THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THÂN VÒI PHUN


NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THÂN VÒI PHUN, hướng dẫn thiết kế đồ gá
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
Phần 1. PHÂN TÍCH CHI TIẾT GIA CÔNG (CTGC).
1.1. Phân tích công dụng và điều kiện làm việc của CTGC
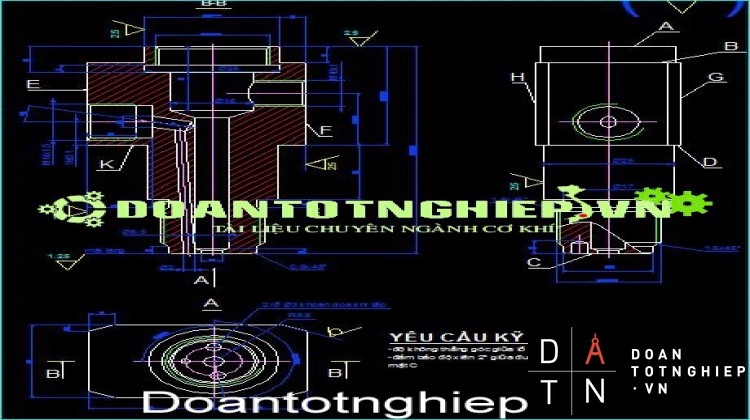
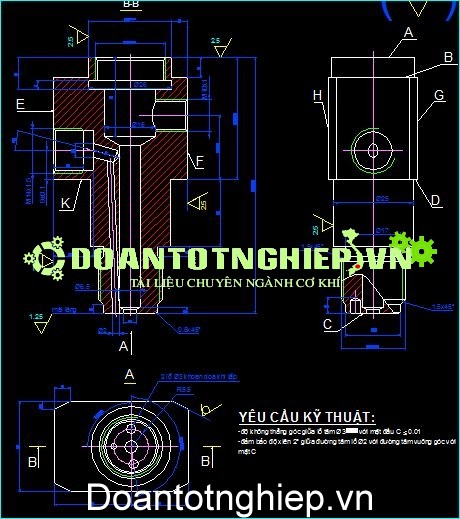
- Thân vòi phun là một chi tiết trong cụm chi tiết vòi phun. Thân vòi phun được dùng để lắp với chi tiết êcu tròng bằng bề mặt ren ngoài M20x1,5.
-trong thân vòi phun có các lỗ E4 và E2 có tác dụng dẩn dầu áp suất cao tới kim phun, lỗ E 6,5 để xỏ đủa đẩy kim phun trong, gắn lò so vào trong lỗ E16 và bệ đỡ lò xo…
- Thân vòi phun làm việc trong môi trường có áp suất dầu lớn,nhiệt độ cao , chịu va đập (giữa bệ đỡ và kim phun)
1.2. Phân tích vật liệu chế tạo CTGC.
Điều kiện , chức năng làm việc của chi tiết : cần độ cứng vững , chịu mài mòn , chịu ma sát , chịu va đập ,chịu nhiệt độ cao và chống rung động nên ta chọn vật liệu bằng gang xám . Gang xám có graphit ở dạng tấm có cơ tính thấp hơn nhiều so với thép : độ bền , dai….
-Thành phần hóa học:
|
Độ cứng |
C |
Si |
Mn |
S |
P |
|
HB200 |
2,8-3 % |
1,5-3 % |
0,5-10 % |
<0,14 % |
0,1-0,2 % |
- Kí hiệu GX 32-52 theo TCVN :
+ GX : kí hiệu gang xám.
+ 32 : Giới hạng bền kéo 320 kg/mm2 .
+ 52 : Giới hạng bền uốn 520 kg/ mm2 .
Yếu tố ảnh hưởng gang xám:
+ cấu trúc mạng tinh thể graphit dạng tấm, graphit càng dài => cơ tính càng giảm
+nền kim loai của gang: peclit có độ bền cao hơn ferit-peclit nền
ferit-peclit có độ bền cao hơn ferit .
- Biện pháp nâng cao cơ tính :
+ Giảm lượng cacbon nằm trong khoản 2,2-2,5 %
+ Làm cho graphit nhỏ mịn , phân bố đều
+ Đưa thêm hợp kim vào => chống mài mòn , ăn mòn , rung động
+ Ủ phôi làm cho phôi ổn định mạng tinh thể .
