THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT Lót Ổ Đại Học Phạm Văn Đồng


NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT Lót Ổ, đồ án môn học công nghệ chế tạo máy Lót Ổ, bài tập lớn công nghệ chế tạo máy Lót Ổ, thiết kế quy trình công nghệ gia công chi tiết Lót Ổ
Phần I: Phân tích chi tiết gia công. 3
1.1. Phân tích kết cấu chi tiết cần gia công và điều kiện làm việc của chi tiết. 3
1.2. Yêu cầu kỹ thuật 3
1.3. Vật liệu chế tạo phôi 3
1.4. Tính cơ học: 3
1.5. Tính công nghệ kết cấu của chi tiết 4
Phần II: Xác định dạng sản xuất và phương pháp chế tạo phôi 4
2.1. Xác định dạng sản xuất. 4
2.2. Phương pháp chế tạo phôi và thiết kế bản vẽ lông phôi. 6
2.2.1. Phương pháp chế tạo phôi. 6
2.2.2. Thiết kế bản vẽ lồng phôi. 7
Phần III: Lập tiến trình công nghệ và thiết kế quy trình công nghệ gia công cơ 9
3.1. Lập tiến trình công nghệ. 9
3.2. Tính lượng dư gia công mặt đáy nhỏ (A): 10
3.3. Tính chế độ cắt cho nguyên công 2: gia công mặt đáy nhỏ (A) và phay mặt bậc (C). 11
3.4. Xác định chế độ cắt cho nguyên công 3: khi gia công 2 lỗ F40. 18
3.5. Tính chế độ cắt cho nguyên công 5: khoan 4 lỗ F10. 20
3.6. Quy trình thực hiện các nguyên công. 23
3.6.1. Nguyên công 1: Phay mặt đáy lớn (B). 23
3.6.2. Nguyên công 4: Phay hai mặt bên. 26
3.6.3. Nguyên công 6: Khoan, tarô ren 6 lỗ M8 sâu 16. 29
3.6.4. Nguyên công 7: Khoan, tarô ren 6 lỗ M8 sâu 16. 31
Phần IV: Thiết kế đồ gá. 32
4.1. Sơ đồ nguyên lý và tính lực kẹp. 32
4.2. Tính sai số chế tạo đồ gá: 35
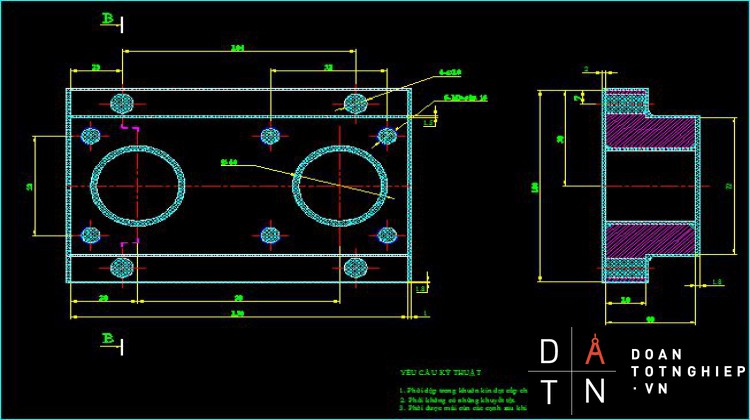
Phần I: Phân tích chi tiết gia công
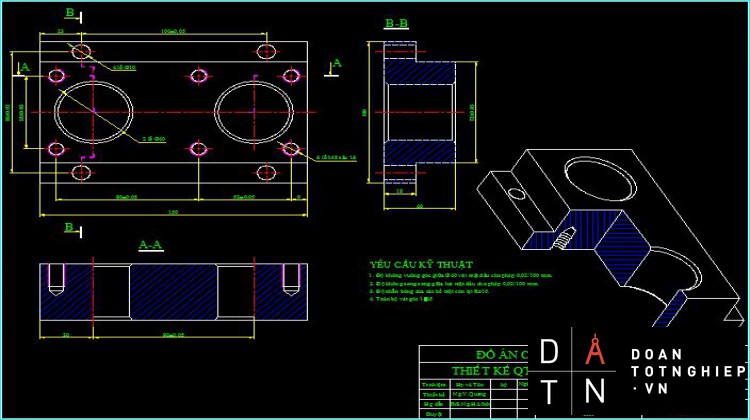
1.1. Phân tích kết cấu chi tiết cần gia công và điều kiện làm việc của chi tiết.
- Chi tiết cần gia công là chi tiết dạng hộp.
- Hình dạng đơn giản không phức tạp lắm.
- Điều kiện làm việc không đòi hỏi quá khắc khe, với các bề mặt làm việc chính:
+ Mặt đáy.
+ Mặt trụ trong Ø40.
+ Mặt đầu.
- Với diều kiện làm việc của chi tiết và các bề mặt làm việc, các bề mặt gia công. Nhìn chung trong kết cấu chi tiết cần đảm bảo tính công nghệ:
+ Các bề mặt cần gia công của chi tiết không có vấu lồi lõm, thuận lợi cho việc ăn dao và thoát dao.
+ Các lỗ Ø40, Ø10 trên chi tiết đều thông suốt thuận lợi cho gia công chính xác và đạt độ bóng cao.
+ Các lỗ ren theo tiêu chuẩn là M8 không sâu lắm nên gia công không phức tạp lắm.
è Vậy: chi tiết có tính công nghệ trong sản xuất hàng loạt.
1.2. Yêu cầu kỹ thuật
- Độ không vuông góc giữa Ø40 với mặt đầu cho phép 0,02/100 mm.
- Độ không song song giữa 2 mặt đầu cho phép 0,02/100 mm.
- Độ nhám của các bề mặt còn lại Rz10.
- Toàn bộ vát góc 1x450.
1.3. Vật liệu chế tạo phôi
- Thép 40X có các tính chất sau:
+ Tính đúc.
+ Dẻo.
+Dễ gia công bằng phương pháp cắt gọt.
1.4. Tính cơ học:
+ Vật liệu: Thép 40X.
Thành phần hoá học của thép 40X:
|
Thành phần hóa học %, 40X |
|||||||
|
C |
Si |
Mn |
Ni |
S |
P |
Cr |
Cu |
|
0,36-0,44 |
0,17-0,37 |
0,5-0,8 |
0,3 |
Đến 0,035 |
Đến 0,035 |
0,8-1,1 |
0,3 |
Đặc tính thép 40X: là loại thép thường có:
+ Độ cứng: 217HB.
