THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THANH LẮC ĐH SPK






NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THANH LẮC ĐH SPK, đồ án môn học công nghệ chế tạo máy CHI TIẾT THANH LẮC ĐH SPK, bài tập lớn công nghệ chế tạo máy CHI TIẾT THANH LẮC ĐH SPK, thiết kế quy trình công nghệ gia công chi tiết CHI TIẾT THANH LẮC ĐH SPK
Hiện nay khoa học kỹ thuật đang phát triển với một tốc độ vũ bão, mang lại những lợi ích to lớn cho con người về tất cả các lĩnh vực tinh thần và vật chất. Xã hội đang hướng tới mục tiêu thực hiện “công nghiệp hoá và hiện đại hoá đất nước”. Nhằm phục vụ cho sự phát triển nền công nghiệp hiện nay, ngành cơ khí chế tạo đóng vai trò quan trọng trong việc sản xuất ra các thiết bị, công cụ cho mọi ngành kinh tế quốc dân. Để phục vụ cho việc phát triển ngành cơ khí hiện nay chúng ta cần đẩy mạnh đào tạo độ ngũ cán bộ kỹ thuật có trình độ chuyên môn cao về các lĩnh vực công nghiệp kinh điển đồng thời phải đáp ứng những công nghệ tiên tiến, công nghệ tự động trong sản xuất cơ khí.
Đồ án môn học công nghệ chế tạo máy là một đồ án chuyên ngành chính của sinh viên ngành cơ khí chế tạo máy, đồng thời đồ án này cũng là đồ án của sinh viên ngành cơ khí nói chung …. Là tiền đề hướng dẫn sinh viên giải quyết một số vấn đề tổng hợp về công nghệ chế tạo máy, sau thời gian đã được trang bị các môn lý thuyết về CN Chế Tạo Máy và nay được tiến hành làm đồ án môn học công nghệ chế tạo máy với đề tài:
Thiết kế qui trình công nghệ gia công “THANH LẮC”.
Do thời gian có hạn và chưa có kinh nghiệm thực tế nên không tránh khỏi thiếu sót. Kính mong thầy cô và các bạn đóng góp ý kiến để đạt kết quả tốt hơn.
Em xin chân thành cảm ơn sự hướng dẫn tận tình của thầy ..... và sự chỉ bảo của các thầy cô trong khoa cơ khí chế tạo máy.
...................................
MỤC LỤC
&
Trang
MỤC LỤC..................................................................................................... 3
CHƯƠNG 1 : XÁC ĐỊNH DẠNG SẢN XUẤT........................................ 4
CHƯƠNG 2 : XÁC ĐỊNH PHƯƠNG PHÁP CHẾ TẠO PHÔI............... 6
CHƯƠNG 3 : CHỌN PHƯƠNG PHÁP VÀ PHƯƠNG ÁN
GIA CÔNG.................................................................................... 9
CHƯƠNG 4 : THIẾT KẾ NGUYÊN CÔNG........................................... 11
CHƯƠNG 5 : XÁC ĐỊNH LƯỢNG DƯ GIA CÔNG............................. 23
CHƯƠNG 6 : TÍNH CHẾ ĐỘ CẮT................................................................................... 24
CHƯƠNG 7 : TÍNH TOÁN VÀ THIẾT KẾ ĐỒ GÁ................................ 30
KẾT LUẬN ............................................................................................. 32
TÀI LIỆU THAM KHẢO …………………………………………… 33
CHƯƠNG I: PHÂN TÍCH CHI TIẾT GIA CÔNG VÀ XÁC ĐỊNH DẠNG SẢN XUẤT
I. Phân tích chức năng và điều kiện làm việc của chi tiết :
Chi tiết có kết cấu dạng càng có tên gọi là thanh lắc. Có chức năng là giữ các trục có chuyển động quay tròn, điều kiện làm việc tĩnh trong môi trường bình thường. Trục được lắp vào vòng bi và được bắt chặt trong thanh lắc. Cho nên rãnh phải được gia công tinh để đạt được độ bóng cấp 7 (Ra2,5). Mặt phẳng 1 được bắt vào thân máy bằng bulông và giữ cho trục không bị võng xuống trong quá trình làm việc. Vì thế độ bóng của mặt 1 cần đạt là Rz16 trong quá trình gia công.