1.3. Phân tích kết cấu, hình dạng CTGC
- Với kết cấu hình dạng như trên bản vẽ, thì ta thấy chi tiết thuộc dạng trụ
- kích thước 80±0,02 gia công đạt cấp chính xát 8
- kich thướcE26+0,05 gia công đạt cấp chính xát 9 ta cần tiện tinh
- mặt đầu C gia công đạt cấp độ nhám cấp 7 ta cần phải mài thô
- các lỗ xiên E2,E4 và lỗ E6,5 khi gia công cần có cữ hành trình
1.4. Phân tích độ chính xác gia công:
a.Độ chính xác kích thước :
- Trên bản vẽ chi tiết gia công thể hiện 2 loại kích thước:
+ Kích thước sai lệch có chỉ dẫn.
+ Kích thước sai lệch không chỉ dẫn.
* Kích thước sai lệch có chỉ dẫn:
- Kích thước 80±0.023
+ Kích thước danh nghĩa 80mm.
+ Sai lệch trên :ES=0.023mm.
+ Sai lệch dưới :EI=0.023mm
Þ Dung sai : ITD = ES-EI = 0.046mm.
Tra bảng 1.4/4 tập bảng tra dung sai lắp ghép của Nguyễn thanh lâm theo TCVN 2245 – 99 cấp chính xác 8
- Kích thước Ø26+0.052
+ Kích thước danh nghĩa 26mm.
+ Sai lệch trên :ES=0,052mm.
+ Sai lệch dưới :EI=0.
Þ Dung sai : ITD = ES-EI = 0.052mm.
Tra bảng 1.4/18 Tập bảng tra dung sai lắp ghép của Nguyễn Thành Lâm theo TCVN 2245 – 99 cấp chính xác 9
Kí hiệu : 26H9
- Kích thước 38±0.125
+ Kích thước danh nghĩa 38mm.
+ Sai lệch trên :ES=0.125mm.
+ Sai lệch dưới :EI=0.125mm
Þ Dung sai : ITD = ES-EI = 0.25mm.
Tra bảng 1.4/4 tập bảng tra dung sai lắp ghép của Nguyễn thanh lâm theo TCVN 2245 – 99 cấp chính xác 12
- Kích thước 20±0.105
+ Kích thước danh nghĩa 20mm.
+ Sai lệch trên :ES=0.105mm.
+ Sai lệch dưới :EI=0.105mm
Þ Dung sai : ITD = ES-EI = 0.21mm.
Tra bảng 1.4/4 tập bảng tra dung sai lắp ghép của Nguyễn thanh lâm theo TCVN 2245 – 99 cấp chính xác 12
- Kích thước 12±0.09
+ Kích thước danh nghĩa 12mm.
+ Sai lệch trên :ES=0.09mm.
+ Sai lệch dưới :EI=0.09mm
Þ Dung sai : ITD = ES-EI = 0.18mm.
Tra bảng 1.4/4 tập bảng tra dung sai lắp ghép của Nguyễn thanh lâm theo TCVN 2245 – 99 cấp chính xác 12
- Kích thước 9±0.09
+ Kích thước danh nghĩa 9mm.
+ Sai lệch trên :ES=0.09mm.
+ Sai lệch dưới :EI=0.09mm
Þ Dung sai : ITD = ES-EI = 0.18mm.
Tra bảng 1.4/4 tập bảng tra dung sai lắp ghép của Nguyễn thanh lâm theo TCVN 2245 – 99 cấp chính xác 12
* Kích thước sai lệch không chỉ dẫn:
- Kích thước Ø25+0.52
- Kích thước danh nghĩa 25mm theo TCVN 2245- 99 kích thước này đạt cấp chính xác IT14
- Kích thước Ø17+0,43
- Kích thước danh nghĩa 17mm theo TCVN 2245-99 kích thước này đạt cấp chính xác IT14
- Kích thước Ø4-0,3
- Kích thước danh nghĩa 4mm theo TCVN 2245-99 kích thước này đạt cấp chính xác IT14
- Kích thước Ø6.5-0,36
- Kích thước danh nghĩa 6.5mm theo TCVN 2245-99 kích thước này đạt cấp chính xác IT14
- .............................................................................................
b. Độ chính xác về hình dáng hình học.