+ Giới hạn bền: [db] = 850 (MPa).
1.5. Tính công nghệ kết cấu của chi tiết
- Kết cấu chi tiết đơn giản chỉ gia công mặt phẳng và lỗ, có gia công ren.
- Với yêu cầu về độ bóng và độ chính xác như trên.
Phần II: Xác định dạng sản xuất và phương pháp chế tạo phôi
2.1. Xác định dạng sản xuất.
- Phương án công nghệ và trang thiết bị kèm theo của quá trình gia công phụ thuộc rất nhiều vào dạng sản xuất.
- Dạng sản xuất là một khái niệm phức tạp và có tính tương đối. Dạng sản xuất phụ thuộc vào nhiều thông số như số chủng loại sản phẩm, số chi tiết trong một chủng loại, chu kỳ lặp lại, điều kiện sản xuất và khối luợng gia công được sản phẩm, hiệu quả kinh tế chỉ có đạt được cao nhất nếu công nghệ được thiết kế phù hợp với dạng sản xuất và điều kiện hiện hành.
* Trong chế tạo máy người ta chia ra làm 3 dạng sản xuất sau đây.
- Sản xuất đơn chiếc.
- Sản xuất hàng loạt (loạt lớn, loạt vừa, loạt nhỏ).
- Sản xuất hàng khối (hàng khối và hàng khối thay đổi).
- Mỗi chi tiết, mỗi dạng sản xuất có tính chất và đặc điểm về quá trình công nghệ khác nhau, tính kinh tế khác nhau. Do đó, cần định dạng sản xuất của một chi tiết. Với mục đích chọn ra phương án công nghệ và phương án gia công sao cho hợp lý, để đạt được năng suất và kinh tế.
* Trong trường hợp này ta có thể xác định dạng sản xuất theo phương pháp gần đúng bằng phương pháp tra bảng. Khi xác định dạng sản xuất bằng phương pháp này cần xác định khối lượng của chi tiết gia công và số lượng chi tiết tổng cộng cần chế tạo trong 1 năm.
- Số lượng chi tiết tổng cộng cần chế tạo trong 1 năm được xác định theo công thức sau:
N=N .m (1+ )
Trong đó :
N : Số lượng sản phẩm cần chế tạo trong 1 năm theo kế hoạch .
m : Số lượng chi tiết trong 1 sản phẩm.
: lượng sản phẩm dự phòng do sai hỏng khi tạo phôi (đúc hoặc rèn) gây ra.
: Lượg sản phẩm dự trữ do hỏng hóc và phế phẩm trong quá trình gia công cơ.
Có thể chọn:
* Theo đề bài, ta có :
N = 2500 (chiếc /năm).
m = 1
Chọn:
Chọn:
Vậy số lượng chi tiết tổng cộng cần chế tạo trong 1năm là:
N = 2500.1 (1+ ) = 2700 (chiếc).
* Để xác định được thể tích của chi tiết ta chia thành các khối đơn giản để tính gần đúng:
Khối lượng chi tiết tính theo công thức:
Q = V.γ
Trong đó:
Q : khối lượng của chi tiết ( kG)
V : Thể tích của chi tiết (dm3)
γ : Khối lượng riêng của vật liệu.
Với - thép chọn:
Thể tích V của chi tiết được tính như sau.
Từ hình vẽ trên ta tính được thể tích.
Vct = Vtp – 2.V3 – 4.V4 – 6.V5 – Vvát – Vren
Thể tích toàn phần: Vtp= V1 + V2 = (100.150.18) +(72.150.22) = 507600 (mm3)
Thể tích lỗ: Vlỗ = 2.V3 + 4.V4 + 6.V5 = 2.(3,14.202.40) + 4.(3,14.52.18) + 6.(3,14.42.16) = 110955,04 (mm3).
Thể tích rãnh: Vvát = 0 (vì thể tích vát mép rất nhỏ có thể bỏ qua).
Thể tích của ren: Vren = 0 (vì thể tích của ren rất nhỏ có thể bỏ qua).
Vậy: Vct = 507600 – 110955,04 = 396645 (mm3) = 0,4 (dm3).
Suy ra: Q = (kG).
è tra bảng vậy ta có dạng sản xuất hàng loạt vừa.
2.2. Phương pháp chế tạo phôi và thiết kế bản vẽ lông phôi.
2.2.1. Phương pháp chế tạo phôi.
a) Chọn phôi:
Phương pháp tạo phôi hợp lý nhất là phôi đúc bởi nó cho một số ưu điểm đặc biệt quan trọng mà phương pháp khác không có được:
- Phôi không bị nứt, vỡ khi chế tạo.
- Sản xuất linh hoạt nên giá thành rẻ.
- Giá thành tạo khuôn rẻ.
- Ngoài ra, nếu chọn được phương pháp đúc hợp lý sẽ cho vật đúc cơ tính cũng rất cao.
Bên cạnh đó, nó có một số nhược điểm:
- Lượng dư lớn.
- Độ chính xác của phôi không cao.
- Năng suất thấp.
- Phôi dễ mắc khuyết tật.
Tuỳ thuộc vào loại khuôn, mẫu, phương pháp rót ta có thể dùng nhiều phương pháp đúc khác nhau và có các đặc điểm khác nhau. Ta có thể xét các đặc điểm của chúng như sau:
b) Đúc trong khuôn cát.
Đúc trong khuôn cát là dạng đúc phổ biến. Khuôn cát là loại khuôn đúc một lần (chỉ đúc một lần rồi phá khuôn). Vật đúc tạo hình trong khuôn cát có độ chính xác thấp, độ bóng bề mặt kém, lượng dư lớn. Thích hợp với vật đúc phức tạp, khối lượng lớn. Không thích hợp cho sản xuất hàng loạt vừa và hàng khối.
Phương pháp đúc trong khuôn cát khó cơ khí hoá và tự động hoá.
c) Đúc trong khuôn kim loại.
Đúc trong khuôn kim loại có thể thực hiện việc điền đầy kim loại theo nhiều cách:
● Rót tự do:
Thích hợp cho sản xuất hàng loạt lớn, vật đúc nhỏ, trung bình, cấu tạo đơn giản. Vật đúc có cơ tính cao, dùng đúc các vật liệu khác nhau.
● Điền đày kim loại đưới áp lực:
Sản xuất hàng loạt lớn, hàng khối. Vật đúc nhỏ, đơn giản. Đúc vật đúc yêu cầu chất lượng cao, thích hợp cho cả vật liệu có nhiệt độ nóng chảy thấp.
Phương pháp đúc trong khuôn kim loại dễ cơ khí hoá và tự động hoá, giá thành sản xuất đúc cao hơn so với đúc trong khuôn kim loại. Tuy vậy, với sản lượng hợp lý thì giá thành sản xuất sẽ không cao.
d) Đúc ly tâm.
Dùng trong sản xuất hàng loạt nhỏ và vừa, vật đúc tròn xoay, rỗng. Không dùng cho vật liệu có thiên tích lớn. Cơ tính vật đúc không đều.
e) Đúc liên tục.
Dùng trong sản xuất hàng loạt. Vật đúc có dạng thỏi hoặc ống, có thiết diện không đổi trên suốt chiều dài, độ dài lớn. Vật đúc có mặt ngoài và mặt trong đạt chất lượng cao, không cần gia công.
f) Đúc trong khuôn vỏ mỏng.
Dùng trong sản xuất hàng loạt, vật đúc nhỏ và trung bình. Chế tạo vật đúc có chất lượng cao, kim loại quý, lượng dư gia công nhỏ. Tuy vậy, giá thành sản xuất đúc là rất lớn.
è Xuất phát từ những đặc điểm về sản xuất và kết cấu của chi tiết lót ổ: dạng sản xuất hàng loạt vừa, Vật liệu thép 40X, vật đúc có kết cấu không phức tạp, yêu cầu chất lượng không cần cao lắm, năng suất cao. Ở đây ta chọn phương pháp tạo phôi là phương pháp đúc trong khuôn kim loại, điền đầy kim loại bằng phương pháp rót áp lực.
1- Đậu ngót. 2- Đậu rót. 3- Hình dáng chi tiết. 4- Xăm hơi.
5- Nửa hàm khuôn trên. 6- Nửa hàm khuôn dưới.
7- Mặt phân khuôn. 8- Chốt liên kết.
2.2.2. Thiết kế bản vẽ lồng phôi.
Bản vẽ lồng phôi được xây dựng trên cơ sở lượng dư và sai lệch về kích thước của chi tiết đúc.
Từ phương pháp chế tạo phôi đã chọn trên, ta có thể xác định được lượng dư và sai lệch về kích thước cho chi tiết đúc như sau:
- Lượng dư gia công về kích thước phôi.
Vật đúc dùng khuôn kim loại dễ tháo lắp và sấy khô. Do vậy cấp chính xác chi tiết đúc nhận được là cấp chính xác I.
Do kích thước lớn nhất của chi tiết là 150 mm nên ta có:
- Lượng dư về kích thước phôi, tra bảng ta có:
+ Lượng dư cho các bề mặt 3, 4, 6 là: 2,0.
+ Lượng dư cho các bề mặt 2, 5 là: 2,5.
+ Lượng dư cho bề mặt 1 là 3 mm.
- Sai lệch cho phép về kích thước phôi. (tra bảng ).
+ Sai lệch cho các bề mặt 3, 4, 6 là: ± 0,5 mm.
+ Sai lệch cho các bề mặt 2, 5 là: ± 0,8 mm.
+ Sai lệch cho bề mặt 1 là ± 1mm.
- Sai lệch cho phép về trọng lượng phôi: 7%.
Từ đây ta có thể vẽ được bản vẽ lồng phôi cho chi tiết đúc.
Phần III: Lập tiến trình công nghệ và thiết kế quy trình công nghệ gia công cơ
3.1. Lập tiến trình công nghệ
- Nhiệm vụ chính của giai đoạn này là xác định thứ tự gia công các bề mặt chi tiết. Ta có nhiều phương án để xây dựng thứ tự gia công căn cứ vào nguyên tắc và yêu cầu kỹ thuật của bản vẽ chi tiết có các thứ tự nguyên công như sau:
v Phương án 1.
- Nguyên công 1 : Phay mặt đáy lớn (B).
- Nguyên công 2 : Phay mặt đáy thứ hai (A) và phay mặt bậc (C).
- Nguyên công 3 : khoét – doa, vát mép 2 lỗ F40.
- Nguyên công 4 : Phay hai mặt bên (D).
- Nguyên công 5 : Khoan 4 lổ F10.
- Nguyên công 6 : Khoan – toa rô 6 lỗ ren F8.
- Nguyên công 7: Kiểm tra.
v Phương án 2.
- Nguyên công 1 : Phay mặt đáy lớn (B).
- Nguyên công 2 : Khoan – toa rô 6lỗ ren F8.
- Nguyên công 3 : Phay hai mặt bên (D).
- Nguyên công 4 : Phay mặt bậc (C).
- Nguyên công 5 : Khoét – doa, vát mép 2 lỗ F40.
- Nguyên công 6 : Khoan 4 lỗ F10.
- Nguyên công 7 : Phay mặt đáy thứ hai (A)
- Nguyên công 8: Kiểm tra.
Ngoài ra, ta còn có thể có nhiều phương án gia công khác nữa. Để xét chọn phương án nào thích hợp, ta phân tích so sánh ưu nhược điểm của từng phương pháp.
v Phương án 1.
- Ưu điểm:
+ Khi gia công hai mặt bên (D) ta chọn mặt đáy lớn làm chuẩn định vị trùng với chuẩn kích thước nên sai số không trùng chuẩn bằng không.
+ Gia công từng đôi một lỗ F10mm không thay đổi gá đặt nên đảm bảo độ đồng tâm của chúng.
v Phương án 2.
- Ưu điểm:
+ Sau khi gia công mặt đáy lớn (B) và 2 lỗ F40, ta có thể dùng mặt đáy lớn và 2 lỗ này làm chuẩn tinh thống nhất để gia công các bề mặt khác.
- Nhược điểm:
+ Tăng số nguyên công làm tăng gá đặt, tăng thời gian gia công dẫn đến giảm năng suất, tăng giá thành sản xuất.
+ Khi khoan – tarô 6 lỗ ren F8 mm do chuẩn định vị là chuẩn thô nên khó bảo đảm độ vuông góc của đường tâm các lỗ này với mặt đáy.
Như vậy, hai phương án này nếu xét về ưu điểm thì cơ bản không có gì khác nhưng phương án hai tồn tại nhược điểm, vì vậy, ta chọn phương án 1 để gia công chi tiết.
3.2. Tính lượng dư gia công mặt đáy nhỏ (A):
Ø Quy trình công nghệ bao gồm 2 bước: Phay thô, phay tinh.
● Lượng dư gia công cho bước phay thô:
Zbmin = Rza + Ta + ra + eb
Với Zbmin: lượng dư nhỏ nhất của bước đang tính.
Rza: độ nhấp nhô bề mặt do bước trước để lại.
Ta: chiều sâu bề mặt bị hư hỏng do bước trước để lại.
ra: sai số gá đặt của bước đang tính.
Trong đó: Rza = 150mm ; Ta = 200mm, (bảng ).
ra = rc + rcm (bảng ).
Độ cong vênh hình học của phôi: rcm = Dk.L = 0,6.150 = 90mm.
Độ xê dịch của phôi trên máy búa nằm ngang: rcm = 900mm.
Þ ra = 900 + 90 = 990mm.
Ta có: ek = 120mm.
Þ Zbmin = 150 + 200 + 990 +120 = 1460mm.
● Tính lượng dư khi phay tinh:
Ta có: Rz = 50mm ; Ta = 50mm. (bảng ).
ra = k.rphôi = 0,06.990 = 60mm.
Ta có: ek = 110mm (bảng ).
Zbmin = 50 + 50 + 60 + 110 = 270mm.
- Đối với phôi:
Ta có: Rza = 20mm; Ta = 30mm. (bảng ).
ra = 0,02.60 = 1,2mm.
+ Dung sai:
Phay tinh : d3 = 74mm.
Phay thô : d2 = 300mm.
Phôi : d1 = 600mm.
+ Kích thước tính toán:
Lpt = 72 – 0,037 = 71,963 mm.
Lpth = 72,233 mm.
Lph = 73,693 mm.
+ Kích thước giới hạn:
Lphmin = 73,7 mm.
Lpthmin = 72,3 mm.
Lptmin = 71,963 mm.
Lphmax = 74,3 mm.
Lpthmax = 72,6 mm.
Lptmax = 72,037 mm.
+ Kiểm tra kết quả tính toán:
- Sau khi phay tinh:
Zbmax – Zbmin = 1700 – 1400 = 300 mm.
d1 - d2 = 300 –74 = 266 mm.
- Sau khi phay thô:
Zbmax – Zbmin = 562 – 336 = 266 mm.
dph - d2 = 600 –300 = 300 mm.
Bảng tính toán lượng dư:
|
Các bước gia công |
Các yếu tố tạo thành lượng dư (mm) |
Lượng dư tính toán (mm) |
Kích thước tính toán (mm) |
Dung sai (mm) |
Kích thước giới hạn (mm) |
Giá trị lượng dư ((mm) |
|||||
|
Rza |
Ta |
da |
eb |
Lmax |
Lmin |
max |
min |
||||
|
Phôi |
20 |
30 |
600 |
0 |
|
73,693 |
600 |
74,3 |
73,7 |
|
|
|
Phay thô |
150 |
200 |
300 |
120 |
1400 |
72,233 |
300 |
72,6 |
72,3 |
1700 |
1400 |
|
Phay tinh |
50 |
50 |
74 |
110 |
74 |
71,963 |
74 |
72,037 |
71,963 |
562 |
74 |
+ Tra lượng dư còn lại cho các bề mặt còn lại ta có:
- Lượng dư của mặt đáy lớn : zo = 2 mm.
- Lượng dư của mặt đáy nhỏ : zo = 1,8 mm.
- Lượng dư củamặt bậc : zo = 1,5 mm.
- Lượng dư của hai mặt đầu : zo = 1,8 mm.
- Lượng dư của hai lỗ F40 : 2zo = 2,7 mm.
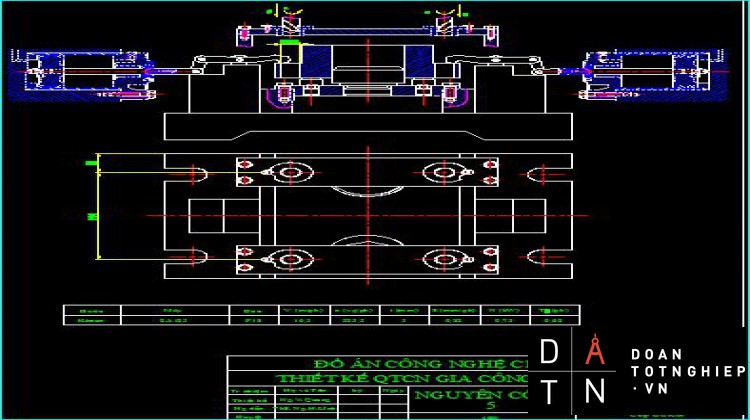
3.3. Tính chế độ cắt cho nguyên công 2: gia công mặt đáy nhỏ (A) và phay mặt bậc (C).
● Các bước công nghệ:
- Phay thô, tinh mặt đáy nhỏ (A).
- Phay thô, tinh mặt bậc (C).
● Định vị và kẹp chặt:
- Định vị: Lấy mặt đáy lớn làm chuẩn định vị gia công
Dùng 3 chốt tỳ đầu phẳng để hạn chế 3 bậc tự do cho mặt đáy.
Dùng 2 chốt tỳ đầu tròn hạn chế 2 bậc tự do ở mặt bên cạnh
- Kẹp chặt: Kẹp chặt bằng mỏ kẹp,lực kẹp có phương và chiều như hình vẽ:
● Chọn máy: Máy phay 6H82, công suất Nm = 3 (kW), hm = 0,75.
● Chọn dao:
- Khi gia công mặt đáy nhỏ (A).
Dao phay trụ có răng chắp mãnh thép gió có các thông số như sau:
D = 100 (mm) ; Z = 10 (răng); d = 32 (mm) ; B = 40mm. (tra bảng ).
- Khi gia công mặt bậc (C).
Dao phay đĩa có các thông số như sau:
D = 50 (mm) ; Z = 12 (răng) ; L =36 (mm) ; d = 22 (mm).
(bảng ).
a). Chế độ cắt khi gia công mặt đáy nhỏ (A).
Ø Bước phay thô:
* Lượng dư gia công Zb = 1,3 (mm).
* Chiều sâu cắt: t = 1,3 (mm).
* Lượng chạy dao: Sz = 0,2 (mm/răng) = 2 (mm/vòng) (bảng ).
* Tốc độ cắt:
Trong đó: Cv = 41; q = 0,25; x = 0,1; y = 0,4; u = 0,15; p = 0; m = 0,2.
(bảng ).
T = 180 (phút), (bảng ).
