Thiết kế quy trình công nghệ gia công chi tiết TAY BIÊN LỚN
NỘI DUNG ĐỒ ÁN
Thiết kế quy trình công nghệ gia công chi tiết TAY BIÊN LỚN, đồ án môn học công nghệ chế tạo máy TAY BIÊN LỚN, bài tập lớn công nghệ chế tạo máy TAY BIÊN LỚN, thiết kế quy trình công nghệ gia công chi tiết TAY BIÊN LỚN
Ngày nay khoa học kỹ thuật phát triển rất mạnh trong tất cả các nghành,các lĩnh vực.Đặc biệt là ngành cơ khí chế tạo máy.Ngành cơ khí chế tạo máy là một trong những ngành then chốt thúc đẩy sự phát triển của đất nước trong thời kỳ công nghiệp hóa hiện đại hóa đất nước.Muốn đạt được điều đó thì vấn đề đặt ra ở đây phải có trang thiết vị công nghệ và nguồn nhân lực.Nguồn nhân lực phải có trình độ về chuyên môn kỹ thuật mới có thể phẩn tích tổng hợp các yêu cầu kỹ thuật đặt ra của bản vẽ để từ đó đưa ra đường lối công nghệ hợp lý phục vụ cho nhu cầu sản xuất
Trong cơ khí muốn đạt được chất lượng sản phẩm cũng như muốn nâng cao độ chính xác về kích thước,hình dáng hình học,vị trí tương quan phải hội đủ các điều kiện sau : máy,dao,đồ gá,chi tiết gia công….
Để chuẩn bị cho việc ra trường,chúng em có nhận đồ án tốt nghiệp.Nhóm em được giao đồ án “Thiết kế qui trình công nghệ gia công chi tiết : tay biên lớn”. Nó không những giúp chúng em củng cố và vận dụng những kiến thức đã học ở nhà trường vào trong thực tế công việc, mà còn tạo điều kiện giúp chúng em tiếp cận và am hiểu hơn về lĩnh vực chế tạo trong thực tế.
Mặc dù rất cố gắng, nhưng vì kiến thức, kinh nghiệm và thời gian không cho phép, cho nên trong quá trình tiến hành làm đồ án chúng em không thể tránh khỏi những thiếu sót. Vậy, kính mong quý thầy cô thông cảm và tận tình chỉ bảo.
PHẦN 1 : PHÂN TÍCH CHI TIẾT GIA CÔNG
- Phân tích tính năng công dụng của chi tiết gia công
- Tay biên là 1 chi tiết dạng càng,chúng là loại chi tiết có một hoặc một số lỗ cơ bản mà tâm của chúng song song hoặc tạo với nhau 1 góc nào đó.
Chi tiết dạng càng thường có công dung biến chuyển động thẳng của chi tiết này
( thường là piston của động cơ ) thành chuyển động quay của chi tiết khác ( trục khuỷu ) hoặc ngược lại,chi tiết dạng càng còn dùng để đẩy bánh răng ( khi cần thay đổi tỉ số truyền trong các hộp tốc độ ).
- Điều kiện làm việc của chi tiết dạng càng đòi hỏi khá cao
+ Luôn chịu ứng suất thay đổi theo chu kỳ.
+ Luôn chịu lực tuần hoàn va đập.
- Phân tích vật liệu chế tạo chi tiết
Vật liệu chế tạo chi tiết tay biên lớn là gang xám 15 – 32
- Giải thích ký hiệu
- GX : là tên viết tắt của gang xám
- 15 : chỉ giới hạn bền kéo của gang xám
- 32 : chỉ giới hạn bền uốn của gang xám
- Độ cứng bề mặt do trên bản vẽ không ghi nên CTGC có độ cứng nằm trong khoảng độ cứng của gang xám GX 15 – 32 là
- Thành phần hóa học của GX 15 – 32
|
C |
Si |
Mn |
S |
P |
|
3,5¸3,7% |
2¸4% |
0,5 ¸ 0,8 |
£ 0,15% |
£ 0,3% |
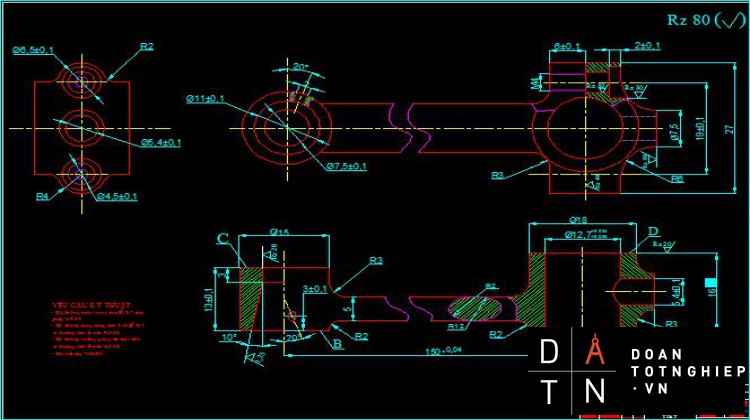
- Phân tích độ chính xác của chi tiết
Chi tiết gia công phải đảm bảo yêu cầu về kích thước sau:
- Độ chính xác về kích thước
- kích thước 150+0.04 :
Kích thước danh nghĩa là 150,theo bảng 1.4 trang 4 BTDSLG có ES = 0,04 ; EI = 0,04 và IT = 0,08.Theo TCVN 2244-77 kích thước này là cấp chính xác IT 13.
- kích thước 12 0.1 :
Kích thước danh nghĩa là 12,theo bảng 1.4 trang 4 BTDSLG có ES = 0,1 ; EI = 0,1 và IT = 0,2.Theo TCVN 2244-77 kích thước này có cấp chính xác IT 13.
- kích thước 16 :
Kích thước danh nghĩa là 16, theo bảng 1.4 trang 4 BTDSLG có ES = 0,006 ; EI = 0,017 và IT = 0,023.Theo TCVN 2244-77 kích thước này có cấp chính xác IT13.
- kích thước 19 0,1 :
Kích thước danh nghĩa là 19,theo bảng 1.4 trang 4 BTDSLG có ES = 0,1 ; EI = 0,1 và IT = 0,2.Theo TCVN 2244-77 kích thước này có cấp chính xác IT13.
- kích thước 27 :
Kích thước danh nghĩa là 27, theo bảng 1.4 trang 4 BTDSLG có ES = 0,33 ; EI = 0,33 và IT = 0,66.Theo TCVN 2244-77 kích thước này có cấp chính xác IT13.
- kích thước 5,4 0,1 :
Kích thước danh nghĩa là 5,4, theo bảng 1.4 trang 4 BTDSLG có ES = 0,1 ; EI = 0,1 và IT = 0,2.Theo TCVN 2244-77 kích thước này có cấp chính xác IT13.
- kích thước 7,5 :
Kích thước danh nghĩa là 7,5, theo bảng 1.4 trang 4 BTDSLG có ES = 0,2 ; EI = 0,2 và IT = 0,4.Theo TCVN 2244-77 kích thước này có cấp chính xác IT13.
- kích thước lỗ 12,7 :
Kích thước danh nghĩa là 12,7,theo bảng 1.14 trang 18 BTDSLG có ES = 0,43 ; EI = 0 và IT = 0,43.Theo TCVN 2245-99 kích thước này có cấp chính xác 10H9
- kích thước lỗ 18 :
Kích thước danh nghĩa là 18,theo bảng 1.14 trang 18 BTDSLG có ES = 0,43 ; EI = 0 và IT = 0,43.Theo TCVN 2245-99 kích thước này có cấp chính xác 10H9
- kích thước lỗ 15 :
Kích thước danh nghĩa là 18,theo bảng 1.14 trang 18 BTDSLG có ES = 0,43 ; EI = 0 và IT = 0,43.Theo TCVN 2245-99 kích thước này có cấp chính xác 10H9
- kích thước lỗ 4,5 :
Kích thước danh nghĩa là 4,5 theo bảng 1.14 trang 18 BTDSLG có ES = 0,43 ; EI = 0 và IT = 0,43.Theo TCVN 2245-99 kích thước này có cấp chính xác 10H9
- kích thước lỗ 6,5 :
Kích thước danh nghĩa là 6,5 theo bảng 1.14 trang 18 BTDSLG có ES = 0,43 ; EI = 0 và IT = 0,43.Theo TCVN 2245-99 kích thước này có cấp chính xác 10H9
PHẦN 2 : XÁC ĐỊNH DẠNG SẢN XUẤT
- Tính trọng lượng chi tiết
- Ta tiến hành chia chi tiết ra nhiều phần nhỏ để tính toán sau đó tổng các thể tích đó lại ta được trọng lượng chi tiết.
Gọi V là tổng thể tích các thể tích nhỏ được chi trên chi tiết.Sau đây là thể tích thành phần.
- V1 là thể tích hình trụ tròn :
V1 = 13 x 3.14 x 7.52 = 2296.125 mm3
- V2 là thể tích hình trụ tròn :
V2 = 133.5 x 3.14 x 2.52 = 2619.9315 mm3
- V3 là thể tích hình trụ tròn :
V3 = 27 x 3.14 x 92 = 6867.18 mm3
- V4 là thể tích hình trụ tròn :
V4 = 3.752 x 3.14 x 13 = 574.03 mm3
- V5 là thể tích hình trụ tròn :
V5 = 3,14 x 12 x 2 = 6.28 mm3
- V6 là thể tích hình trụ tròn :
V6 = 3,14 x 3.252 x 2 = 66.3325 x 2 = 132.665 mm3
- V7 là thể tích hình trụ tròn :
V7 = 2.252 x 3.14 x 2 = 31.7925 x 2 = 63.585 mm3
- V8 là thể tích hình trụ tròn :
V8 = 6 x 3.14 x 22 = 75.36 x 2 = 150.72 mm3
- V9 là thể tích hình trụ tròn :
V9 = 16 x 3.14 x 6.352 = 2025.8 mm3
- V10 là thể tích hình trụ tròn :
V10 = 6.35 x 3.14 x 2.72 = 145.35 mm3
Như vậy ta có tổng thể tích như sau :
V = ( V1 + V2 + V3 ) – ( V4 + V5 + V6 + V7 + V8 + V9 + V10 )
= ( 2296.125 + 2619.9375 + 6867.18 ) – ( 574.03 + 6.28 + 132.665 + 63.585 + 150.72 + 2025.8 + 145.35 = 42.67 x 10-6 dm3
Trọng lượng chi tiết :
G = V x = 42.67 x 10-6 x 7.03 = 0.3 kg
= 7,03 trọng lượng riêng của gang xám
G là trọng lượng chi tiết.
- Sản lượng chế tạo trong một năm.
Việc chọn dạng sản xuất nhằm mục đích lựa chọn một qui trình công nghệ hợp lý, nâng cao hiệu quả kinh tế. Hình thức tổ chức sản xuất của sản phẩm tay biên lớn trên là dạng hàng loạt vừa, với khối lượng của chi tiết khoảng 0.3 kg, ta xác định sản lượng chi tiết cần chế tạo trong một năm của nhà máy như sau :
, chiếc/năm
Trong đó :
N: số chi tiết sản xuất được trong 1 năm
N1 : số sản phẩm sản xuất được trong 1 năm, (chiếc).
m : số chi tiết được chế tạo thêm để dự trữ ( 5% - 7% )
: ( 3% - 6% )
: số phần trăm chi tiết phế phẩm trong quá trình chế tạo ( 1% - 3% )
từ khối lượng chi tiết là 0.3kg và dạng sản xuất là hàng loạt vừa, ta chọn:
N1 = 5000 chiếc
m = 2%
= 3% & = 2%
N = 5600 (chiếc/năm)
Giả sử nhà máy làm việc 8 giờ một ngày và một năm làm việc 300 ngày
Số chi tiết chế tạo trong một giờ :
chi tiết/giờ.
PHẦN 3 : CHỌN PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI
- Chọn vật liệu phôi
- Vật liệu chế tạo phôi là gang xám 15 – 32
- Dạng sản xuất hàng loạt vừa
- Hình dáng hình học chi tiết khá phức tạp
Do đó ta chọn phôi đúc,vật liệu là gang xám 15 - 32
- Phương pháp chế tạo phôi
Đối với phôi đúc thì có nhiều phương pháp chế tạo,có các phương pháp sau:
- Đúc trong khuôn cát
- Đây là phương pháp được sử dụng phổ biến nhất.Tuy nhiên việc chế tạo phôi rất tốn thời gian,độ chính xác không cao,giá thành thấp,trang thiết bị đơn giản.Do đó phương pháp này thích hợp cho sản xuất đơn chiếc và hàng loạt vừa.
- Đúc trong khuôn kim loại
- phương pháp này đúc được chi tiết có độ chính xác cao nhưng giá thành cao,thiết bị phức tạp đầu tư lớn,lòng khuôn có hình dạng,vị trí tương quan giống như hình dáng chi tiết cần đúc
- Phương pháp này chủ yếu để đúc kim loại và hợp kim nhôm
- Phương pháp này không đúc được chi tiết phức tạp,thành mỏng và có
khối lượng lớn.Không có khả năng thoát khí nên khó khăn cho công
nghệ đúc.
- Phương pháp này thích hợp với sản xuất hàng loạt với vật đúc đơn
giản,nhỏ hoặc trung bình.
- Đúc trong khuôn mẫu nóng chảy
- Đối với phương pháp này vật đúc có độ chính xác cao nhờ lòng khuôn
không phải lắp ở mặt phân khuôn,không cần chế tạo thao riêng.
- Độ nhám bề mặt được đảm bảo nhờ lòng khuôn nhẵn,không chảy,vật
đúc có thể là vật liệu khó nóng chảy,độ chính xác đạt cấp 11:12,Rz = 40
- Đúc áp lực
- Phương pháp này đúc ra vật đúc không tồn tạ khuyết tật rõ khí,rõ co,đậu ngót,tạo ra vật đúc không cần thao ít hao phí kim loại thích hơp đúc chi tiết có dạng tròn xoay.
- Tuy nhiên phương pháp này đúc các lỗ có đường kính kém chính xác,chất lương bề mặt kém
- Kết luận
- Dựa vào các yêu cầu kỹ thuật của chi tiết đã cho kết hợp với mặt kinh tế và dạng sản xuất nên ta chọn phương pháp đúc trong khuôn cát.Vì chi tiết không cần độ chính xác cao,giá thành tạo khuôn thấp nên có lơi cho kinh tế,thiết bị đơn giản,dạng sản xuất hàng loạt vừa.
Sơ đồ đúc :
- Xác định lương dư tổng cho bề mặt phôi
Tra bảng lương dư gia công vật đúc bằng thép cấp chính xác 2 trong sổ tay công nghệ chế tạo máy ta được:
- Lương dư bề mặt A: 4mm
- Lương dư bề mặt D : 3mm
- Lương dư bề mặt B : 4mm
- Lương dư bề mặt C : 3mm
Bản vẽ lồng phôi :
.........................
Các vị trí trên được tra trong tài liệu sổ tay thiết kế CNCTM.phôi đúc sau khi đúc xong phải qua các công đoạn mài bỏ đậu ngót hệ thống rót chưa lấy hết ở NC thoát phôi đưa qua máy hóa chất để làm sạch mặt ngoài của phôi.
- Yêu cầu kỹ thuật
- Phôi không bị rỗ xỉ,rỗ khí,rỗ co,cháy cát
- Phôi không bị biến cứng
- Phôi không bị nứt
- Phôi đảm bảo đúng hình dạng hình học,kích thước và lương dư đúng
dung sai.
PHẦN 4 : THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG TAY BIÊN LỚN
- Xác định đường lối công nghệ
Trong dạng sản xuất hàng loạt vừa QTCN được xác định theo nguyên tác phân tán nguyên công hoặc tập trung nguyên công.Theo nguyên tắc phân tán nguyên công thì quy trình công nghệ được chia ra các nguyên công đơn giản có thời gian như nhau.Ở đây mỗi máy thực hiện một nguyên công nhất định.Đồ gá sử dụng là đồ gá chuyên dùng.
- Chọn phương pháp gia công
Đối với dạng sản xuất hàng loạt vừa và hàng loạt lớn muốn chuyên môn hóa cao để có năng suất cao trong điều kiện sản xuất ở viêt nam thì đường lối công nghệ thích hợp nhất là phân tán nguyên công.Ở đây dùng máy vạn năng sử dụng đồ gá chuyên dùng.
- Lập tiến trình công nghệ
Xác định chuẩn thô là chuẩn định vị trên bề mặt chưa gia công cắt gọt,việc chọn chuẩn thô phải đảm bảo phân bố đủ lượng dư cho bề mặt gia công và đảm bảo độ chính xác cần thiết kế về vị trí tương quan giữa các bề mặt với nhau,chọn chuẩn thô phải tuân thủ 5 nguyên tắc chọn chuẩn thô.
Xác định chuẩn tinh là chuẩn xác định trên bề mặt đã qua gia công cắt gọt,việc chọn chuẩn tinh phải đảm bảo theo 5 nguyên tắc chọn chuẩn tinh.
Sau khi xác định chuẩn thô chuẩn tinh phù hợp,tiến hành lập trình tự gia công nhằm đảm bảo yêu cầu kỹ thuật tính kinh tế,nâng cao năng suất nhờ vào việc giảm thời gian gia công,thời gian phụ.
Lập tiến trình công nghê 1
- Nguyên công 1: chuẩn bị phôi ; làm sạch phôi,làm sạch ba via,kiểm tra phôi.