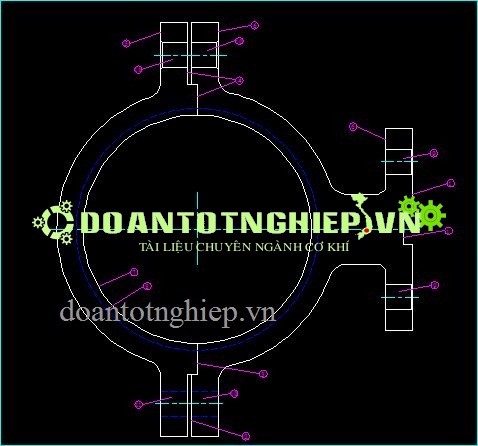
Các yêu cầu kỹ thuật:
Độ không đồng tâm của các lỗ 10 và 11 là 0.05.
Độ không song song trên suốt chiều dài của mặt 7 so với mặt 8 :0.1 .
Các bề mặt không gia công Rz = 80.
Vật liệu Gang xám 15-32.
II. Xác định dạng sản xuất:
1.1- Sản lượng chế tạo:
Sản lượng chi tiết cần chế tạo trong một năm:
N = No.m(1+ ) (chiếc/năm)
Trong đó:
No: số sản phẩm theo kế hoạch trong một năm
No= 10000 (chiếc/năm)
m: số lượng chi tiết trong một sản phẩm (m=2)
b: số phần trăm chi tiết dùng làm phụ tùng (chọnb = 5%)
a: số phần trăm chi tiết phế phẩm trong quá trình chế tạo (chọn a= 3%)
Þ N= 10000.2.(1+ )
= 21600 (chiếc/năm)
1.2- Tính khối lượng chi tiết:
- Trọng lượng của chi tiết được xác định theo công thức:
Q = V. (kg)
Q: trọng lượng chi tiết (kg)
V: thể tích của chi tiết ( )
: trọng lượng riêng của vật liệu.
Vật liệu chế tạo chi tiết là GX 15 – 32 có = (6,8 ÷ 7,4 )kg/
...................................................
CHƯƠNG II: XÁC ĐỊNH PHƯƠNG PHÁP CHẾ TẠO PHÔI
I . Các phương pháp chế tạo phôi :
1- Phương pháp rèn tự do :
Là phương pháp gia công kim loại bằng áp lực, làm biến dạng kim loại tự do ở nhiệt độ rèn dưới tác dụng của ngoại lực để tạo ra sản phẩm có hình dáng và kích thước theo yêu cầu. Rèn được sử dụng trong sản xuất đơn chiếc và loạt nhỏ, phục vụ trong sữa chữa các chi tiết máy ôtô, máy kéo... các chi tiết máy cỡ lớn (hàng tấn trở lên)
- Ưu điểm : không phải chế tạo khuôn
- Nhược điểm : Chỉ áp dụng cho sản xuất đơn chiếc và loạt nhỏ
2- Phương pháp dập :
Chỉ dùng cho các chi tiết dạng trục, răng thẳng, trục răng côn và các loại bánh răng khác, các chi tiết dạng càng, trục chữ thập, ... được dập trên búa hơi nằm ngang hoăc thẳng đứng. Thường dùng trong sản xuất đơn chiếc và loạt nhỏ, yêu cầu công nghệ không cao (kết cấu)
3- Phương pháp cán :
Là phương pháp làm biến dạng kim loại thông qua hai trục cán quay ngược chiều nhau. Sản phẩm có chiều dài không giới hạn, tiết diện phụ thuộc vào khe hở giữa hai trục cán.
Chỉ phù hợp chi tiết dạng thanh, vật liệu là thép vì vậy không phù hợp với chi tiết đã cho .
4. Phương pháp đúc :
Thông thường phương pháp đúc cho ta phôi liệu có kết cấu phức tạp mà các phương pháp khác khó thực hiện được.
Cơ tính và độ chính xác của vật đúc phụ thuộc vào phương pháp đúc và phương pháp làm khuôn đúc. Ta có thể đúc trong khuôn cát, khuôn kim loại, đúc ly tâm, đúc áp lực… có thể làm khuôn bằng tay hay khuôn bằng máy.
a- Đúc trong khuôn cát:
- Làm khuôn bằng tay: Ap dụng cho việc đúc với dạng sản xuất đơn chiếc hay những chi tiết có kích thước lớn, độ chính xác và năng xuất phụ thuộc vào tay nghề đúc.
- Làm khuôn bằng máy: Ap dụng cho đúc hàng loạt vừa đến hàng khối, năng xuất và độ chính xác cao, những chi tiết có khối lượng nhỏ.
b- Đúc trong khuôn kim loại:
Sản phẩm đúc có kích thước chính xác, cơ tính cao. Phương pháp này sản xuất cho hàng loạt lớn và hàng khối. Vật đúc có khối lượng nhỏ khoảng 12kg, hình dạng vật đúc không phức tạp và không có thành mỏng.
c- Đúc ly tâm:
Ap dụng vật đúc có dạng tròn xoay, do đó lực ly tâm khi rót kim loại lỏng vào khuôn quay, kết cấu của vật thể chặt chẽ hơn, nhưng không đồng đều từ ngoài vào
d- Đúc áp lực:
Ap dụng đối với các chi tiết có hình dáng phức tạp, phương pháp này cho ta độ chính xác cao, cơ tính rất tốt. Phương pháp đúc ly tâm và các phương pháp khác có những nhược điểm mà phương pháp đúc áp lực có thể khắc phục được. Do đó thường áp dụng cho dạng sản xuất hàng loạt lớn và hàng loạt khối, và áp dụng đối với chi tiết có kích thước nhỏ.
Kết luận:
Tham khảo qua một số phương pháp đúc như trên, căn cứ vào hình dáng, kết cấu, kích thước tương đối nhỏ và là dạng sản xuất hàng loạt lớn. Vì thế ta chọn phương pháp đúc trong khuôn cát, làm khuôn bằng máy, mẫu bằng kim loại
...........................................................
Chương III: CHỌN PHƯƠNG PHÁP VÀ PHƯƠNG ÁN GIA CÔNG
I . Chọn phương pháp gia công :
Theo như tính toán ta có dạng sản xuất là hàng loạt lớn, muốn chuyên môn hoá cao để tăng năng suất, làm giảm giá thành sản phẩm, giảm sức lao động thì đường lối công nghệ thích hợp nhất là phn tán nguyên công. Ở đây ta dùng các máy vạn năng kết hợp với đồ gá chuyên dùng và các máy chuyên dùng để gia công chi tiết.
II. Đánh số các bề mặt gia công :
Sau khi xem kỹ chi tiết ta, ta phân chia các bề mặt gia công như sau:
- Các bề mặt gia công: (1), (2), (3), (4), (5), (6), (7), (8).
- Các lỗ gia công: (11),(12),(13).
..........................
Trình tự các nguyên công phải đảm bảo yêu cầu kỹ thuật đã đề ra, tính công nghệ của chi tiết.Vì vậy phải đưa ra được nhiều phương án, và từ đó chọn phương án tối ưu. Ở đây do thời gian có hạn nên chỉ đưa ra 2 phương án cho trình tự gia công chi tiết.
|
Phương án 1. |
Phương án 2. |
|
Nguyên công 1: phay mặt 1. Mặt 6 hạn chế 3 bậc tự do, khối V cố định hạn chế 2 bậc tự do, khối V di động hạn chế 1 bậc tự do. Kẹp chặt bằng khối V di động.
|
Nguyên công 1: phay mặt 1. Mặt 6 hạn chế 3 bậc tự do, khối V cố định hạn chế 2 bậc tự do, khối V di động hạn chế 1 bậc tự do. Kẹp chặt bằng khối V di động.
|
|
Nguyên công 2: khoan, khoét, doa 2 lỗ 11. Mặt 1 định vị 3 bậc tự do, rãnh định vị 2 bậc tự do, mặt 8 định vị 1 bậc. Lực kẹp hướng từ dưới lên. |
Nguyên công 2: khoan, khoét, doa 2 lỗ 11. Mặt 1 định vị 3 bậc tự do, rãnh định vị 2 bậc tự do, mặt 8 định vị 1 bậc. Lực kẹp hướng từ dưới lên. |
|
Nguyên công 3: phay mặt 2. Mặt 1 định vị 3 bậc tự do, chốt trụ hạn chế 2 bậc, chốt trám hạn chế 1 bậc. Lực kẹp từ trên xuống dưới. |
Nguyên công 3: phay mặt 2. Mặt 1 định vị 3 bậc tự do, chốt trụ hạn chế 2 bậc, chốt trám hạn chế 1 bậc. Lực kẹp từ trên xuống dưới. |
|
Nguyên công 4: phay mặt 3. Mặt 1 định vị 3 bậc, chốt trám hạn chế 1 bậc, chốt trụ hạn chế 2 bậc. Lực kẹp hướng từ trên xuống dưới. |
Nguyên công 4: phay mặt 3. Mặt 1 định vị 3 bậc, chốt trám hạn chế 1 bậc, chốt trụ hạn chế 2 bậc. Lực kẹp hướng từ trên xuống dưới. |
|
Nguyên công 5: khoan 2 lỗ 12. Mặt 1 định vị 3 bậc, chốt trụ hạn chế 2 bậc, chốt trám hạn chế 1 bậc. Lực kẹp hướng từ trên xuống dưới. |
Nguyên công 5: khoan 2 lỗ 12. Mặt 1 định vị 3 bậc, chốt trụ hạn chế 2 bậc, chốt trám hạn chế 1 bậc. Lực kẹp hướng từ trên xuống dưới. |
|
Nguyên công 6: phay mặt 4. Mặt 5 định vị 3 bậc, khối V cố định hạn chế 2 bậc, khối V di động hạn chế 1 bậc. Lực kẹp đặt trên khối V di động và hướng từ phải sang trái. |
Nguyên công 6: phay mặt 4. Mặt 5 định vị 3 bậc, khối V cố định hạn chế 2 bậc, khối V di động hạn chế 1 bậc. Lực kẹp đặt trên khối V di động và hướng từ phải sang trái. |
|
Nguyên công 7: phay mặt 5. Mặt 4 định vị 3 bậc, khối V cố định hạn chế 2 bậc, khối V di động hạn chế 1 bậc. Lực kẹp hướng từ trên xuống dưới. |
Nguyên công 7: phay mặt 5. Mặt 4 định vị 3 bậc, khối V cố định hạn chế 2 bậc, khối V di động hạn chế 1 bậc. Lực kẹp hướng từ trên xuống dưới. |
|
Nguyên công 8: khoan 2 lỗ 13. Mặt 4 hạn chế 3 bậc, khối V cố định hạn chế 2 bậc, khối V di động hạn chế 1 bậc. Lực kẹp hướng từ trên xuống. |
Nguyên công 8: khoan 2 lỗ 13. Mặt 4 hạn chế 3 bậc, khối V cố định hạn chế 2 bậc, khối V di động hạn chế 1 bậc. Lực kẹp hướng từ trên xuống. |
|
Nguyên công 9: phay mặt 6. Mặt 1 định vị 3 bậc, chốt trụ hạn chế 2 bậc, chốt trám hạn chế 1 bậc. Lực kẹp hướng từ trái sang phải. |
Nguyên công 9: phay mặt 6. Mặt 1 định vị 3 bậc, chốt trụ hạn chế 2 bậc, chốt trám hạn chế 1 bậc. Lực kẹp hướng từ trái sang phải. |
|
Nguyên công 10: phay mặt 7. Mặt 1 định vị 3 bậc, chốt trụ hạn chế 2 bậc, chốt trám hạn chế 1 bậc. Lực kẹp hướng từ trái sang phải. |
Nguyên công 10: tiện mặt 9, 10. Mặt 1 định vị 3 bậc, chốt trụ hạn chế 2 bậc, chốt trám hạn chế 1 bậc. Lực kẹp hướng từ trái sang phải. |
|
Nguyên công 11: phay mặt 8. Mặt 1 định vị 3 bậc, chốt trụ hạn chế 2 bậc, chốt trám hạn chế 1 bậc. Lực kẹp hướng từ trái sang phải. |
Nguyên công 11: tiện mặt 7. Mặt 1 định vị 3 bậc, chốt trụ hạn chế 2 bậc, chốt trám hạn chế 1 bậc. Lực kẹp hướng từ trái sang phải. |
|
Nguyên công 12: tiện mặt 9, 10. Mặt 1 định vị 3 bậc, chốt trụ hạn chế 2 bậc, chốt trám hạn chế 1 bậc. Lực kẹp hướng từ trái sang phải. |
Nguyên công 12: tiện mặt 8. Mặt 1 định vị 3 bậc, chốt trụ hạn chế 2 bậc, chốt trám hạn chế 1 bậc. Lực kẹp hướng từ trái sang phải. |
|
Nguyên công 13: lả cạnh 4 lỗ 11, 12. Mặt 8 hạn chế 3 bậc, mặt 2 hạn chế 2 bậc, chốt trám hạn chế 1 bậc. Lực kẹp hướng từ mặt 7 sang mặt 8. |
Nguyên công 13: lả cạnh 4 lỗ 11, 12. Mặt 8 hạn chế 3 bậc, mặt 2 hạn chế 2 bậc, chốt trám hạn chế 1 bậc. Lực kẹp hướng từ mặt 7 sang mặt 8. |
|
Nguyên công 14: lả cạnh 2 lỗ 13. Mặt 8 hạn chế 3 bậc, mặt 4 hạn chế 2 bậc, chốt trám hạn chế 1 bậc. Lực kẹp hướng từ mặt 7 sang mặt 8. |
Nguyên công 14: lả cạnh 2 lỗ 13. Mặt 8 hạn chế 3 bậc, mặt 4 hạn chế 2 bậc, chốt trám hạn chế 1 bậc. Lực kẹp hướng từ mặt 7 sang mặt 8. |
Phương án gia công
Qua việc phân tích 2 phương án đã nêu trên (ưu điểm và khuyết điểm của từng phương án). Để đảm bảo về mặt yêu cầu kỹ thuật và đơn giản cho việc thiết kế ta chọn ra phương án tối ưu là phương án 1.
............................
CHƯƠNG IV: THIẾT KẾ NGUYÊN CÔNG
Nguyên công 1: Phay bán tinh mặt 1
- Định vị: Mặt 6 định vị 3 bậc tự do, khối V cố định định vị 2 bậc tự do, khối V di động - định vị 1 bậc tự do.
- Lực kẹp: đặt lên khối V di động và có chiều hướng từ trái sang phải.
- Chọn máy: Máy phay 6H82G, công suất Nm = 7 KW
- Chọn dao:
Dao phay đĩa 3 mặt gắng mảnh hợp kim cứng BK6 có: D=100; B=16; Z=18.
Dao phay trụ chắp răng: D=90; Z=8; L=60.
.................................
CHƯƠNG VII: TÍNH TOÁN THIẾT KẾ ĐỒ GÁ
- Chọn máy tiện IA62.
- Chiều cao tâm 200 mm
- Khoảng cách 2 tâm 1500 mm
- Công suất động cơ 7.8 kW
- Định vị chi tiết bằng 1 mặt phẳng, 1 chốt trụ và 1 chốt trám.
- Lực kẹp hướng từ chi tiết vào mặt phẳng định vị và vuông góc với mặt phẳng định vị.
- Kẹp bằng khối V di động.
- Nguyên lý kẹp:
Đặt chi tiết vào sao cho 2 lỗ vào chốt trụ và chốt trám.
Vặn vít vào để kẹp chặt chi tiết.
- Lấy chi tiết ra:
Vặn khối V di động ra xa chi tiết và lấy chi tiết ra.
I.TÍNH SAI SỐ ĐỒ GÁ:
1/ Sai số gá đặt:
Kích thước 184 có dung sai là:
2/ Sai số chuẩn
3/ Sai số kẹp chặt:
-(bảng 24/[4])
-: Sai số mòn
; Chọn
N=10800 chi
-Sai số điều chỉnh : chọn =0.008 mm
* Sai số chế tạo cho phép của đồ gá:
[] =
=
II.:TÍNH LƯC KẸP KHI TIỆN:
2 Mfms = K. Mx
2N.R = K.Mx
Trong đó K: hệ số an toàn
K = K0. K1. K2. K3. K4.K5. K6
K0 = 1,5 : Hệ số an toàn bình thường.
K1 = 1 : Hệ số phụ thuộc chất lượng bề mặt gia công.
K2 = 1,6 : Hệ số phụ thuộc độ mòn dao làm tăng lực cắt.
K3 = 1,2 : Hệ số kể đến việc gia công các bề mặt không liên tụ.
K4 = 1,3 : Hệ số kể đến lực kẹp.
K5 = 1,2 : Hệ số tính đến mức độ thuận lợi của cơ cấu kẹp băng tay.
K6 = 1,5 : Hệ số xét đến momen làm xoay chi tiết.
Vậy K = 4,8
Chọn đường kính bulông:
d= c
Trong đó:
C = 1,4 Ren hệ mét
W : lực kẹp
: ứng suất kéo (KG/mm2)
Với bulông bằng thép chọn = 8 ÷ 10 (KG/mm2)
d = 1,4 = 12.3 mm
Chọn d = 14mm ứng với M14.
Tra bảng 3-1 ( CNCTM) :
Lực vặn Q = 5 kG
Bước ren s = 2
Lực kẹp W = 460 Kg
KẾT LUẬN
Thời gian hơn 10 tuần thực hiện đồ án môn học Công nghệ chế tạo máy người thực hiện đề tài đã ôn lại được những kién thức đã học và đã tiếp thu thêm được nhứng kiến thức bổ ích khác. Ngoài việc củng cố lý thuyết công nghệ chế tạo chi tiết máy người thực hiện đề tài đã tìm hiều kỹ hơn về các công nghệ khác nhau.
Trong phạm vi một đồ án môn học đề tài đã vạch ra được quy trình công nghệ gia công giá đỡ trục đảm bảo được yêu cầu kỹ thuật đề ra và đạt được hiệu quả kinh tế cao nhất.
Tuy nhiên các số liệu mà sinh viên thực hiện đề tài tính toán và đưa ra chỉ ở góc độ sử dụng tài liệu và sổ tay tra cứu do đó chắc chắn không tránh khỏi thiếu sót,rất mong có được ý kiến đóng góp của thầy cô cùng sự đóng góp nhiệt tình của các bạn để đồ án được tốt hơn.
Tp.HCM tháng .0 năm 201...
TÀI LIỆU THAM KHẢO
[1]: SỔ TAY CÔNG NGHỆ CHẾ TẠO MÁY (Tập 1)
[2]: SỔ TAY CÔNG NGHỆ CHẾ TẠO MÁY (Tập 2)
[3]: SỔ TAY CÔNG NGHỆ CHẾ TẠO MÁY (Tập 3)
[4]: THIẾT KẾ ĐỒ ÁN CNCTM
[5]: CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ
[6]: ĐỒ GÁ GIA CÔNG CƠ KHÍ
[7]: ATLAS ĐỒ GÁ
[8]: CÔNG NGHỆ CHẾ TẠO MÁY (Trường ĐH SPKT)
[9]: CƠ SỞ CÔNG NGHỆ CHẾ TẠO MÁY
[10]: SỔ TAY CƠ KHÍ
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THANH LẮC ĐH SPK, đồ án môn học công nghệ chế tạo máy CHI TIẾT THANH LẮC ĐH SPK, bài tập lớn công nghệ chế tạo máy CHI TIẾT THANH LẮC ĐH SPK, thiết kế quy trình công nghệ gia công chi tiết CHI TIẾT THANH LẮC ĐH SPK