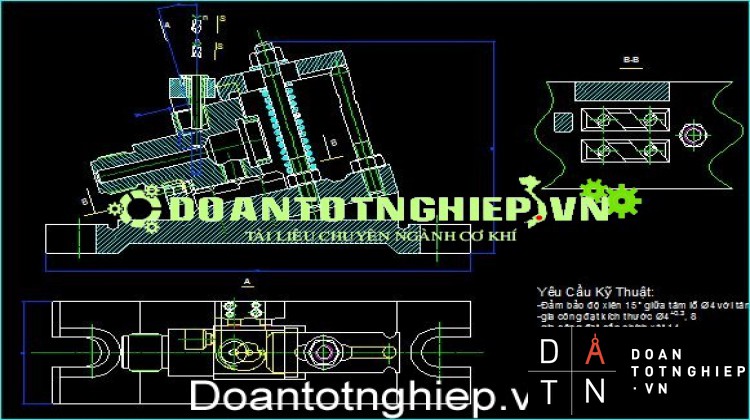
- Đảm bảo góc 2̊ giửa đường tâm lỗ E2 với đường tâm vuông góc với mặt đầu C
- Đảm bảo độ xiên 15̊ giữa đường tâm lỗ E4 với đường tâm lổ ren M14x1,5
c Độ chính xác về vị trí tương quan.
- Chất lượng bề mặt
- Mặt C đạt cấp độ nhám cấp 7 Ra=1,25
- Các bề mặt F,E,A,E25 đạt cấp độ nhám cấp 6 Ra=2,5
- Các bề mặt gia công không ghi độ nhám đạt cấp chinh sát 4 Ra=12,5
- Các bề mặt không gia công đạt cấp chính xát độ nhám cấp 2 Ra=40
« vậy chi tiết có cấp chính xát kích thước cao nhất là cấp 8 , cấp độ cao nhất đạt được là cấp 7.
1.5 Xác định sản lượng năm.
Trọng lượng của chi tiết
(KG)
Trong đó : + Mn : trọng lượng chi tiết ...........................................................................
Phần 2. CHỌN PHÔI, PHƯƠNG PHÁP CHẾ TẠO PHÔI
VÀ XÁC ĐỊNH LƯỢNG DƯ.
2.1. Chọn phôi
Chi tiết có vật liệu là gang xám GX 32-52 thì phôi ở đây chế tạo bằng phương pháp đúc là hợp lý nhất vì nó có một số đặc điểm sau :
+Vật liệu là gang xám GX 32-52.
+Phôi không bị nứt vỡ khi chế tạo .
+Giá thành rẻ.
+Cơ tính cao.
Bên cạnh đó có những nhược điểm:
+lượng dư lớn.
+Độ chính xác của phôi không cao.
+Năng suất thấp.
+Phôi tồn tại khuyết tật.
Tùy theo hình dạng của chi tiết, dạng sản xuất mà chọn phương pháp sản xuất cho phù hợp.
2.2. Phương pháp chế tạo phôi
+ Đúc khuôn cát : là phương pháp phổ biến nhất dùng để đúc các chi tiết có hình dạng phức tạp , kích thước lớn . Ở giữa khuôn trên và khuôn dưới có lớp cát nguyên chất để tạo vách ngăn chống hiện tượng dính lại khuôn .Mẫu thường làm bằng gỗ giống chi tiết gia công . Đối với chi tiết phức tạp thì ta làm lõi , lõi làm bằng gỗ hoặc hợp kim nhôm phù hợp với dạng sản xuất.
+ Đúc khuôn kim loại :Khuôn làm bằng hợp kim nhôm gồm hai hay nhiều mảnh ghép lại với nhau , lòng khuôn có hình dạng giống như phôi cần đúc , độ chính xác của phôi cao , năng suất cao .Nhưng chi phí làm khuôn cao chỉ phù hợp dạng sản xuất hàng loạt lớn, hàng khối.
+Đúc ly tâm ; phù hợp chi tiết có hình dạng tròn, rỗng . sản xuất hàng loạt nhỏ và vừa.
+ Đúc áp lực :phù hợp với vật liệu là kim loại và hợp kim màu , phôi chế tạo có độ chính xác cao phù hợp sản xuất hàng loạt và hàng khối .
Vậy: vật liệu là gang xám, hình dạng chi tiết , dạng sản xuất, khối lượng chi tiết chọn phương pháp đúc trong khuôn cát mẫu làm bằng gỗ.
2.3. Xác định lượng dư
- Từ phương pháp chế tạo phôi đã chọn ở trên ta có thể xác định kích thước lượng dư gia công và sai lệch kích thước.
- Khi tra bảng lượng dư gia công ta cần chú ý đến kích thước danh nghĩa : là kích thước từ mặt định vị đến kích thước cần gia công nên ta phải khắc họa trước quy trình công nghệ gia công cơ.
Vậy ta chọn lượng dư gia công theo bảng 1.33/35 sổ tay gia công cơ
+ Chiều dài trục là 80mm=>lượng dư gia công 2 mặt đầu 2.5mm , sai lệch
+Chi tiết có đường kính danh nghĩa 42mm=> lượng dư gia công 3.5mm,sai lệch .
+Chi tiết có kích thước Ø25mm, Ø26mm, Ø20mm=> lượng dư gia công 2.5mm,sai lệch .
+Bề mặt F,G,H có lượng dư gia công là 2.5mm, sai lệch .
2.4. Tính hệ số sử dụng vật liệu
..........................................................................................
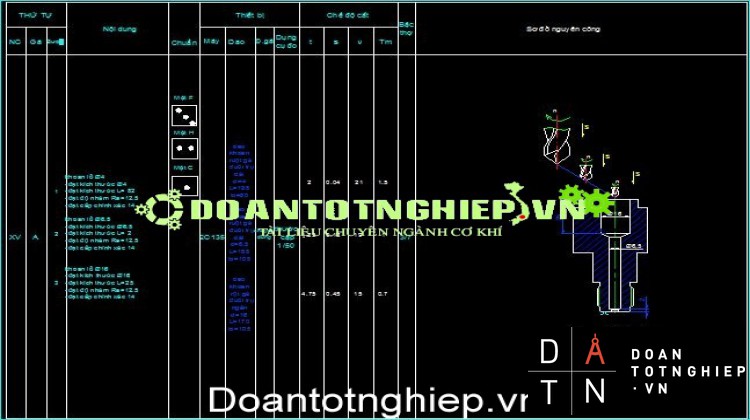
Phần 4. BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ GIA CÔNG CƠ
-Để thiết kế quy trình công nghệ gia công hợp lý, ta phải đề ra các phương án quy trình công nghệ mà vẫn đảm bảo yêu cầu kỹ thuật sau đó chọn quy trình nào hợp lý nhất.Sau đây là quá trình biện luận quy trình:
I.Nguyên công I:chuẩn bị phôi
- Mục đích của nguyên công này , làm sạch cát sau khi đúc.
- Cắt bỏ các phần thừa:đậu ngót , đậu rót , đậu hơi.
- Kiểm tra kích thước của phôi, khuyết tật của phôi.
- Kiểm tra mạng tinh thể bên trong :rổ khí , bị nứt.
- Xử lí nhiệt để ổn định mang tinh thể, ta ủ phôi ở nhiệt độ khoản giữ nhiệt khoản 6h,sau đó làm nguội trong môi trường tự nhiên.
MỤC LỤC
Trang
Mở đầu........................................................................................................... 1
Mục lục........................................................................................................... 3
Tài liệu tham khảo, tra cứu............................................................................. 4
Phần 1: Phân tích chi tiết gia công.................................................................. 5
Phần 2: Chọn phôi, phương pháp chế tạo phôi và xác định lượng dư........... 12
Phần 3: Lập bảng Quy trình công nghệ gia công cơ....................................... 14
Phần 4: Biện luận Quy trình công nghệ gia công cơ....................................... 15
Phần 5: Thiết kế đồ gá................................................................................... 60
Phần 6: Kết luận về quá trình công nghệ....................................................... 67
TÀI LIỆU THAM KHẢO, TRA CỨU
Một số tài liệu tham khảo chính để thực hiện Đồ án CNCTM:
1. Nguyễn Xuân Bông-Phạm Quang Lộc (1978), Thiết kế đúc, NXB Khoa học kỹ thuật, Hà Nội
2. PGS.TS. Trần Văn Địch (2002), Sổ tay gia công cơ, NXB Khoa học kỹ thuật, Hà Nội
3. Đặng Ngọc Giao (2004), Thiết kế Đồ gá, NXB Khoa Học Kỹ Thuật, Hà Nội.
4. GS.TS. Nguyễn Đắc Lộc (2005), Sổ tay công nghệ CTM tập 1-2-3, NXB Khoa học kỹ thuật, Hà Nội
5. GS.TS. Nguyễn Đắc Lộc (2009), Hướng dẫn thiết kế Đồ án CNCTM, NXB Khoa học kỹ thuật, Hà Nội
6. GS.TS. Ninh Đức Tốn (2005), Sổ tay dung sai lắp ghép, NXB Giáo dục, Hà Nội
7. TS. Hà Văn Vui (2004), Sổ tay thiết kế Cơ khí tập 1-2, NXB Khoa học kỹ thuật, Hà Nội.
8.PGS.TS. Trần Văn Địch (2002), Sổ tay gia công cơ tập 1,NXB Khoa học và kỹ thuật, Hà Nội.








