THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT TAY BIÊN RÃNH ĐUÔI ÉN

NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT TAY BIÊN RÃNH ĐUÔI ÉN, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết
I. PHÂN TÍCH CHI TIẾT GIA CÔNG
1.1. Điều kiện kỹ thuật
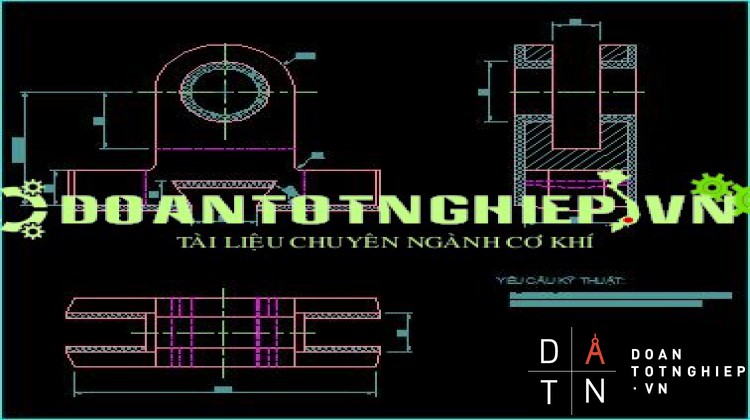
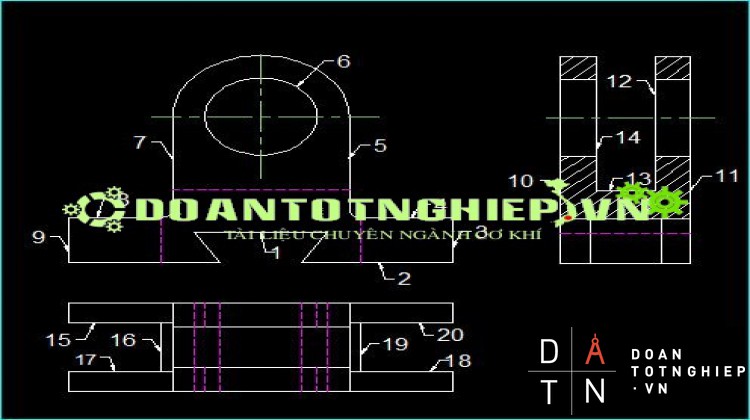
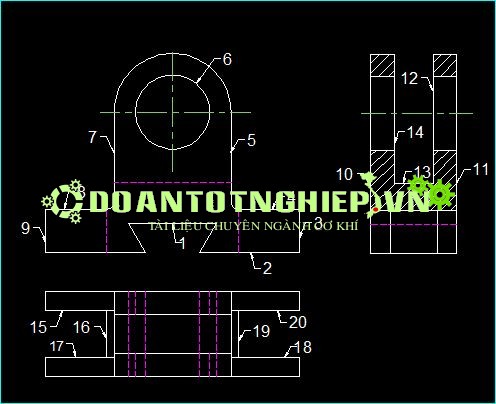
Dựa vào bản vẽ chi tiết, chi tiết của ta sau khi gia công phải đạt được những yêu cầu sau:
- Các bề mặt gia công phải đạt được Rz25 và Rz16.
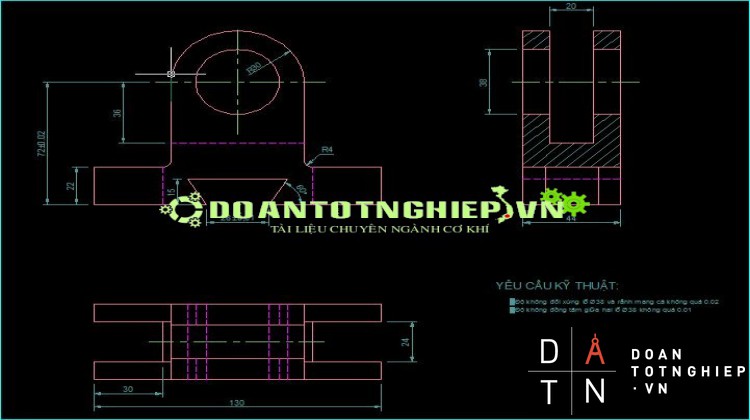
- Độ không đối xứng giữa lỗ O38 và rảnh mang cá không quá 0.02.
- Độ không đồng tâm giữa 2 lỗ O38 không quá 0.01.
- Độ lệch cho phép giữa tâm lỗ O38 và bề mặt rảnh mang cá là ±0.02.
1.2. Chức năng làm việc.

Do thực tế ta không rõ nguồn gốc của chi tiết gia công, vì vậy dựa vào điều kiện kỹ thuật ta có thể phân tích tính năng làm việc của chi tiết như sau:
- Từ yêu cầu độ không đối xứng giữa lỗ O38 và rảnh mang cá không quá 0.02 và yêu cầu độ sai số giữa tâm lỗ O38 và bề mặt rảnh mang cá là 72±0.02, kết hợp với yêu cầu độ không đồng tâm giữa 2 lỗ O38 không quá 0.01. Vì vậy ta có thể khẳng định đây là chi tiết di động. Khi làm việc, chi tiết sẽ trượt trên bề mặt rảnh mang cá và đồng thời chi tiết sẽ đỡ một cái trục gì đó thông qua lỗ O38. Bởi vì lý do đó mà chi tiết có yêu cầu khá cao về vị trí tương quan giữa lỗ O38 và rảnh mang cá.
- Ngoài ra tại chân đế của chi tiết không là một khối vật liệu liền mà lại có 2 rảnh bề rộng là 24, chiều sâu vào là 30, đồng thời lại quy định thêm nhám bề mặt Rz16. Vì vậy, có thể khi chi tiết trượt và đỡ trục thì 2 rảnh ở đế thay đổi vị trí cần gạt của chi tiết khác nào đó. Nếu không như vậy thì không cần phải gia công 2 rảnh để làm gì, sẽ để giảm được chi phí, hạ được giá thành sản phẩm.
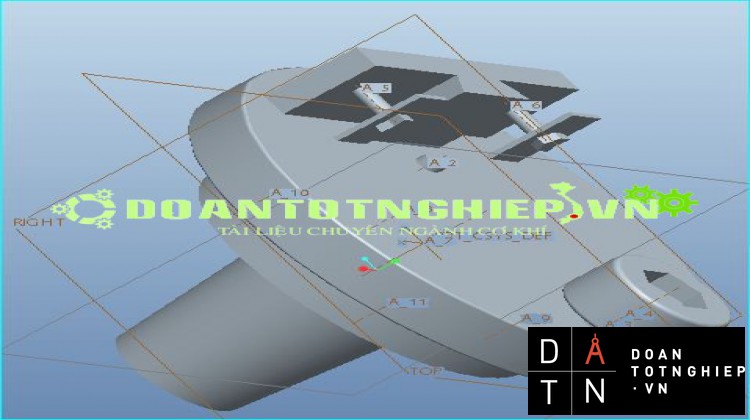
II. TÍNH CÔNG NGHỆ TRONG KẾT CẤU.
- Chi tiết có rảnh mang cá nên khi đúc thì rất khó khăn cho việc tách khuôn, do không tạo được góc thoát khuôn. Vì vậy khi đúc ta không thể đúc thành hình rảnh mang cá được, mà phải đúc thành rảnh vuông, sau đó mới gia công thành rảnh mang cá. Do vậy mà ta phải tốn nhiều thời gian và phải chịu hao phí vật liệu để gia công rảnh mang cá.
- 2 lỗO38 nằm cách nhau một đoạn là 20 và chúng có bề dầy là 12 với tổng kích thước là 44. Vì vậy mà ta có thể dễ dàng gia công 2 lỗ này bằng một dao, nên việc đảm bảo độ đồng tâm là khá dễ dàng.
- Trên bản vẽ thì bề mặt dưới của rảnh mang cá được chọn làm chuẩn kích thước. Khi gia công để đảm bảo kích thước 72±0.02 thì ta cũng chọn mặt này làm chuẩn định vị, đồng thời khi lắp ráp cũng căn cứ vào bề mặt này. Ngoài ra để đảm bảo các vị trí tương quan, ta còn sử dụng mặt này làm định vị để gia công các mặt khác. Vì vậy có thể chọn mặt này làm chuẩn tinh thống nhất, cũng như chuẩn tinh chính.
- Hai mặt đầu của chi tiết là hai mặt phẳng không có gờ và có kích thước tương đối nhỏ (44). Vì vậy khi gia công lỗ ta có thể ghép nhiều chi tiết lại với nhau để gia công cùng lúc.
- Vật đúc là gang xám và có khối lượng nhỏ hơn 2kg. Theo bảng 3-5 trang sổ tay tập 1 thì người ta quy định chiều dầy nhỏ nhất của vách là 3 – 4 mm, nhưng đối với chi tiết của ta thì chiều dầy nhỏ nhất là10 mm. Vì vậy chi tiết của ta có tính công nghệ tốt ở vấn đề này.
- Do yêu câu độ không đối xứng của lỗ O38 và rảnh mang cá không quá 0.02, mà chi tiết của ta khi đúc thì sẽ đặt lõi cho lỗ O38. Mặt khác đối với các chi tiết có lỗ sẳn thì thực tế khi gia công ta gặp khó khăn khi muốn chỉnh lại tâm lỗ. Do vậy khi đúc thì ta phải đặt lõi một cách thật chính xác để dễ dàng cho việc gia công sau này.
- Về hình dáng thì chi tiết của ta có nhiều rảnh, từ đó sinh ra nhiều vách mỏng. Vì vậy nếu lực kẹp lớn và phân bố không đều thì chi tiết dễ bị biến dạng mà cụ thể sẽ bị gãy nhất là đối với các chi tiết có vật liệu là gang.
Kết luận:
Nhìn chung thì chi tiết của ta tương đối phức tạp, tuy nhiên tính công nghệ trong kết cấu vẫn phải đảm bảo như vậy và không có gì thay đổi.....
....................................
............
IV. CHỌN PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI
4.1 VẬT LIỆU
Vật liệu được chọn là gang xám 15 -32 có thành phần hóa học như sau:
|
C% |
Si% |
Mn% |
P% |
S% |
|
3.5 ¸ 3.7 |
2.0 ¸ 2.4 |
0.5 ¸ 0.8 |
≤0.3 |
≤ 0.15 |
- Độ cứng: HB = 163 – 229
- Độ bền kéo: sk = 15 (N/mm2)
- Độ bền uốn: su = 32 (N/mm2)
- PHƯƠNG PHÁP CHẾ TẠO PHÔI
- Theo phân tích tính năng làm việc của chi tiết như phần trước đã đề cập, thì chi tiết làm việc không chịu va đập. Vì vậy vật liệu được chọn là gang xám là hợp lý.
- Mặt khác chi tiết có hình dáng tương đối phức tạp, đồng thời với vật liệu là gang xám. Vì vậy phương pháp chế tạo phôi được chọn ở đây là phương pháp đúc.
- Với dạng sản xuất hàng loạt thì đòi hỏi khuôn đúc phải tháo lắp nhanh, dễ dàng sấy khô và tuổi bền của khuôn phải cao. Vì vậy khuôn đúc được chọn ở đây là khuôn kim loại, sử dụng mẫu gỗ.
-
a. Đặc điểm của phương pháp đúc trong khuôn kim loại sử dụng mẫu gỗ:
- Vật đúc đạt cấp chính xác II.................................
-
PHÂN TÍCH
Nếu sử dụng phương án 1 thì khi gia công 2 mặt đầu 10 và 11 cùng 1 lúc thì:
- phải sử dụng máy vạt mặt, khoan tâm chuyên dùng để có thể lắp 2 con dao vạt mặt gia công cùng lúc.
- Nếu sử dụng máy phay thường, truc nằm ngang lắp 2 dao và dùng bạc so dao, thì ta phải sử dụng dao phay mặt đầu răng chấp mảnh hợp kim cứng có đường kính từ 250 trở lên mới gia công được.
- Mặt khác, vấn đề quan trọng là chi tiết của ta có nhiều rảnh ( rảnh giữa, 2 rảnh đế và rảnh mang cá). Từ đó tạo ra những vách mỏng, khi gia công thì đòi hỏi lực kẹp phải vừa phải, tránh biến dạng. Chình vì vậy mà việc sử dụng 2 dao để gia công cùng lúc khó thực hiện được bời lý do tính cứng vững của chi tiết gia công.
Nếu sử dụng phương án 3 thì vấn đề khó khăn nhất chính là vấn đề đồ gá để gia công rảnh mang cá (nguyên công 2). Khi đó sử dụng rảnh giữa ( rảnh đã gia công ở nguyên công 1) để định vị. Do rãnh này có bề dầy nhỏ 20mm, chiều sâu của rãnh là 66 mm nên phần định vị trên đồ gá khó đảm bảo cứng vừng được khi buộc phải định vị ở phần này.
Kết luận:
Qua việc phân tích trên thì ta thấy phương án 1 và phương án 3 gặp những khó khăn và hạn chế như đã phân tích. Vì vậy phương án 2 là phương án cần hướng đến để tiến hành gia công.
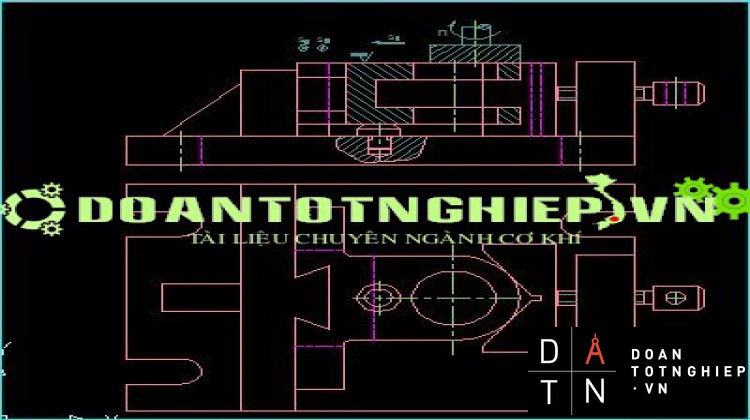
VI. THIẾT KẾ NGUYÊN CÔNG
IX. TÍNH VÀ THIẾT KẾ ĐỒ GÁ
- Thông số về máy phay 6H11: ( [3] ; bảng 9 – 38 ; trang 74 )
Bề rộng bàn máy: B = 250 mm
Bề dài bàn máy : L = 1000 mm
Khoảng cách giữa 2 rảnh chữ T: l = 50 mm
Số rãnh chữ T : n = 3
- Phương pháp định vị:
+ Định vị tại rãnh mang cá để gia công mặt phẳng ( chuẩn tinh thống nhất )
+ Dùng chốt tỳ để khống chế dịch chuyển theo phương thẳng đứng đạt kích thước 44
Þ Vậy đồ gá khi thiết kế phải có cơ cấu định vị là rãnh mang cá ( rãnh dương ) hay còn gọi là mộng đực, đồng thời trên thân đồ gá còn lắp thêm chốt tỳ. Chốt tỳ và mộng đực là hai chi tiết định vị của đồ gá.
- Chi tiết tại nguyên công thiết kế đồ gá thể hiện như hình sau:.......................................
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT TAY BIÊN RÃNH ĐUÔI ÉN, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết







