mm.
+ Dung sai kích thước: T= 0.2 mm.
- Kích thước 92 ±0.1
+ Kích thước danh nghĩa: D= 92 mm.
+ Sai lệch giới hạn trên: ES= +0.1 mm.
+ Sai lệch giới hạn dưới: EI= -0.1 mm.
+ Kích thước giới hạn lớn nhất Dmax = 90.1 mm.
+ Kích thước giới hạn nhỏ nhất Dmin = 89.9 mm.
+ Dung sai kích thước: T= 0.2 mm.
d. Yêu cầu kĩ thuật của chi tiết.
Dung sai độ song song giữa lỗ A với kích thước O1060+0.035 là 0.2/100.
Dung sai độ vuông góc giữa mặt A với lỗ O74-0.1-0.29 là 0.1/100.
Dung sai độ đồng tâm giữa lỗ O30 ±0.05 và O25 ±0.05 là 0.2
PHẦN II:
XÁC ĐỊNH PHƯƠNG PHÁP CHẾ TẠO PHÔI
1.Chọn phôi :
Để chọn phôi người ta căn cứ vào 2 yếu tố sau :
+ Vật liệu chế tạo phôi GX 18-36
+ Điều kiện làm việc của chi tiết và các yếu tố về cơ tính
a.Phôi dập :
Có thể áp dụng được nhưng kết cấu của giá đỡ tương đối phức tạp, khi dập sẽ có baria .
Dập chỉ áp dụng cho thép .
b. Phôi rèn tự do:
Chỉ dùng cho sản xuất nhỏ, chi tiết không quá phức tạp .
c. Phôi đúc
Có thể đúc trong khuôn cát, khuôn kim loai, trong khuôn vỏ mỏng, đúc áp lưc, đúc theo mẫu chảy.
Với số lượng là sản xuất hàng loạt vừa ta đúc trong khuôn cát làm khuôn bằng máy, mẫu bằng gỗ.
Để nâng cao năng xuất của quá trình đúc, nâng cao cấp chính xác kích thước và chất lượng bề mặt của vật đúc ta sử dụng thêm các hệ thống tự động trong đó sử dụng các cơ cấu hơi để làm chặt các hỗn hợp cát. Sử dụng đồ điện tử để điều khiển quá trình công nghệ và tính toán để chọn phương án tối ưu nhất.
Việc sử dụng robot công nghiệp trong công nghệ như quét lớp sơn bao phủ, lót kim loại vào khuôn sẽ bảo vệ được người công nhân tránh được độc hại về bụi, nhiêt, khói, và sỉ kim loại.
Ưu điểm của phương pháp đúc :
Đối với dạng sản xuất hàng loạt vừa trở nên những lỗ có đường kính trên 30mm sẽ được đúc bằng phương pháp dùng lõi được chế tao riêng ( đúc rỗng ) và chính xác nên kích thước sau khi đúc song đảm bảo vị trí tương quan cao, không phải tốn kém nhiều công vác bề mặt hay kích thước liên quan đến nhau.
Lương dư gia công của các nguyên công không đều, không phải tốn nhiều thời gian gia công cơ bản.
Nhược điểm :
Phải qua nguyên công làm sạch.
Cắt rót các phần thừa còn lai trên vật đúc như đậu rót, đậu ngót.
A .chon mẫu:
Chọn mẫu làm bằng cát .
B .chon mặt phân khuôn:
Mặt phân khuôn phải đi qua tiết diện lớn nhất của mẫu để có thể lấy mẫu ra khỏi khuôn.
Mặt phân khuôn phải có độ chính xác về hình dáng kích thước, ít bị cong vênh
Mặt phân khuôn phải phẳng, số mặt phân khuôn cần ít nhất .
C. Số hòm khuôn:
Dùng 2 hòm khuôn để tiện lấy mẫu và rót kim loại vào khuôn.
D.Dùng ruột (lõi để đúc ):
Vì lỗ trên chi tiết có bề rộng lớn hơn 30mm và là hàng loạt vừa ta dùng ruột để đúc ( dòng 12-13 trang 169 sổ tay công nghệ chế tạo máy tập 1 của Phó Giáo Sư Tiến Sĩ Nguyễn Đắc Lộc nhà xuất bản khoa học và kỹ thuật) .
Sơ Đồ Đúc:
................................................................................................
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GIÁ CHỈNH THÂN ĐỒ GÁ DAO, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết









