THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT NỮA NỐI TRỤC DƯỚI

NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT NỮA NỐI TRỤC DƯỚI, hướng dẫn thiết kế đồ gá
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
PHẦN 1. XÁC ĐỊNH DẠNG SẢN XUẤT
- Mục đích :
Xác định số lượng sản phẩm sản xuất trong một năm để từ đó xác định hình thức tổ chức sản xuất ( đơn chiếc, hàng loạt nhỏ, hàng loạt vừa, hàng loạt lớn hay hàng khối), cải thiện tính công nghệ của chi tiết, chọn phương pháp chế tạo phôi, chọn thiết bị công nghệ hợp lý cho việc gia công chi tiết.
2. Sản lượng chi tiết cần chế tạo trong năm :
Theo [1, trang 23, công thức (2.1)], ta có:.........................
3. Khối lượng chi tiết:
M = r ´ V
Trong đó
M – Khối lượng chi tiết, kg;
r = 7,852 kg¤ dm3 - Khối lượng riêng của chi tiết;
V – Thể tích của chi tiết, dm3.
¯ Thể tích chi tiết :
Đối với chi tiết chế tạo, phần vật liệu tại các vị trí góc lượng, rãnh then, lỗ bị bỏ đi khi gia công không đáng kể so với khối lượng của cả chi tiết nên một cách gần đúng ta có thể xem hình dạng chi tiết như sau:...................................
PHẦN 2. PHÂN TÍCH CHI TIẾT GIA CÔNG
2.1 .Mục đích :
Phân tích chi tiết gia công là để xem kết cấu và các điều kiện kỹ thuật đã cho trong bản vẽ chi tiết có hợp lý không đối với chức năng phục vụ và khả năng chế tạo.
2.2 .Công dụng và điều kiện làm việc của chi tiết
- Chi tiết làm nhiệm vụ nối chặt 2 trục lại với nhau và truyền mômen xoắn từ trục này sang trục kia.
- Chi tiết được chế tạo chỉ là nữa dưới của bộ phận nối trục. Khi ghép 2 nữa lại với nhau sẽ tạo nên một lỗ tròn để kẹp trục.
- Khe hở giữa 2 nữa nối trục là 2 mm nhằm mục đích cho 2 nữa nối ôm chặt vào trục khi được xiết bằng bulông.
- Hai trục nối với nhau theo yêu cầu phải đồng tâm và không di chuyển tương đối với nhau. Ghép trục chặt yêu cầu khi chế tạo và lắp ghép phải có độ chính xác cao.
- Hai nữa nối trục được ghép với nhau bằng 4 bulông đai ốc và do nhiệm vụ của nó là nối trục nên các mối ghép bulông là ghép lỏng. Như vậy yêu cầu sai lệch về vị trí tương quan giữa các lỗ ghép bulông là không cao.
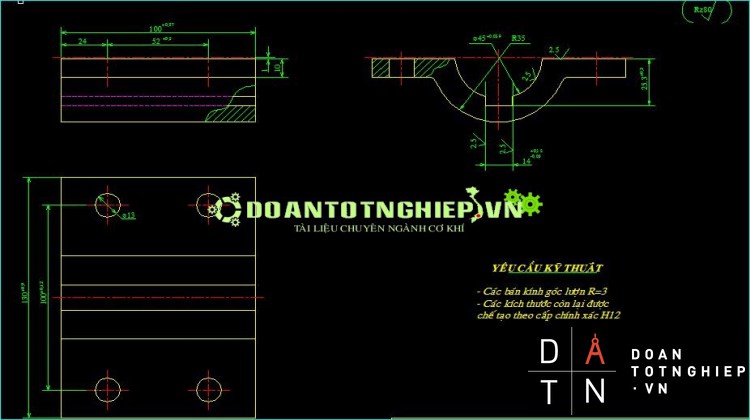
2.3 .Điều kiện kỹ thuật
- Vật liệu chế tạo: Thép CT3 được dùng rộng rãi để làm các chi tiết máy ít quan trọng, không nhiệt luyện. Chi tiết chế tạo do yêu cầu chỉ truyền mômen, không va đập nên ta chọn thép CT3 làm vật liệu chế tạo.
- Do yêu cầu lắp chặt giữa các trục nên đòi hỏi độ chính xác của bề mặt cong trong chi tiết ( tiế[ xúc với trục) cao. Độ nhám bề mặt tiếp xúc với trục và của mặt rãnh then là: Ra = 12,5
- Sai số về vị trí tương quan giữa cá lỗ lắp bulông:
. Cùng phía của nối trục : + 0,9
. Khác phía của nối trục : ± 0,12
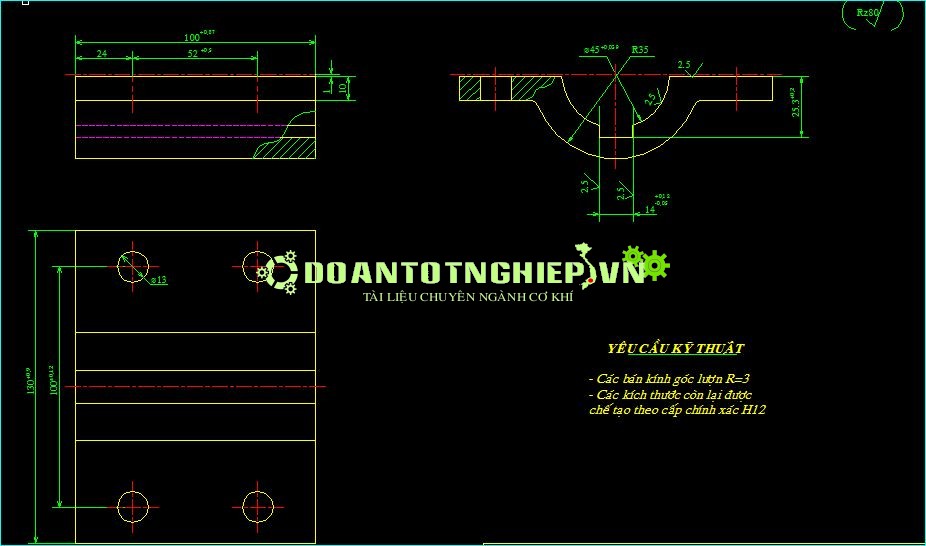
- Bán kính các góc lượn : R = 3 mm
- Các kích thước còn lại được chế tạo theo cấp chính xác H12
PHẦN 3. CHỌN DẠNG PHÔI VÀ
PHƯƠNG PHÁP CHẾ TẠO PHÔI
3.1 _Chọn dạng phôi
Vật liệu chi tiết là thép CT3, đặc trưng cơ học của nó là dẻo; chịu được kéo nén tốt. Mặc khác thép có thể đúc và dập khuôn, lượng dư chế tạo phôi có thể nhỏ. Do đó ít tốn kém nguyên liệu khi chế tạo phôi. Vậy ta chọn dạng phôi là phôi đúc.
3.2_Chọn phương pháp chế tạo phôi
Dạng phôi là phôi đúc, dạng sản xuất là hàng loạt vừa. Vậy chọn phương pháp chế tạo phôi là đúc trong khuôn cát, mẫu kim loại, làm khuôn bằng máy.
Cấp chính xác chế tạo phôi : cấp 2.
Cấp chính xác kích thước IT15
Độ nhám RZ = 80 mm.
3.3_ Tra lượng dư gia công cơ cho các bề mặt của phôi
- Kích thước ngoài lớn nhất của chi tiết là : 130 mm.
Theo [ 2, trang 47, bảng 31-1], ta chọn lượng dư cho bề mặt 3 và 10 là 6 mm. Tất cả ............................................
PHẦN 4. CHỌN TIẾN TRÌNH GIA CÔNG CÁC BỀ MẶT CỦA PHÔI
4.1. Mục đích :
Xác định một trình tự gia công hợp lý nhằm đảm bảo độ chính xác và độ nhám, độ cứng bề mặt yêu cầu của chi tiết.
4.2.Chọn chuẩn công nghệ
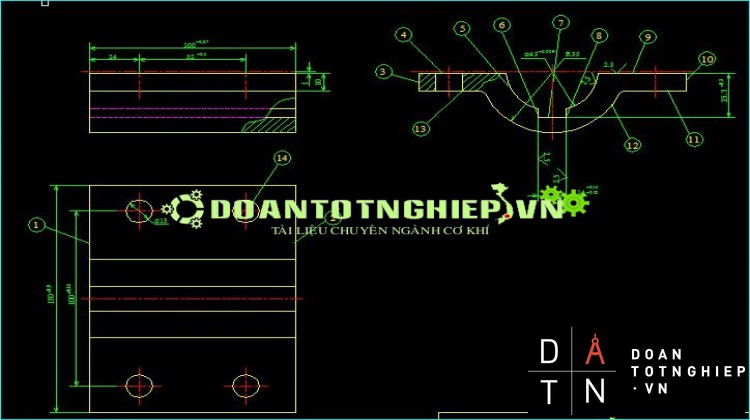
- Chọn chuẩn thô:
Yêu cầu quan trọng nhất của chi tiết là độ chính xác về kích thước, vi trí tương quan giữa các bề mặt với nhau. Vì vậy khi gia công cần chọn chuẩn thô hợp lý. Đối với chi tiết này chọn mặt (11) và (13) làm chuẩn thô gia công.
2. Chọn chuẩn tinh :
Sau khi gia công các bề mặt từ bước gia công ban đầu, ta chọn một trong các bề mặt đã gia công làm chuẩn tinh. Vậy ta chọn mặt (4) và (9) làm chuẩn tinh.
4.3. Đánh dấu các bề mặt gia công
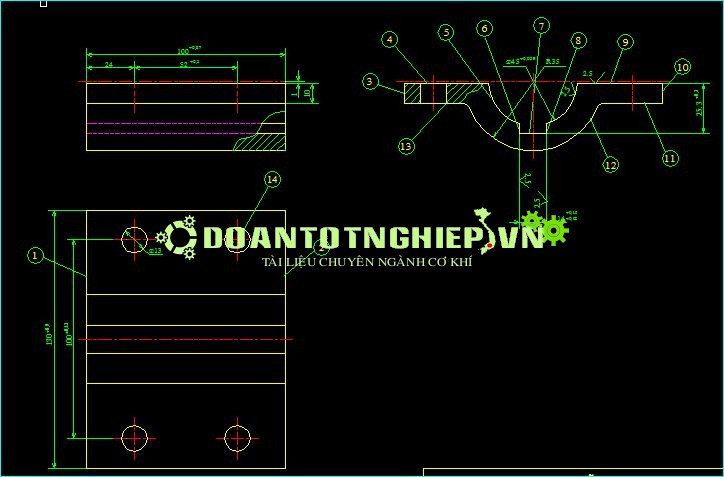
4.4.Trình tự gia công các bề mặt phôi
STT |
Tên nguyên công |
Bước nguyên công |
Bề mặt gia công |
Bề mặt định vị |
Dạng máy công nghệ |
|
1
|
Phay |
1. Phay thô 2. Phay tinh
|
4, 9 |
11,13,10, 2 |
Máy phay 6H12 |
|
2 |
Phay |
1. Phay thô 2. Phay tinh
|
11, 13 |
4, 9, 10, 1 |
Máy phay 6H12 |
|
3 |
Phay |
Phay thô |
3 |
4, 9, 2,10 |
Máy phay 6H12 |
|
4 |
Phay |
Phay thô |
10 |
4, 9, 1,3 |
Máy phay 6H12 |
|
5 |
Khoan Khoét Doa |
1. Khoan 2. Khoét 3. Doa
|
14 |
11,13,10, 2 |
Máy khoan 2A 135 |
|
6 |
Phay |
Phay thô |
1 |
11,13,10, 2 |
Máy phay 6H12 |
|
7 |
Phay |
Phay thô |
2 |
11,13,10, 1 |
Máy phay 6H12 |
|
8 |
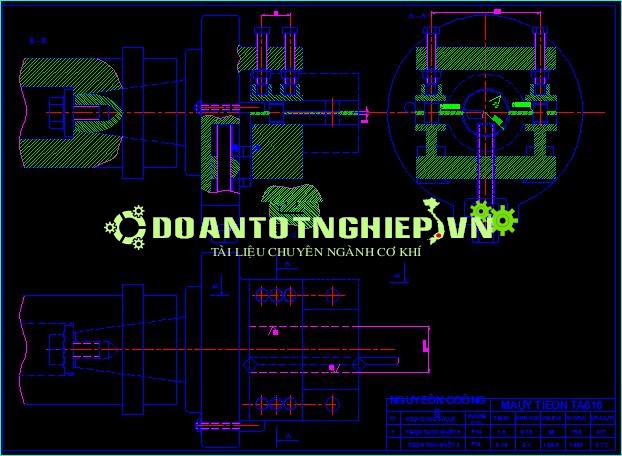
Tiện |
1. Tiện thô 2. Tiện tinh |
5 |
11, 13, 3 |
Máy tiện TA616 |
|
9 |
Phay rãnh then |
|
6, 7, 8 |
11,13,14
|
Máy phay 6H12 |
THIẾT KẾ NGUYÊN CÔNG
5.1.NGUYÊN CÔNG 1
1. Các bước nguyên công:
MỤC LỤC
Trang
Lời nói đầu-------------------------------------------------------------------------- 01
Mục lục ----------------------------------------------------------------------------- 02
Phần 1. Xác định dạng sản xuất -------------------------------------------------- 04
- Sản lượng chế tạo------------------------------------------------------- 04
- Khối lượng của chi tiết------------------------------------------------- 04
- Dạng sản xuất và đặc trưng của nó----------------------------------- 05
Phần 2. Phân tích chi tiết gia công ----------------------------------------------- 06
2.1. Mục đích ---------------------------------------------------------------- 06
- Công dụng làm việc của chi tiết------------------------------------------ 06
- Điều kiện kỹ thhuật-------------------------------------------------------- 06
Phần 3. Chọn dạng phôi và phương pháp chế tạo phôi---------------------- 07
- Chọn dạng phôi-------------------------------------------------------- 07
- Phương pháp chế tạo phôi-------------------------------------------- 07
- Tra lượng dư gia công cơ cho các bề mặt của phôi---------------- 07
Phần 4. Chọn tiến trình gia công các bề mặt của phôi------------------------ 08
- Mục đích----------------------------------------------------------------- 08
- Chọn chuẩn công nghệ------------------------------------------------ 08
- Đánh dấu các bề mặt gia công--------------------------------------- 08
- Trình tự gia công các bề mặt phôi----------------------------------- 09
Phần 5. Thiết kế nguyên công---------------------------------------------------- 10
- Nguyên công 1---------------------------------------------------------- 10
- Nguyên công 2---------------------------------------------------------- 11
- Nguyên công 3---------------------------------------------------------- 11
- Nguyên công 4---------------------------------------------------------- 12
- Nguyên công 5---------------------------------------------------------- 13
- Nguyên công 6---------------------------------------------------------- 14
- Nguyên công 7---------------------------------------------------------- 15
- Nguyên công 8---------------------------------------------------------- 16
- Nguyên công 9---------------------------------------------------------- 16
Phần 6. Xác định lượng dư trung gian và kích thước trung gian-------------- 18
- Xác định lượng dư trung gian và kích thước trung gian
bằng phương pháp phân tích------------------------------------------ 18
- Xác định lượng dư trung gian và kích thước trung gian
Bằng phương pháp tra bảng------------------------------------------- 21
6.3 Bảng vẽ phôi------------------------------------------------------------ 25
Phần 7. Xác định chế độ cắt ------------------------------------------------------ 26
- Xác định chế độ cắt cho nguyên công tiện------------------------- 26
- Tra chế độ cắ cho các nguyên công khác--------------------------- 30
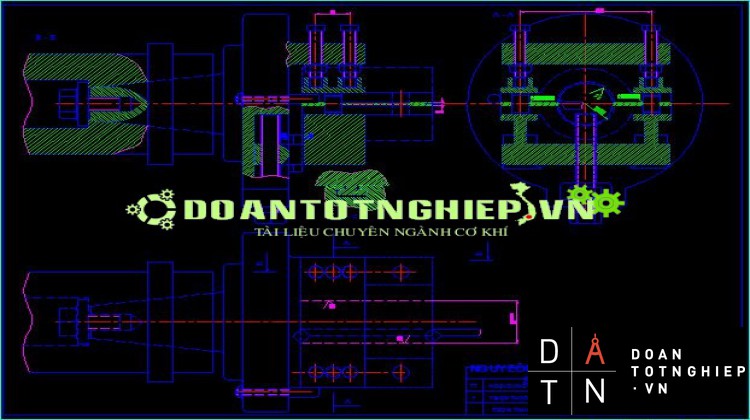
Phần 8. Thiết kế đồ gá------------------------------------------------------------- 31
- Hình thành nhiệm vụ thiết kế----------------------------------------- 31
- Nội dung công việc thiết kế đồ gá------------------------------------ 31
- Cân bằng động cho đồ gá---------------------------------------------- 37
- Điều kiện kỹ thuật của đồ gá------------------------------------------ 37
Kết luận------------------------------------------------------------------------------- 38
Tài liệu tham khảo------------------------------------------------------------------ 39










