THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT NẮP TAY BIÊN ĐỘNG CƠ ĐỐT TRONG



NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT NẮP TAY BIÊN ĐỘNG CƠ ĐỐT TRONG, đồ án môn học công nghệ chế tạo máy NẮP TAY BIÊN ĐỘNG CƠ ĐỐT TRONG, bài tập lớn công nghệ chế tạo máy NẮP TAY BIÊN ĐỘNG CƠ ĐỐT TRONG, thiết kế quy trình công nghệ gia công chi tiết NẮP TAY BIÊN ĐỘNG CƠ ĐỐT TRONG
MỤC LỤC
LỜI NÓI ĐẦU.. 1
LỜI CẢM ƠN.. 2
PHẦN 1: PHÂN TÍCH CHI TIẾT “nắp tay biên động cơ đốt trong” 4
1.1 Phân tích công dụng và điều kiện làm việc của “nắp tay biên động cơ đốt trong”. 4
1.2 Phân tích vật liệu chế tạo chi tiết gia công. 4
Phân tích kết cấu ,hình dạng nắp tay biên động cơ đốt trong. 5
1.2.1 Phân tích độ chính xác gia công. 5
1.2.2 Xác định sản lượng hàng năm. 7
PHẦN 2: CHỌN PHÔI, PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀ XÁC ĐỊNH LƯỢNG DƯ 9
2.1 Một vài phương pháp chế tạo phôi thông dụng. 9
a. Đúc. 9
b. Gia công áp lực. 9
2.2 Chọn phôi. 10
2.3 Phương pháp chế tạo phôi. 11
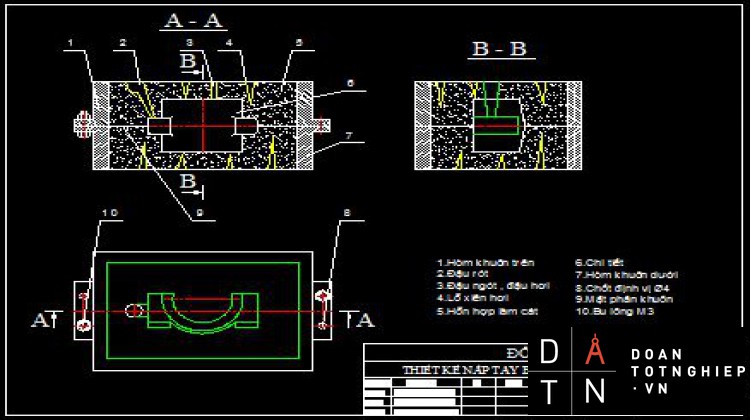
a) Đúc khuôn cát: 11
b)Đúc khuôn kim loại: 11
c) Đúc khuôn ly tâm: 11
d) Đúc khuôn áp lực: 12
2.3.1Xác định lượng dư. 12
2.3.2 Tính hệ số sử dụng vật liệu. 13
PHẨN 3 THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CƠ. 13
PHẦN 4: BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ.. 15
1) Nguyên công I: Chuẩn bị phôi. 15
2) Nguyên công II: Phay thô mặt B.. 16
3) Nguyên công III: Phay thô mặt A.. 18
4) Nguyên công IV : Phay thô mặt T. 20
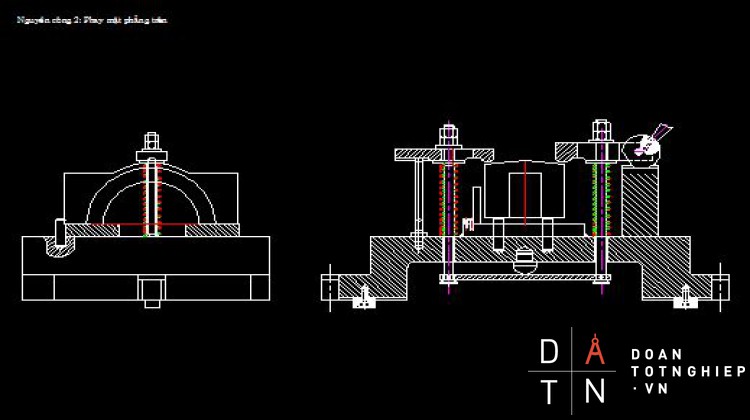
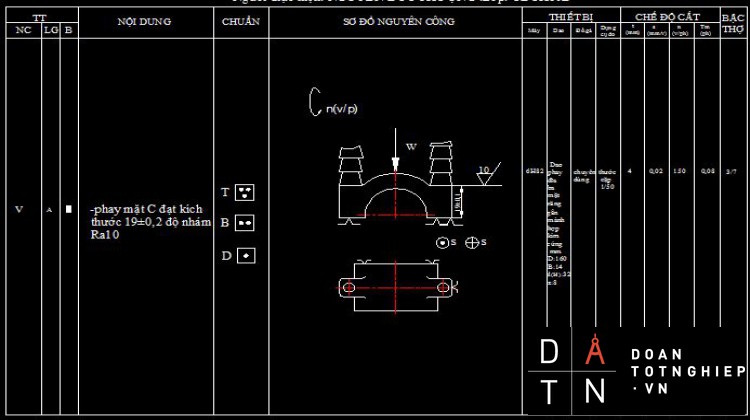
5) Nguyên công V : Phay mặt C . 22
6) Nguyên công VI : Phay tinh mặt T. 24
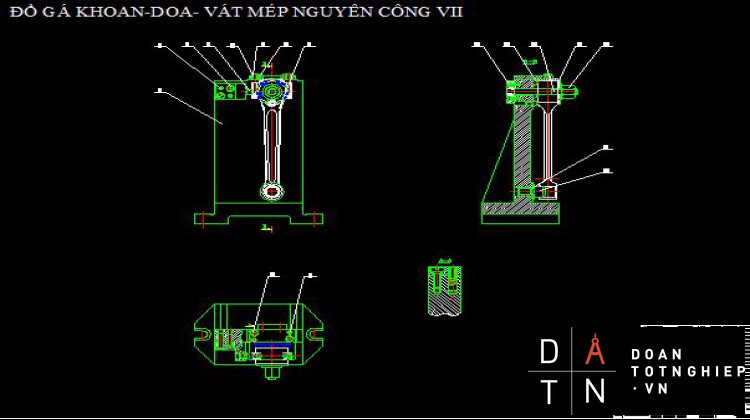
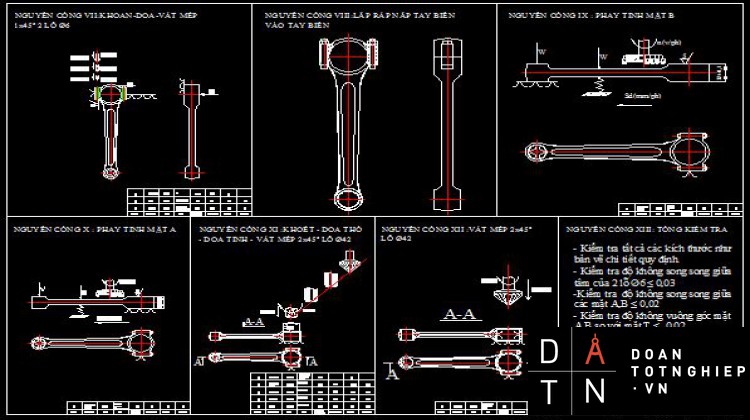
7) Nguyên công VII : Khoan - doa – vát mép 1×45o 2 lỗ Ø6. 26
8) Nguyên công VIII : Lắp ráp nắp tay biên vào tay biên. 29
9) Nguyên công IX : Phay tinh măt B. 29
10) Nguyên công X : Phay tinh măt A. 32
11) Nguyên công XI: Khoét- doa thô – doa tinh lỗ -doa tinh mỏng-vát mép 42+0+0.025. 34
12) Nguyên công XII: vát mép 2×45o mặt còn lại. 38
13) Nguyên công XIII: TỔNG KIỂM TRA.. 39
PHẦN 5 : THIẾT KẾ ĐỒ GÁ.. 39
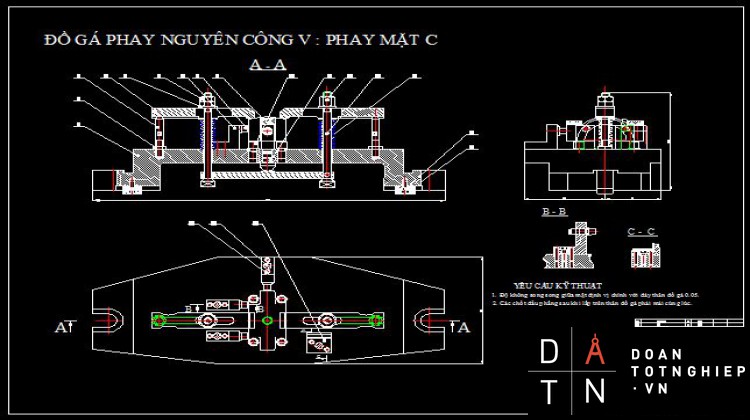
I)Nguyên công V : Phay mặt C.. 39
1) Phân tích yêu cầu kỹ thuật : 39
2) Phân tích phương án định vị và phương án kẹp chặt. 39
3) Tính sai số chuẩn : 39
4) Tính lực kẹp. 40
5) Cách sử dụng đồ gá. 41
6) Kết luận: 42
II)Nguyên công VII :Khoan – Doa – Vát mép 1×45o 2 lỗ Ø6. 42
1) Phân tích yêu cầu kỹ thuật : 42
2) Phân tích phương án định vị và phương án kẹp chặt. 42
3) Tính sai số chuẩn : 43
4) Tính lực kẹp. 43
5) Cách sử dụng đồ gá. 44
6) Kết luận: 45
PHẦN 1: PHÂN TÍCH CHI TIẾT “nắp tay biên động cơ đốt trong”
1.1 Phân tích công dụng và điều kiện làm việc của “nắp tay biên động cơ đốt trong”
- Tay biên là chi tiết truyển chuyến động từ pittông đến trục khuỷu biến chuyển động tịnh tiến thành chuyển động quay tròn.
Ngoài việc sử dụng trong các động cơ phục vụ cho ngành công nghiệp ôtô, xe máy, động cơ tàu …nó còn dùng trong một số máy công cụ có truyền dẫn thuỷ lực.
- ĐIỀU KIỆN LÀM VIỆC CỦA CHI TIẾT:
- Tay biên trong các động cơ, truyền lực từ pittông đến trục khuỷu nên chịu mài mòn cao ở các lỗ lắp ghép, bản thân chi tiết chịu kéo nén biến đổi liên tục
1.2 Phân tích vật liệu chế tạo chi tiết gia công.
- Vật liệu chế tạo nắp tay biên động cơ đốt trong là thép C45.
- Giải thích ký hiệu C45.
- Từ vật liệu C45 đã cho tra sách vật liệu kỹ thuật trang 180, bảng 6.4 thành phần hóa học và cơ tính của nhóm thép cacbon chất lượng tốt.
- Thành phần cấu tạo của thép C45 gồm:
C(%) : 0,42 – 0,50
Mn(%) : 0,50 – 0,80
Cơ tính sau khi thường hóa
ζb MPa : 61
ζ0,2MPa : 36
δ5 (%) : 16
ψ(%) : 40
HB : 229
Độ cứng sau khi ủ HB : ≤ 197
Ak kj/m2 : 500
- Công dụng tính công nghệ : do thành phấn hóa học và cơ tính quy định chặt chẽ nên nhóm thép này chủ yếu làm các chi tiết máy , rất tiện cho việc xác định chế độ gia công nóng và tính toán sức bền khi thiết kế.
- Thép cacbon cơ tính nhất định (dới hạn độ cứng sau kho tôi của thép cacbon không kém thép hợp kim có lượng cacbon tương tự).
- Có tính công nghệ tốt : dễ đúc , hàn , cán , rèn , dập ,gia công cắt gọt,kéo sợi.
- Thép cacbon dù đã tôi cứng nhưng khả năng chống mòn vẫn không cao,do trong nó hầu như không có các loại cabit hợp kim (yếu tố quan trọng góp phần nâng cao độ chống mài mòn của thép).
- Độ chống ăn mòn nói chung thấp.
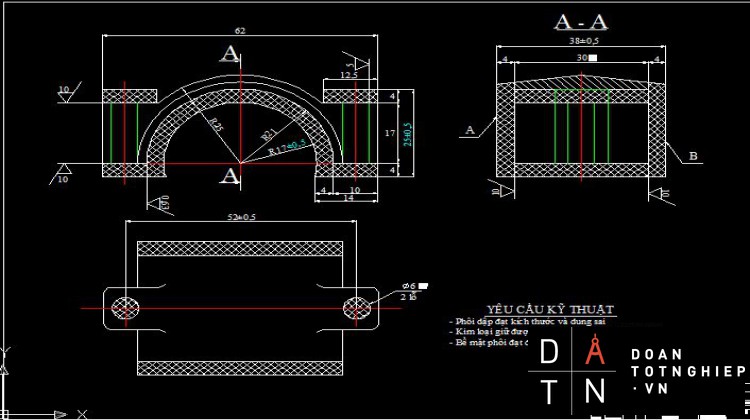
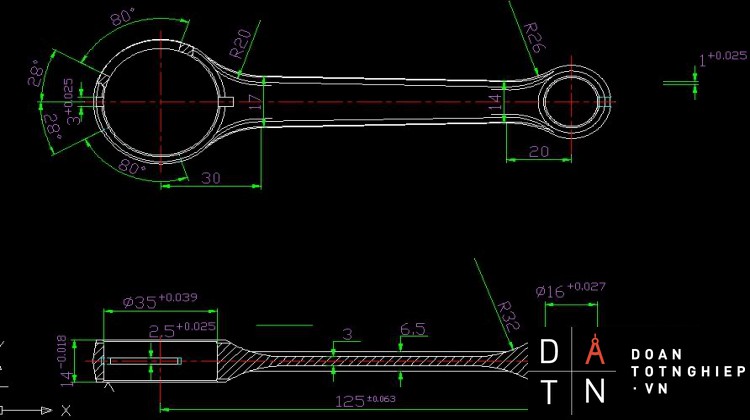
Phân tích kết cấu ,hình dạng nắp tay biên động cơ đốt trong.
- Kết cấu hình dạng của nắp tay biên động cơ đốt trong đơn giản .Kết cấu hình dạng hợp lý.
- Với kết cấu hình dạng như trên bản vẽ mà đề cho biết thì đó là chi tiết thuộc dạng hộp.
- Khi nắp tay biên thì đảm bảo được kích thước và dung sai của Ø42.
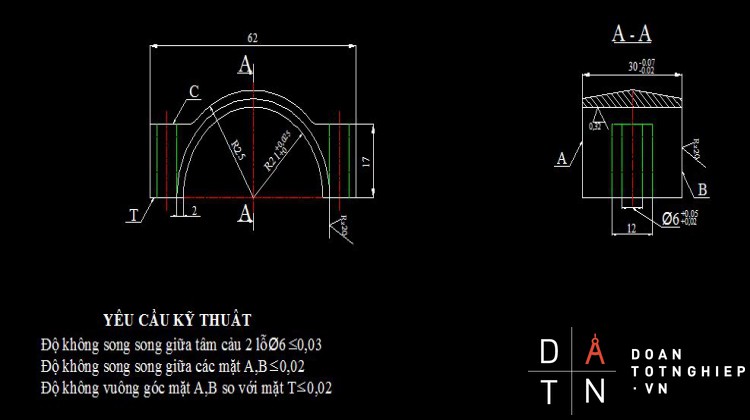
1.2.1 Phân tích độ chính xác gia công.
a) Độ chính xác về kích thước
- Kích thước Ø 42 +0+0,025
+ Kích thước danh nghĩa Ø 42 mm
+ Sai lệch trên ES =0,025 mm
+Sai lệch dưới EI=0
+Dung sai IT=ES-EI=0,025-0=0,025
+Tra bảng 1.4 dung sai lắp ghép trang 4 : cấp chính xác 7.
+Tra bảng 1.14 bảng tra dung sai lắp ghép trang 1.8 .Sai lệch cơ bản là H
- Kích thước không chỉ dẫn
- Kích thước 12 là khoảng cách giữa hai bề mặt không gia công không chỉ dẫn dung sai lấy cấp chính xác 16.
+ Tra bảng 1.4 dung sai lắp ghép trang 4 kích thước 12 có dung sai IT=1,1mm.
+Là kích thước khoảng cách nên lấy sai lệch cơ bản là js
+Có thể viết 12±0,55=12js16
- Kích thước 17 là khoảng cách giữa hai bề mặt gia công không chỉ dẫn dung sai lấy cấp chính xác 12.
+ Tra bảng 1.4 dung sai lắp ghép trang 4 kích thước 17 có dung sai IT=0,18mm.
+Là kích thước khoảng cách nên lấy sai lệch cơ bản là js
+ Có thể viết 17±0,09=17js12
- Kích thước 30 là khoảng cách giữa hai bề mặt gia công không chỉ dẫn dung sai lấy cấp chính xác 12.
+ Tra bảng 1.4 dung sai lắp ghép trang 4 kích thước 30 có dung sai IT=0,2mm.
+Là kích thước khoảng cách nên lấy sai lệch cơ bản là js
+Có thể viết 30±0,1=30js12
- Kích thước Ø50 là khoảng cách giữa hai bề mặt không gia công không chỉ dẫn lấy cấp chính xác 16
+ Tra bảng 1.4 dung sai lắp ghép trang 4 kích thước Ø50 có dung sai IT=1,6mm.
+Là kích thước khoảng cách nên lấy sai lệch cơ bản là js
+Có thể viết Ø50±0,8=Ø50js16
- Kích thước 62 là khoảng cách giữa hai bề mặt không gia công không chỉ dẫn dung sai lấy cấp chính xác 16
+ Tra bảng 1.4 dung sai lắp ghép trang 4 kích thước 62 có dung sai IT=1,9mm.
+Là kích thước khoảng cách nên lấy sai lệch cơ bản là js
+Có thể viết 62±0,95=62js16
- kích thước Ø6 là kích thước lỗ tra lấy cấp chính xác 9
Như vậy có hai kích thước chúng ta cần quan tâm khi thiết kế quá trình công nghệ gia công cơ là Ø42 +0+0,025 và Ø6.
b)Độ chính xác hình dáng hình học.
- Đô không song song giữa các mặt A,B≤0,02
- Độ không vuông góc mặt A,B so với mặt T≤0,02
c)Độ chính xác về vị trí tương quan
- Độ không song song giữa tâm của 2 lỗ
d)Độ chính xác về chất lượng bề mặt
- Bề mặt có cấp nhám bề mặt cao là cấp 8(Ra0,63) là :mặt lỗ Ø42+0+0,025 ,bề mặt có cấp nhám bề mặt cấp 4 (Rz40) là mặt C,bề mặt có cấp nhám bề mặt cấp 5(Rz20)là mặt A,B,T,Ø6.
- Các bề mặt còn lại có độ nhám cấp 3(Rz80)
1.2.2 Xác định sản lượng hàng năm.
- Tính khối lượng chi tiết gia công : Mct=vct × γ
+ Mct : khối lượng của chi tiết(kg)
+ vct :thể tích của chi tiết (dm3)
+ γ : khối lượng riêng của thép( γ : 7,852 KG/dm3)
- vct=V1 – V2
+ V1 : Thể tích toàn bộ chi tiết
+ V2 : thể tích của phần rỗng khi gia cống sẽ cắt đi
- V1=Vr25-Vr21 + Vchữ nhật
-VR25 = Π× r2× h
=× 0,252× 0,30
=0,058904862
- Vr21 = Π× r2× h
=× 0,212× 0,30
=0,04156327
- V = VR25 - Vr21 =0,058904862 - 0,04156327=0,017341519
- Vchữ nhật = a×b×c
= 0,8×0,12×0,17=0,01632
- Khối lượng của chi tiết
Mct=vct × γ=(0,017341519+0,01632)× 7,852=0,167kg
- Vậy khối lượng cảu chi tiết : Mct=167g
|
Dạng sản xuất |
Trọng lượng chi tiết Mn(kg) |
||
|
<4kg |
4-200kg |
>200kg |
|
|
Sản lượng hang năm của chi tiết (chiếc) |
|||
|
Đơn chiếc |
<100 |
<10 |
<5 |
|
Hàng loạt nhỏ |
100-500 |
10-200 |
10-55 |
|
Hàng loạt vừa |
500-5000 |
200-500 |
100-300 |
|
Hàng loạt lớn |
5000-50000 |
500-1000 |
300-1000 |
|
Hàng khối |
>50000 |
>5000 |
>1000 |
- Khối lượng chi tiết Mct=167g vậy sản lượng hàng năm từ 500-5000 chiếc/năm,dạng sản xuất hàng loạt vừa.
PHẦN 2: CHỌN PHÔI, PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀ XÁC ĐỊNH LƯỢNG DƯ
2.1 Một vài phương pháp chế tạo phôi thông dụng
a. Đúc
- Là phương pháp chế tạo phôI rất phổ biến vật đúc có thể đúc trong khuôn cát, khuôn kim loại, đúc dưới áp lực…
- Đúc có những ưu, nhược điểm sau
- Ưu điểm
- Có thể đúc được tất cả các vật liêu nấu chảy như gang, thép…
- Đúc có thể gia công được những chi tiết có hình dạng phức tạp đúc có thể đạt được độ bóng cao, chính xác cao nếu áp dụng phương pháp đúc đặc biệt
- Vốn đầu tư ít năng suất cao
- Nhược đIểm
- Tốn thời gian gia công
- Tốn vật liệu
- Sản phẩm đúc thường có độ chính xác không cao
- Vậy chỉ nên sử dụng phương pháp này trong sản xuất đơn chiếc, loạt nhỏ và vừa, ứng dụng với những chi tiết kết cấu phức tạp
b. Gia công áp lực.
- Là phương pháp gia công dựa vào khả năng biến dạng dẻo của kim loại. Dùng ngoại lực của thiết bị làm cho biến dạng theo hình dạng kích thước yêu cầu kim loại vẫn giữ được tính nguyên vẹn, không bị phá huỷ. áp dụng cho các kim loại có tính dẻo tốt.
- Một số phương pháp gia công áp lực điển hình
* Rèn tự do: là phương pháp gia công áp lực mà kim loại được biến dạng tự do trừ bề mặt tếp xúc của phôi với dụng cụ gia công và đe
+ Ưu điểm: cho phép rèn được những chi tiết lớn
+ Nhược điểm: độ chính xác và năng suất thấp, chỉ gia công được những chi tiết đơn giản, chất lượng sản phẩm phụ thuộc vào tay nghề, hao phí kim loại lớn.
* Dập là phương pháp gia công áp lực trong đó kim loại được biến dạng trong không gian hạn chế của lòng khuôn , so với rèn tự do có những ưu điểm:
- Độ chính xác và chất lượng rèn cao, có khả năng chế tạo được những chi tiết phức tạp, năng suất cao, dễ cơ khí hoá tự động hoá
Sau khi ngiên cứu các phương pháp chế tạo phôi em nhận thấy: Với kết cấu của chi tiết tay biên hai nửa, yêu cầu kỹ thuật cao mà kết cấu tương đối phức tạp. Cùng với đó là dạng sản xuất chi tiết thuộc loại loạt lớn nên chế tạo phôi bằng phương pháp dập là hợp lý nhất vì gia công được chính xác, năng suất cao đồng thời tính chất cơ lý của kim loại được đảm bảo
2.2 Chọn phôi.
- Dựa vào dạng sản xuất hàng loạt vừa.
- Hình dáng kết cấu của chi tiết gia công đơn giản.
- Vật liệu chế tạo chi tiết gia công là C45
- Từ những phân tích trên ta chọn phôi đúc để chế tạo chi tiết gia công là thích hợp nhất.
2.3 Phương pháp chế tạo phôi.
- -Ứng với vật liệu chế tạo chi tiết gia công ta nhận thấy phương pháp đúc là phương pháp chế tạo phôi hợp lí nhất.
- Đúc gồm có các phương pháp sau.
a) Đúc khuôn cát:
+ Khuôn làm bằng cát.
+ Mẫu làm bằng gỗ hoặc hợp kim nhôm.
+ Khi đúc rỗng phải có lõi.
+ Khi đúc phôi phức tạp mẫu phải có nhiều phần ghép lại.
+ Khuôn có thể làm bằng tay hoặc bằng máy.
+ Thuận lợi khi đúc phôi có kích thước lớn.
+ Độ chính xác phôi không cao.
+ Năng xuất chế tạo phôi không cao.
b)Đúc khuôn kim loại:
+ Khuôn làm bằng hợp kim nhôm.
+ Khuôn có 2 nữa hoặc nhiều phần ghép lại.
+ Lòng khuôn có hình dạng giống như phôi cần đúc.
+ Độ chính xác phôi cao.
+ Năng xuất chế tạo phôi cao.
+ Không thuận lợi khi đúc chi tiết có kích thước và khối lượng lớn.
c) Đúc khuôn ly tâm:
+ Khuôn có chuyển động quay tạo ra lực ly tâm.
+ Khuôn chế tạo bằng phương pháp có độ chính xác cao.
+ Lòng khuôn có hình dạng giống như phôi cần đúc.
+ Khi khuôn quay kim loại văng ra bám vào thành khuôn.
+ Độ chính xác phôi cao.
+ Năng xuất chế tạo phôi cao.
+ Không thuận lợi khi đúc chi tiết có kích thước và khối lượng lớn.
+ Chỉ đúc được phôi có hình dáng tròn xoay và rỗng bên trong.
+ Mặt trong của phôi có bề mặt không tốt.
d) Đúc khuôn áp lực:
+ Khuôn được chế tạo bằng thép có độ chính xác cao.
+ Lòng khuôn có hình dạng giống như phôi cần đúc.
+ Máy đúc áp lực có hệ thống đẩy kim loại vào khuôn.
+ Độ chính xác phôi cao.
+ Năng xuất chế tạo phôi cao.
+ Phôi ít bị phế phẩm.
+ Không thuận lợi khi đúc chi tiết có kích thước và khối lượng lớn.
-Từ những phân tích về khả năng công nghệ, ưu nhược điểm của các phương pháp đúc ta thấy đúc khuôn cát là thích hợp nhất.
2.3.1Xác định lượng dư.
- Ứng với dạng sản xuất hàng loạt vừa, phôi đúc cấp chính xác II, tra bảng lượng dư gia công cơ và dung sai kích thước(±) của vật dúc là thép C45. Cấp chính xác II(mm) xác định lượng dư như sau:
- Xác định lượng dư (tra trang 47 sổ tay thiết kế cộng nghệ chế tạo máy tập 1),dựa vào sơ đồ đúc ta thấy lượng dư nằm ở mặt trên dưới bên của khuôn.
+ Kích thước lớn nhất của chi tiết đến 120mm, kích thước danh nghĩa DN=62mm(đến 120mm) mặt A,B,T,C và lỗ Ø42 có lượng dư z=4mm, dung sai ±0.5mm.
2.3.2 Tính hệ số sử dụng vật liệu.
- Khối lượng chi tiết: Mct=167 g
- Khối lượng phôi: Mph=Mct+Mlg dư
- Mlg dư = Vlg dư ×ᵞ
- Vr17= Π × r2 × h
= × 0,172 × 0,38 = 0,03450097 mm3.
+V chữ nhật =0,8 × 0,12 × 0,26 = 0,02496mm3.
+ V =Vr25 - Vr17 = 0,058904862 – 0,03450097= 0,024403892 mm3
Mphôi= 0,049363892 × 7,852 = 0,0387 kg
= 387(g)
Hệ số sử dụng phôi k===0,4
PHẨN 3 THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CƠ.
- Nguyên công I: Chuẩn bị phôi
- Nguyên công II: Phay thô mặt B
- Nguyên công III: Phay thô mặt A
- Nguyên công IV:Phay thô mặt T
- Nguyên công V: Phay mặt C
- Nguyên công VI: Phay tinh mặt T
- Nguyên công VII: khoan-Doa-Vát mép 1×45o 2 lỗ Ø6
- Nguyên công VIII: Lắp ráp nắp tay biên vào tay biên
- Nguyên công IX: Phay tinh mặt A
- Nguyên công X: Phay tinh mặt B
- Nguyên công XI: Khoét –Doa-Vát mép 2×45o lỗ Ø42
- Nguyên công XII: Vát mép 2×45o mặt dưới của lỗ Ø42
- Nguyên công XIII: TỔNG KIỂM TRA
-Bảng quy trình công nghệ gia công cơ:
PHẦN 4: BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ
-Chi tiết nắp tay biên động cơ đốt trong là loại chi tiết thuộc dạng hộp vì vậy khi thiết kế quy trình công nghệ gia công cơ ta cần áp dụng đường lối gia công của chi tiết dạng hộp điển hình.
- Ta thấy chi tiết có một mặt phẳng ( T ) và 2 lỗ ( Ø6) có độ chính xác cao và đủ thể tích để định vị ,vì vậy ta cần gia công chính xác để làm chuẩn tinh thống nhất cho quy trình công nghệ.
1) Nguyên công I: Chuẩn bị phôi.
- Nguyên công chuẩn bị phôi là nguyên công đầu tiên trông tất cả các quy trình công nghệ. Nguyên công này gồm bốn bước: Làm sạch phôi, kiểm tra phôi, cắt bỏ phần thừa.
+ Làm sạch phôi: Phôi khi lấy ra từ khuôn đúc thường có cắt bám trên bề mặt vì vậy ta cần làm sạch phôi. Công việc làm sạch phôi có thể thực hiện bằng thủ công ( bằng tay) hoặc sử dụng các loại máy làm sạch phôi.
+ Kiểm tra phôi gồm có hai công việc là kiểm tra khuyết tật của phôi và kiểm tra kích thước của phôi. Phôi đúc ra thường bị các khuyết tật như: cong vênh, rạn nứt, cháy cát và biến cứng bề mặt khi kiểm tra nếu phôi có khuyết tật thì phải loai bỏ. Kiễm tra kích thước của phôi là kiễm tra các kích thước như bản vẽ chi tiết lồng phôi quy định.
+ Cắt bỏ phần thừa là cắt bỏ phần đậu rót và đậu ngót mà quá trình đúc để lại.
2) Nguyên công II: Phay thô mặt B
- Chuẩn định vị: Mặt A khử 3 bậc tự do.
Mặt C khử 2 bậc tự do
Mặt D khử 1 bậc tự do
- Chọn máy: Máy 6H12 có thông số kỹ thuật sau.
+ Bề mặt làm việc: 320-1250 mm2.
+ Công suất động cơ: 7 KW.
+ Hiệu suất: 0.75.
+Số vòng quay của trục chính (v/ph): 30 ,37, 54 ,60, 75, 95, 118, 150, 190, 235, 300, 375, 475, 600,0753, 950, 1180, 1500.
+ Bước tiến của bàn (mm/ph): 30-37, 5-47, 5-60, 75, 95, 118, 150, 190, 235, 300, 375, 475, 600, 750, 960, 1500.
+ Lực lớn nhất cho phép theo cơ cấu tiến của máy: 1500 KG.
- Chọn dao: Dao phay mặt đầu gắn mảnh hợp kim cứng BK6, D=100mm, B=39mm, d=32mm, z=10.
- Đồ gá: Chuyên dùng.
- Dụng cụ đo; Thước cặp 1/50.
- Bậc thợ: 3/7.
- Tra chế độ cắt:
+ Chọn t: t=2mm.
+ Chon Sz: Tra bảng 6-5 trang 124 sách CĐCGCCK
Sz= 0.2-0.24 (mm/răng).
Chọn Sz=0.2 mm/răng.
+ Chọn tốc độ cắt V: Tra bảng 40-5 trang 138 sách CĐCGCCK.
V=141 m/ph.
n= == 449v/ph.
Tra thuyết minh thư máy chọn: nth = 475 v/ph.
Vth = = = 149 m/ph.
+ Tính Sph và Szth:
Sph = Sz×n×z = 0,2.475.10 = 950 mm/ph.
Tra thuyết minh thư máy chọn : Sphth = 960 mm/ph.
Szth = = 0,2 mm/răng.
-Kiễm nghiệm:
Ncg = Nđc. Hiệu xuất.
Pz =
Tra bảng 3-5 trang 123 sách CĐCGCCK.
Cp = 54.5, xp =0.9, yp = 0.74, up = 1, wp = 0, qp = 1.
Pz = = = 190 KG.
Ncg = = =4.47 KW.
Nđc = 7 .0.75 = 5.25 KW.
Ncg Nđc Chế độ cắt hợp lý.
+Thời gian chạy máy: Tm = (ph).
L = L+ L1+ L2
L = 46 mm.
TM = = 0.04 phút.
3) Nguyên công III: Phay thô mặt A
- Chuẩn định vị: Mặt B khử 3 bậc tự do.
Mặt C khử 2 bậc tự do
Mặt D khử 1 bậc tự do
- Chọn máy: Máy 6H12 có thông số kỹ thuật sau.
+ Bề mặt làm việc: 320-1250 mm2.
+ Công suất động cơ: 7 KW.
+ Hiệu suất: 0.75.
+Số vòng quay của trục chính (v/ph): 30 ,37, 54 ,60, 75, 95, 118, 150, 190, 235, 300, 375, 475, 600,0753, 950, 1180, 1500.
+ Bước tiến của bàn (mm/ph): 30-37, 5-47, 5-60, 75, 95, 118, 150, 190, 235, 300, 375, 475, 600, 750, 960, 1500.
+ Lực lớn nhất cho phép theo cơ cấu tiến của máy: 1500 KG.
-Chọn dao: Dao phay mặt đầu gắn mảnh hợp kim cứng BK6, D=100mm, B=39mm, d=32mm, z=10.
....................................................
Chống xoay :
Ʃmo = K.Po.25 – Fms1.b – Fms2.b + m
K.Po.25 = . f . b + . f . b
K.Po.25 = w . f . 2b
W===3666 KG
Chống xoay :
- ƩMI= K.m-w.25
- W=K.
- Ta có m =CM.DZM.SYm.KM ;KGm
Theo bảng (7-3) : CM=0,034 ; ZM=2,5 ;yM=0,7
Thay vào ta có :
- m= 0,034.202,5.0,280,7.0,85=17,88 KGm
- W=K.=2= 14304 KG
Vậy ta chọn lưc w=14304 KG
5) Cách sử dụng đồ gá
- Đồ gá được đặt cố định trên bàn máy nhờ bulông kẹp, Chi tiết gia công đầu tiên được đặt lên đồ gá sao cho: mặt A nằm lên chốt tỳ đầu phẳng hạn chế 3 bậc tự do, Ø22 nằm trong chốt định vị khống chế 2 bậc và mặt D tựa vào chốt tỳ đầu phẳng có khía nhám hạn chế 1 bậc tự do. Sau đó ta dùng tay trái giữa cố định vị trí đã được định vị ,dùng tay phải nhét vòng chữ c lọt vào trong buloong sau đai ốc,điều chỉnh vòng chữ c nằm đúng vị trí cần đặt rồi dùng tay phải vặn đai ốc để siết chặt chi tiết và còng chữ c để kẹp chặt chi tiết.
- Khi gia công xong ta nới lỏng đai ốc theo nghịch chiều kim đồng hồ và lấy chi tiết ra.
-Khi sử dụng đồ gá phải thao tác nhẹ nhàng tránh làm biến dạng các chi tiết định vị. Không làm rơi đồ gá trong quá trình vận chuyển. Khi sử dụng xong cần phải lau chùi cẩn thận, tra chất bôi trơn và bảo quản nơi tối để được sử dụng lâu dài.
6) Kết luận:
- Kết cấu đồ gá tương đối đơn giản, thuận lợi cho việc tháo lắp chi tiết gia công và gia công chi tiết được chính xác về các yêu cầu kỹ thuật.
- Đồ gá gồm các chi tiết đơn giản, dễ chế tạo và có thể lấy từ các chi tiết tiêu chuẩn.
_ Khuyết điểm của đồ gá:
+ Việc tháo lắp chi tiết gia công nhiều lần trên đồ gá làm mòn các chi tiết định vị dẫn đến sai số, Do đó, sau một thời gian sử dụng đồ gá ta phải kiểm tra và thay thay thế các chi tiết định vị khi cần.
TÀI LIỆU THAM KHẢO
I. TÀI LIỆU VẬT LIỆU CƠ KHÍ của PGT.TS: HOÀNG TÙNG
III. SỔ TAY CÔNG NGHỆ CHẾ TẠO MÁY (TẬP I) của PSG. TS NGUYỄN ĐẮC LỘC
- NHÀ XUẤT BẢN KHOA HỌC VÀ KỸ THUẬT
IV.SỔ TAY CÔNG NGHỆ CHẾ TẠO MÁY (TẬP II) của PSG. TS NGUYỄN ĐẮC LỘC
- NHÀ XUẤT BẢN KHOA HỌC VÀ KỸ THUẬT
V. CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ của NGUYỄN NGỌC ĐÀO
- NHÀ XUẤT BẢN ĐÀ NẴNG
VI. SỔ TAY THIẾT KẾ CÔNG NGHỆ CHẾ TẠO MÁY (TẬP I)
- TRƯỜNG ĐẠI HỌC BÁCH KHOA HÀ NỘI
VII.SỔ TAY THIẾT KẾ CÔNG NGHỆ CHẾ TẠO MÁY (TẬP II)
- TRƯỜNG ĐẠI HỌC BÁCH KHOA HÀ NỘI
VIII. SỔ TAYATLAS ĐỒ GÁ củaPSG. TS TRẦN VĂN ĐỊCH
- NHÀ XUẤT BẢN KHOA HỌC VÀ KỸ THUẬT
TÀI LIỆU THAM KHẢO
1] : Thiết kế đồ án công nghệ chế tạo máy
[2] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 3 tập)
[3] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[4] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[5] : Sổ tay nhiệt luyện
[6] : Công nghệ chế tạo máy tập 1
[7] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 7 tập)
[8] : Sổ tay công nghệ chế tạo máy toàn tập (trường ĐHBK