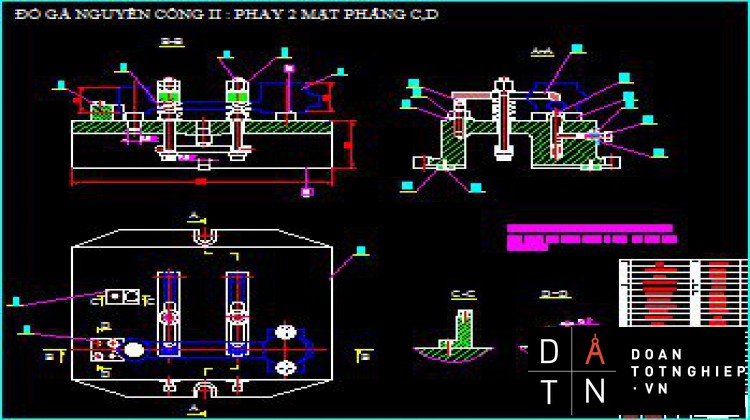
- Nguyên công 2 : phay thô mặt C,D
- Nguyên công 3 : phay thô 2 mặt A,B
- Nguyên công 4 : phay tinh mặt C,D
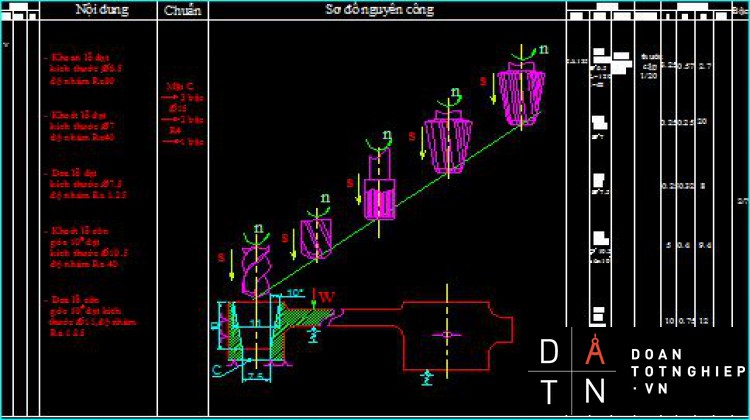
- Nguyên công 5 : khoan khoét doa 7,5 khoét doa lỗ côn 11
- Nguyên công 6 : khoan 3.5 ,khoét 4,5 , khoét 6,5 taro 2
- Nguyên công 7 : phay cắt đứt
- Nguyên công 8 : khoan khoét doa lỗ 12,7
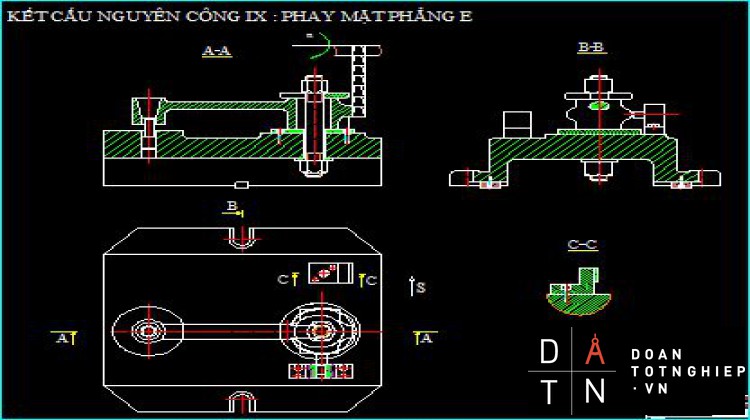
- Nguyên công 9 : phay mặt phẳng
- Nguyên công 10 : khoan lỗ 5,4
- Nguyên công 11 : khoan lỗ 2
- Nguyên công 12 : mạ niken
- Nguyên công 13 : tổng kiểm tra
Lập tiến trình công nghệ 2
- Nguyên công 1 : chuẩn bị phôi
Làm sach phôi,làm sạch ba via,kiểm tra phôi
- Nguyên công 2 : phay thô 2 mặt C,D
Mặt A định vị 1 bậc
Mặt B định vị 2 bậc
15 định vị 2 bậc
- Nguyên công 3 : phay thô 2 mặt A,B
Mặt D định vị 3 bậc
15 định vị 2 bậc
- Nguyên công 4 : phay tinh 2 mặt C,D
Mặt A định vị 1 bậc
Mặt B định vị 2 bậc
15 định vị 2 bậc
- Nguyên công 5 : khoan khoét doa lỗ 7,5 khoét doa lỗ côn 11
Bước 1 : Khoan lỗ 6,5
Bước 2 : khoét lỗ 7
Bước 3 : doa lỗ 7,5
Bước 4 : khoét lỗ côn 10,5
Bước 5 : doa lỗ côn 11
Mặt C định vị 1 bậc
Mặt D định vị 2 bậc
15 định vị 2 bậc
- Nguyên công 6 : khoan lỗ 3.5,khoét lỗ 4,5 ,khoét lỗ 6,5 taro
Bước 1 : Khoan lỗ 3.5
Bước 2 : Khoét lỗ 4,5
Bước 3 : khoét lỗ 6,5
Bước 4 : taro ren M4
Mặt C định vị 1 bậc
Mặt D định vị 2 bậc
15 định vị 1 bậc
Thiết kế quy trình công nghệ gia công chi tiết TAY BIÊN LỚN, đồ án môn học công nghệ chế tạo máy TAY BIÊN LỚN, bài tập lớn công nghệ chế tạo máy TAY BIÊN LỚN, thiết kế quy trình công nghệ gia công chi tiết TAY BIÊN LỚN