Kuv = 1; Klv = Knv = 0,8
è (m/phút).
Số vòng quay theo công thức tính toán:
(vòng/phút).
* Tính lực cắt Pz, N.
Trong đó: Cp = 82,5; x = 0,95; y = 0,8; u = 1,1; q = 1,1; w = 0.
(tra bảng ).
Kmp = 1 (bảng ).
è (N).
* Momen xoắn Mx, N.m trên trục chính của máy:
(N.m)
* Công suất cắt Ne, kW:
(kW).
Thời gian cơ bản:
L1: Chiều dày ăn dao.
(mm);
L2 = 3 (mm); Chiều dày thoát dao
Þ (phút).
Ø Bước phay tinh:
* Lượng dư gia công: Zb = 0,5 (mm)
* Chiều sâu cắt: t = 0,5 (mm)
* Lượng chạy dao: Sz = 0,1 (mm/răng) = 1(mm/vòng).
(bảng ).
* Tốc độ cắt:
Trong đó: Cv = 64,7; q = 0,25; x = 0,1; y = 0,2; u = 0,15; p = 0; m = 0,2.
(bảng ).
T = 180 (phút), (bảng ).
Kuv = 1; Klv = Knv = 0,8
è (m/phút).
Số vòng quay theo công thức tính toán:
(vòng/phút).
* Tính lực cắt Pz, N.
Trong đó: Cp = 82,5; x = 0,95; y = 0,8; u = 1,1; q = 1,1; w = 0.
(tra bảng ).
Kmp = 1 (bảng ).
è (N).
* Momen xoắn Mx, N.m trên trục chính của máy:
(N.m)
* Công suất cắt Ne, kW:
(kW).
Thời gian cơ bản:
L1: Chiều dày ăn dao.
(mm);
L2 = 3 (mm); Chiều dày thoát dao.
Þ (phút).
b). Chế độ cắt khi gia công phay mặt bậc (C).
Ø Bước phay thô:
* Lượng dư gia công Zb = 1 (mm).
* Chiều sâu cắt: t = 1(mm).
* Lượng chạy dao: Sz = 0,05 (mm/răng) = 0,6 (mm/vòng)
(bảng ).
* Tốc độ cắt:
Trong đó: Cv = 64,7; q = 0,25; x = 0,1; y = 0,2; u = 0,15; p = 0; m = 0,2.
(bảng ).
T = 120 (phút), (bảng ).
Kuv = 1; Klv = Knv = 0,8
è (m/phút).
Số vòng quay theo công thức tính toán:
(vòng/phút).
* Tính lực cắt Pz, N.
Trong đó: Cp = 82,5; x = 0,95; y = 0,8; u = 1,1; q = 1,1; w = 0.
(tra bảng ).
Kmp = 1 (bảng ).
è (N).
* Momen xoắn Mx, N.m trên trục chính của máy:
(N.m)
* Công suất cắt Ne, kW:
(kW).
* Thời gian cơ bản:
L1: Chiều dày ăn dao.
(mm);
L2 = 3 (mm); Chiều dày thoát dao.
Þ (phút).
Ø Bước phay tinh:
* Lượng dư gia công: Zb = 0,5 (mm).
* Chiều sâu cắt: t = 0,5(mm).
* Lượng chạy dao: Sz = 0,15 (mm/răng) = 1,8 (mm/vòng).
(bảng ).
* Tốc độ cắt:
Trong đó: Cv = 41; q = 0,25; x = 0,1; y = 0,4; u = 0,15; p = 0; m = 0,2.
(bảng ).
T = 120 (phút), (bảng ).
Kuv = 1; Klv = Knv = 0,8
è (m/phút).
Số vòng quay theo công thức tính toán:
(vòng/phút).
* Tính lực cắt Pz, N.
Trong đó: Cp = 82,5; x = 0,95; y = 0,8; u = 1,1; q = 1,1; w = 0.
(tra bảng ).
Kmp = 1 (bảng ).
è (N).
* Momen xoắn Mx, N.m trên trục chính của máy:
(N.m)
* Công suất cắt Ne, kW:
(kW).
* Thời gian cơ bản:
L1: Chiều dày ăn dao.
(mm);
L2 = 3 (mm); Chiều dày thoát dao.
Þ (phút).
|
Bước |
Máy |
Dao |
t (mm) |
S (mm/vòng) |
n (vòng/phút) |
V (m/phút) |
N (kW) |
To (phút) |
|
Khi gia công mặt đáy nhỏ (A) |
||||||||
|
Phay thô |
6H82 |
P18 |
1,3 |
2 |
112 |
35,2 |
0,73 |
0,74 |
|
Phay tinh |
6H82 |
P18 |
0,5 |
1 |
102 |
32,1 |
0,82 |
1,58 |
|
Chế độ cắt khi gia công phay mặt bậc (C) |
||||||||
|
Phay thô |
6H82 |
P18 |
1 |
0,6 |
322,3 |
50,6 |
0,52 |
0,84 |
|
Phay tinh |
6H82 |
P18 |
0,5 |
1,8 |
95,5 |
15 |
1,4 |
0,93 |
3.4. Xác định chế độ cắt cho nguyên công 3: khi gia công 2 lỗ F40
● Các bước công nghệ gồm: Khoét - vát mép - doa 2 lỗ F40.
● Định vị và kẹp chặt:
- Định vị: Lấy mặt đáy lớn làm chuẩn định vị gia công.
Dùng hai chốt tỳ đầu phẳng để hạn chế 3 bậc tự do mặt đáy lớn.
Dùng 3 chốt tỳ đầu tròn hạn chế 3 bậc tự do cho 2 mặt cạnh bên.
- Kẹp chặt: Kẹp chặt bằng mỏ kẹp,lực kẹp có phương và chiều như hình vẽ:
................................................
+ Định vị: Dùng mặt đáy nhỏ làm chuẩn định vị
Mặt đáy lớn hạn chế 3 bậc tự do bằng cách dùng 2 chốt tỳ đầu phẳng.
Dùng 1 chốt trụ ngắn hạn chế 2 bậc tự do, 1 chốt trám hạn chế 1 bậc tự do
+ Kẹp chặt: Kẹp chặt bằng cơ cấu răng vít, phương chiều như hình vẽ.
Ø Chọn máy:
- Chọn máy phay ngang 6H82 (bảng ).
+ Phạm vi tốc độ trục chính: 50 – 2240 (vg/phút).
+ Công suất: Nm = 3 (kW).
+ Hiệu suất .
Ø Chọn dao: (bảng ).
Dao phay mặt đầu có các thông số như sau: (bảng ).
D = 50 (mm) ; Z = 12 (răng) ; L =36 (mm) ; d = 22 (mm).
T = 180 (phút), (bảng ).
Ø Chế độ cắt.
v Bước 1: Phay thô:
- Lượng dư gia công: Zb = 1,2(mm).
- Chiều sâu cắt: t = 1,2 mm.
- Lượng chạy dao: s = 0,1 (mm/răng) = 1,2 (mm/vòng).
(bảng ).
- Tốc độ cắt: V = 44 (m/phút); (bảng ).
Tốc độ cắt tính toán : Vt = V.k1.k2.k3.k4.k5.k6
Trong đó: k1 = 1,26 ; k2 = 0,9 ; k3 = 1 ; k4 = 1 ; k5 = 1 ; k6 = 0,66
Þ Vt = 44.1,26.0,9.1.1.1.0,66 = 33 (m/phút)
Số vòng quay tính toán: (vg/phút).
Chọn theo số vòng quay của máy ta có:
j11 = 2240/50 = 44,8
Ta có: j11 = 44,8 ta có j = 1,41 (bảng ).
Mặt khác ta có : jx = nt/nmin = 210,2/50 = 4,2
Ta có: ứng với j = 1,41 ta có giá trị jx = 4 (bảng ).
Vậy: nm = 50.4 = 200 (vòng/phút).
Þ Tốc độ cắt thực tế: (m/phút).
Sp = Sz.Z.nm = 0,1.12.200 = 240 (mm/phút)
- Công suất cắt : No = 1,2 (kW) (tra bảng ).
- Thời gian cơ bản:
Chiều dài ăn dao: (mm).
Chiều dài chi tiếc : L = 150 (mm)
Chiều dài thoát dao : L2 = (2¸5) = 3 (mm)
Vậy: (phút).
v Bước 2: Phay tinh:
- Lượng dư gia công: Zb = 0,6 (mm).
- Chiều sâu cắt: t = 0,6 mm.
- Lượng chạy dao: s = 0,16 (mm/răng) = 2 (mm/vòng).
(bảng ).
- Tốc độ cắt: V = 50 (m/phút); (bảng ).
Tốc độ cắt tính toán : Vt = V.k1.k2.k3.k4.k5.k6
Trong đó: k1 = 1,26 ; k2 = 0,9 ; k3 = 1 ; k4 = 1 ; k5 = 1 ; k6 = 0,66
Þ Vt = 50.1,26.0,9.1.1.1.0,66 = 37,4 (m/phút)
Số vòng quay tính toán: (vg/phút).
Chọn theo số vòng quay của máy ta có:
j11 = 2240/50 = 44,8
Ta có: j11 = 44,8 ta có j = 1,41 (bảng ).
Mặt khác ta có : jx = nt/nmin = 238,2/50 = 4,8
Ta có: ứng với j = 1,41 ta có giá trị jx = 4 (bảng ).
Vậy: nm = 50.4 = 200 (vòng/phút).
Þ Tốc độ cắt thực tế: (m/phút).
Sp = Sv.nm = 2.200 = 400 (mm/phút)
- Công suất cắt : No = 1,2 (kW) (tra bảng ).
- Thời gian cơ bản:
Chiều dài ăn dao: (mm).
Chiều dài chi tiếc : L = 150 (mm)
Chiều dài thoát dao : L2 = (2¸5) = 3 (mm)
Vậy: (phút).
|
Bước |
Máy |
Dao |
t(mm) |
S(mm/vòng) |
V(m/phút) |
n(vòng/phút) |
Nc(kW) |
To(phút) |
|
Phay thô |
6H10 |
P18 |
1,2 |
1,2 |
31,4 |
200 |
1,2 |
0,17 |
|
Phay tinh |
6H10 |
P18 |
0,6 |
2 |
31,4 |
200 |
1,2 |
0,42 |
3.6.3. Nguyên công 6: Khoan, tarô ren 6 lỗ M8 sâu 16
Ø Sơ đồ định vị và kẹp chặt:
+ Định vị: Hạn chế cả 6 bậc tự do.
Mặt đáy nhỏ hạn chế 3 bậc tự do bằng cách dùng 2 chốt tỳ đầu phẳng.
Dùng 1 chốt trụ ngắn hạn chế 2 bậc tự do, 1 chốt trám hạn chế 1 bậc tự do
+ Kẹp chặt: Kẹp chặt bằng cơ cấu răng vít, phương chiều như hình vẽ.
Ø Chọn máy:
- Chọn máy khoan 2A125.
+ Công suất: Nm = 1(kW).
+ Hiệu suất .
Ø Chọn dao:
- Mũi khoan ruột gà bằng thép gió có: d = 6,8 (mm), (bảng ).
Ø Chế độ cắt.
v Khi khoan:
● Chiều sâu cắt: (mm).
● Lượng chạy dao: S = 0,16 (mm/vòng). (bảng ).
● Tốc độ cắt: V = 27,5 (m/phút), ). (bảng ).
Tốc độ cắt tính toán: Vt = V.k1.k2.k3.k4.k5.k6
Trong đó: k1 = 0,87 ; k2 = 1,1 ; k3 = 1 ; k4 = 1.
Þ Vt = 27,5.0,87.1,1.1.1 = 26,3 (m/phút).
● Số vòng quay tính toán: (vg/phút).
Chọn theo số vòng quay của máy ta có: nm = 960 (vòng/phút).
Tốc độ cắt thực tế: (m/phút).
● Công suất cắt : No = 0,8 (kW).
● Thời gian cơ bản:
+ Số lượng khoan: i = 6.
+ Chiều dài ăn dao: (mm).
+ Chiều dài chi tiếc: L = 16 (mm)
+ Chiều dài thoát dao: L2 = (2¸5) = 3 (mm)
Vậy: (phút).
v Khi tarô: Dùng phương pháp cán ren bằng tarô không phoi
- Bộ tarô ren M8 gồm hai chiếc:
+ Mũi thô có số ren (7÷8).
+ Mũi tinh có số ren (4÷6).
- Kích thước bộ tarô:
+ Đường kính phần cắt: d = 8 (mm).
+ Bước ren: p = 1,25 (mm).
+ Chiều dài tông cộng: L = 72 (mm).
+ Chiều dài phần cắt: l = 22 (mm).
+ Đường kính chuôi: d1 = 6,3 (mm).
● Chiều sâu cắt: t = 0,6 (mm).
