THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT Ổ TRƯỢT spk new
NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT Ổ TRƯỢT, đồ án môn học công nghệ chế tạo máy CHI TIẾT Ổ TRƯỢT, bài tập lớn công nghệ chế tạo máy CHI TIẾT Ổ TRƯỢT, thiết kế quy trình công nghệ gia công chi tiết CHI TIẾT Ổ TRƯỢT

PHÂN TÍCH CHI TIẾT GIA CÔNG.
- CÔNG DỤNG CHI TIẾT :
Ổ trượt thường được dùng trong nghành công nghệ chế tạo máy
Ổ trượt dùng để đỡ trục. Ổ trượt chịu tác dụng của các lực đặt lên trục và truyền các lực này vào thân máy, bệ máy.
Ổ trượt dùng để dẫn hướng, nhờ đó mà trục có vị trí nhất định trong máy và quay, trượt tự do quanh một đường hay một điểm.
- ĐIỀU KIỆN LÀM VIỆC :
_ Trục quay với vận tốc rất cao, nếu dùng ổ lăn tuổi thọ của ổ sẽ rất thấp, do đó ta nên dùng ổ trượt.
_ Ổ trượt làm việc trong các điều kiện làm việc như trong nước, trong môi trường ăn mòn.
_ Khi tải trọng va đập và dao động, ổ trượt đều làm việc tốt nhờ khả năng giảm chấn của màng dầu.
_ Ổ trượt dùng trong cơ cấu vận tốc thấp, không quan trọng và rẻ tiền.
_ Khi trục làm việc giữa ngõng trục và ổ có sự trượt tương đối, do đó sinh ra ma sát trượt trên bề mặt làm việc của ngõng trục và ổ. Có ba dạng ma sát : ma sát ướt, nửa ướt, khô và nửa khô. Khi ma sát khô và nửa khô, bề mặt làm việc bị mài mòn rất nhanh.
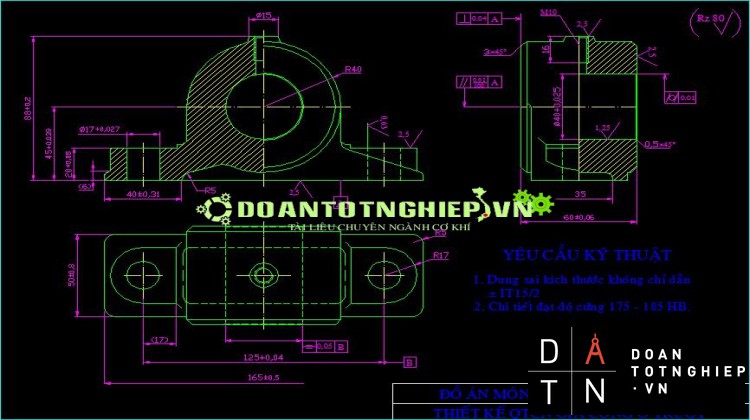
- YÊU CẦU KỸ THUẬT :
- Đường kính ngoài của bạc lắp chặt với ổ trượt. Lót ổ được làm bằng vật liệu có hệ số ma sát thấp. Ổ trượt có tác dụng đỡ trục và định hướng, do đó độ chính xác về độ song song giữa đường tâm trục và mặt đế, cũng như khoảng cách, kích thước lổ phải đạt được độ chính xác cao theo yêu cầu.
- Trên bản vẽ chi tiết độ nhàm của lổ là Ra = 2,5 và kích thứơc lổ là f40+0,025.
- Do lổ f40 có lắp bạc nên chọn kiều lắp có độ dôi trong hệ thống lổ., [8]
- Độ không song song giữa đường tâm lổ so với mặt đế
|
// |
0,015 |
A |
- Độ không vuông góc của đường tâm so với mặt đầu
|
|
0,04 |
A |
- KẾT CẤU :
Hình dạng kết cấu chi tiết thuận lợi, hợp lý nên dễ dàng trong quá trình chế tạo phôi. Do đó ta không cần sửa đổi kết cấu.
Với dạng sản xuất hàng loạt vừa, kết cấu của chi tiết là phù hợp.
Vật liệu của chi tiết là gang xám GX15-32 có các thông số sau. [7]......................................
- Tổ chức Peclit – Ferit
- Gang chịu nén và chịu uốn tốt hơn chịu kéo, cơ tính khá, làm việc tốt trong điều kiện mài mòn và rung động. Tùy theo cơ tính và các điều kiện làm việc mà có thể chọn các mác gang khác nhau. Không cần thay đổi vật liệu.
.................................
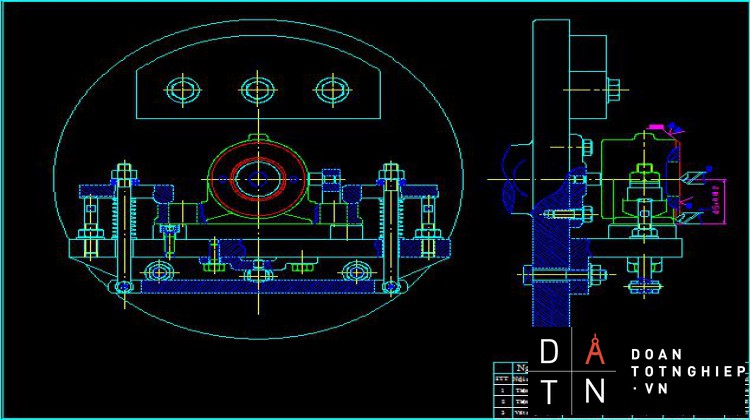
- SƠ ĐỒ KIỂM TRA :
Để kiểm tra độ chính xác của chi tiết, vị trí tương quan giữa các bề mặt gia công, hình dạng và chất lượng của sản phẩm bằng các dụng cụ đo: thước cặp, đồng hồ đo lổ, panme.
- Đo khoảng kích thước (chiềy dài, bề dày) chi tiết dùng thước cặp có cấp chính xác 2%
- Đo vị trí tương quan giữa các bề mặt gia công với nhau dùng thước cặp.
- Đo lổ dùng thứơc cặp, thứơc đo lổ.
- Đo độ ovan, độ côn dùng thước đo lổ.
- Đo độ không song song giữa đường tâm lổ với mặt đế dùng trục kiểm, khối V.............................
1.PHƯƠNG PHÁP CHẾ TẠO PHÔI :
Phôi
|
Đúc |
Rèn |
Dập |
Cán |
Hàn |
|||
|
Khuôn cát |
Khuôn Kl |
Đúc ly tâm |
Đúc áp lực |
|
|
|
|
|
|
Dùng cho kl có nhiệt độ nóng chảy thấp trong sx loạt lớn. Chi tiết có độ chính xác cao, còn dùng để đúc chi tiết có vỏ mỏng |
Kl nóng đổ vào khuôn quay tròn. Sản phẩm có tinh thể nhỏ, tỷ trọng cao, cơ tính tốt, nhưng không đồng đều từ trong ra ngoài. Thường dùng cho sản phẩm có dạng tròn xoay |
Dùng cho sản phẩm có độ phức tạp về hình dáng và độ chính xác cao. Phương pháp này thừơng dùng trong sx hàng loạt lớn, chi tiết nhỏ làm từ kl màu. Không phù hợp với điều kiện sx cũng như giá thành sp |
Phương pháp tạo phôi bằng gia công áp lựclàm cho chất lượng phôi tốt, độ chính xác cao. Nhưng do gang biến dạng dẻo kém. Trong khi đó gang dễ đúc, chảy loãng tốt, khi đông đặc co ngót ít, nên ít gây ứng suất, nứt. Do gang nhạy cảm với tốc độ nguội khác nhau tạo nên những tốc chức khác nhau. Vì vậy khi khống chế được tốc độ nguội ta sẽ có chi tiết gang xám có cơ tính tốt. Vì vậy ta chọn phương pháp tạp phôi bằng cách đúc. |
|||
|
Khuôn cát |
|||||||
|
|
|||||||
|
Mẫu gỗ |
|||||||
|
|
|||||||
|
Mẫu kl |
|||||||
|
|
|||||||
|
Mẫu nhựa |
|||||||
Chọn phương án đúc phôi trong khuôn cát.
Bộ mẫu phải thoã mãn các điều kiện cơ bản như sau :
- Tạo hình chính xác phôi đúc.
- Có độ bền cao để có thể sản xuất đủ số lượng khuôn đúc.
- Nhẹ để tiện sử dụng.
- Giá thành thấp.
- Bảo đảm độ chính xác trong thời hạn sử dụng.
- Trong sản xuất loạt nhỏ và đơn chiếc thường dùng mẫu bằng gỗ.
- Bộ mẫu bằng nhựa có thể giữ độ chính xác trong thời gian dài, nhưng có giá thành cao và không phù hợp với điều kiện nhà xưởng hiện có.
- Bộ mẫu kim loại tuy có giá thành cao nhưng giữ được độ chính xác lâu dài, phù hợp với điều kiện sản xuất của nhà xưởng. Đồng thời do chi tiết có hình dạng đơn giản, kích thước nhỏ, dạng sản xuất chi tiết là hàng loạt vừa. Do đó ta chọn phương pháp phôi đúc trong khuôn cát, mẫu kim loại và làm khuông bằng máy.
- CẤP CHÍNH XÁC :
Chế tạo phôi đạt độ chính xác cấp II (sản xuất hàng loạt vừa).
Cấp chính xác về kích thước IT 15- IT 16.
Độ nhám bề mặt Rz = 80 (mm).
- LƯỢNG DƯ GIA CÔNG CỦA PHÔI :
Độ côn của mẫu, lượng dư bù co, góc đúc tránh nứt.
- Độ côn của mẩu (a)
Trị số độ xiên thoát khoan ở mặt ngoài của mẫu và hộp ruột.
Chiều dày thành bên của ổ trượt bằng 20 (mm) à Độ xiên lấy theo cách “trừ”
Chiều cao thoát khuôn bằng 60 (mm), mẫu kim loại.
Tra bảng 24, [7] à a £ 0045’ . Chọn góc thoát khuôn a = 0045’
- Độ dư gia công cơ là lượng dư để gia công cắt gọt, làm cho chi tiết có kích thước chính xác và độ bóng bề mặt cần thiết.
Cấp chính xác II, tra bảng 19 [7]
. Lượng dư bề mặt phía trên : 4 (mm)
- Lượng dư bề mặt phía dưới : 3,5 (mm)
- Lượng dư bề mặt bên : 3,5 (mm)
Lượng dư lớn nhất để gia công cơ khí đó6I với những lổ lắp ghép trong vật bằng gang xám.
Bảng 20 , [7]. Lượng dư của lổ : 5 (mm) (đường kính)
Chi tiết được đúc lổ khi lổ có đường kính f ³ 20 (cm). Với lổ f17 trên chi tiết, ta đúc đặc.
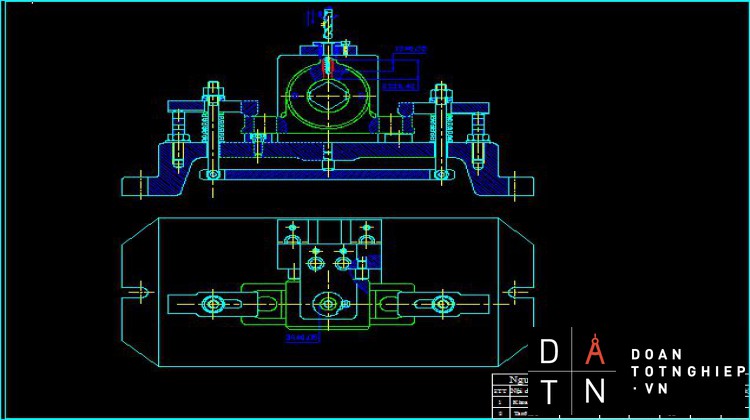
- MẶT PHÂN KHUÔN :...................................
