THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GIÁ ĐỠ TRỤC 3D Bài tập CAD CAM CNC ĐỀ 17


NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GIÁ ĐỠ TRỤC 3D Bài tập CAD CAM CNC ĐỀ 17
LỜI NÓI ĐẦU
Ngày nay, với sự phát triển không ngừng của khoa học – công nghệ, đặc biệt là lĩnh vực điều khiển số và tin học đã cho phép các nhà chế tạo máy ứng dụng vào máy cắt kim loại các hệ thống điều khiển ngày càng tin cậy hơn với tốc độ xữ lý nhanh hơn và giá thành hạ hơn. Đó là sự ứng dụng của công nghệ CAD/CAM.
Từ một công cụ chỉ để vẽ CAD đã nhanh chóng phát triển các công cụ tính toán, phân tích, sản xuất như tính toán động học, động lực học cơ cấu, tính toán khí động, nhiệt, từ,…lập trình gia công cho máy CNC, quản lý công nghệ,…
CAM là chức năng mô phỏng gia công trên máy tính. Với chức năng này sẽ giúp cho người công nhân hình dung một cách đẩy đủ nhất về quá trình gia công cắt gọt phôi. Nó giúp ta tránh khỏi những sai sót trước khi gia công thực tế.
Với chức năng ưu việt của công nghệ CAD/CAM, và được sự hướng dẫn của thầy Th.S Trần Văn Thùy Em đã mạnh dạng tìm hiểu thiết kế chi tiết bằng phần mềm INVETOR 2010 lập bản vẽ chế tạo, mô phỏng gia công chi tiết càng bằng phần mềm Pro/Engineer 5.0. Do thời gian có hạn và kiến thức còn hạn chế nên không tránh khỏi những thiếu sót, kính mong quý thầy giáo chỉ bảo.
Em xin chân thành cảm ơn thầy Th.S Trần Văn Thùy đã tận tình giúp em hoàn thành đồ án. Em xin cảm ơn.
Ngày 26 tháng 03 năm 2013
Sinh viên thực hiện
PHẦN I: PHÂN TÍCH CHI TIẾT GIA CÔNG
1. Công dụng của chi tiết.
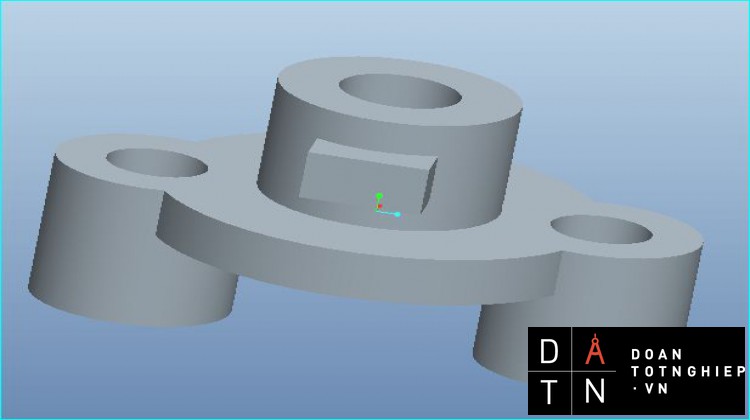
- Là chi tiết dung trong sản xuất nhằm đỡ trục, để làm được việc đó nó được thiết kế để đỡ và giữ chi tiết nhằm đảm bảo khi làm việc với sai số trong phạm vi cho phép.
- Đây là một chi tiết càng do đó nó phải tuân theo các quy tắc gia công của chi tiết càng.
2. Điều kiện kỹ thuật.
- Chi tiết làm việc phải đảm bảo độ cứng vững và vị trí giữa các lỗ.
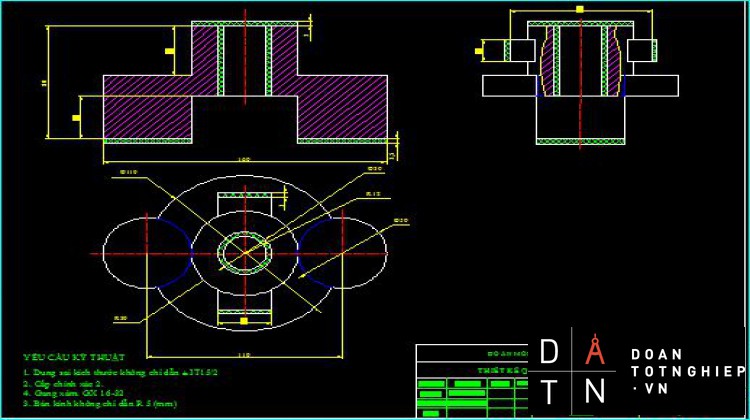
3. Yêu cầu kĩ thuật.
- Độ không song song đường tâm lỗ không quá 0,02/100mm.
- Độ không đối xứng không quá 0,02/100mm.
- Độ không vuông góc của mặt đầu so với đường tâm lỗ không quá 0,03mm.
4. Phân tích kích thước, kỹ thuật va tính năng công nghệ trong kết cấu của chi tiết.
4.1. Phân tích kích thước chỉ dẫn và kích thước không chỉ dẫn
- Kích thước lỗ Æ25 có Ra = 2,5mm, tra bảng ta được T25 = 21mm, IT7,Æ25 là lổ cơ bản nên Æ25+0.021
- Kích thước danh nghĩa: DN = 25(mm).
- Sai lệch trên: ES =+ 0,021(mm).
- Sai lệch dưới: EI = 0
- Kích thước lỗ Æ30 có Ra = 2.5mm tra bảng ta được T30 = 21mm, IT7
Æ30 là lổ cơ bản nên Æ30+0.021
- Kích thước danh nghĩa: DN = 30(mm).
- Sai lệch trên: ES = +0,021(mm).
- Sai lệch dưới: EI = 0
- Kích thước thẳng 800,04 , tra bảng ta được IT8
- Sai lệch trên là: ES =+ 0,04 (mm).
- Sai lệch dưới là:EI = - 0,04(mm).
- Kích thước thẳng 1100,03 nối hai tâm lỗ Æ25 tra bảng ta được IT8
- Sai lệch trên là: ES= + 0,03 (mm).
- Sai lệch dưới là: EI= - 0,03(mm).
- Phân tích kỹ thuật: Đây là chi tiết dạng càng, có cấu tạo gồm có lỗ Φ30 ở giữa và 2 lỗ định vị Φ25 ở hai bên, chi tiết này có nhiệm vụ sau:
- Trong khi làm việc dẫn hướng các chi tiết khác.
- Chi tiết làm việc trong điều kiện bình thường, yêu cầu kỹ thuật khá cao. Các lỗ Φ30 và Φ25 gia công chính xác cao, quan trọng nhất là đảm bảo độ song song, đối xứng giữa các đường tâm lỗ, độ vuông góc của lỗ và và mặt đầu. Các bề mặt còn lại sử dụng dung sai đúc
- Mặt bên có 2 tai để bắt với chi tiết khác.
- Tính năng công nghệ trong kết cấu chi tiết:
- Lỗ Φ30 được gia công khá chính xác và đạt độ bóng cao 2.5, lắp theo hệ thống lỗ cơ bản H7 để dẫn hướng cho chi tiết khác quay.
- Lỗ Φ25 được gia công khá chính xác và đạt độ bóng cao 2.5, lắp theo hệ thống lỗ cơ bản H7 để dẫn hướng cho chi tiết khác quay.
- Các mặt phẳng có tác dụng để giữ giá đỡ trục có vị trí tương quan với các chi tiết khác
- Hai tai 2 bên là dạng chốt chống xoay cho bạc của lỗ Φ30.
- Vật liệu chi tiết gia công:
- Vật liệu chế tạo chi tiết giá đỡ trục là: Gang Xám 16 – 32
|
Mác gang |
Độ cứng HB (kG/mm) |
Thành phần hoá học ( % ) |
||||
|
C |
Si |
Mn |
P |
S |
||
|
Không quá |
||||||
|
GX 16 – 32 |
200 |
(2.83.5)% |
(1.53)% |
(0.51)% |
(0.10.2)% |
(0.080.12)%. |
PHẦN II THIẾT KẾ CHI TIẾT BẰNG PHẦN MỀM CAD-CAM
2.1. Giới thiệu chung về phần mềm CAD-CAM sử dụng
2.1.1. Phần mềm AUTOCAD 2007
AutoCAD là một phần mềm dùng để thực hiện các bản vẽ kỹ thuật trong ngành xây dựng, cơ khí, kiến trúc, điện, bản đồ…Sử dụng AutoCAD ta có thể vẽ các bản vẽ kỹ thuật 2D, 3D và tô bóng vật thể (render). Phần mềm AutoCAD được trình làng đầu tiên vào tháng 11/1982 tại Hội chợ Comdex
AutoCAD 2007 sản phẩm này là của hãng Autodesk và mục đích chính là: giúp bạn tăng khả năng làm việc. Từ những ý tưởng thiết kế ban đầu, thông qua các bản vẽ, AutoCAD có tất cả những gì ta cần mà có thể tạo ra các bản vẽ chi tiết, mô hình hóa, xây dựng các tài liệu và chia sẻ ý tưởng của mình. AutoCAD kết hợp các câu lệnh AutoCAD và giao diện người dùng quen thuộc như bạn đã từng biết trước trong một môi trường thiết kế được nâng cấp.
AutoCAD 2007 tăng cường hiệu suất làm việc của bạn với những cải tiến trong giao diện người dùng như tùy biến giao diện theo sở thích, các phần mở rộng, nhằm vào việc tăng năng suất tạo hình sản phẩm của bạn bằng cách giảm bớt đi những bước thiết kế để sử dụng các câu lệnh. Môi trường thiết kế mới, với những chức năng sáng tạo như thiết kế theo từng lớp và giúp người sử dụng mới làm quen với chương trình có thể thích nghi trong thời gian sớm nhất. Những thanh công cụ dễ sử dụng có thể giúp bạn quan sát mô hình 3D và chỉnh sửa từng chi tiết nhỏ trong mô hình. AutoCAD giúp bạn nâng cao năng suất làm việc với tầm cao mới.
Các phiên bản AutoCAD gồm có: AutoCAD 2000, AutoCAD 2002, AutoCAD 2004, AutoCAD 2007, AutoCAD 2008, AutoCAD 2009, AutoCAD 2010, AutoCAD 2012 và phiên bản mới nhất hiện nay là AutoCAD 2013.
2.1.2. Phần mềm INVENTOR 2010
Autodesk INVENTOR là phần mêm CAD ứng dụng trong thiết kế cơ khí với khả năng mạnh trong thiết kế mô hình Solid, có giao diện người dùng thân thiện và trực quan.
Cấu trúc hệ thống của Autodesk INVENTOR tạo ra thế mạnh về thiết kế mô hình 3D, quản lý thông tin, hợp tác thiết kế và hỗ trợ kỹ thuật. Các điểm mạnh của hệ thống này là:
- Thiết kế mạch lạc, sử dụng công nghệ phát triển thông dụng như COM và VBA
- Tương tích với phần cứng hiện đại như: Card OpenGL và Dual Processors
- Có khả năng xử lý hàng nghìn chi tiết và các cụm lắp lớn.
- Cung cấp giao diện lập trình ứng dụng (Application Program Interface – API) và cấu trúc mở rộng với công nghệ COM chuẩn để tạo lập và chạy các ứng dụng thứ ba
- Có khả năng trao đổi trực tiếp dữ liệu thiết kế với bản vẽ 2D của AutoCAD, mô hình 3D của Mechanical Destop hoặc mô hình STEP từ các hệ thống CAD khác.
Sử dụng phần mềm ta có thể thực hiện các công việc sau:
- Derived Parts: Tạo một chi tiết dẫn xuất từ một chi tiết khác và dùng để khảo sát các bản vẽ thiết kế hay quá trình sản xuất khác nhau
- Solid modeling: Tạo đối tượng hình học phức tạp bằng khả năng tọa mô hình lai, tích họp các bề mặt với các Solid
- Sheet metal: Tạo các đối tượng và các chi tiết từ kim loại tấm
- Adaptive Layout: Dùng các Work Feature để lắp các chi tiết 2D với nhau.
- Adaptive parts and assembly: Tạo các chi tiết và các mối lắp thích nghi
- Design Element: Truy cập và lưu trữ các đối tượng trong một Catalog điện tử để có thể sử dụng lại được.
- Collaborative engineering: Môi trường cho nhóm có nhiều người cùng làm việc với một cụm lắp.
- Projects: Duy trì sự liên kết giữa các file.
- Quản lý bản vẽ: Cho phép tạo các bản vẽ nhờ công cụ đơn giản hóa quá trình
- Design Assistant: Tìm kiếm chi tiết theo thuộc tính như: mã số chi tiết, vật liệu…
Engineer’s Notebook: Truy cập và ghi chú thông tin thiết kế và gắn các đối tượng, cho phép lưu trữ thông tin về quá trình thiết kế.
2.1.3. Phần mềm PRO/E WILDFIRE 5.0.
Một trong những phần mềm có được những tính năng trên như Catia, Unigraghics NX, Pro/engineer Widfire 5.0 … là một trong những phần mềm được đánh giá rất mạnh và rất nổi tiếng trong lĩnh vực CAD/CAM/CNC. Tùy vào thế mạnh của mỗi phần mềm mà chúng có những ứng dụng riêng biệt. Chẳng hạn như : Catia, Unigraphics NX phục vụ triệt để cho ngành hàng không, oto, tàu thủy. Pro/E 5.0. phục vụ rất tốt cho ngành cơ khí khuôn mẫu (thiết kế và gia công) như khuôn dập, khuôn rèn, khuôn nhựa…Ưu điểm của phần mềm này là giá rẻ.
Hiện nay, số người sử dụng Pro/E 5.0 trên thế giới rất nhiều, kể cả Việt Nam nen chúng ta sẽ có cơ hôi học hỏi, trao đổi lẫn nhau những vấn đề liên quan đến CAD/CAM với thế giới bên ngoài. Do vậy, việc chọn học Pro/E là một hướng đi tốt cho chúng ta trước khi vào nghề và cũng là cách duy nhất chúng ta đuổi kịp công nghệ thể giới.
Pro/E là phần mềm của hãng Parametric Technology Corporation. Là một phần mềm thiết kế theo tham số, có nhiều tính năng rất mạnh trong lĩnh vực CAD/CAM/CNC. Sử dụng phần mềm ta có thể thực hiện các công việc sau:
- Mô hình hóa trực tiếp vật thể rắn
- Tạo các modun bằng các khái niệm và các phần tử thiết kế
- Thiết kế thông số
- Sử dụng cơ sở dữ liệu thống nhất
- Mô phỏng động học, động lực học
Phầm mêm Pro/E có các modun sau:
- Pro/ASSEMBLY: tạo điều kiện thiết lập dễ dàng chi tiết vào hệ thống và dưới hệ thống. Nó hỗ trợ cho phần lắp ráp và lắp ráp nhóm, giải quyết tình huống xung đột, thiết kế thay đổi,…
- Pro/DETAIL: modun tạo trực tiếp mô hình 3D của các bản vẽ thiết kế và chế tạo trong đó đảm bảo liên kết 2 phía giữa các bản vẽ và modun 3D
- Pro/SHEETMETAL: modun hỗ trợ thiết kế những chi tiết dạng tấm, vỏ và hỗ trợ cho việc tạo lập các chi tiết phát triển kể cả chuẩn bị cho chương trình NC cho sản xuất.
- Pro/SURFACE: modun hỗ trợ vẽ, tạo các mặt tự do, xử lý các mặt cong và các bề mặt phức tạp.
- Pro/MANUFACTURING: bao gồm dữ liệu NC, mô phỏng, fomat dữ liệu CL, thư viện các phẩn tử.
- Pro/MESH: hỗ trợ tái tạo mạng lưới cho việc phân tích phần tử hữu hạn, xác định điều kiện biên, gắn liền với ANSYS, PATRAN, NASTRAN, ABAQUS, SUPERTAB và COSMOS/M
- Pro/MECHANICA: Mo phỏng động học, kiểm nghiệm ứng suất, chuyển vị, biến dạng tuyến tính và phi tuyến tính, xác định và dự đoán khả năng phá hủy vật liệu…
- Pro/INTERFACE: tạo điều kiện gắn với các hệ CAD khác như: iges, dxf, render…
- Pro/PROJECT: xác định để điều khiển dự án thiết kế và tổ hợp một số đội thiết kế và lập dự án.
- Pro/FEATURE: mở rộng khả năng thiết lập những phần tử thiết kế bằng thư viện các bộ phận, nhóm, tái tạo các hình dạng chuẩn.
- Pro/DESIGN: Hỗ trợ thành lập mô hình 3D, sơ đồ khối, xây dựng kế hoạch thiết kế và mối quan hệ phụ thuộc, giúp cho sự phân tích nhanh chóng hiệu quả và sắp xếp phương án.
- Pro/LIBRARY: Modun chứa thư viện rông lớn các phần tử trên chuẩn có thể bỏ sung hoặc hiệu chỉnh.
- Pro/VIEW: Modun tạo điều kiện kiểm tra mô hình hóa chi tiết và hệ thống từ một hướng quan sát bất kỳ, phóng đại, ảo ảnh. Sử dụng để có cái nhìn tổng thể để đạt được kết quả hoặc mục đích phòng ngừa.
- Pro/DRAFT: Modun hỗ trợ biểu diễn 2D, tạo điều kiện đọc bản vẽ của các hệ CAD khác và bổ sung modun 3D về thiết kế thông số.
- Pro/NLO: Modun hỗ trợ cho việc gia công mạng cục bộ, hòa hợp với các modun khác trong hệ
- Pro/MOLD: Modun thiết kế khuôn
- Pro/DEVELOP: Modun hỗ trợ việc lập trình ứng dụng riêng. Chứa các thư viện của hàm số C, thư viện chương trình con của ngôn ngữ lập trình FORTRAN và đặc biệt tiếp cận được với cấu trúc thiết lập các hệ thống và cấu trúc dữ liệu của hệ thống. Ngoài ra Pro/E còn có Pro/CASTING. Pro/LEGACY, Pro/TOOKIT, Pro/PiP.
Một số phiên bản hay dùng của Pro/E là Pro/E 2000i, Pro/E 2.0, Pro/E 3.0, Pro/E 4.0, Pro/E 5.0, Pro/E 6.0; phiên bản Creo 1.0 và Creo 2.0 của hãng Parametric Technology Corporation đã ra đời.
2.2. Trình tự thiết lập mô hình chi tiết trên phần mềm INVENTOR 2010.
- Vào giao diện inventer2010 bằng cách kích đúp chuột vào biểu tượng sau:
- Sau đó vào new sheet metal (mm).ipt ok như sau:
Ta được giao dien như sau:
Ta thực hiện vẽ mô hình chi tiết như sau :
- Bước 1: dùng lệch circle dimension model extrude ở đây ta tạo hình tròn Φ110 sau đó tạo khối với bề dày 15mm ta được chi tiết như sau .
- Bước 2: chọn mặt phẳng như hình vẽ dùng lệch newsketch circle dimension model extrude ở đây ta dùng mặt phẳng của khối vừa tạo ra vẽ một hình tròn Φ60 sau đó tạo khối với hình tròn vừa vẽ có bề dày 35mm ta được chi tiết như sau .
- Bước 3: chọn mặt phẳng như hình vẽ dùng lệch newsketch circle model extrude ct extents all ở đây ta chọn mặt phẳng Φ60 vẽ hình tròn Φ30 sau đó ta tạo lỗ rỗng Φ30 ta được chi tiết như sau .
- Bước 4: chọn mặt phẳng như hình vẽ dùng lệch newsketch circle dimension model extrude ở đây ta vẽ hình tròn Φ50 trên mặt phẳng Φ110 sau đó tạo khối với Φ50 bề dày 45mm ta được chi tiết như sau .
- Bước 5: chọn mặt phẳng như hình vẽ dùng lệch newsketch circle dimension model extrude cut extents all ở đây ta vẽ hình tròn Φ25 trên mặt phẳng Φ50 ta tạo lỗ rỗng Φ25 ta được chi tiết như sau .
- Bước 6: dùng lệch plane mirror ở đây ta dựng một mặt phẳng như hình vẽ rồi dùng lệnh mirror ta được chi tiết như sau .
- Bước 7: dùng lệch plane newsketch line model extrude join depth=15.000mm ở đây ta dựng mặt phẳng như hình vẽ sau đó vẽ gân chi tiết trên mặt phẳng vừa dựng và tạo khối với hình vừa vẽ ta được chi tiết như sau .
- Bước 8: dùng lệch plane mirror ở đây ta dựng mặt phẳng như hình vẽ sau đó dùng lệnh mirror đối xứng gân vừa vẽ ta được chi tiết như sau .
- Bước 9: chi tiết hoàn chỉnh.
2.3. Thiết lập bản vẽ chi tiết.
Như vậy, sau khi hoàn thành bước thiết kế mô hình 3D ta tiến hành thiết lập bản vẽ chi tiết như sau:
- Bước 1: dùng lệch New Iso.dwg k ta có hình vẽ như sau .
- Bước 2: dùng lệch Base bottom ok ta có hình vẽ như sau .
- Bước 3: dùng lệch Projected( để tạo hình chiếu bằng + cạnh + trục đo) Kích chuột phải chọn create ta có hình vẽ như sau .
- Bước 4: chọn Ipro save as save copy as xuất hiện bảng chọn save as type ( chọn Autocad drawings(*.dwg)) chọn save ta đã chuyển bản vẽ chi tiết qua Autocad
PHẦN III: XÁC ĐỊNH DẠNG SẢN XUẤT VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI
- Xác định dạng sản xuất.
Muốn xác định dạng sản xuất thì ta tính được số chi tiết được sản xuất trong một năm và khối lượng chi tiết, từ đó tra được sản lượng sản xuất
- Số chi tiết được sản xuất trong một năm
- Mục đích là xác định loại hình thức tổ chức sản xuất (đơn chiếc, hàng loạt nhỏ, hàng loạt vừa, hàng loạt lớn, hàng khối) để từ đó cải thiện tính công nghệ của chi tiết, chọn phương pháp chế tạo phôi thích hợp, chọn thiết bị hợp lý để gia công chi tiết.
- Để thực hiện điều này trước hết ta cần xác định số lượng chi tiết cần chế tạo trong một năm theo công thức sau:
Trong đó:
- N: số lượng sản phẩm được sản xuất trong một năm
- N1:số lượng sản phẩm cần chế tạo một năm theo kế hoạch
N1 = 3700chiếc/năm
- m: số lượng chi tiết trong một sản phẩm, m = 1
- α :Lượng sản phẩm dự phòng do sai hỏng khi chế tạo phôi ( đúc hoặc rèn) gây ra, α = 5%
- β: Lựợng sản phẩm dự trù cho hỏng hóc phế phẩm trong quá trình gia công cơ β = 5%.
Vậy:
- Xác định khối lượng của chi tiết
Khối lượng của chi tiết được xác định theo công thức:
Trong đó:
- Q là khối lượng của chi tiết (kg)
- V là thể tích của chi tiết (dm3)
- là khối lượng riêng của vật liệu (kg/dm3)
Như vậy, theo yêu cầu thì chi tiết được chế tạo từ vật liệu là gang xám nên:
Thể tích của chi tiết (V): ta dùng phần mềm inventor5.0 ta có thể tích như sau
Ta có: V = 322274,1 mm3
=> Q =
Tra bảng ta được dạng sản xuất loạt vừa.
|
Dạng sản xuất |
Khối lượng của chi tiết |
||
|
> 200 kg |
4 – 200 kg |
< 4kg |
|
|
Sản lượng hàng năm của chi tiết ( chiếc ) |
|||
|
Đơn chiếc |
< 5 |
< 10 |
< 100 |
|
Loạt nhỏ |
10 – 55 |
10 – 200 |
100 – 500 |
|
Loạt vừa |
100 – 300 |
200 – 500 |
500 – 5000 |
|
Loạt lớn |
300 – 1000 |
500 – 1000 |
5000 – 50.000 |
|
Hàng khối |
> 1000 |
> 5000 |
> 50.000 |
- Xác định phương pháp chế tạo phôi và thiết kế chi tiết lồng phôi.
- Chọn dạng phôi: Có rất nhiều phương pháp để tạo nên phôi như: đúc, rèn, dập, cán,...do chi tiết em là gang xám nên chọn phôi đúc vì phôi đúc có những ưu điểm sau:
- Lượng dư phân bố đều.
- Tiết kiệm được vật liệu.
- Giá thành rẻ, được dùng phổ biến.
- Độ đồng đều của phôi cao, do đó việc điều chỉnh máy khi gia công giảm
- Kết luận:Từ các phương pháp tạo phôi, ta nhận thấy phôi đúc là phù hợp với chi tiết đã cho nhất vì có nhiều ưu điểm hơn so với các phương pháp khác đặc biệt khi vật liệu chi tiết là gang xám.
- Vậy ta chọn phương pháp để tạo ra chi tiết là dạng phôi đúc.
- Phương pháp chế tạo phôi: Đúc có nhiều cấp chính xác khác nhau
- Chi tiết đúc chính xác cấp I được được bảo bằng mẫu kim loại cùng với việc cơ khí hoá chế tạo khuôn, sấy khuôn và rót kim loại. để tạo nên các chi tiết đúc có hình dạng phức tạp và thành mỏng.
- Chi tiết đạt cấp chính xác II nhận được từ các mẫu gỗ, dùng khuôn kim loại để tháo lắp và sấy khô. Phương pháp này thường dùng trong dạng sản xuất hàng loạt.
- Chi tiết đúc cấp chính xác III phương pháp này dùng trong khuôn các chế tạo khuôn bằng phương pháp thủ công. Phương pháp này thuận lợi khi chế tạo các chi tiềt đúc có hình dạng, kích thước, trọng lượng bất kỳ từ những hợp kim đúc khác nhau trong dạng sản xuật đơn chiếc và loạt nhỏ.
Kết luận:
- Với những yêu cầu của chi tiết như sảng lượng 4070 chiếc/năm, khối lượng 2,4kg, tính kinh tế cũng như dạng sản xuất loạt vừa, ta chọn đúc trong khuôn cát mẫu kim loại, làm khuôn bằng tay, cùng với việc cơ khí hoá chế tạo khuôn, sấy khuôn và rót kim loại, được phôi đúc đạt cấp chính xác là II.
- Loại phôi này có cấp chính xác IT15, độ nhám Rz = 80µm.
- Thiết kế phôi:
Muốn thiết kế phôi phải xác định lượng dư gia công từng bề mặt. Có hai phương pháp xác định lượng dư lá xác định lương dư bằng phương pháp tính toán và tra bảng. Ở đây em xác định lượng dư bằng phương pháp tra bảng.
- Đối với vật đúc có cấp chính xác II tra bảng , kích thước lớn nhất của chi tiết là 160 mm, do đó ta có lượng dư tổng cộng của từng mặt như sau:
- Khi đúc mặt A nằm bên khi đúc, kích thước danh nghĩa là 35 mm. Do đó, ta có lượng dư mặt A là 3mm.
- Khi đúc mặt D nằm bên, kích thước danh nghĩa là80 mm. Do đó, ta có lượng dư mặt D là 3,5mm.
- Khi đúc mặt (hai tai) nằm bên, kích thước danh nghĩa là 40 mm. Do đó, ta có lượng dư là 3mm.
- Khi đúc lỗ nằm bên, kích thước danh nghĩa là Φ30 mm. Do đó, ta có lượng dư mặt lỗ Φ30mm là 3 mm.
PHẦN IV: THIẾT LẬP TIẾN TRÌNH CÔNG NGHỆ
4.1. Xác định trình tự các nguyên công
4.1.1. Mục đích
Việc xác định trình tự các nguyên công hợp lý nhằm đảm bảo độ chính xác về kích thước, vị trí tương quan và độ nhám các bề mặt theo yêu cầu đề ra.
4.1.2. Chọn các phương pháp gia công các bề mặt phôi
- Dựa vào yêu cầu đặc tính kỹ thuật ta chọn phương pháp gia công cho các bề mặt sau như: phay, khoan, khoét, doa…
- Lập tiến trình công nghệ.
- Đánh số bề mặt gia công
- Lập trình tự công nghệ.
Phương án 1:
- Nguyên công 1: phay CNC mặt D , mặt định vị la mặt A + B, kẹp chặt: mặt B, đồ gá: mặt phẳng + khối V ngắn+ khối V tùy động.
- Nguyên công 2: phay CNC mặt A, C. Khoan, doa lỗ E. Khoan rộng, doa F. mặt định vị la mặt D + B, kẹp chặt: mặt B, đồ gá: mặt phẳng + khối V ngắn+ khối V tùy động.
Phương án 2:
- Nguyên công 1: phay CNC mặt D , mặt định vị la mặt A + B, kẹp chặt: mặt B, đồ gá: mặt phẳng + khối V ngắn+ khối V tùy động.
- Nguyên công 2: phay CNC mặt A, Khoan, doa lỗ E . mặt định vị la mặt D + B, kẹp chặt: mặt B, đồ gá: mặt phẳng + khối V ngắn+ khối V tùy động.
- Nguyên công 3: phay CNC mặt C. Khoan rộng, doa lỗ F. mặt định vị là mặt D + lỗ E, kẹp chặt: mặt trên lỗ E, đồ gá: mặt phẳng + chốt trụ ngắn+ chốt trám.
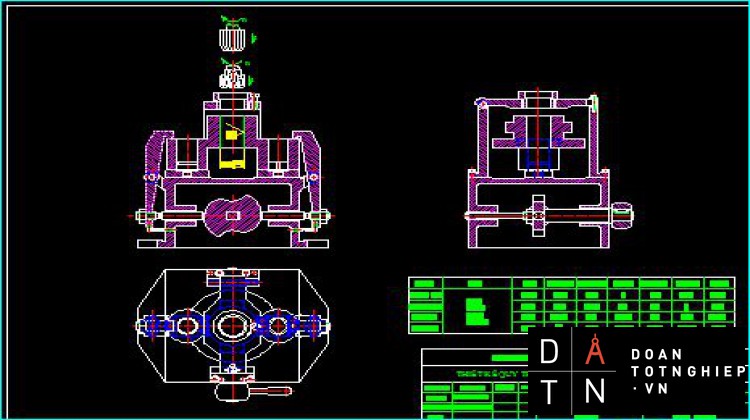
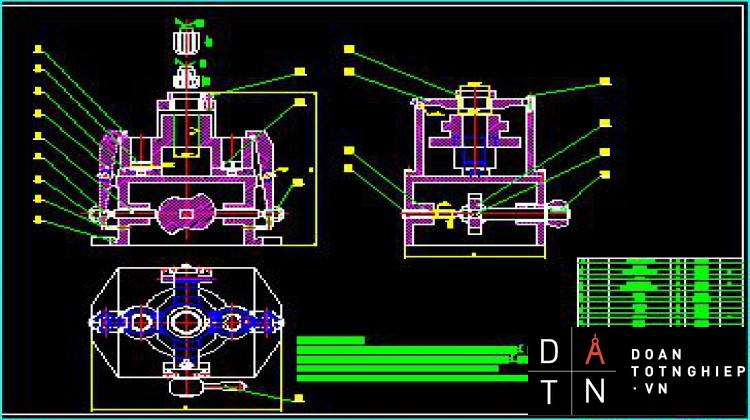
Từ 2 phương án đã trình bày trên, thì em phương án 1 là hợp lý nhất. Phương án 1 đảm bảo được trình tự gia công hợp lý, đảm bảo độ song song, vuông góc, đạt được độ chính xác kích thước của chi tiết và hiệu quả kinh tế trong sản xuất loạt vừa. Sau đây là hình vẽ trình tự gia công các nguyên công .
- Lựa chọn thứ tự các bước công nghệ, nguyên công.
Với phương án 1 ta có trình tự gia công như sau:
- Nguyên công 1: phay mặt D.
+ Phay thô mặt D
+ Phay tinh mặt số D đạt kích thước 83±0,08 ; Rz= 20µm
- Sơ đồ gá đặt: như hình vẽ trên
- Định vị và kẹp chặt:
- Định vị:
- Mặt phẳng A hạn chế 3 bậc tự do: quay ox, quay oy.
- Khối V ngắn + khối V tùy động hạn chế 3 bậc: , quay oz.
- Kẹp chặt: dùng cơ cấu kẹp chặt bằng ren vít
- Nguyên công 2: sơ đồ gá đặt chung cho cả nguyên công 2:
- Sơ đồ gá đặt: như hình vẽ trên
- Định vị và kẹp chặt:
- Định vị:
- Mặt phẳng D hạn chế 3 bậc tự do: quay ox, quay oy.
- Khối V ngắn + khối V tùy động hạn chế 3 bậc: , quay oz.
- Kẹp chặt: dùng cơ cấu kẹp chặt bằng ren vít
- Bước 1+2: phay thô – bán tinh mặt A
+ Phay thô mặt A
+ Phay bán tinh mặt A đạt kích thước 80±0,04 ; Ra= 2,5µm
- Bước 3: phay thô C đạt kích thước 80±0,03 ; Rz= 40µm
- Bước 4: Khoan lỗ (Φ25mm)
Khoan lỗ đạt Φ24mm
- Bước 5: Doa lỗ Φ25mm
doa lỗ đạt kích thướt ,Ra= 2,5 µm
- Bước 6: Khoan rộng (Æ30mm).
Khoan rộng Æ24mm đạt Æ29mm
- Bước 7: Doa lỗ Φ30mm
doa lỗ đạt kích thướt ,Ra= 2,5
PHẦN V: THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CƠ CHI TIẾT
5.1. Phân tích các đặc điểm yêu cầu kỹ thuật bề mặt cần gia công.
Các bề mặt làm việc như đã phân tích ở phần I và phần IV ta có:
- Độ nhám bề mặt đáy D của chi tiết có Rz = 20
- Độ nhám bề mặt đầu A của chi tiết có Ra = 2,5
- Độ nhám bề mặt C của chi tiết có Rz = 40
- Độ nhám bề mặt E của chi tiết có Ra = 2,5
- Độ nhám bề mặt F của chi tiết có Ra = 2,5
- Phân tích khả năng công nghệ để gia công chi tiết.
- Trong các dạng sản xuất hàng loạt và hàng khối, qui trình công nghệ được xây dựng theo nguyên tắc phân tán hoặc tập trung nguyên công. Do mỗi máy thực hiện một nguyên công thì qui trình công nghệ được chia ra các nguyên công đơn giản có thời gian nhịp như nhau hoặc bôi số của nhiều.
- Theo nguyên tắc chung nguyên công thì qui trình công nghệ thực hiện trên máy phay CNC – MORISEIKI MITSUBISHI MELDAS tự động. Dựa vào nguyên tắc trên ta phân loại phương án gia công theo các đặc điểm sau:
- Dạng sản xuất: loạt vừa.
- Gia công nhiều vị trí ứng với nhiều bước công nghệ.
- Gia công bằng nhiều loại dao.
- Đây là dạng sản xuất hàng loạt vừa, để chuyên môn hóa cao và đạt năng suất cao trong điều kiện Việt Nam đường lối công nghệ thích hợp ở đây là máy CNC kết hợp với đồ gá chuyên dùng
- Lựa chọn máy và nêu các thông số kỹ thuật của máy.
Lựa chợn máy phay : EMCO CONCEPTMILL- 450
Bảng thông số kỹ thuật máy:
|
Không gian làm việc của máy |
||
|
Giới hạn không gian làm việc theo phương X |
[mm] |
600 |
|
Giới hạn không gian làm việc theo phương Y |
[mm] |
500 |
|
Giới hạn không gian làm việc theo phương Z |
[mm] |
500 |
|
Khoảng làm việc hiệu quả theo phương Z |
[mm] |
250 |
|
Bàn máy và dao |
||
|
Kích thước bàn máy |
[mm] |
700---520 |
|
Thời gian thay dao |
s |
8,2 |
|
Đường kính dao lớn nhất |
[mm] |
80 |
|
Chiều dài lớn nhất của dao |
[mm] |
250 |
|
Thông số khác |
||
|
Công suất máy |
kW |
13 |
|
Tốc độ quay trục chính |
[v/ph] |
50 ¸10000 |