● Lượng chạy dao: S = 0,13 (mm/vòng).
● Tốc độ cắt: V = 9 (m/phút).
Số vòng quay: n = 358 (vòng/phút); n1 = 272 (vòng/phút).
● Thời gian cơ bản:
+ Số lượng tarô: i = 6.
+ Chiều dài chi tiết: L = 16 (mm).
+ Chiều dài thoát dao: L1 = L2 = (1¸3) bước ren = 3,75 (mm).
Vậy: (phút).
|
Bước |
máy |
dao |
t(mm) |
S(mm/vòng) |
V(m/phút) |
n(vòng/phút) |
N(kW) |
To(phút) |
|
Khoan |
2A125 |
P18 |
3,4 |
0,16 |
24 |
960 |
0,8 |
0,91 |
|
Toa rô |
2A125 |
P18 |
0,6 |
0,13 |
9 |
358 |
|
4,5 |
3.6.4. Nguyên công 7: Khoan, tarô ren 6 lỗ M8 sâu 16
Nguyên công kiểm tra.
- Mục đích kiểm tra là để đảm bảo những yêu cầu kỹ thuật nêu ra của chi tiết như:
+ Độ không vuông góc giữa kích thước F40 và các mặt đầu
+ Độ không song song giữa các mặt đầu
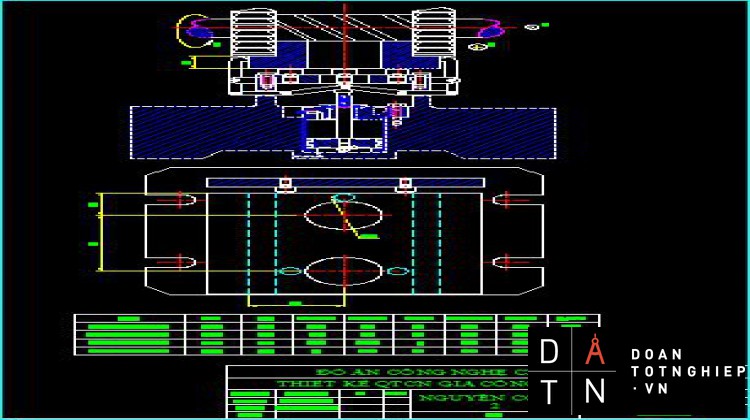
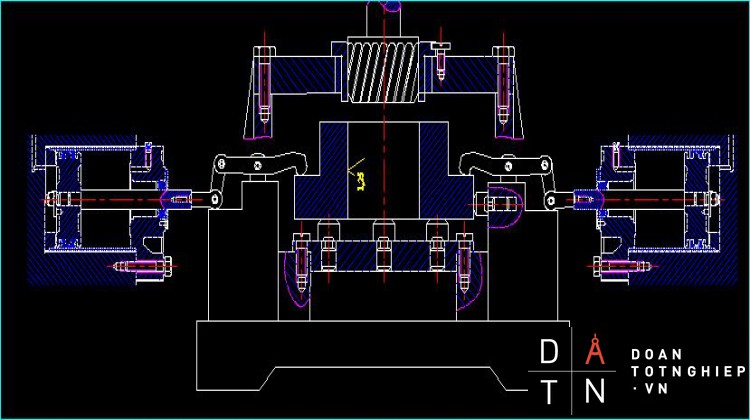
Phần IV: Thiết kế đồ gá
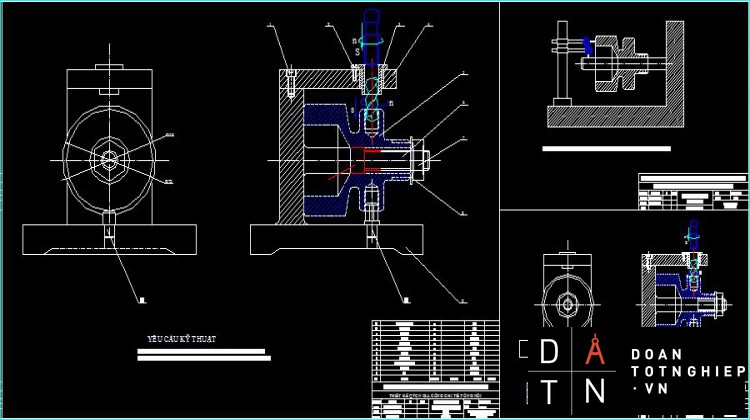
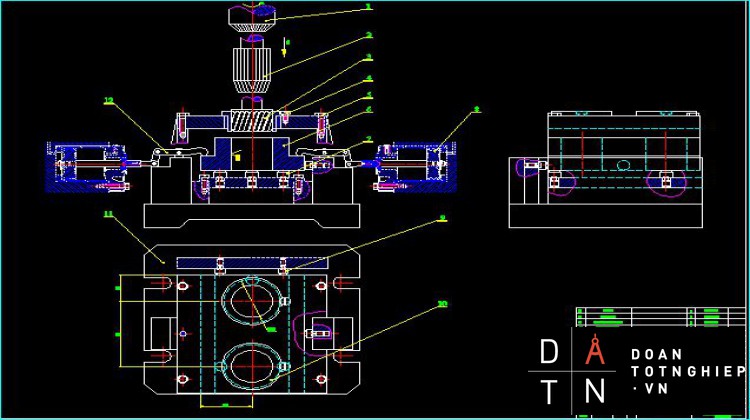
4.1. Sơ đồ nguyên lý và tính lực kẹp
Ở đây ta tính và chọn đồ gá cho nguyên công 3, đó là khoét - vát mép - doa lỗ F40 để Chọn máy để gia công nguyên công 3 là máy khoan 2C150 .
Các kích thước của máy 2C150 như sau:
- Công suất động cơ chính: No = 7,5 (kW).
- Khoảng cách từ trục chính tới bàn máy: 350 – 1075.
- Số vòng quay trục chính: 90 – 675 vòng/phút.
- Đường kính lớn nhất khoan được: 50 mm.
- Phương pháp định vị như sau:
- Kích thước thực bề mặt làm chuẩn là150 (mm). Mục đích ta dùng kích thước này để chọn kết cấu cho hợp lý.
- Xác định phương -chiều và điểm đặc lực:
+ Phương của lực kẹp hướng thẳng đứng.
+ Chiều của lực kẹp hướng từ trên xuống dưới.
+ Điểm đặc lực như hình vẽ trên.
- Xác định vị trí và vẽ kết cấu của đồ định vị,nhằm mục đích đảm bảo cho lực cắt, lực kẹp hướng vào đồ định vị vuông góc với chúng. Được mô tả như ở nguyên công 3.
-Tính lực kẹp cần thiết:
+Trên nguyên công này ta dùng 3 chốt tỳ đầu phẳng hạn chế 3 bậc tự do mặt đáy lớn và 3 chốt tỳ đầu dạng cầu để định vị 3 bậc tự do cho 2 mặt bên (6 bậc tự do),dùng cơ cấu mỏ kẹp.
Dưới tác dụng của lực cắt PZ chi tiết ta chỉ có thể xoay quay trục Oz mà thôi.
Điều kiện để chống xoay quanh trục Oz sẽ là:
(2.f1. + W.f2).R = K.MC = K.PZ.l W =
Trong đó:
f1 : hệ số ma sát giữa chi tiết và khối V.
f2 : hệ số ma sát giữa chi tiết và cơ cấu kẹp .
Vị trí nguy hiểm nhất là vị trí khi dao mới vào gia công, lúc này mômen do lực cắt gây ra sẽ lớn nhất.
l : chiều sâu khoét được.
R : bán kính lỗ F40.
PZ : lực cắt khi khoét. Trong đó K = Ko.K1.K5. Trong đó:
Ko : hệ số an toàn (Ko =1,5);
K1 : hệ số về tính chất bề mặt gia công (K1=1,1);
K5 : hệ số xét đến ảnh hưởng của momen làm cho chi tiết quay (K5=1,0).
Vậy: K= 1,5.1,1.1 = 1,65; f là góc ma sát. Ta có f1 =f2 =0,15.
PZ lực cắt khi khoét (PZ=26475),vậy lực kẹp được tính như sau:
W = = 94526,6 (N).
Tính chọn các chi tiết trên đồ gá:
- Chọn 4 bu lông M12, vật liệu chế tạo là thép C45, chiều dài bu lông:
l = 25 (mm).
- Chọn 4 vít M8, vật liệu chế tạo thép C45, ứng với chiều dài l = 25 (mm)
- Chọn 2 vít M6,vật liệu chế tạo thép C45,ứng với chiều dài làm việc:
l = 20 (mm).
Trong đó ứng suất kéo cho phép của thép C45 là: [σk] = 10 (kG/cm2) và độ cứng HRC = 55.
- Chọn 3 chốt tỳ đầu phẳng có các thông số:
D = 12; d = 8; H = 12; L = 22; C = 0,6; b = 3; C1 = 1.
- Chọn 3 chốt tỳ cố định dạng đầu cong có các thông số như sau:
r = D = 12; d = 8; H = 12; L = 22; b = 3; C1 = 1.
- Piston, xy lanh có các thông số sau: D 10 cm; ; ;
Trong đó: F – diện tích làm việc của xi lanh.
Bp – diện tích mặt bên của vòng gioăng cần piston.
- Chọn cơ cấu dẫn hướng, chọn vật liệu chế tạo thép C45.
+ Chọn bạc dẫn hướng có vai, (bảng ).
+ Chiều dài bạc dẫn hướng b = (1,5 42)d = 1,6.30 = 48 (mm).
+ Khoảng cách từ mặt đầu dưới của bạc và bề mặt gia công
a = (0,3 4 0,5).d = 0,4.30 = 12 (mm).
- Để kẹp chặc trong khi gia công ta chọn cơ cấu kẹp thuộc loại mỏ kẹp , trong đó vật liệu chế tạo C45 , các thông số hình học chủ yếu của nó như sau:
+ Chiều cao toàn bộ của cơ cấc mỏ kẹp h = 165 (mm).
+ Chiều cao từ đáy đến trục xoay của mỏ kẹp h = 132 (mm).
+ Chiều cao từ đáy đến vít đều chỉnh mỏ kẹp h = 68 (mm).
+ Chiều cao của đế để bắt bu lông h = 28 (mm).
+ Chiều rộng toàn bộ đế B = 120 (mm).
+ Chiều dài toàn bộ của đế l = 272 (mm).
+ Khoảng cách giữa hai rãnh để bắt bu lông tính theo chiều rộng: b = 88 (mm).
+ Khoảng cách để bắt bu lông b = 10 (mm).
- Chiều cao toàn bộ của thân đồ gá là H = 240 (mm).
4.2. Tính sai số chế tạo đồ gá:
Công thức xác định sai số chế tạo như sau:
, trong đó
+ Ôgd Sai số gá đặt.
+ Ôc Sai số chuẩn ( = 0 ) vì chuẩn định vị trùng với góc kích thước.
+ Ôct - Sai số chế tạo đồ gá.
+ Ôk - Sai số kẹp chặt của đồ gá.
+ Ôdc - Sai số điều chỉnh đồ gá.
+ Ôm - Sai số do mòn.
Chọn: Ôgd = 0,15; Ôk = 70 (mm ) = 0,07 (mm);
Sai số do mòn Ôm = b. = (mm) = 0,01 (mm), trong đó b hệ số phụ thuộc vào kết cấu của đồ gá , chọn ( = 0,2 ); N số lượng chi tiết gia công trên đồ gá ( N = 2500) , ta cũng chọn Ôdc = 6 (mm) = 0,006 (mm). Vậy sai số chế tạo được tính như sau :
(mm). Từ đó ta có điều kiện kỹ thuật của đồ gá là độ không vuông góc giữa lỗ F40 với mặt đáy 0,13 < 100 (mm) chiều dài.
TÀI LIỆU THAM KHẢO
[1]. Trần Văn Địch – Thiết Kế Đồ Án Công Nghệ Chế Tạo Máy.
[2]. Nguyễn Ngọc Đào – Trần Thế San – Hồ viết Bình – Chế Độ Cắt Gia Công Cơ Khí – NXB Đà Nẵng.
[I]; [II]; [III]. Nguyễn Đắc Lộc - Ninh Đức Tốn - Lê Văn Tiến - Trần Xuân Việt - Sổ tay chế tạo máy tập II; III - NXB Khoa học Kỹ Thuật 2000.
[3]. Trần Văn Địch – Sổ Tay và Atlas Đồ Gá.
TÀI LIỆU THAM KHẢO:............................................................................ 37
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT Lót Ổ, đồ án môn học công nghệ chế tạo máy Lót Ổ, bài tập lớn công nghệ chế tạo máy Lót Ổ, thiết kế quy trình công nghệ gia công chi tiết Lót Ổ








