THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT TẤM KHUÔN CHÍNH



NỘI DUNG ĐỒ ÁN
, hướng dẫn thiết kế đồ gá
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
PHÂN TÍCH SẢN PHẨM.
1. Nguyên lý làm việc.
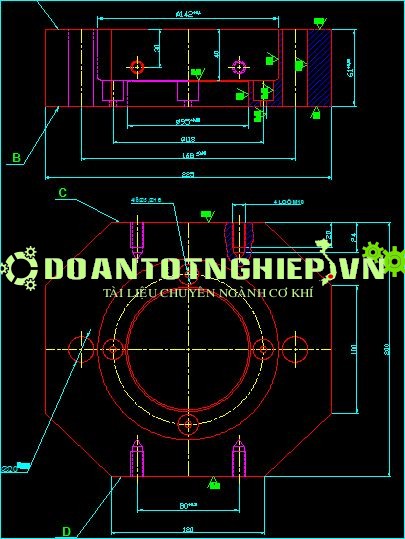
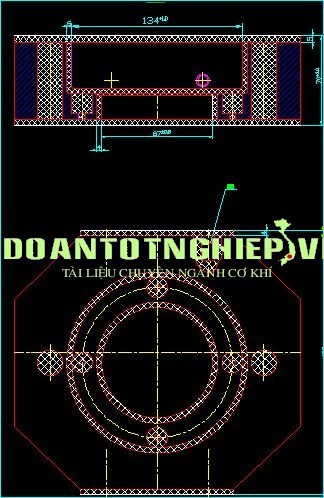
Trong các phương pháp chế tạo phôi, không thể không nói đến việc chế tạo phôi bằng phương pháp đúc. Do đó việc thiết kế và chế tạo các tấm khuôn là rất cần thiết và thực dụng. Tấm khuôn chính là loại khuôn được đúc bằng gang. Được sử dụng rộng rải dùng để đúc các chi tiết có độ chính xác, độ nhám bề mặt, hình dáng hình học cao…Tấm khuôn chính được bắt chặt trên băng máy bằng các con vít và bulông-đai ốc và rót kim loại vào.
Muốn tấm khuôn chính đúc được chi tiết đạt cấp chính xác, độ nhám bề mặt, độ chính xác hình học cao, ta cần lắp thêm các chi tiết định vị cũng như các phần khuôn khác (những phần khuôn còn lại).Khi đó tấm khuôn có thể đúc ra được cac sản phẩm đạt theo yêu cầu.
.........................
Sản lượng chế tạo trong 1 năm.
Mục đích của phần này là xác định hình thức tổ chức sản xuất, để từ đó cải thiện công nghệ của chi tiết.
Để thực hiện việc này trước hết ta cần xác định sản lượng chi tiết chế tạo trong 1 năm.
Gọi N là số sản lượng chi tiết chế tạo trong 1 năm.
Với dạng sản xuất hàng loạt vừa, tra bảng 1-1 trang 19 tài liệu công nghệ CT máy ta được sản lượng chi tiết chế tạo trong 1 năm N = 320 chi tiết/năm.
Vì dạng sản xuất hàng loạt vừa nên xác định nhịp sản xuất theo công thức .....................
Chọn phôi
Để chọn loại phôi ta căn cứ vào hai yếu tố sau :
– Vật liệu chế tạo chi tiết.
– Điều kiện làm việc của chi tiết và các yêu cấu về cơ lí tính.
Theo bản vẽ chế tạo thì chi tiết được gia công là GX 21-40. Đây là loại vật liệu giòn, không biến dạng dẻo. Mà các phương pháp chế tạo phôihiện nay gồm có : đúc khuôn cát, đúc trong khuôn vỏ mỏng, đúc trong khuôn kim loại, đúc áp lực, đúc trong khuôn mẫu nóng chảy, đúc li tâm… Trong các phương pháp trên, phương pháp đúc trong khuôn cát là phương pháp chế tạo phôi được sử dụng rộng rãi nhất ( sử dụng đến 80% ).Vì vậy ta chọn phương pháp đúc trong khuôn cát là tối ưu nhất.
2. Phương pháp chế tạo phôi.
Để chọn phương pháp chế tạo phôi ta căn cứ vào các yếu tố sau :
– Hình dạng kích thước của chi tiết máy.
– Sản lượng hoặc dạng sản xuất.
– Điều kiện sản xuất của xí nghiệp.
a) Chọn mẫu
– Chọn mẫu kim loại thường dùng cho sản xuất hàng loạt vừa trở lên.
b) Chọn mặt phân khuôn.
– Mặt phân khuôn phải đi qua tiết diện thuận lợi nhất của mẫu để lấy mẫu ra khỏi khuôn dễ dàng.
– Mặt phân khuôn phải phẳng, số mặt phân khuôn cần ít nhất.
Vì vậy ta chọn mặt B làm mặt phân khuôn.
c) Số hòm khuôn
– Dùng hai hòm khuôn để tiện việc lấy mẫu và rót kim loại vào khuôn.
3. Xác định lượng dư tổng cho các bề mặt phôi.
Lượng dư gia công của vật đúc bằng gang, cấp chính xác 2 khi đúc
+ Mặt A : 5 mm ( mặt trên )
+ Mặt B : 4 mm ( mặt dưới )
+ Các mặt bên khi đúc : 4mm
( Các trị số trên được tra trong bảng 28-1 tài liệu sổ tay thiết kế công nghệ chế tạo máy )
Phôi đúc sau khi đúc xong phải qua các công đoạn mài bỏ đậu ngót, hệ thống rót chưa lấy hết ở nguyên công thoát phôi. Đưa qua máy phun bi d = 3÷5mm để làm sạch mặt ngoài của phôi.
4. yêu cầu kĩ thuật
– Phôi không bị rỗ xỉ, rỗ khí, rỗ co, cháy cát.
– Phôi không bị nứt.
– Phôi không bị biến trắng.
.......................................
: THIẾT KẾ QUI TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT

1. Xác định đường lối sản xuất công nghệ.
Trong dạng sảnxuất hàng loạt vừa, qui trình công nghệ được xác định theo nguyên tắc phân tán hoặc tập rung nguyên công. Theo nguyên tắc phân tán nguyên công thì qui trình công nghệ được chia ra các nguyên công đơn giản có thời gian như nhau.
Ở đây mỗi máy thực hiện một nguyên công nhất định, đồ gá được sử dụng là đồ gá chuyên dùng.
2. Chọn phương pháp gia công.
Đối với dạng sản xuất hàng loạt vừa và hàng loạt lớn muốn chuyên môn hoá cao để có thể đạt năng suất cao trong điều kiện sản xuất Việt Nam thì đường lối công nghệ thích hợp nhất là phân tán nguyên công ( ít bước công nghệ trong một nguyên công). Ơ đây ta dùng máy vạn năng kết hợp với đồ gá chuyên dùng và các máy chuyên dùng để chế tạo.
Sau khi phân tích kĩ chi tiết ta bắt đầu phân chia các bề mặt gia công và chọn phương pháp gia công thích hợp để đạt độ chính xác về kích thước và độ nhám theo yêu cầu.
3. Chọn chuẩn công nghệ.
Chuẩn công nghệ là bề mặt chi tiết được dùng để định vị chi tiết trong quá trình gia công, lắp ráp, sửa chữa. Việc chọn chuẩn công nghệ thích hợp tạo điều kiện thuận lợi cho việc thực hiện các nguyên công dễ dàng, nhanh chóng và chính xác đảm bảo yêu cầu kỉ thuật và chỉ tiêu kinh tế.
Xác định chuẩn thô : là chuẩn xác định trên những bề mặt chưa qua gia công cắt gọt, việc chọn chuẩn thô phải đảm bảo phân bố đủ lượng dư cho bề mặt gia công và đảm bảo độ chính xác cần thiết về vị trí tương quan giữa các bề mặt với nhau. Chọn chuẩn thô phải tuân thủ 5 nguyên tắc chọn chuẩn thô.
Xác định chuẩn tinh : là chuẩn xác định trrên những bề mặt đã qua gia công cắt gọt. Việc chọn chuẩn tinh phải tuân thủ 5 nguyên tắc chọn chuẩn tinh.
Sau khi xác định chuẩn thô, chuẩn tinh phù hợp, tiến hành lập trình tự gia công nhằm đảm bảo yêu cầu kĩ thuật, tính kinh tế, nâng cao năng suất nhờ vào việc giảm thời gian gia công, thời gian phụ.
4. Lập tiến trình công nghệ.
+ Nguyên công I :
– Chuẩn bị phôi : mài bỏ các phần thừa (rìa mép, đậu ngót, đậu hơi…). Làm sạch phôi. Kiểm tra các kích thước của phôi. Thường hoá phôi.
– Máy phun bi, máy siêu âm, máy mài đá.
+ Nguyên công II :
– Phay thô mặt A
° Định vị mặt B : 3 bậc
° Định vị mặt C : 2 bậc
° Máy phay 6H12
° Dao phay mặt đầu gắn hợp kim cứng BK6.
+ Nguyên công III :
– Phay thô đồng thời hai mặt C và D
° Định vị mặt A : 3 bậc
° Định vị mặt E : 2 bậc
° Định vị vào lỗ Þ95 : 1 bậc
° Máy phay 6H82
° Dao phay đĩa 3 mặt răng
+ Nguyên công IV :
– Phay thô mặt B
° Định vị mặt A : 3 bậc
° Định vị mặt C : 2 bậc
° Máy phay 6H82
° Dao phay mặt đầu gắn hợp kim cứng BK6
+ Nguyên công V
– Khoét - doa lỗ Þ142+0,1 và Þ95+0,089 ; vát mép 1,5×45
° Định vị mặt B : 3 bậc
° Định vị mặt C : 2 bậc
° Định vị mặt E : 1 bậc
° Máy doa ngang 278
° Dao khoét đuôi lắp, răng chắp hợp kim cứng. Dao doa đuôi liền, răng chắp hợp kim cứng. Dao vát mép gắn hợp kim cứng BK8.
+ Nguyên công VI
– Khoan – khoét – doa 4 lỗ Þ20+0.021
° Định vị mặt B : 3 bậc
° Định vị mặt C : 1 bậc
° Định vị lỗ Þ95 : 2 bậc
° Máy doa toạ độ 2431
° Dao khoan ruột gà, đuôi côn P9. Dao khoét răng liền, gắn hợp kim cứng BK8. Dao doa cán liền, gắn hợp kim cứng BK8.
+ Nguyên công VII :
– Phay tinh đồng thời 2 mặt C và D
° Định vị mặt A : 3 bậc
° Định vị mặt E : 2 bậc
° Định vị vào lỗ Þ95 : 1 bậc
° Máy phay 6H82
° Dao phay đĩa 3 mặt răng
+ Nguyên công VIII
– Phay tinh mặt A
° Định vị mặt B : 3 bậc
° Định vị mặt C : 2 bậc
° Máy phay 6H12
° Dao phay mặt đầu gắn hợp kim cứng BK6
+ Nguyên công IX
– Phay tinh mặt B
° Định vị mặt A : 3 bậc
° Định vị mặt C : 2 bậc
° Máy phay 6H12
° Dao phay mặt đầu gắn hợp kim cứng BK6
+ Nguyên công X
– Khoan lỗ Þ5
° Định vị mặt B : 3 bậc
° Định vị mặt C : 1 bậc
° Định vị lỗ Þ95 : 2 bậc
° Máy doa 2M75
° Dao khoan ruột gà, đuôi côn gắn hợp kim cứng BK6.
+ Nguyên công XI
– Khoan – khoét 4 lỗ Þ16
° Định vị mặt B : 3 bậc
° Định vị mặt C : 1 bậc
° Định vị lỗ Þ95 : 2 bậc
° Máy doa 2M75
° Dao khoan ruột gà, đuôi côn gắn hợp kim cứng BK6. Dao khoét răng liền, đuôi gắn hợp kim cứng.
+ Nguyên công XII
– Khoan – tarô ren 2 lỗ M10
° Định vị mặt B : 3 bậc
° Định vị mặt C : 1 bậc
° Định vị lỗ Þ95 : 2 bậc
° Máy doa 2A55
° Dao khoan ruột gà, đuôi côn gắn hợp kim cứng BK8. Mũi tarô thép gió P8.
+ Nguyên công XIII
– Khoan – tarô ren 2 lỗ M10
° Định vị mặt B : 3 bậc
° Định vị mặt C : 1 bậc
° Định vị lỗ Þ95 : 2 bậc
° Máy doa 2A55
° Dao khoan ruột gà, đuôi côn gắn hợp kim cứng BK8. Mũi tarô thép gió P8.
+ Nguyên công XIV
– Mài mặt A
° Định vị mặt B : 3 bậc
° Định vị lỗ Þ95 : 2 bậc
° Máy mài 3731
° Đá mài hình trụ.
+ Nguyên công XV
– Tổng kiểm tra.
.............................
* Biện luận nguyên công
Nguyên công I :Chuẩn bị phôi
– Bước 1 : Chọn phôi đúc
Do tính chất sản xuất và công dụng của chi tiết nên ta chọn phôi đúc.
– Bước 2 : Mài bỏ các phần thừa
Trong quá trình đúc sau khi thành thành phẩm phôi thường có các ba via, phần thừa dư đó ta cần phải mài bỏ trước khi vào các nguyên công tiếp theo.
– Bước 3 : Làm sạch phôi đúc
Để đảm bảo quá trình gia công chính xác ở các nguyên công sau ta phải kiểm tra kích thước phôi sau khi đúc, phôi sau khi đúc ra phải có kích thước đúng với yêu cầu bản vẽ đúc đã được ghi trên bản vẽ.
– Bước 5 : Kiểm tra các khuyết tật của phôi
Phôi sau khi đúc xong thường có những hiện tượng rỗ khí, rỗ xỉ do trong quá trình rót kim loại vào khuôn dòng kim loại chảy tầng vào hòm khuôn làm cho phôi bị các khuyết tật. Do đó sau khi kiểm tra phôi, những phôi không đạt yêu cầu sẽ loại bỏ.
– Bước 6 : thường hoá phôi
Phôi sau khi đúc xong cấu trúc mạng tinh thể không đều nên người ta phải thường hoá phôi bằng cách ủ nhiệt hoặc nung trong lò than…nhằm khử ứng suất dư.
Nguyên công II : Phay thô mặt A
Ta chọn chuẩn định vị là mặt B khử 3 bậc tự do, mặt C khử 2 bậc tự do. Sở dĩ ta chọn mặt B làm chuẩn định vị là vì khi đúc mặt B nằm ở mặt phân khuôn nên lượng dư nhỏ và bề mặt phẳng đều, vị trí tương quan khi đúc cao (áp dụng 5 nguyên tắc chọn chuẩn thô). Mặt B khử 3 bậc tự do (khử chiều quay Ox, quay Oy, tịnh tiến Oz), mặt C khử 2 bậc tự do( quay Oz , tịnh tiến Oy) nhằm đảm bảo độ chính xác về vị trí tương quan cho các nguyên công kế tiếp.
Việc thiết kế đồ gá gia công mặt A đơn giản và thực hiện trên máy phay 6H82, máy phay này có đặc tính kĩ thuật như sau :
+ Khoảng cách từ trục hoặc mặt đầu dao tới bàn máy : 30 ÷400mm
+ Kích thước bàn máy 320 ×1250mm
+ Số cấp chạy dao là 18mm
+ Giới hạn chạy dao là ( mm/phút ) :










