THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT MẶC BÍCH 3 LỖ


NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT MẶC BÍCH 3 LỖ, hướng dẫn thiết kế đồ gá
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
Chương 1 : XÁC ĐỊNH DẠNG SẢN XUẤT
- Trọng luợng chi tiết đuợc xác định theo công thức: Q1 = V.g (kg ).
V: thể tích chi tiết(dm3).
g: trọng luợng riêng vật liệu chế tạo chi tiết, với gang xám chọn g = 7,0kg/dm3.
Tính toán thể tích V=0,483 dm3 => Q1 = 0,483 x 7 = 3,387 kg.
- Sản lượng hàng năm tính theo công thức:
Ở đây N: số chi tiết sản xuất trong một năm.
N1: số sản phẩm sản xuất trong một năm.
m: số chi tiết trong một sản phẩm.
: số chi tiết đuợc chế tạo thêm để dự trữ
: phế phẩm chủ yếu trong các phân xuởng đúc và rèn
Vậy sản lượng hàng năm là: chi tiết.
Tra bảng số liệu trang 13 Hướng dẫn thực hiện đồ án công nghệ, dạng sản xuất là sản xuất hàng lọat lớn.
CHƯƠNG 2 : PHÂN TÍCH CHI TIẾT
- Nhiệm vụ thiết kế :
Mặt bích thuộc chi tiết dạng bạc, vì vậy khi tính toán và thiết kế chi tiết này ta cần đảm bảo các yêu cầu kĩ thuật cho trên bản vẽ.
- Phân tích chứ năng và điều kiện làm việc của chi tiết và chọn vật liệu chế tạo :
Mặt bích dùng trong các mối liên kết lắp ghép giữa các trục, các chi tiết, ống nối.
Vì chi tiết mặt bích làm việc trong môi trường chịu tải trọng tỉnh, chịu lực nén khi siết bu long, và chịu lực kéo khi làm việc nên ta chọn vật liệu chế tạo là Thép CT38
-Thành phần hóa học : C = 0.3 ÷ 0.38 %,
P= 0.1÷0.2 %, S= 0.08÷0.12%, còn lại là thành phần của Fe
-Cơ tính :
- Độ cứng : 150 ÷ 250HB
- Độ dẻo xấp xỉ 0 , δ~0.5%
- Độ dai : ak <100 KJ/m2
- Độ chính xác gia công
- Kích thước
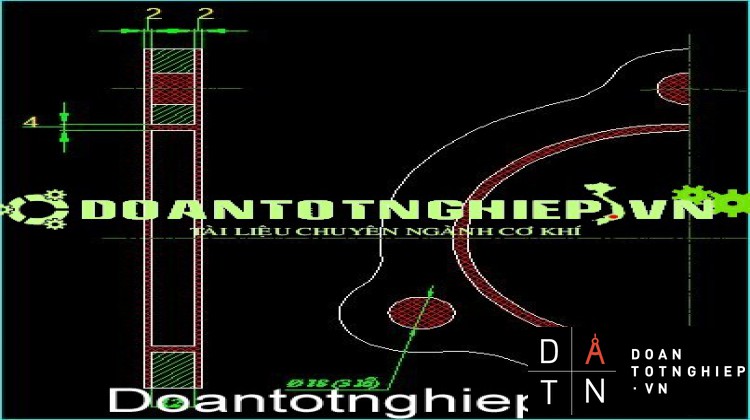
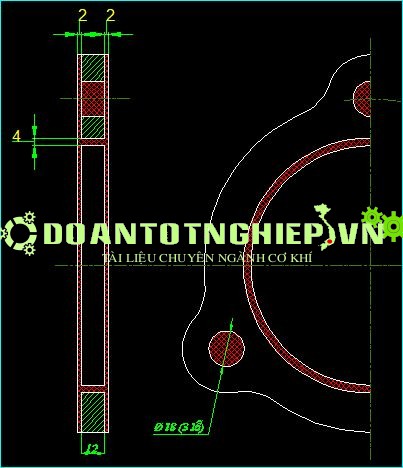
+ Kích thước: Ø130 đây là lỗ dùng để định lưu thông nên không cần độ chính xác cao gia công nó đạt tới cấp chính xác kích thước là cấp 9 , và đạt độ nhám cấp 5.
IT =0.1
ES = +0.05
EI= -0.05
Miền dung sai js9
Cấp chính xác kích thước 9
+ Kích thước: Ø18 đây là lỗ dùng để lắp ghép bu long nên ta phải gia công nó đạt tới cấp chính xác kích thước là cấp 8 , và đạt độ nhám cấp 5.
IT =0.1
ES = +0.05
EI= -0.05
Miền dung sai j8
Cấp chính xác kích thước 8
+ Kích thước 12 đây là kích thước không yêu cầu độ chính xác cao của chi tiết nên ta chỉ cần gia công đạt độ nhám cấp 4.
IT=0.54
es=+0.27
ei=-0.27
Miền dung sai : js
Cấp chính xác kích thước 12
- Vị trí tương quan
- Độ không song song giữa mặt đáy phải 0.035.
- Độ nhám
+ 12 độ nhám Rz= 20 vì có chức năng làm kín.
- Xác định dạng sản xuất
- Dạng sản xuất hang loạt vừa
Sản lượng hàng năm của chi tiết gia công được xác định theo công thức 1[12] thiết kế đồ án CNCTM.
N=N1.m.(1+ ....)
Trong đó: N - Số chi tiết được sản xuất trong một năm (ct/n).
N1- Số sản phẩm được sản xuất trong một năm (ct/n).
( N1 = 2000 (ct/n))
m - Số chi tiết trong một sản phẩm (m =1ct)
-Số phần trăm chi tiết dự phòng hư hỏng do chế tạo.
- Số chi tiết được chế tạo thêm để dự trữ (tính cho 100ct)
Chọn = 3(%)
N = 2000.1.(1+ ....) = 2120 (ct/n)
- Tính sản lượng : dựa vào phần mềm pro/engineer ta tính được khối lượng của chi tiết gia công là 0.63 kg
Dựa vào bảng 2- hướng dẫn TKDA CNCTM.Sản lượng hàng năm của chi tiết là: 2120 => Đây là dạng sản xuất hàng loại vừa.
CHƯƠNG III : PHƯƠNG PHÁP CHẾ TẠO PHÔI
- Phân tích chọn phôi
- Đây là chi tiết dạng bánh răng có hình dạng tương đối đơn giản,
- Vậy ta chọn phương pháp đúc bằng khuôn cát là phù hợp, hơn nữa chi tiết làm từ vật liệu là gang xám nên đúc là phương pháp thích hợp nhất
→Phôi chi tiết là phôi đúc
- Phân tích phương pháp chế tạo phôi
- Chi tiết được chế tạo ở dạng sản xuất loạt vừa
- Đúc trong khuôn cát, mẫu kim loại, làm bằng máy
- Phôi đúc cấp chính xác II, cấp chính xác kích thước IT16, độ nhám Rz80.
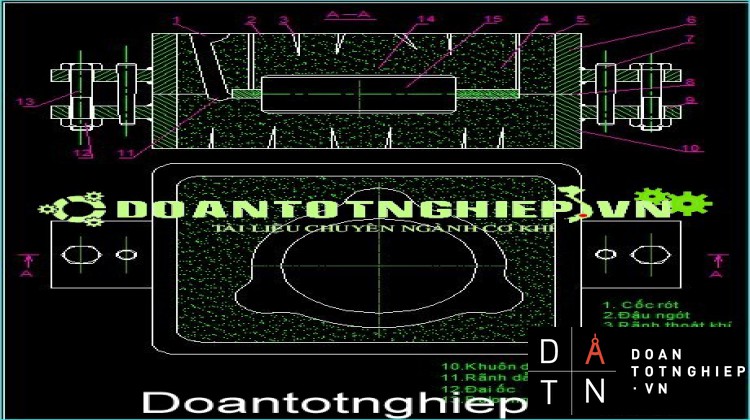
Mặt phân khuôn được xác định như hình vẽ sau
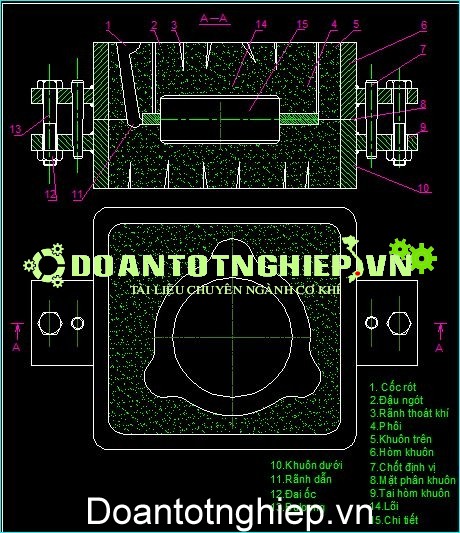
- cốc rót
- Đậu ngót
- Rãnh thoát khí
- Phôi
- Khuôn trên
- Hòm khuôn
- Chốt định vị
- Mặt phân khuôn
- Tai hòm khuôn
- Khuôn dưới
- Rãnh dẫn
- Đai ốc
- Buloong
- Xác định lượng dư các bề mặt gia công
Kích thước lớn nhất
của chi tiết là ø 130 mm có lượng dư 6mm, kích thước 12 có lượng dư cho mổi mặt bên là 1.5 mm
- Khối lượng của
chi tiết sau khi lồng
phôi là 0.8 kg.
CHƯƠNG IV : THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CƠ
- Lập tiến trình nguyên công :
- .............................................................................
- Biện luận và tính toán quy trính công nghệ gia công cơ :
Nguyên công 1 : chuẩn bị phôi
- Bước 1: Phôi đúc làm sạch
cát, bavia
- Bước 2: Cắt bỏ đậu ngót,
đậu rót
- Bước 3: Xử lý nhiệt
- Bước 4: Kiểm tra phôi
Kích thước của phôi được
ghi đầy đủ trên hình vẽ :
Nguyên công 2 : Tiện mặt đáy A
Phân tích việc chọn chuẩn , chọn phương án kẹp chặt
- Định vị : ta chọn mặt B làm mặt định
vị chính, khử 3 bậc tự do. Mặt C khử 2 bậc tự do
Kẹp chặt:
- Lực kẹp có phương và chiều hướng vào mặt D.
Phân tích việc chọn thiết bị
- Máy : Máy tiện 1k62
Thông số kĩ thuật của máy tiện 1k62
Khoảng cách giữa hai mũi tâm 1400mm
Công suất động cơ 10 kw
Hiệu suất n=0.75.
Dao : dao tiện đầu cong có gắn mảnh
hợp kim cứng BK6, góc 45 , B = 16,
H = 16, L = 125, m = 9, a = 12.
- Đồ gá : chuyên dùng
- Dụng cụ đo : thước cặp 1/50
Chế độ cắt :
+Tiện mặt A
a) Chiều sâu cắt : t = 2.5mm
b) Bước tiến S : theo bảng (25-1)/29,
sách chế độ cắt gia công cơ khí, ta chọn
S = (1.0-1.5), lấy S = 1.1 mm/vòng.
Tra thuyết minh máy chọn
S = 1.04 mm/v.
c) Vận tốc cắt V:
Theo bảng (45-1)/38, chế độ cắt,
ta chọn được : V= 159 m/phút.
Hệ số phụ thuộc vào tuổi bền của dao,
bảng (46-1)/39, sách chế độ cắt gia
công cơ khí, k = 1.
Hệ số phụ thuộc vào loại hợp kim cứng,
bảng (47-1)/39, sách chế độ cắt gia công
cơ khí, k = 1.
Hệ số phụ thuộc vào góc nghiêng chính
của dao, bảng (48-1)/39, sách chế độ cắt
gia công cơ khí, k = 1
=> V = 159 m/phút.
Số vòng quay trong 1 phút của dao
Tra thuyết minh máy chọn n = 400 v/phút.
=> V = 133.14m/phút.
d) Thời gian gia công
To=
+Tiện mặt lỗ 1:
a) Chiều sâu cắt : t = 2.5mm
b) Bước tiến S : theo bảng (25-1)/29, sách chế độ cắt gia công cơ khí, ta chọn S = (1.0-1.5), lấy S = 1.1 mm/vòng.
Tra thuyết minh máy chọn S = 1.04 mm/v.
c) Vận tốc cắt V:
Theo bảng (45-1)/38, chế độ cắt, ta chọn được : V= 159 m/phút.
Hệ số phụ thuộc vào tuổi bền của dao, bảng (46-1)/39, sách chế độ cắt gia công cơ khí, k = 1.
Hệ số phụ thuộc vào loại hợp kim cứng, bảng (47-1)/39, sách chế độ cắt gia công cơ khí, k = 1.
Hệ số phụ thuộc vào góc nghiêng chính của dao, bảng (48-1)/39, sách chế độ cắt gia công cơ khí, k = 1
=> V = 159 m/phút.
Số vòng quay trong 1 phút của dao
Tra thuyết minh máy chọn n = 1250 v/phút.
=> V = 141.3m/phút.
d) Thời gian gia công
To=
..................................................................................

CHƯƠNG 6 : TÍNH VÀ THIẾT KẾ ĐỒ GÁ KHOAN
Tính lực kẹp:
Khi khoét và doa thì phôi chịu tác động của momen xoắn. Lực chạy dao và lực kẹp tác động cùng phương và có xu hướng ép phôi vào mặt tùy











