THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GIÁ ĐỠ TRỤC
NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GIÁ ĐỠ TRỤC, ĐỒ ÁN KHOA CƠ KHÍ, ĐỒ ÁN NGÀNH CƠ KHÍ, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết
Phần 1: XÁC ĐỊNH DẠNG SẢN XUẤT
- PHÂN TÍCH CHI TIẾT GIA CÔNG:
1 - Công dụng:
- Trong tất cả các loại máy móc từ máy công cụ, máy phát động lực… đến các máy chuyên dùng đều có các chi tiết dạng hộp. Hộp là loại chi tiết cơ sở quan trọng của một sản phẩm. Hộp bao gồm những chi tiết có hình khối rỗng thường làm nhiệm vụ của một chi tiết cở sở để lắp các định vị, lắp ( như nhóm, cụm, bộ phận ) của những chi tiết khác lên nó tạo thành một bộ phận máy nhằm thực hiện một nhiệm vụ động học nào đó của toàn máy. Đặc điểm của chi tiết dạng hộp là có nhiều vách, độ dày mỏng của các vách cũng khác nhau và cũng có nhiều bề mặt không phải gia công. Đặc biệt trên hộp thường có nhiều lỗ cần đựơc gia công chính xác để thực hiện các mối lắp ghép. Công dụng chi tiết giá đỡ trục là dùng để đỡ các đầu trục đựơc gọi là lỗ chính xác.
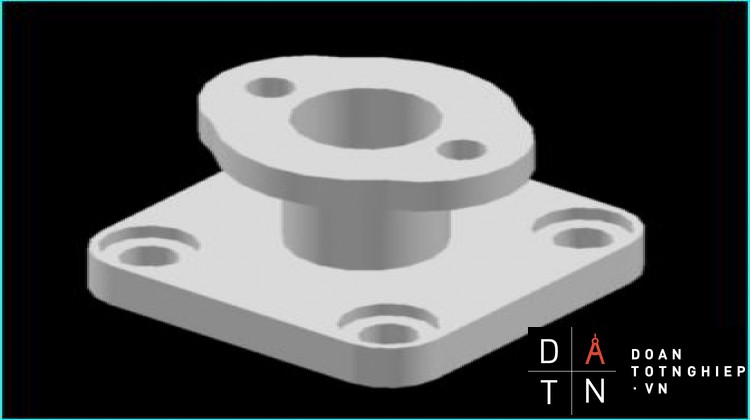
+ Tên chi tiết: GIÁ ĐỠ TRỤC
+ Chi tiết gồm 3 phần:
- Phần 1: gồm mặt bích có chiều dầy 15mm, trên mặt bích nầy có 2 lỗ M10, dùng để lắp ghép với các chi tiết khác qua mối ghép bulong nầy.
- Phần 2: phần thân, đây là phần làm việc chính, gồm phần trụ ngoài có đường kính F 33, phần lỗ trục giữa lỗ trục F25 và F 30 lỗ trục bên trong tạo thành vai bậc nhằm định vị trục lắp vào chi tiết trong quá trình hoạt động được ổn định.
- Phần 3: đây là phần đế chịu tải của chi tiết, gồm mặt bích có biên dạng là hình vuông, ở 4 góc của mặt bích nầy có 4 lỗ. Các lỗ nầy được tạo vai bậc dùng để bắt bulong.
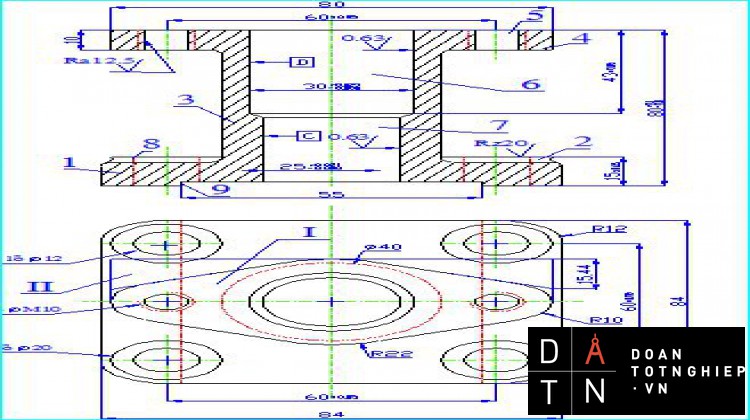
2 - Yêu cầu kỹ thuật:
- Độ không vuông góc giữa mặt đầu và lỗ tâm trong khoảng 0,05 trên 30mm bán kính
- Dung sai độ không đồng tâm giữa hai lỗ Þ30, Þ20 không quá 0,02
3 - Vật liệu:
- Giá đỡ trục là chi tiết dạng hộp, chịu tải trung bình, làm việc trong môi trường rung động nên vật liệu chế tạo phải đáp ứng được độ cứng vững. Vật liệu thông thường dùng để chế tạo là thép cacbon, thép hợp kim, các loại gang xám. Ở đây với chi tiết nầy ta chọn vật liệu là gang xám GX 15 – 32
- XÁC ĐỊNH DẠNG SẢN XUẤT:
- Dựa vào nhu cầu của xã hội, nhà máy cần phải sản xuất một số lượng sản phẩm trong một khoảng thời gian nhất định.Tuỳ theo nhu cầu sản lượng hàmg năm và mức đô ổn định của sản phẩm mà người ta chia ra ba dạng sản xuất sau đây:
- Sản xuất đơn chiếc
- Sản xuất hàng loạt ( lớn, vừa, nhỏ )
- Sản xuất hàng khối
- Để xác định được dạng sản xuất, ta cần phải tính:
1 - Sản lượng hàng năm của chi tiết: được tính bởi công thức:
...................
Trong đó:
N : số chi tiết được sản xuất trong một năm
N0 : số sản phẩm được sản xuất trong một năm
m: số lượng chi tiết trong một sản phẩm
a : phần trăm phế phẩm chủ yếu trong các phân xưởng đúc (a = 3% - 6%)
b : số chi tiết chế tạo thêm để dự trữ: ( b = 5% - 7% )
Từ phiếu nhiệm vụ ta có số liệu như sau:
+ Số sản phẩm được sản xuất trong một năm: N0 = 17.000 chiếc/năm
+ Số lượng chi tiết trong một sản phẩm: m = 1
Ta chọn
+ Phần trăm phế phẩm chủ yếu trong các phân xưởng: a = 3%
+ Số chi tiết chế tạo thêm để dự trư: b = 5%
Ta có:
...............................................
2 - Trọng lượng của chi tiết được xác định theo công thức:
Q1 = V.g (kg )
- Trong đó:
Q1: trọng lượng của chi tiết ( kg )
V: thể tích của chi tiết ( dm3 )
g : trọng lượng riêng của vật liệu chế tạo chi tiết
- Mặt khác ta có:
Trọng lượng riêng của gang xám là: 7,2 (kg/dm3 )
Phần 7: THIẾT KẾ ĐỒ GÁ CÔNG NGHỆ
Nguyên công 4: KHOAN - KHOÉT LỖ F 12
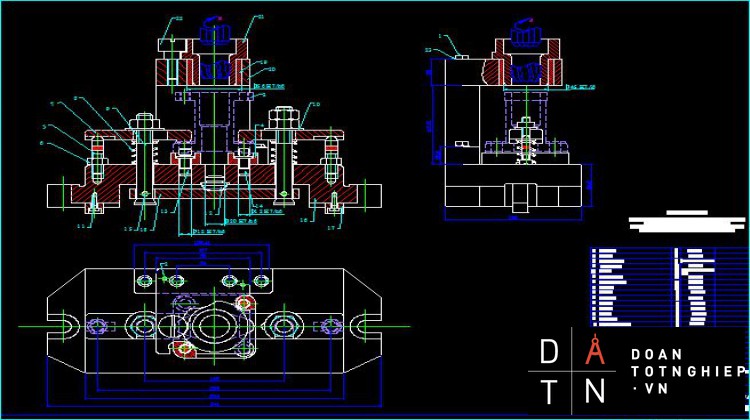
I. Kết cấu đồ gá:
Đây là nguyên công khoan – khoét nên đòi hỏi độ chính xác, độ cứng vững của đồ gá. Các yếu tố nầy phải đạt những yêu cầu trong tính toán mới đảm bảo được độ chính xác trong suốt quá trình gia công.
Đồ gá cho nguyên công nầy sử dụng cơ cấu kẹp chặt bằng bulong. Chi tiết gia công được định vị 6 bậc tự do, bởi các phiến tỳ (1). Chi tiết gia công được kẹp chặt khi ta siết đai ốc có tay quay (2) làm tác dụng lực vào khối V (3), chi tiết gia công sẽ được kẹp chặt vào thân đồ gá. khỏi bề mặt chi tiết gia công khi nới lỏng đai ốc (4), giúp cho việc tháo gá chi tiết gia công được nhanh chóng. Và bạc dẫn hướng (5)
II. Thành phần đồ gá:
- Cơ cấu định vị:
- Khối V
- 4 phiến tỳ phẳng
- Cơ cấu kẹp chặt: Cơ cấu kẹp chặt bằng bulong
- Cơ cấu dẫn hướng: Bạc dẫn hướng cho từng loại dao
III. Yêu cầu:
- Đồ phải xác định được vị trí tương quan giữa phôi và dụng cụ cắt
- Phải kẹp chặt chi tiết để cố định trong suốt quá trình gia công.
IV. Trình tự thiết kế:
- Máy phay: Khoan cần 2A55.
|
Đặc tính kỹ thuật |
Thông số |
|
Đường kính lớn nhất khi khoan thép (......) (mm) |
50 |
|
Côn mooc trục chính |
Số 5 |
|
Công suất đầu khoan (kW) |
4,5 |
|
Công suất nâng xà ngang (kW) |
1,7 |
|
Số vòng quay trục chính (v/ph) |
30-37, 5-47, 5-60-75-95-118-150-190-225-300-375-475-600-950-1180-1500-1700 |
|
Bước tiến một vòng quay trục chính (mm/v) |
0,05-0,07-0,1-0,14-0,2-0,28-0,4-0,56-0,79-1,15-1,54-2,2 |
|
Moment xoắn lớn nhất (KG) |
75 |
|
Lực dọc trục lớn nhất (KG) |
2000 |
(Trang 220-Chế độ cắt gia công cơ khí)
- Phương pháp định vị:
Khối V định vị và mặt phẳng tỳ
- Xác định phương chiều và điểm đặt của lực cắt,lực kẹp:
- Lực cắt: từ trên xuống
- Lực kẹp vuông góc với lực cắt.
- Tính lực kẹp:
Ta có moment xoắn khi khoan là:
Mx = 2,92 (KGm) = 2920(KGmm)
Phương trình cân bằng của chi tiết:
.........................................................
Trong đó:
- Wct: lực kẹp chi tiết ( KG )
- Mx: moment xoắn mũi khoan ( KGmm), Mx = 2920 ( KGmm )
- f: hệ số ma sát ở bề mặt kẹp, f = 0,2
- D đường kính của chi tiết :84mm
- K: hệ số an toàn
* Hệ số an toàn: K = K0. K1. K2. K3. K4. K5. K6
Với:
- K0: hệ số an toàn cho tất cả các trường hợp
- K1: hệ số tính đến trường hợp tăng lực cắt khi gia công thô và tinh
- K2: hệ số tăng lực cắt khi dao mòn
- K3: hệ số tăng lực cắt khi gia công gián đoạn
- K4: hệ số tính đến sai số của cơ cấu kẹp chặt
- K5: hệ số tính đến mức độ thuận lợi của cớ cấu kẹp
- K6: hệ số tính đến moment làm quay chi tiết
Ta có:
K0 = 1,5 ; K1 = 1,2 ; K2 = 1,8 ; K3 = 1,2 ; K4 = 1,3 ; K5 = 1 ; K6 = 1
Þ K = 1,5 x 1,2 x 1,8 x 1,2 x 1,3 x 1 x 1 = 5,1
Vậy:
Lực kẹp chặt chi tiết là:.....................................................................................................
Kết luận
“QUI TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GIÁ ĐỠ TRỤC” đã được thiết lập gồm có sáu nguyên công cùng với trình tự các bước công nghệ ở từng nguyên công.
QTCN này có nhược điểm là không tận dụng các trang thiết bị hiện đại có dây chuyền tự động hóa. Tuy nhiên về mặt gia công của chi tiết khi lập QTCN được thiết lập đơn giản, dễ dàng sử dụng, thời gian gia công nhỏ, bậc thợ không cao, đảm bảo được chỉ tiêu về kinh tế.
Toàn bộ công việc thiết kế đồ án được thực hiện trong thời gian ngắn, lại thiếu kinh nghiệm, tài liệu tra cứu. Do đó, đồ án này còn nhiều sai sót. Rất mong quý thầy cô cho em ý kiến bổ sung để nâng cao kiến thức và để quy trình công nghệ được hoàn thiện hơn, góp phần nâng cao chất lượng sản phẩm, tăng năng suất, hạ giá thành sản phẩm gia công và đáp ứng nhu cầu sử dụng tốt hơn.
Trong quá trình thực hiện, đồ án này của em được hoàn thành với sự hướng dẫn của thầy ............... Em xin chân thành cảm ơn sự giúp đỡ của thầy để em hoàn thành đồ án này được đúng thời hạn ./.
Ngày hoàn thành
Ngày 15 tháng 12 năm 2006
MUC lục
Lời nói đầu .................................................................... .. Trang 1
Nội dung...................................................................... ..... Trang 2
Phần 1: Xác định dạng sản xuất ................................ ... Trang3
- Xác định dạng sản xuất. .......................................... ... Trang3
- Phân tích chi tiết gia công ........................................... Trang3
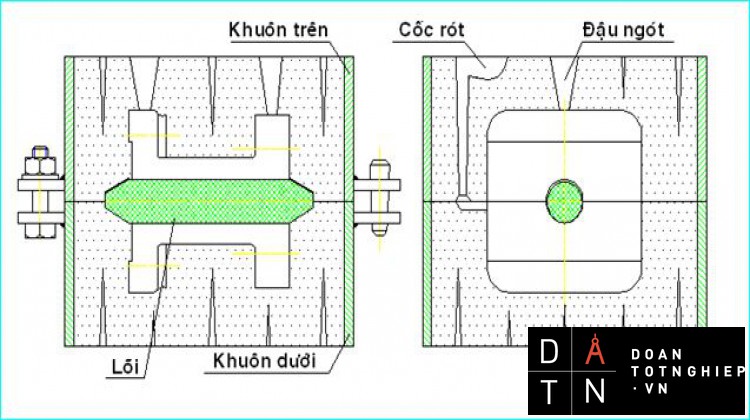
Phần 2: Vật liệu và phương pháp chế tạo phôi........... .. Trang6
- Chọn vật liệu .............................................................. Trang6
- Phương pháp chế tạo phôi ........................................ Trang6
Phần 3: Phương pháp gia công ..................................... Trang8
- Quy trình công nghệ ................................................. Trang8
- Phương án gia công................................................... Trang12
Phần 4: Thiết kế nguyên công......................................... Trang13
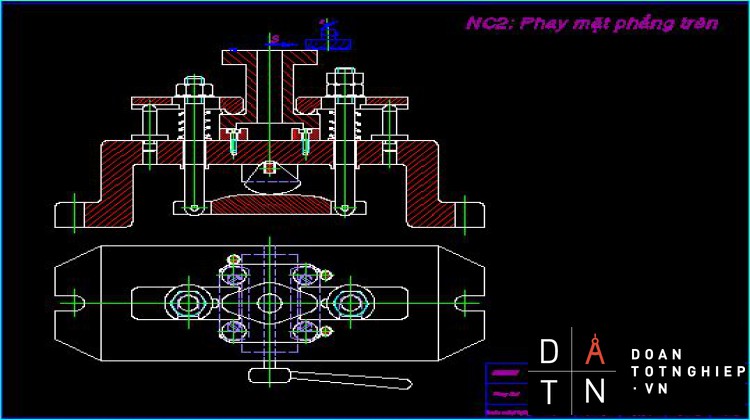
- Nguyên công 1: Phay mặt phẳng............................ Trang13
- Nguyên công 2:Tiện + Khoan ................................ Trang16
- Nguyên công 3: Tiện + Doa .................................. Trang20
- Nguyên công 4: Khoan + Khoét............................... Trang
- Nguyên công 5: Khoét lỗ bậc ................................ Trang24
- Nguyên công 6: Khoan + Tarô ................................ Trang27
Phần 5: Tính toán và tra lượng dư................................. Trang30
Phần 6: Tính toán chế độ cắt........................................... Trang34
Phần 7: Tính toán và thiết kế đồ gá................................ Trang40
- PGS-TS Nguyễn Đắc Lộc – PGS-TS Lê Văn Tiến
SỔ TAY CÔNG NGHỆ CHẾ TẠO MÁY, tập 1, NXB KH&KT – 1999
SỔ TAY CÔNG NGHỆ CHẾ TẠO MÁY, tập 2, NXB KH&KT – 2000
CÔNG NGHỆ CHẾ TẠO MÁY, tập 1 – 2 , NXB KH&KT – 1998
- Hồ Viết Bình – Nguyễn Ngọc Đào
Giáo trình CÔNG NGHỆ CHẾ TẠO MÁY, Trường ĐHSPKT - 2004
- Nguyễn Ngọc Đào – Trần Thế San – Hồ Viết Bình
CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ – NXB ĐÀ NẴNG – 2002
- THIẾT KẾ ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY - NXB KH&KT - 1999
- NGUYỄN TÁC ÁNH –Hiệu đính: PGS.TS HOÀNG TRỌNG BÁ
Giáo Trình CÔNG NGHỆ KIM LOẠI _ Đại học SPKT.TPHCM
- GS-TS Trần Văn Địch
ATLAT ĐỒ GÁ, NXB KH&KT 2004
- Hoàng Xuân Nguyên
DUNG SAI LẮP GHÉP VÀ ĐO LƯỜNG KỸ THUẬT, NXB Giáo Dục - 1994
- TRẦN HỮU QUẾ – ĐẶNG VĂN CỨ – NGUYỄN VĂN TUẤN
VẼ KỸ THUẬT, NXB GD – 1998
- Lê Trung Thực – Đặng Văn Nghìn
HƯỚNG DẪN THIẾT KẾ ĐỒ ÁN MÔN HỌC CNCTM, Trường ĐHBK TPHCM – 1992
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GIÁ ĐỠ TRỤC, ĐỒ ÁN KHOA CƠ KHÍ, ĐỒ ÁN NGÀNH CƠ KHÍ, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết







