THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT PHIẾN CƠ SỞ
NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT PHIẾN CƠ SỞ, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết
Chương I : PHÂN TÍCH CHI TIẾT GIA CÔNG
1>. Công Dụng :
- Sử dụng để đỡ những chi tiết hình trụ có đường kính sấp xỉ
bằng đường kính lỗ của phiến cơ sở.
2>. Điều Kiện Làm Việc Của Phiến Cơ Sở :
- Vật liệu chế tạo Phiên Cơ Sở là Gang Xám 18-36.
- Chi tiết có hình dạng hình hộp,là một chi tiết cơ sở quan trọng trong
một sản phẩm,nó thường làm nhiệm vụ của một chi tiết cơ sở để
lắp những chi tiết khác lên nó tạo thành một bộ phận máy nhằm
thực hiện một nhiệm vụ động học của toàn máy.
3>. Yêu Cầu Kỹ Thuật :
- Độ chính xác kích thước của các lỗ ø 20+0.02
- Độ chính xác kích thước của các lỗ ø 10+0.02
- Các lỗ ø 20+0.02 có Ra = 0.63
- Các lỗ ø 10+0.02 có Ra = 2.5.
- Các mặt phẳng có Rz = 20.
4>. Xác Định Khối Lượng Của Chi Tiết.
Sử dụng phần mềm AUTOCAD ta tính được thể tích của chi tiết là
V = 351182.1084 mm2 = 0.3511821084 dcm2
.................... = 7 kg / dcm2
5>. Sản lượng Chi Tiết :
Sản lượng chi tiết chế tạo trong một năm được tính theo công thức
sau : ................
Trong đó : - số sản phẩm cần sản xuất là : N0 = 100000.
- số lượng chi tiết giống nhau là : m = 1.
- phần trăm dự trữ để thay thế là : B = 4%.
Theo công thức trên thì số chi tiết cần sản xuất trong 1 năm là:
N = 100000.1.(1+0.04) = 104000 (chi tiết).
Theo (bảng 2) sách TKĐACNCTM thì ta chọn được dạng sản xuất
là sản xuất hàng khối.
6>. Vật liệu :
Vật liệu là Gang Xám 18-36 có cơ tinh như sau :
- Có độ cứng : HB = 182÷199.
........................................................
Gang xám GX 18-36 có cơ tính trung bình, để làm các chi tiết chịu tải trung bình và chịu mài mon ít.
Chương II : CHỌN DẠNG PHÔI VÀ PHƯƠNG PHÁP TẠO PHÔI
I>. Chọn Dạng Phôi.
Có rất nhiều phương pháp để tạo nên phôi do đó cần phải phân tích
ưu điểm, nhược điểm giưa các kiểu tạo phôi với nhau nhằm tìm ra
phương pháp tạo phôi thích hợp cho quá trình gia công cơ sau này
nên ta có một số phương pháp tạo phôi như sau:
1>. Phôi Rèn Dập :
Phôi rèn dập bằng tay hay bằng máy đều cho độ bền cơ tinh cao
Nhưng lại tạo nên ứng suất dư trong chi tiết,nhưng lại tạo cho chi
Tiết tính dẻo và tính hàn tốt.
2>. Phôi cán :
Chi tiết làm bằng phôi cán có cơ tính gần giống với phôi dập
3>. Phôi đúc :
Phôi đúc có cơ tính không cao bằng phôi rèn dập,nhưng việc chế tạo
khuôn đúc cho những chi tiết phức tạp lại khá dễ dàng.Đồng thời lại
phù hợp với những chi tiết có vật liệu là Gang Xám,vì có đặc điểm
như sau :
+ lượng dư phân bố đều .
+ tiết kiệm được vật liệu.
+ giá thành rẻ,được dùng phổ biến.
+ tính đồng bộ của phôi cao,do đó việc điều chỉnh máy để gia công
+ giảm.
+ bên cạnh đó phôi đúc khó phát hiện những khuyết tật bên trong
nên giảm năng suất và hiệu quả.
- KẾT LUẬN : Từ các phương pháp tạo phôi trên,ta nhận thấy phôi
đúc là phù hợp với chi tiết dã cho nhất vì có nhiều ưu điêm hơn
so với các phương pháp khác.Đặc biệt khi vật liệu làm chi tiết là
Gang Xám.Vậy ta chọn phương pháp tạo phôi là phôi đúc.
4 >. Phương Pháp Chế Tạo Phôi .
- Trong đúc phôi có những phương pháp sau:
a) Đúc trong khuôn cát mẫu gỗ.
Chất lượng bề vật đúc không cao, nhưng giá thành thấp ,
trang thiết bị đơn giản.,thích hợp cho dạng sản suất đơn
chiếc và loạt nhỏ.loại phôi này có cấp chính xác IT16 đến IT17, độ nhám bề
mặt là Rz =160
b). Đúc trong khuôn cát mẫu kim loại.
Nếu thực hiện bằng máy thì có cấp chính xác khá cao,giá thành
thấp hơn so với đúc bằng khuôn mẫu bằng gỗ.Loại này phù hợp
với dạng sản xuất hàng loạt vừa và lớn.
Sử dụng phương pháp này phôi có cấp chính xác : IT15 đến IT16
độ nhám bề mặt : Rz = 80
c). Đúc trong khuôn kim loại .
Độ chính xác cao nhưng giá thành thiết bị lớn, phôi có hình
dáng gần giống chi tiết ,giá thành sản phẩm cao.
Loại này phù hợp vởi dạng sản xuất hàng loại lớn và hàng khối
khi sử dụng phương pháp này phôi có cấp chính xác IT14 đến
IT15 .Độ nhám bề mặt Rz = 40Mm.
=> Kết luận :Với những yêu cầu của chi tiết đã cho, tính kinh tế cũng như dạng sản xuất đã chọn ta sẽ chọn phương pháp chế tạo phôi là:
“Đúc trong khuôn kim loại ”
d). Tra lượng dư gia công cơ cho các bề mặt của phôi.
- Tra ( bảng 3-94 tập 1 sổ tay CNCTM) ta có lượng dư gia công
Của vật chính xác I là :
Mặt trên : 2.5mm.
Mặt dưới : 2mm
- Tra (bảng 3-11 sổ tay CNCTM tra theo cấp chính xác 14 cho
Từng kích thước của phôi ta được :
|
Kích thước (mm) |
Dung sai (mm) |
|
36 |
0.620 |
|
14 |
0.430 |
Phôi có :
+ góc nghiêng thoát khuôn : 1o
Ta có được dung sai như hình sau:..............................................
MỤC LỤC
Lời nói đầu
Chương 1: Phân tích chi tiết gia công
1.1. Công dụng
1.2. Điều kiện làm việc
1.3. Yêu cấu kỹ thuật
1.4. Xác định khối lượng chi tiết
1.5. Sản lượng chi tiết
1.6. Vật liệu
Chương 2: Chọn dạng phôi và phương pháp cấu tạo phôi
2.1. Chọn phôi
2.1.1. Chọn dạng phôi
2.1.2. Chọn phương pháp chế tạo phôi
2.1.3. Tra lượng dư gia công cơ cho các bề mặt phôi
2.2. Chọn tiến trình gia công các bề mặt của phôi
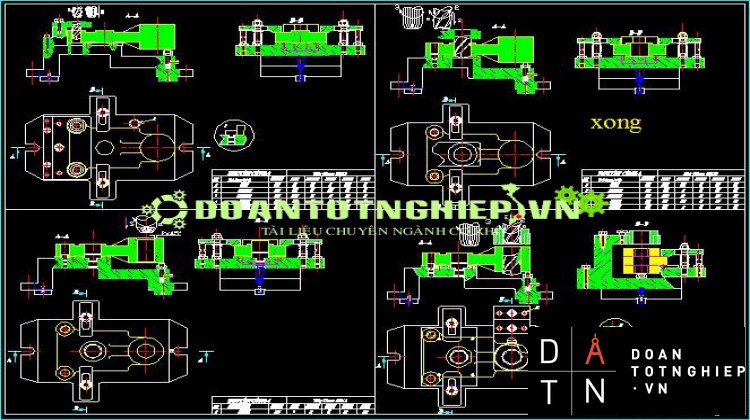
Chương 3: Thiết kế qui trình công nghệ
3.1. Nguyên công 1
3.2. Nguyên công 2
3.3. Nguyên công 3
3.4. Nguyên công 4
3.5.Nguyên công 5
3.6.Nguyên công 6
Chương 4: Xác định lượng dư trung gian và kích thước trung gian
4.1. Xác định lượng dư trung gian bằng phương pháp phân tích
4.2. Xác định lượng dư trung gian bằng phương pháp tra bảng
Chương 5: Xác định chế độ cắt
5.1. Xác định bằng phương pháp phân tích
5.2. Xác định chế độ cắt bằng phương pháp tra bảng
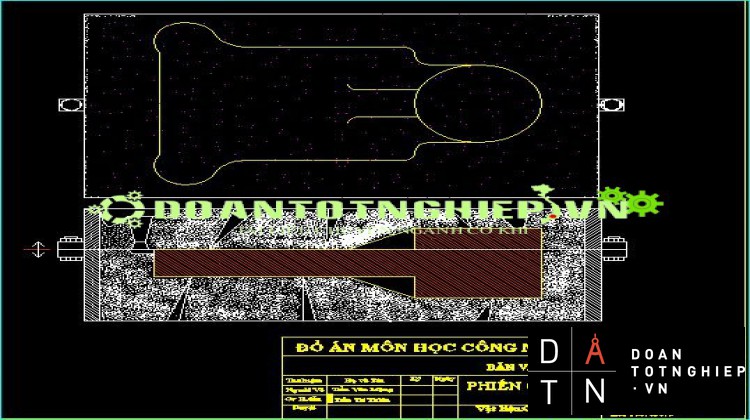
Chương 6: Thiết kế đồ gá khoan
6.1. Nhiệm vụ của đồ gá
6.2. Kết cấu và nguyên lý làm việc
6.3. Xác định phương pháp định vị
6.4. Xac định kích thước và yêu cầu kỹ thuật
6.5. Tính lực cắt và moment cắt khi khoan
6.6. Tính sai số gá đặt
6.7.Chọn đường kính bulông và kiểm tra bền.
Kết luận
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT PHIẾN CƠ SỞ, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết