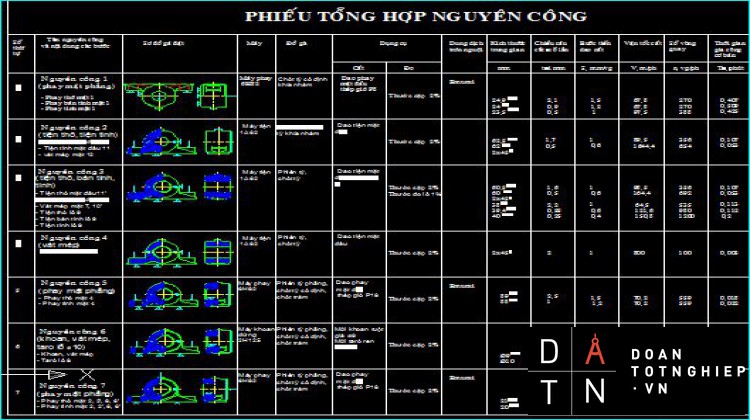
3. TRA BẢNG CHẾ ĐỘ CẮT VÀ THỜI GIAN GIA CÔNG CÁC BỀ MẶT CÒN LẠI.
|
NC |
Bước |
Chiều sâu cắt t (mm) |
Lượng ăn dao S(mm/vg) |
Vận tốc cắt V (m/ph) |
Số vòng quay (v/ph) |
Thời gian gc cơ bản (ph) |
Tài liệu & Ghi chú |
|
1 |
Phay thô (1) |
1,2 |
1,2 |
40,17 |
200 |
1,5 |
Số liệu đã tính |
|
Phay tinh(1) |
0,6 |
0,96 |
47,16 |
250 |
0,75 |
||
|
2 |
Phay thô (2),(2’) |
2,5 |
1,6 |
43 |
200 |
0,2 |
X-43, [5] |
|
Phay thô (6) |
2,5 |
1,6 |
43 |
200 |
0,1 |
||
|
Phay tinh(2),(2’) |
0,5 |
1,4 |
49 |
250 |
0,2 |
||
|
Phay tinh(6) |
0,5 |
1,4 |
49 |
250 |
0,1 |
||
|
3 |
Khoan lổ (3),(3’) |
7,75 |
0,38 |
31,5 |
650 |
|
X-31, [5] 121-2,[2] 149-2,[2] |
|
Khoét (3),(3’) |
0,5 |
0,8 |
56 |
44 |
|
||
|
Doa (3),(3’) |
0,25 |
1,2 |
70 |
15 |
|
||
|
4 |
Tiện thô (9) |
2,5 |
0,6 |
97 |
500 |
|
102 ,[1] 40-2 ,[2] X-2 ,[5] |
|
Tiện tinh (9) |
0,5 |
0,15 |
97 |
500 |
|
||
|
Tiện thô lổ (10) |
1,9 |
0,5 |
71 |
650 |
|
||
|
Tiện bán tinh (10) |
0,7 |
0,5 |
121 |
1000 |
|
||
|
5 |
Tiện tinh lổ (10) |
0,4 |
0,5 |
143 |
1100 |
|
102 ,[1] X-31 ,[5] 121-2,[2] |
|
Tiện thô (9’) |
2,5 |
0,6 |
97 |
500 |
|
||
|
Tiện tinh (9) |
0,5 |
0,15 |
97 |
500 |
|
||
|
6 |
Khoan lổ (7) |
|
0,28 |
31,5 |
1100 |
|
|
|
Taro lổ ren M10 |
0,75´2 |
|
|
|
|
TÀI LIỆU THAM KHẢO.
- Lê Trung Thực – Đặng Văn Nghìn . Hướng dẫn thiết kế đồ án môn học , trường ĐH KT Tp.HCM , 1992.
- Bộ môn công nghệ chế tạo máy. Sổ tay thiết kế công nghệ chế tạo máy tập 1 và 2 Trường ĐHBK Hà Nội , 1970.
- Đặng Văn Nghìn – Lê Minh Ngọc . Cơ sở công nghệ chế tạo máy. ĐHBK Tp.HCM XB , 1980.
- Đặng Vũ Giao . Tính và thiết kế đồ gá, ĐHBK Hà Nội , 1969.
- Nguyễn Ngọc Anh . Sổ tay công nghệ chế tạo máy tập 2,3,4. NXB KH và KT Hà Nội , 1970.
- Nguyễn Duy . Nguyên lý cắt kim loại , NXB ĐH và Trung Học chuyên nghiệp , Hà Nội , 1977.
- Nguyễn Xuân Bông . Thiết kế đúc , NXB KH và KT , 1978.
- Trịnh Chất . Tính toán hệ thống dẫn động cơ khí , 1991.
9. Nguyễn Trọng Hiệp . Chi tiết máy tập 1 , 2 NXB GD , 1994.
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT Ổ TRƯỢT, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết







