THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THIẾT BỊ QUẤN DÂY

NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THIẾT BỊ QUẤN DÂY, hướng dẫn thiết kế đồ gá
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
Chương I
PHÂN TÍCH CHI TIẾT GIA CÔNG
1.Công dụng của chi tiết :
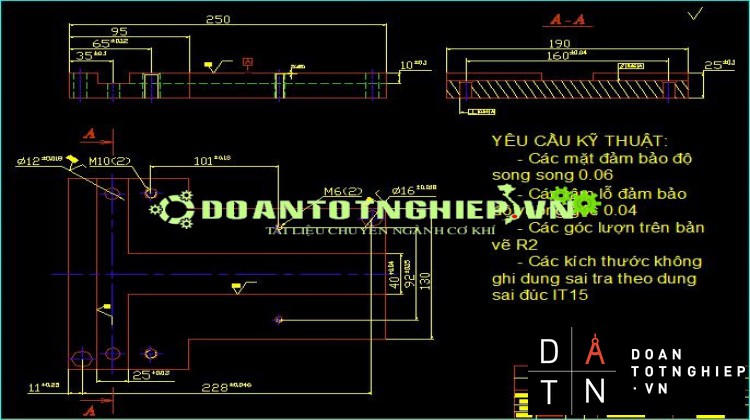
- Chi tiết gia công có dạng hộp dùng để lắp ráp các chi khác thành môt bộ phận của thiết bị cuốn dây.
2. Các yêu cầu kỹ thuật :
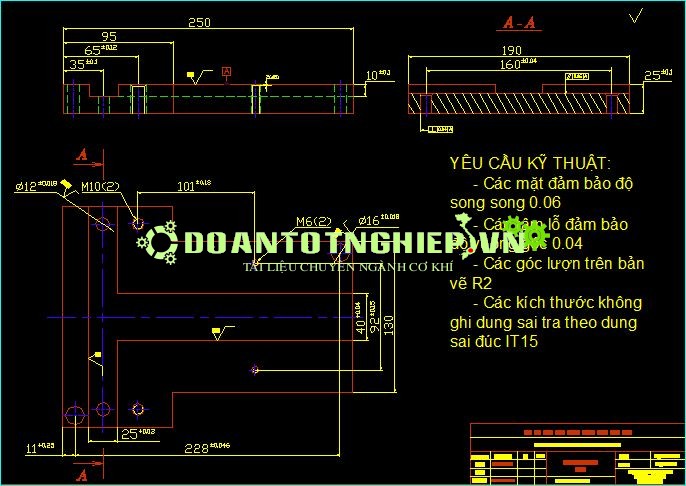
- Các chi tiết gia công thuộc dạng hộp cần đảm bảo các điều kiện kỹ thuật sau:
- Vị trí tương quan giữa các bề mặt: Độ song song giữa bề mặt làm việc chính là 0.06 mm trên toàn bộ chiều dài .
- Đảm bảo các bề mặt lắp ghép nằm trong vùng dung sai cho phép
- Độ nhám bề mặt:
+ Lỗ có 16mm có độ nhám bề mặt tương đối cao Ra= 1.25m
+ Lỗ ren M10 và M6 (2) đảm bảo ren không bị lép , đổ
+ Các bề mặt và các lỗ quan trọng ta chọn cấp chính xác là 8 , còn lại ta lấy cấp chính xác là 12,16.
+ Các bề mặt còn lại không gia công có RZ=40 và Rz= 80m
+ Hai lỗ trụ định vị phải đảm bảo độ không vuông góc của các tâm lỗ khi lắp ráp, độ không vuông góc với mặt phẳng đáy 0,04mm
+ Độ không vuông góc giữa các mặt và tâm lỗ 0.04mm
+ Độ nhám của hai lỗ định vị 16mm là Ra= 2,5 m, độ chính xác cấp 7
3. Vật liệu chi tiết:
- Chi tiết là gang xám,ký hiệu GX 15-32, theo {8,trang 237, bang 11} ta có các thông số sau :
· Giới hạn bền kéo 150 N/mm2 = 15kg/ mm2
· Độ giãn dài 0,5%
· Giới hạn bền uốn 320 N/mm2
· Giới hạn bền nén 600 N/mm2
· Độ cứng 163-229 HB, chọn HB = 190
· Dạng grafit: tấm nhỏ mịn
................................................................................................
Chương II CHỌN DẠNG PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI
1. Dạng phôi :
- Chi tiết dạng hộp, vật liệu chế tạo chi tiết là gang xám GX 15-32, phương pháp chế tạo phôi là đúc.

2.Chọn phương pháp chế tạo phôi:
-Vì dạng sản xuất là hàng loạt vừa và vật liệu chi tiết là gang xám GX15- dùng phương pháp đúc trong khuôn cát mẫu kim loại, làm khuôn bằng máy, với CCX III. Loại phôi này có CCX kích thước là IT12 IT16 (theo tài liệu HDTK trang 27 và Theo tài liệu sổ tay công nghệ tập 1 trang 182 ,bảng 3 -11). Do kích thước lớn nhất là 250 mm, nên ta chọn lượng dư gia công cho các bề mặt như sau:
+ Lượng dư cho bề mặt đặt ống rót : 4 mm.
+ Lượng dư cho bề mặt đáy và bên hông :3mm
+ Góc thoát khuôn bằng 1.300 .
+ Dung sai cho chi tiết đúc là ±0,8mm
3.Bản vẽ phôi:
- Từ kích thước trên bản vẽ chi tiết ta có kích thước cho bản vẽ phôi là :
- Kích thước phôi = kích thước chi tiết + kích thước lượng dư
- Góc thoát khuôn lấy bằng 1.300
- Dung sai kích thước phôi theo cấp chính xác đối xứng.
- Độ nhám Rz = 40 Mm
.......................................
CHƯƠNG IV
THIẾT KẾ QUI TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT
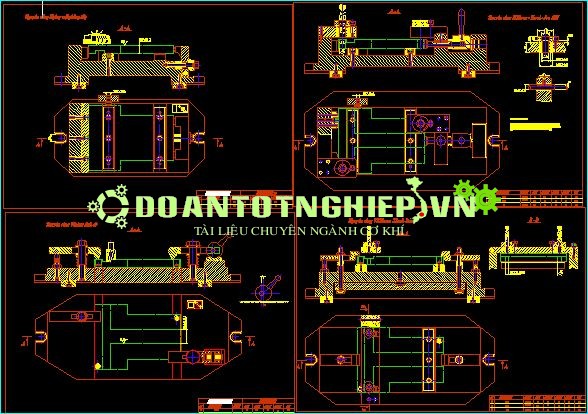
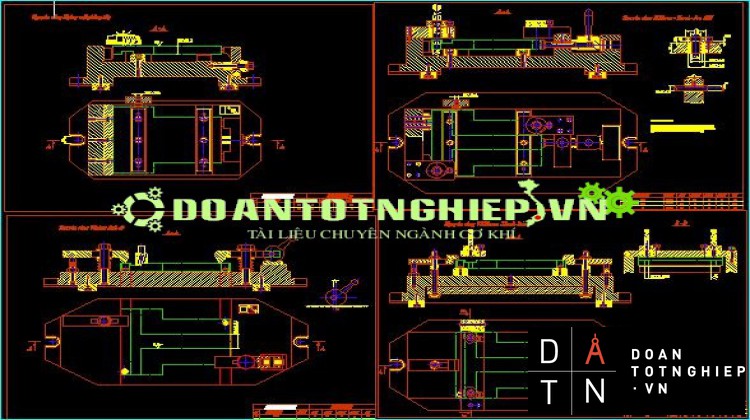
I/ Nguyên công I :
1 .Thiêt kế nguyên công phay mặt phẳng (1):
1.1 .Chọn trình tự gia công các bước trong nguyên công:
B1: phay thô
B2: phay tinh
1.2 .Sơ đồ gá đặt :






