Thiết kế quy trình công nghệ gia công chi tiết trục có then 2 đầu
NỘI DUNG ĐỒ ÁN
Thiết kế quy trình công nghệ gia công chi tiết trục có then 2 đầu
PHẦN I :XÁC ĐỊNH DẠNG SẢN XUẤT VÀ TẠO PHÔI
CHƯƠNG I
PHÂN TÍCH YÊU CẦU KỸ THUẬT VÀ KẾT CẤU CHO
CHI TIẾT GIA CÔNG
PhầnI: Phân tích chi tiết gia công
1Chức năng và điều kiện làm việc của chi tiết gia công :
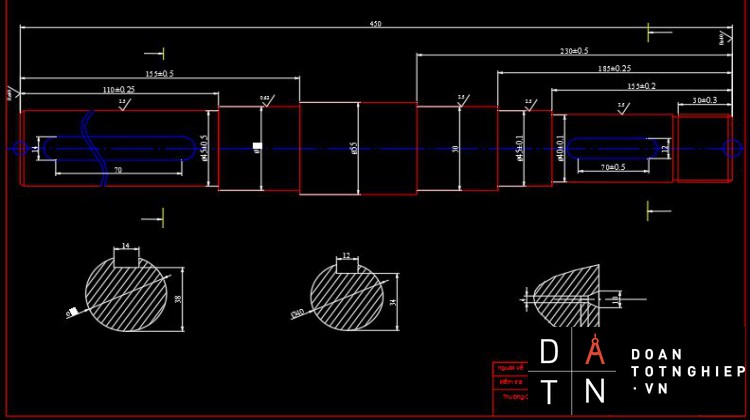
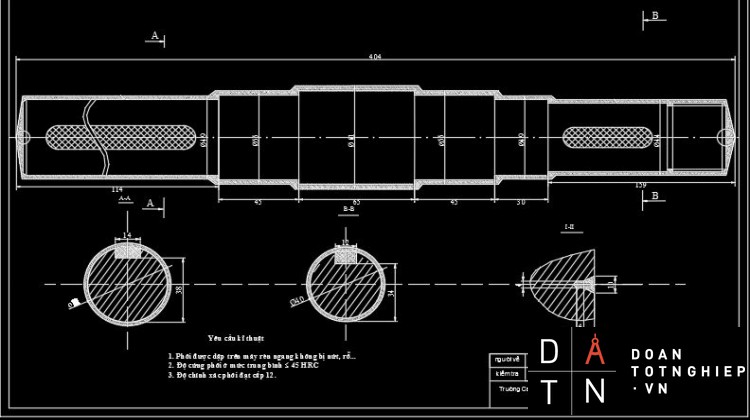
Các chi tiết dạng trục được dùng phổ biến trong nghành chế tạo máy.Chi tiết đã cho thuộc dạng trục bậc. Trong quá trình làm việc trục dễ bị biến dạng do tác dụng của tải trọng và điều kiện làm việc.Đoạn trục bậc f45 có thể lắp bánh răng hoặc các ổ đỡ. Trên mặt đầu có ren ống dùng để nối ghép đường ống.
Vật liệu chế tạo là thép C45
Thành phần hóa học gồm có
|
C |
Si |
Mn |
S |
P |
Ni |
Cr |
|
0,4÷0,5 |
0,17÷0,37 |
0,5÷0,8 |
0,045 |
0,045 |
0,30 |
0,30 |
2. Các yêu cầu kỹ thuật của chi tiết gia công và đưa ra phương án gia công lần cuối
Chi tiết gia công cần đảm bảo các yêu cầu kỹ thuật sau :
- Bề mặt trục f50: Bậc trục này cần đạt được độ chính xác cấp 9 và bậc trục này gia công không phoi do đó ta chọn phương án gia công có thể là: rèn, dập(nóng hoặc nguội), đúc…
- Bề mặt trục f45:Bậc trục này cần đạt được độ chính xác cấp 6, nhám bề mặt Ra 0, 8 nên chọn phương án gia công lần cuối là mài.
- Bề mặt bậc trục f40: Bậc trục này cần đạt được độ chính xác cấp 9, nhám bề mặt Ra 3, 2 nên chọn phương án gia công lần cuối là tiện tinh.
Đối với trục bậc, yêu cầu kỹ thuật rất quan trọng là đạt độ đồng tâm giữa các bề mặt làm việc, để đạt được điều này ta sử dụng các biện pháp công nghệ sau :
- Gia công trên một lần gá
- Dùng bề mặt nọ làm chuẩn để gia công bề mặt kia
- Dùng chuẩn tinh thống nhất.
3. Tính công nghệ trong kết cấu chi tiết gia công :
- Kích thước đường kính trục thoả mãn giảm dần về mét phía thuận lợi cho gia công và lắp ráp ráp các chi tiết lên trục
- Các bề mặt trục có khả năng gia công được bằng các dao thông thường
Phần II: Xác Định Dạng Sản Xuất
-Muốn xác định dạng sản xuất trước hết ta phải biết sản lượng hàng năm của chi tiết gia công, sản lượng hàng năm được tính the công thức
N = N1.m (1+)
Trong đó:
N- Số chi tiết được sản xuất trong một năm
N1-Số sản phẩm được sản xuất trong một năm (8000 chiếc/năm)
m-Số chi tiết trong một sản phẩm
α-Phế phẩm trong xưởng đúc α=(3÷6)% chọn α=4%
β-Số chi tiết được chế tạo thêm để dự trữ β=(5÷7)% chọn β=6%
Vậy N=8000.1(1+)=8800chi tiết/năm
Trọng lượng của chi tiết được xác định theo công thức
Q = V.g (kg)
Trong đó
Q - Trọng lượng chi tiết
g - Trọng lượng riêng của vật liệu gThép C45 = 7,852 Kg/dm3
V - Thể tích của chi tiết
V=V1+V2+V3+V4+V5+V6 mm3
V1=π.r2.h=π.20 2.155= 194778,7 mm3
V2= π.r2.h= π.22,52.30= 47712,9 mm3
V3= π.r2.h= π.252.45= 88357,3 mm3
V4= π.r2.h= π.27,52.65= 154428,9 mm3
V5= π.r2.h= π.252.45= 88357,3 mm3
V6= π.r2.h= π.22,52.110= 174947,4 mm3
ð V= 748582 mm3 = 0,748582 dm3
Vậy Q =V. g =0,748582.7,852 = 5,8 Kg
Dựa vào bảng 2.6 (TKĐACNCTM) ta có dạng sản xuất là sản xuất hàng khối.
*LỰA CHỌN PHƯƠNG PHÁP CHẾ TẠO PHÔI
3.1 Chọn phôi.
Để chế tạo một chi tiết máy đạt yêu cầu kỹ thuật và kinh tế thì người kỹ sư chế tạo máy phải xác định kích thước phôi dựa trên cơ sở sau:
+ Vật liệu chế tạo và cơ tính vật liệu.
+ Hình dáng và kết cấu của chi tiết.
+ Loại hình sản xuất.
+ Khả năng đạt độ bóng của phương pháp chế tạo phôi .
+ Khả năng cụ thể của nhà máy.
Ở đây chi tiết gia công là trục chính máy khoan vật liệu chế tạo là thép 40X. Loại thép này có độ dẻo và độ dai tốt. Với hình dáng và kết cấu của chi tiết không phức tạp, dạng sản xuất hang loạt vừa đòi hỏi phải có độ chính xác cao. Mặt khác tính năng làm việc của chi tiết đòi hỏi cơ tính tốt.
3.2. Phương pháp chế tạo phôi.
Việc xác định phương pháp chế tạo phôi có ý nghĩa quyết định đến lượng dư gia công, trong sản xuất hang loạt vừa phôi có hình dáng gần giống với chi tiết gia công do đó làm giảm lượng dư gia công, dẫn đến làm giảm chi phí gia công.
Có một số phương pháp chế lạo phôi sau đây:
Rèn tự do là phương pháp gia công bằng áp lực. Phương pháp này làm kim loại bị biến dạng theo tất cả các hướng. Với phương pháp rèn tự do cho phôi có cơ tính tốt, lổ chức kim loại bền chặt chịu uốn, xoắn tốt. Nhưng nhược điểm làkhông chế tạo được phôi có hình dáng phức tạp. Phương pháp này có ưu điểm: đơn giản, rẻ tiền. Nhưng độ chính xác thấp, không phù hợp với sản xuất loạt vừa và lớn.
3.2.1. Phương pháp rèn khuôn.
Phương pháp này chỉ sử dụng với chi tiết nhỏ, vừa cho độ bóng và độchính xác cao hơn phương pháp rèn tự do...phương pháp này phù hợp với dạng sản xuất loạt vừa và lớn nhưng chi phí cao.
3.2.2. Phương pháp dập thể tích.
Đây là hình thức rèn khuôn, nó thường dùng cho phôi có hình dáng phức tạp, có độ chính xác cao, cơ tính của phôi tốt, thường áp dụng trong sản xuất loạt vừa,lớn hàng khối. Phương pháp này có ưu điểm tiết kiệm được kim loại, giảm thời gian gia công cơ khí, giảm được giá thành chế tạo sản phẩm.
Nhược điểm: do dập trên máy búa nên lực ép lớn, va đập nhiều nên cần chế tạo khuôn có độ cứng độ bền cao dẫn đến việc chế tạo khuôn khó khăn cũng như giá thành tương đối cao.
3.2.3. Phương pháp cán.
Phương pháp này cũng có ưu điểm là dễ chế tạo và năng suất cao, rẻ tiền, đơn giản. Nhưng có nhược điểm là cơ tính vật liệu không cao, phôi có hình dáng đơn giản. Nó chỉ phù hợp với những chi tiết có đường kính thay đổi nhỏ.
3.2.4. Phương pháp dập nóng.
Phương pháp náy có ưu điểm là độ nhẵn bóng bề mặt cao (không có ba via), giảm thời gian gia công, tiết kiệm được vật liệu, cơ tính cao.
Nhược điểm là giá thành máy ép cao, khi quá tải thường xảy ra kẹt máy, nhiều trường hợp khó giải quyết, kích thước phôi ban đầu yêu cầu phải có độ chính xác cao.
Qua phân tích ở trên và dựa vào chi tiết cần gia công có đường kính thay đổi. Ta chọn phôi bằng phương pháp dập nóng, phương pháp này có những ưu điểm mà ta cần.
3.3 Tính lượng dư cho bề mặt
Quy trình công nghệ gia công trụ gồm 4 bước: tiện thô, tiện tinh,mài tinh,mài thô.
Chi tiết được gia công chống tâm hai đầu nên sai số gá đặt = 0. Như vậy trong công thức tính Zmin không còn sai số gá đặt
3.31.Sai lệch về vị trí không gian của phôi được xác định theo công thức sau đây:
Trong đó:
: độ lệch giữa hai nửa của khuôn dập so với tâm danh nghĩa của phôi:
=1mm
: độ cong vênh của phôi.
= .45= 0,045mm
: độ cong đơn vị trên 1mm chiều dài, còn l là chiều dài mặt gia công(l=45)
: sai lệch do tạo lỗ tâm,được tính theo công thức sau:
=
: dung sai của phôi dập =2,5mm và 0,25 là độ võng tâm phôi.
Vậy = = 1,27mm
Do đó sai lệch không gian của phôi sẽ là
= 1027
3.32.Chất lượng bề mặt phôi
- Sai lệch không gian còn lại sau nguyên công tiện thô:
=0,06. =0,06. 1027= 61,62
- Sai lệch không gian còn lại sau nguyên công tiện tinh:
=0,04.= 0,04.1027= 41,08
- Sai lệch không gian còn lại sau nguyên công mài thô:
=0,02.= 0,02.1027= 20,54
3.33.Lượng dư tối thiểu được xác định theo công thức:
=2()
Như vậy ta có:
- Tiện thô : = 2(150+250+1027) = 2854
- Tiện tinh : = 2(50+50+61,62) = 323,24
- Mài thô : = 2(30+30+41,08) = 202,16
- Mài tinh : = 2(10+20+20,54) = 81,08
3.34. Cột kích thước tính toán được xác định như sau:
Lấy kích thước lượng dư tính toán nhỏ nhất.
- Mài thô : = 45 - 0,5 = 39,5 mm
- Tiện tinh: = 40 - 0,02 = 39,98 mm
- Tiện thô:= 50 - 0,03 = 49,97 mm
- Phôi := 55 mm
3.35. Dung sai của các nguyên công
- Mài tinh : = 45 + 0,5 = 45,5 mm
- Mài thô : = 40 + 0,02 = 40,02
- Tiện tinh : = 45 + 0,5 = 45,5
- Tiện thô : = 50 + 0,03 = 50,03
- Phôi : = 55
3.36. Xác định lượng dư giới hạn với:
: hiệu các kích thước giới hạn lớn nhất
: hiệu các kích thước giới hạn nhỏ nhất
Ta có :
vMài tinh : = 530
vMài thô : = 530
vTiện tinh : = 453
vTiện thô : = 497
vMài tinh : = 500
vMài thô : = 200
vTiện tinh : = 300
vTiện thô : = 550
g. Xác định lượng dư tổng cộng
= =500+200+300+550=1550
= = 530+530+453+497= 2010
Kiểm tra phép tính toán
|
Bước công nghệ |
Các thành của lượng dư
|
Lượng dư tính toán |
Kích thước tính toán d(mm) |
Dung sai () |
Kích thước giới hạn mm |
Lượng dư giới hạn mm |
|||||
|
Phôi |
150 |
250 |
2854 |
0 |
- |
55 |
3000 |
55 |
56 |
- |
- |
|
Tiện thô |
50 |
50 |
323,24 |
0 |
4060 |
49,97 |
400 |
49,97 |
50,03 |
453 |
453 |
|
Tiện tinh |
30 |
30 |
202,16 |
0 |
396 |
39,98 |
120 |
39,98 |
45,5 |
497 |
550 |
|
Mài thô |
10 |
20 |
81,08 |
0 |
250 |
39,5 |
30 |
39,5 |
40,02 |
500 |
530 |
|
Mài tinh |
5 |
10 |
- |
0 |
125 |
40,01 |
20 |
40,01 |
45,5 |
200 |
530 |
|
Tổng cộng |
1550 |
2010 |
|||||||||
PHẦN IV: THIẾT KẾ QUÁ TRÌNH CÔNG NGHỆ
CHẾ TẠO CHI TIẾT
4.1. Phân tích đặc điểm về yêu cầu kỹ thuật các bề mặt gia công.
- Trục có chiều dại không lớn lắm nên có thể gia công trên máy tiện thông thường hầu hết các kích thước.
- Các bậc trục đòi hỏi chất lượng bề mặt không cao Ra = 1,25 nên máy tiện có thể gia công đạt được độ chính xác trên thông qua 2 bước tiện thô và tiện tinh.
- Trục là trục bậc có kích thước đường kính giảm dần về 1 phía thuận tiện cho việc gia công trong 1 nguyên công bao gồm nhiều bước.
- Tĩ lệ giữa đường kính và chiều dài tương đối nhỏ nên độ cứng vững của trục khi gia công tương đối cao.
- Giữa các bậc trục có rảnh thoát dao làm giảm ứng suất gây ra gãy trục, rảnh thoát dao có thể gia công trên máy tiện bằng dụng cụ dao cắt đứt.
- Trục phải qua nhiệt luyện để đạt độ cứng đúng với yêu cầu. Vì trục là trục rỗng tương đối dài nên sau khi nhiệt luyện dể gây ra biến dạng do nhiệt.
- Các bề mặt bậc trục có đường kính ϕ45 và M39x15 dùng để lắp ghép nên đòi hỏi độ chính xác gia công cao cần gia công tinh sau nhiệt luyện bằng phương pháp mài.
- Bề mặt lỗ ϕ14 ϕ12 là bề mặt làm việc có độ nhám là Ra = 1,25 nên độ chính xác gia công cần đạt là IT9 cần trải qua các bước khoan, khoét, doa.
ð Kết luận.
- Hầu hết các bề mặt gia công là bề mặt trụ, nên có thể gia công trên cùng 1 máy nên giảm được thời gian gia công và hiệu quả kinh tế cao.
- Các bề mặt yêu cầu độ chính xác cao không cao nên có thể gia công trên các máy công cụ thường có của cơ sở sãn xuất.
- Độ đồng tâm các bậc trục ϕ45, ϕ55, ϕ40 ϕ50 là <0.01/100 nên đòi hỏi quá trình gia công phải đảm bảo không xảy ra xê dịch lớn trong khi gia công cần định vị và kẹp chặt tốt.
4.2.1. Phân tích chọn chuẩn gia công.
Để thực hiện gia công đảm bảo chính xác ta phải chọn chuẩn thô cho nguyên công đầu tiên. Đảm bảo đạt được các yêu cầu sau:
- Chuẩn thô được chọn phải đảm bảo phân bố đủ lượng dư cho các nguyên công còn lại.
- Phải đảm bảo đạt được độ chính xác về vị trí tương quan giữa các bề mặt không gia công và các bề mặt khác của chi tiết.
Dựa trên các nguyên tắc sau:
- Nếu chi tiết có 1 bề mặt không gia công thì lấy bề mặt đó làm chuẩn thô.
- Nếu có nhiều hơn 1 bề mặt không gia công thì nên chọn chuẩn thô là bề mặt có yêu cầu về độ chính xác vị trí tương quan so với các mặt gia công cao nhất.
- Nếu tất cả các bề mặt đều gia công thì nên chọn bề mặt có lượng dư nhỏ nhất làm chuẩn thô.
- Chuẩn thô nên chọn là bề mặt tương đối bằng phẳng, không có đậu ngót, bavia.
- Chuẩn thô nên dùng chỉ 1 lần trong quá trình gia công.
Dựa trên các nguyên tắc trên ta chọn bề mặt bậc trục ϕ45 làm chuẩn thô cho nguyên công đầu tiên.
Tiếp theo phải xác định chuẩn tinh thông nhất cho các bước công nghệ tiếp theo nhằm đảm bảo tránh sai lệch về kích thước và dung sai của chi tiết. Để chọn chuẩn tinh phải dựa vào các nguyên tắc sau:
- Chuẩn tinh là chuẩn thống nhất.
- Cố gắng chọn chuẩn tinh là chuẩn tinh chính.
- Chọn chuẩn định vị trùng với chuẩn đo để tránh gây ra sai số chuẩn.
- Chọn chuẩn tinh sao cho kết cấu đồ gá gia công là đơn giản và hợp lý nhất.
- Các bề mặt chọn làm chuẩn phải có kích thước đủ lớn, hình dáng ổn định cho phép định vị và kẹp chặt tốt.
Trên cơ sở đó chọn lổ ϕ2,5 là kích thước lỗ chống tâm làm chuẩn tinh chính cho quá trình gia công chi tiết.
4.3 Thiết kế các nguyên công
Để có thể gia công được sản phẩm đảm bảo được năng xuất cũng như độ chính xác ta phải có đường lối công nghệ đúng đắn. Phân chia ra các nguyên công ( Các bước công nghệ ) sao cho phù hợp, như nguyên công nào được thực hiện trước, nguyên công nào sau sao cho việc chọn chuẩn thống nhất được các bề mặt trước từ đó làm cơ sở để gia công các bề mặt sau có độ chính xác cao hơn. Chính vì lý do này ta chia quá trình gia công chi tiết ra các nguyên công như sau :
Nguyên công 1: Khỏa mặt đầu,khoan lỗ tâm
Nguyên công 2: Gia công tiện thô, tinh mặt trụ45 vát mép 2x450
Nguyên công 3: Gia công tiện thô tinh mặt trụ vát mép 2x450và mặt Ren M16.
Nguyên công 4: Gia công rãnh then 14
Nguyên công 5: mài thô tinh mặt trụ 45
Nguyên công 6: Kiểm Tra
4.3.1.Lập thứ tự các nguyên công:
Nguyên công 1 : phay mặt đầu khoan lỗ tâm
Bước 1 phay mặt đầu
-sử dụng máy MP73
-dao T15K6
Bước 2 :khoan lỗ chống tâm
-sử dụng máy MP-71M
- dao : khoan Chi tiết được định vị bằng : 2 khối v ngắn khống chế 4 bậc tự do 1 ép tỳ khống chế 1 bậc tự do
Nguyên công 2:Gia công tiện thô, tinh mặt trụ: 45 vát mép 2x450
+> Định vị : Dùng mũi tâm tự lựa khống chế 3 bậc tự do
Dùng mũi tâm xoay khống chế 2 bậc tự do
+> Chọn máy : Máy tiện 1K62
+> Chọn dao : + Dao T15K6
+> Bước gia công:
Bước 1 : tiện thô.tinh mặt trụ 45, l=110
Bước 2: tiện thô ,tinh mặt trụ, l=45(mm) và l= 65mm và l=45mm
Bước 3: vát mép2450
+> Dụng cụ kiểm tra : Thước cặp,Thước đo sâu,Pan me
hoặc calip có lắp đồng hồ so
Nguyên công 3:Gia công tiện thô tinh mặt trụ vát mép 2x450và mặt Ren M16
+> Định vị : Dùng mũi tâm tự lựa khống chế 3 bậc tự do
Dùng mũi tâm xoay khống chế 2 bậc tự do
+> Kẹp chặt : Kẹp chặt bằng cơ cấu tốc kẹp
+> Chọn máy : Máy tiện 1K62
+> Bước gia công:
Bước 1 : tiện thô mặt trụ , l= 30mm
Bước 2: tiện thô ,tinh mặt trụ , l=120(mm)
Bước 3: vát mép 1450
Bước 4: tiện ren M16, l=30(mm)
Dung dịch trơn nguội : nước
+> Dụng cụ kiểm tra : Thước cặp, dưỡng,Pan me hoặc calípvòng
Nguyên công 4: Gia công rãnh then 14
+> định vị: 2 khối v ngắn khống chế 4 bậc tự do. 1 ép mặt bên
+> Chọn máy : Máy phay đứng.6H12
+dao phay định hình P18
+> Dụng cụ kiểm tra : Thước cặp,Thước đo sâu,Pan me
hoặc calip có lắp đồng hồ
Nguyên công 5: mài thô tinh mặt trụ 45
- máy : máy mài 3A150
- bước gia công :
+bước 1: mài mặt trụ
+bước 2: mài mặt trụ
+ bước 3: mài mặt trụ
+ bước 4: mài mặt trụ
+bước3 :trở đầu rồi mài mặt trụ
-dụng cụ kiểm tra: Thước cặp…
Nguyên công 6: kiểm tra độ đồng trục
4.3.2. Tính toán chế độ cắt cho nguyên công gia công mặt trụ Φ50.
4.3.2.1. Bước 1: tiện thô mặt trụ Φ50.
- Chiều sâu cắt t(mm)
Với lượng dư gia công : z=2.5mm
Chiều sâu cắt: t=1,55 mm
- Lượng chạy dao.
Theo bảng (5-11) [3] Với đường kính mặt gia công Φ50 ta có:
- Kích thước dao: 16 x 25
- Lượng chạy dao S=0,4 (mm/vg)
- Tốc độ cắt V
V=
Trong đó: T= 30÷60 (ph) : Trị số trung bình tuổi bền dao.Chọn T=60 (ph)
x, y, m: Các số mũ. Theo bảng 5-17 [3] ta có:
x= 0,15 y= 0,35 m=0,3
Cv=350 : Hệ số điều chỉnh.
Kv= kMv.knv.kuv
Trong đó:
kMv=kn.=1.: Hệ số điều chỉnh phụ thuộc vào tính cơ lý của thép.
knv=0,8: Hệ số điều chỉnh phụ thuộc vào vật liệu cắt.(bảng 5.5[3])
kuv =1: Hệ số điều chỉnh vào vật liệu dụng cụ cắt.
Kv=1,15.0,8.1=0,92
ð V= (mm/phút)
- Số vòng quay trục chính.
n= (vg/ph)
Chọn số vòng quay cho máy: nm=1000 (v/ph)
Vận tốc cắt thực tế: V= (mm/ph)
- Lực cắt P.
+ Lực hướng kính.
Pz=Cpz.txPz.SyPz.Vnz.kPz (kg)
Tra bảng 5.23[3] CPz = 300; x = 1; y = 0,75; n = -0,15
KPz= KMP . KjPz . KgPz . KlPz . KrPz
KMP = 1 bảng 5.9[3]
Tra bảng 5.22[3] ta có:
kφ=1 kγp=1 kλp=1 krp=0,87
KPz=1.1.1.0,87=0,87
Vậy Pz=300.1,55.0,40,75.-0,15.0,87=94,2 (kg)
+ Lực tiếp tuyến:
Py = CPy. txPy.SyPy. Vny.KPy (kg).
Tra bảng 5.23[3] : CPz = 243; x = 0,6; y = 0,9; n = - 0,3
KPy= KMP . KjPy . KgPy . KlPy . KrPy
KMP = 1 bảng 5.9[3]
Tra bảng 5.22[3] ta có:
KjPy=1 KgPy=1 KlPy=1 KrPy=0,66
KPy = 1,0. 1,0 .1,0 .1,0 .0,66 = 0,66
Vậy => Py = 243 . 1,30,6, 0,40,9.-0,3 . 0,66 = 18 (kg)
+ Lực dọc trục: Px = CPx. txPx.SyPx. Vnx .KPx (kg).
Tra bảng 5.23[3]: CPx = 339; x = 1,; y = 0,5 ; n =-0,4.
KPx= KMP . KjPx . KgPx . KlPx . KrPx
KMP = 1 bảng 5.9[3]
Tra bảng 5.22[3] ta có:
KjPx=1 KgPx=1 KlPx=1 KrPx=1
KPx = 1,0. 1,0 .1,0 .1,0 .1,0 = 1
Vậy => Px = 339 . 1,31.0,40,5.-0,4 . 1,0 = 36,6(kg)
- Công suất cắt.
N=(kW)
Vậy chọn máy theo công suất N=2,2 (kW)
N=2,2 (kW) < Nm=10 (kW)
Vậy máy đã chọn đảm bảo an toàn
- Thời gian gia công.
T=
Trong đó:
L: chiều dai chi tiết gia công. L=45 (mm)
y: Lượng ăn tới của dao
y=t.cotgφ=2.1=2 (mm) với φ=45o : góc nghiêng chính
S=0,8(mm/vg) : Lượng chạy dao
n=590 (vg/ph): tốc độ vòng quay.
i=3 lần: Số lần ăn dao.
Vậy T=(ph )
4.3.2.2. Tiện tinh Φ50.
a) Chiều sâu cắt t(mm)
Lượng dư: z =2.5
Chiều sâu cắt: t=0,2 (mm)
b) Lượng chạy dao.
Theo bảng (5-11) [3] Với đường kính mặt gia công Φ50 ta có:
- Kích thước dao: 16 x 25
- Lượng chạy dao S=0,25 (mm/vg)
c) Tốc độ cắt V
V=
Trong đó: T= 30÷60 (ph) : Trị số trung bình tuổi bền dao.Chọn T=60 (ph)
x, y, m: Các số mũ. Theo bảng 5-17 [3] ta có:
Cv=292 : Hệ số điều chỉnh.
x= 0,3 y= 0,15 m=0,18
Kv= kMv.knv.kuv
Trong đó:
kMv=1,15: Hệ số điều chỉnh phụ thuộc vào tính cơ lý của thép.
knv=0,8: Hệ số điều chỉnh phụ thuộc vào vật liệu cắt.
kuv =1: Hệ số điều chỉnh vào vật liệu dụng cụ cắt.
Kv=1,15.0,8.1=0,92
V= (mm/phút)
d) Số vòng quay trục chính.
n= (vg/ph)
Chọn số vòng quay của máy: nm=2000 (v/ph)
Tính lai vận tốc cắt: V= (mm/ph)
e) Lực cắt P.
+ Lực hướng kính
Pz=Cpz.txPz.SyPz.Vnz.kpz
Trong đó: Cp=384
x=0,9 y=0,9 n= -0,15
Hệ số điều chỉnh kp tính theo công thức:
Kpz=KMP.kφ.kγp.kλp.krp
Trong đó:
KMP=1 (MPa) bảng 5.9[3]
kφ=1 kγp=1 kλp=1 krp=0,87
=> Kpz=1.1.1.1.0,87=0,87
Vậy Pz=384.0,20,9.0,250,9.-0,15.0,87=10 (kg)
+ Lực tiếp tuyến: Py = CPy. txPy.SyPy. Vny.KPy (kg).
Tra bảng 5.23[3] : CPy = 355; x = 0,6; y = 0,8; n = - 0,3
KPy= KMP . KjPy . KgPy . KlPy . KrPy
KMP = 1 bảng 5.9[3]
Tra bảng 5.22[3] ta có:
KjPy=1 KgPy=1 KlPy=1 KrPy=0,66
KPy = 1. 1 .1 .1 .0,66 = 0,66
Vậy => Py = 355 . 0,60,6. 0,250,8 .-0,3 . 0,66 = 6(kg)
+ Lực dọc trục: Px = CPx. txPx.SyPx. Vnx .KPx (kg).
Tra bảng 5.23[3]: CPx = 241; x = 1,05; y = 0,2 ; n =-0,4.
KPx= KMP . KjPx . KgPx . KlPx . KrPx
KMP = 1 bảng 5.9[3]
Tra bảng 5.22[3] ta có:
KjPx=1 KgPx=1 KlPx=1 KrPx=1
- KPx = 1. 1 .1 .1 .1 = 1
Vậy => Px = 241 .0,21,05.0,250,2 .-0,4 . 1 = 4 (kg)
f) Công suất cắt.
N= (kW)
N
Vậy máy chọn đảm bảo an toàn
g) Thời gian gia công.
T=
Trong đó:
L: chiều dai chi tiết gia công. L=45 (mm)
y: Lượng ăn tới của dao
y=t.cotgφ=2.1=2 (mm) với φ=45o : góc nghiêng chính
S=0,25(mm/vg) : Lượng chạy dao
n=2000 (vg/ph): tốc độ vòng quay.
i=1 lần: Số lần ăn dao.
Vậy T=(ph )
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Tiện tinh Æ50 |
1K62 |
T15K6 |
0,2 |
0,25 |
256 |
2000 |
0,094 |
0,42 |
|
Tiện thô Æ50 |
1K62 |
T15K6 |
1,55 |
0,4 |
157 |
1000 |
0,05875 |
2,2 |
|
Bước |
Máy |
Dao |
t (mm) |
S(mm/vg) |
V(m/ph) |
n(v/ph) |
T0(ph) |
Công suất(kw) |
4.4Tra bảng cho các ngyên công còn lại:
*Nguyên công 1: khỏa mặt đầu khoan lỗ tâm.
+ Khỏa mặt đầu.
Lượng dư gia công: z=2.5 (mm)
Chiều sâu cắt t= 1,25 (mm)
Lượng chạy dao: S= 0,6 (mm/vg) Bảng(5.60)[3]
Vận tốc cắt V=287 (m/ph) Bảng (5.64)[3]
Số vòng quay trục chính: = (vg/ph)
Chọn số vòng quay cho máy: nm=2000 (vg/ph)
Vận tốc cắt thực tế: V= (m/ph)
Pz=Cpz.txPz.SyPz.Vnz.kpz
Trong đó: Cp=384
x=0,9 y=0,9 n= -0,15
Hệ số điều chỉnh kp tính theo công thức:
Kpz=KMP.kφ.kγp.kλp.krp
Trong đó:
KMP=1 (MPa) bảng 5.9[3]
kφ=1 kγp=1 kλp=1 krp=0,87
=> Kpz=1.1.1.1.0,87=0,87
Vậy Pz=384.0,60,9.0,50,9. 287-0,15.0,87=48,4(kg)
Công suất máy: N= (kw)
Thời gian gia công: To= (ph)
+ khoan lỗ tâm
Chiều sâu cắt: t= 0,5.D= 0,5.8=4(mm)
Lượng chạy dao: S=0,06 (mm/vg)
Tốc độ cắt V= (m/ph)
Mômen xoắn Mx =10.CM.Dq.Sy.kP=10.0,0345.42.0,060,8.1=0,6 (N.m)
Số vòng quay trục chính: n= (vg/ph)
Công suất cắt: Ne= (kw)
Thời gian máy: T0= (ph)
|
Khoan lỗ tâm |
MP73 |
P6M5 |
2 |
0,06 |
38,5 |
1500 |
0,03 |
0,09 |
|
Khỏa mặt đầu |
MP73 |
T15K6 |
1,25 |
0,6 |
282,6 |
2000 |
0,005 |
1,56 |
|
Bước |
Máy |
Dao |
t (mm) |
S(mm/vg) |
V(m/ph) |
n(v/ph) |
T0(ph) |
Công suất(kw) |
*nguyên công 2: Tiện thô và tiện tinh F45 F50
+ Tiện thô Φ45
Lượng dư: z=2 (mm)
Chiều sâu: t=1 (mm)
Lượng chạy dao: S=0,6 (mm/vg) Bảng(5.60)[3]
Vận tôc cắt: V=144 (m/ph) Bảng (5.64)[3]
Số vòng quay truc chính: n= (vg/ph)
Chọn số vòng quay của máy: nm=1000 (vg/ph)
Vận tốc cắt thực của máy: V=(m/ph)
+ Lực hướng kính.
Pz=Cpz.txPz.SyPz.Vnz.kPz (kg)
Tra bảng 5.23[3] CPz = 300; x = 1; y = 0,75; n = -0,15
KPz= KMP . KjPz . KgPz . KlPz . KrPz
KMP = 1 bảng 5.9[3]
Tra bảng 5.22[3] ta có:
kφ=1 kγp=1 kλp=1 krp=0,87
KPz=1.1.1.0,87=0,87
Vậy Pz=300.1,31.0,40,75. 94,2-0,15.0,87=86,3 (kg)
Công suất máy: N=(kw)
Thời gian gia công: To= (ph)
+ Tiện thôΦ50
Lượng dư : z=2
Chiều sâu cắt : t=1 (mm)
Lượng chạy dao: S=0,6 (mm)
Vận tốc cắt: V=170 (m/ph)
Số vòng quay trục chính: n=2000(vg/ph)
Công suất cắt: N=2,1 (kw)
Thời gian gia công: To= (ph)
+ Tiện tinh Φ45
Lượng dư: z= 0,4 (mm)
Chiều sâu cắt: t= 0,2 (mm)
Lượng chạy dao: S= 0,7(mm)
Vận tốc cắt: V=159 (mm/ph)
Số vòng quay trục chính: n= (vg/ph)
Chọn số vòng quay của máy: nm=1000 (vg/ph)
Vận tốc cắt của máy: V= (m/ph)
Pz=Cpz.txPz.SyPz.Vnz.kpz
Trong đó: Cp=384
x=0,9 y=0,9 n= -0,15
Hệ số điều chỉnh kp tính theo công thức:
Kpz=KMP.kφ.kγp.kλp.krp
Trong đó:
KMP=1 (MPa) bảng 5.9[3]
kφ=1 kγp=1 kλp=1 krp=0,87
=> Kpz=1.1.1.1.0,87=0,87
Vậy Pz=384.0,20,9.0,30,9. -0,15.0,87=12,4 (kg)
Công suất cắt: N= (kw)
Thời gian gia công: To= (ph)
+ Tiện tinh Φ50
Lượng dư : z=0,4
Chiều sâu cắt : t=0,2 (mm)
Lượng chạy dao: S=0,6 (mm)
Vận tốc cắt: V=256 (m/ph)
Số vòng quay trục chính: n=2000 (vg/ph)
Công suất cắt: N= 0,42(kw)
Thời gian gia công: To= (ph)
|
Tiện tinh Φ45 |
1K62 |
T15K6 |
0,2 |
0,6 |
159 |
1000 |
0,93 |
0,32 |
|
Tiện tinh Φ50 |
1K62 |
T15K6 |
0,2 |
0.6 |
256 |
2000 |
0.36 |
0.42 |
|
Tiện thô Φ45 |
1K62 |
T15K6 |
1 |
0,6 |
141,3 |
1000 |
0,35 |
1.99 |
|
Tiện thô Φ50 |
1K62 |
T15K6 |
1 |
0,6 |
170 |
1000 |
0.3375 |
2.1 |
|
Bước |
Máy |
Dao |
t (mm) |
S(mm/vg) |
V(m/ph) |
n(v/ph) |
T0(ph) |
Công suất(kw) |
*Nguyên công 3: tiện các mặt Φ40 Φ55
- + Tiện thô Φ40
Lượng dư: z=2.1 (mm)
Chiều sâu: t=1,05 (mm)
Lượng chạy dao: S=0,4 (mm/vg) Bảng(5.60)[3]
Vận tôc cắt: V=182 (m/ph) Bảng (5.64)[3]
Số vòng quay truc chính: n= (vg/ph)
Chọn số vòng quay của máy: nm=1000 (vg/ph)
Vận tốc cắt thực của máy: V=(mm/ph)
+ Lực hướng kính.
Pz=Cpz.txPz.SyPz.Vnz.kPz (kg)
Tra bảng 5.23[3] CPz = 300; x = 1; y = 0,75; n = -0,15
KPz= KMP . KjPz . KgPz . KlPz . KrPz
KMP = 1 bảng 5.9[3]
Tra bảng 5.22[3] ta có:
kφ=1 kγp=1 kλp=1 krp=0,87
KPz=1.1.1.0,87=0,87
Vậy Pz=300.1,31.0,40,75. -0,15.0,87=80,42(kg)
Công suất máy: N= (kw)
Thời gian gia công: To=
+ Tiện thô Φ55
Lượng dư: z=2.1 (mm)
Chiều sâu: t=1,05 (mm)
Lượng chạy dao: S=0,6 (mm/vg) Bảng(5.60)[3]
Vận tôc cắt: V=144 (m/ph) Bảng (5.64)[3]
Số vòng quay truc chính: n= (vg/ph)
Chọn số vòng quay của máy: nm=1000 (vg/ph)
Vận tốc cắt thực của máy: V=(m/ph)
+ Lực hướng kính.
Pz=Cpz.txPz.SyPz.Vnz.kPz (kg)
Tra bảng 5.23[3] CPz = 300; x = 1; y = 0,75; n = -0,15
KPz= KMP . KjPz . KgPz . KlPz . KrPz
KMP = 1 bảng 5.9[3]
Tra bảng 5.22[3] ta có:
kφ=1 kγp=1 kλp=1 krp=0,87
KPz=1.1.1.0,87=0,87
Vậy Pz=300.1,31.0,40,75. 94,2-0,15.0,87=86,3 (kg)
Công suất máy: N= (kw)
Thời gian gia công: To= (ph)
+ Tiện tinh Φ40
Lượng dư: z= 0,4 (mm)
Chiều sâu cắt: t= 0,2 (mm)
Lượng chạy dao: S= 0,3(mm)
Vận tốc cắt: V=182 (m/ph)
Số vòng quay trục chính: n= (vg/ph)
Chọn số vòng quay của máy: nm=2000(vg/ph)
Vận tốc cắt của máy: V= (m/ph)
Pz=Cpz.txPz.SyPz.Vnz.kpz
Trong đó: Cp=384
x=0,9 y=0,9 n= -0,15
Hệ số điều chỉnh kp tính theo công thức:
Kpz=KMP.kφ.kγp.kλp.krp
Trong đó:
KMP=1 (MPa) bảng 5.9[3]
kφ=1 kγp=1 kλp=1 krp=0,87
=> Kpz=1.1.1.1.0,87=0,87
Vậy Pz=384.0,20,9.0,30,9. 150,8-0,15.0,87=12,5(kg)
Công suất cắt: N= (kw)
Thời gian gia công: To= (ph)
+ Tiện tinh Φ55
Lượng dư: z= 0,4 (mm)
Chiều sâu cắt: t= 0,2 (mm)
Lượng chạy dao: S= 0,8(mm)
Vận tốc cắt: V=182 (m/ph)
Số vòng quay trục chính: n= (vg/ph)
Chọn số vòng quay của máy: nm=1000(vg/ph)
Vận tốc cắt của máy: V= (m/ph)
Pz=Cpz.txPz.SyPz.Vnz.kpz
Trong đó: Cp=384
x=0,9 y=0,9 n= -0,15
Hệ số điều chỉnh kp tính theo công thức:
Kpz=KMP.kφ.kγp.kλp.krp
Trong đó:
KMP=1 (MPa) bảng 5.9[3]
kφ=1 kγp=1 kλp=1 krp=0,87
=> Kpz=1.1.1.1.0,87=0,87
Vậy Pz=384.0,20,9.0,30,9. 106,76-0,15.0,87=13,2(kg)
Công suất cắt: N= (kw)
Thời gian gia công: To=(ph)
*Tiện ren M39
1 Bước thô
Chiều sâu cắt t(mm)
Lượng dư: z =2
Chiều sâu cắt: t=0,63 (mm)
Lượng chạy dao.
Theo bảng (5-11) [3] Với đường kính mặt gia công Φ39 ta có:
- Kích thước dao: 16 x 25
- Bước ren S=1,5 ta có số lần cắt i=2
Tốc độ cắt V
V=
Trị số trung bình tuổi bền dao.Chọn T=80 (ph) theo bảng 5.59 sổ tay công nghệ chế tạo máy
x, y, m: Các số mũ. Theo bảng 5.49 [3] ta có:
Cv=14,8 : Hệ số điều chỉnh.
x= 0,7 y= 0,3 m=0,11
Kv= kMv.knv.kuv
Trong đó:
kMv=0,48: Hệ số điều chỉnh phụ thuộc vào tính cơ lý của thép.
knv=0,8: Hệ số điều chỉnh phụ thuộc vào vật liệu cắt.
kuv =1: Hệ số điều chỉnh vào vật liệu dụng cụ cắt.
Kv=0,48.0,8.1=0,384
V= (m/phút)
Số vòng quay trục chính.
n= (vg/ph)
Chọn số vòng quay của máy: nm=100 (v/ph)
Tính lai vận tốc cắt: V= (m/ph)
Lực cắt
+ Lực hướng kính Pz=
Trong đó: Cp=148
y=1,7n= 0,71
Vậy Pz==180 (kg)
Công suất cắt
N=kw
Thời gian gia công.
T=
Trong đó:
L: chiều dai chi tiết gia công. L=30(mm)
y: Lượng ăn tới của dao
y=t.cotgφ=2.1=2 (mm) với φ=45o : góc nghiêng chính
S=1,5(mm/vg) : Lượng chạy dao
n=100 (vg/ph): tốc độ vòng quay.
i=2 lần: Số lần ăn dao.
Vậy T=(ph)
Bước tinh
Chiều sâu cắt t(mm)
Lượng dư: z =0,5
Chiều sâu cắt: t=0,2 (mm)
Lượng chạy dao.
Theo bảng (5-11) [3] Với đường kính mặt gia công Φ39 ta có:
- Kích thước dao: 16 x 25
- Bước ren S=1,5 ta có số lần cắt i=2
Tốc độ cắt V
V=
Trị số trung bình tuổi bền dao.Chọn T=80 (ph) theo bảng 5.59 sổ tay công nghệ chế tạo máy
x, y, m: Các số mũ. Theo bảng 5.49 [3] ta có:
Cv=41,8 : Hệ số điều chỉnh.
x= 0,45 y= 0,3 m=0,13
Kv= kMv.knv.kuv
Trong đó:
kMv=0,48: Hệ số điều chỉnh phụ thuộc vào tính cơ lý của thép.
knv=0,8: Hệ số điều chỉnh phụ thuộc vào vật liệu cắt.
kuv =0,75: Hệ số điều chỉnh vào vật liệu dụng cụ cắt.
Kv=0,48.0,8.0,75=0,288
V= (m/phút)
Tính lại vận tốc cắt
Số vòng quay trục chính.
n= (vg/ph)
Chọn số vòng quay của máy: nm=630 (v/ph)
Lực cắt
+ Lực hướng kính
Pz=
Trong đó: Cp=148
y=1,7n= 0,71
Vậy Pz==180 (kg)
Công suất cắt
N=
Thời gian gia công.
T=
Trong đó:
L: chiều dai chi tiết gia công. L=30(mm)
y: Lượng ăn tới của dao
y=t.cotgφ=2.1=2 (mm) với φ=60o : góc nghiêng chính
S=1,5(mm/vg) : Lượng chạy dao
n=100 (vg/ph): tốc độ vòng quay.
i=2 lần: Số lần ăn dao.
Vậy T=(ph)
|
Tiện ren tinh M39 |
1K62 |
P6M5 |
0,2 |
1,5 |
29 |
630 |
0,068 |
0,853 |
|
|
Tiên ren thô M39 |
1K62 |
P6M5 |
0,63 |
1,5 |
5,05 |
100 |
0,423 |
0,14 |
|
|
Tiện tinh Φ55 |
1K62 |
T15K6 |
0,2 |
0,8 |
172,7 |
1000 |
0,217 |
0,37 |
|
|
Tiện tinh Φ40 |
1K62 |
T15K6 |
0,2 |
0,3 |
182 |
2000 |
0,208 |
0,51 |
|
|
Tiện thô Φ55 |
1K62 |
T15K6 |
1,05 |
0,6 |
173,25 |
1000 |
0, 325 |
2,44 |
|
|
Tiện thô Φ40 |
1K62 |
T15K6 |
1,05 |
0,4 |
182 |
1000 |
0,5 |
1,65 |
|
|
Bước
|
Máy |
Dao |
t (mm) |
S(mm/vg) |
V(m/ph) |
n(v/ph) |
T0(ph) |
Công suất(kw) |
|
|
|
|
||||||||
*Nguyên công 4: Phay then Φ14 Φ12
-Phay then Ø14
Với lượng dư gia công dọc : z=2.5mm
Lượng dư gia công theo bề rộng 2z=5,5mm
Chiều sâu cắt: t=3mm
Chiều rộng rãnh then 14mm
- Lượng chạy dao.
Theo bảng (5-11) [3] Với đường kính mặt gia công Φ14 ta có:
- Kích thước dao
- Lượng chạy dao S=0,18 (mm/vg)
- Tốc độ cắt V
V=
: Trị số trung bình tuổi bền dao.Chọn T=60 (ph)
x, y, m: Các số mũ. Theo bảng 5-17 [3] ta có:
x= 0,5 y= 0,5 m=0,33 uv=0,1 qv=0,45 pv=0,1
Cv=46,7 : Hệ số điều chỉnh.
Kv= kMv.knv.kuv
Trong đó:
kMv=kn.=1.: Hệ số điều chỉnh phụ thuộc vào tính cơ lý của thép.
knv=0,8: Hệ số điều chỉnh phụ thuộc vào vật liệu cắt.(bảng 5.5[3])
kuv =1: Hệ số điều chỉnh vào vật liệu dụng cụ cắt.
Kv=1,15.0,8.1=0,92
ð V= (m/phút)
ð : n=
ð Chọn số vòng quay n=1000 vòng/phút
- Lực cắt P.
+ Lực hướng kính.
Pz= (kg)
Tra bảng 5.23[3] CPz = 12,5; x= 0,85 y= 0,75 m=0,33 up=1 qp=0,73 wp=0,13
KPz= KMP . KjPz . KgPz . KlPz . KrPz
KMP = 1 bảng 5.9[3]
Tra bảng 5.22[3] ta có:
kφ=1 kγp=1 kλp=1 krp=0,87
KPz=1.1.1.0,87=0,87
Vậy Pz=kg)
Mô men xoắn trên trục chính
M=
Công suất cắt.
N=(kW)
Vậy chọn máy theo công suất N=0,106 (kW)
N=0,106 (kW) < Nm=10 (kW)
Vậy máy đã chọn đảm bảo an toàn
- Thời gian gia công.
T=
Trong đó:
L: chiều dai chi tiết gia công. L=110 (mm)
y: Lượng ăn tới của dao
S=0,18(mm/vg) : Lượng chạy dao
n=1000 (vg/ph): tốc độ vòng quay.
i=3 lần: Số lần ăn dao.
Vậy T=(ph )
-Phay then Ø12:
Với lượng dư gia công dọc : z=2.5mm
Lượng dư gia công theo bề rộng 2z=5,5mm
Chiều sâu cắt: t=3mm
Chiều rộng rãnh then 12mm
- Lượng chạy dao.
Theo bảng (5-11) [3] Với đường kính mặt gia công Φ12 ta có:
- Kích thước dao
- Lượng chạy dao S=0,18 (mm/vg)
- Tốc độ cắt V
V=
: Trị số trung bình tuổi bền dao.Chọn T=60 (ph)
x, y, m: Các số mũ. Theo bảng 5-17 [3] ta có:
x= 0,5 y= 0,5 m=0,33 uv=0,1 qv=0,45 pv=0,1
Cv=46,7 : Hệ số điều chỉnh.
Kv= kMv.knv.kuv
Trong đó:
kMv=kn.=1.: Hệ số điều chỉnh phụ thuộc vào tính cơ lý của thép.
knv=0,8: Hệ số điều chỉnh phụ thuộc vào vật liệu cắt.(bảng 5.5[3])
kuv =1: Hệ số điều chỉnh vào vật liệu dụng cụ cắt.
Kv=1,15.0,8.1=0,92
ð V=(m/phút)
ð : n=
ð Chọn số vòng quay n=1000 vòng/phút
- Lực cắt P.
+ Lực hướng kính.
Pz= (kg)
Tra bảng 5.23[3] CPz = 12,5; x= 0,85 y= 0,75 m=0,33 up=1 qp=0,73 wp=0,13
KPz= KMP . KjPz . KgPz . KlPz . KrPz
KMP = 1 bảng 5.9[3]
Tra bảng 5.22[3] ta có:
kφ=1 kγp=1 kλp=1 krp=0,87
KPz=1.1.1.0,87=0,87
Vậy Pz=kg)
Mô men xoắn trên trục chính
M=
Công suất cắt.
N= (kW)
Vậy chọn máy theo công suất N=0,07 (kW)
N=0,07 (kW) < Nm=10 (kW)
Vậy máy đã chọn đảm bảo an toàn
- Thời gian gia công.
T=
Trong đó:
L: chiều dai chi tiết gia công. L=125 (mm)
y: Lượng ăn tới của dao
S=0,18(mm/vg) : Lượng chạy dao
n=1000 (vg/ph): tốc độ vòng quay.
i=3 lần: Số lần ăn dao.
Vậy T=(ph )
|
Phay rãnh then Φ14 |
6H12 |
P18 |
3 |
0,08 |
22,4 |
1000 |
1,87 |
0,01 |
|
Phay rãnh then Φ12 |
3 |
0,09 |
19,04 |
1000 |
2,12 |
0,07 |
||
|
Bước |
Máy |
Dao |
t (mm) |
S(mm/ph) |
V(m/ph) |
n(v/ph) |
T0(ph) |
Công suất(kw) |
Nguyên công V: mài thô,tinh45 :
Bước 1: mài thô
Bước 2: mài tinh
Yêu cầu độ nhám : 2,5
Bước 1 : mài thô
Lượng chạy dao (tra bảng 5-203 sổ tay công nghệ CTM tập II)
Số vòng quay vg/ph (tra bảng 5-203 sổ tay công nghệ CTM tập II)
Công suất cắt N=3,2 kW (tra bảng 5-205 sổ tay công nghệ CTm tập II)
Bước 2 : mài tinh
Lượng chạy dao = 1,12 mm/ph (tra bảng 5-204 sổ tay công nghệ CTM II)
Số vòng quay = 120 vg/ph ( tra bảng 5-204 sổ tay công nghệ CTM II)
Công suất cắt N= 2,5kW (tra bảng 5-205 sổ tay công nghệ CTm tập II)
+thời gian nguyên công: Mài thô
T=ph
Trong đó =180 vg/ph
t = 0,1mm
h= 3mm
Vậy T==1,25=0,2 (phút)
T =12( giây)
Mài tinh
T=ph
Trong đó =120 vg/ph
t = 0,1mm
h= 3mm
Vậy T==1,25=0,3(phút)
T =18( giây)
|
Thô |
C36L5S |
3A110 |
1,84 |
180 |
3,2 |
|
Tinh |
C36L5S |
3A110 |
1,12 |
120 |
2,5 |
|
Bước |
Dao |
Máy |
Mm/ph |
Vg/ph |
N kW |
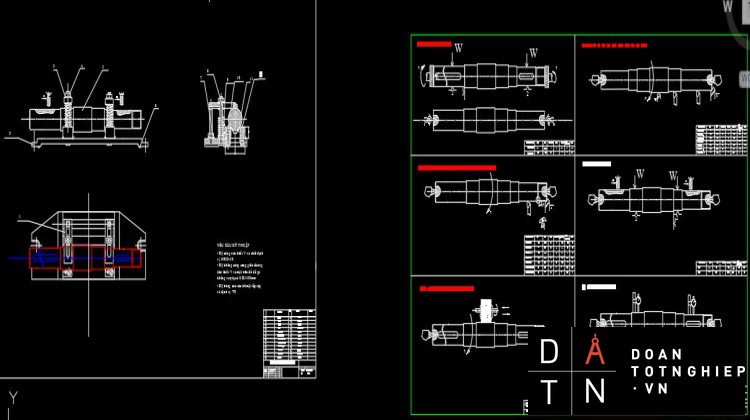
Chương V: TÝnh vµ thiÕt kÕ ®å g¸ Phay rãnh then
-TÝnh to¸n lùc kÑp cña ®å g¸ :
Sö dông ph¬ng ph¸p tÝnh to¸n gÇn ®óng, vËt ë tr¹ng th¸i c©n b»ng tÜnh do lùc t¸c dông vµo vËt bao gåm :
+ Lùc kÑp
+ Ph¶n lùc tõ c¸c gèi tùa
+ma s¸t c¸c mÆt tiÕp xóc
+ Lùc c¾t vµ träng lîng cña chi tiÕt.
5. Phân tích lực tác dụng lên chi tiết và tính toán lực kẹp:
5.1/ Tính toán lực kẹp cần thiết :
- Khi khoan sẽ xuất hiện lực momen Mx và Po tác động lên chi tiết. Vì vậy nhiệm vụ chính của lực kẹp W là đảm bảo sau cho chi tiết không bị xoay do tác động của momen Mx và không bị trượt dọc trục.
* Tính lực kẹp chống xoay W1 = (1)
Trong đó:
f1 , f2 là ma sát giữa khối V với chi tiết, mỏ kẹp với chi tiết:
Với f1 = 0,2; f2 = 0,2.
α : là góc của khối V: Với α = 1200.
R = 22,5
Momen xoắn Mx = 14,2 N.m = 14200 N.mm
Khoảng cách từ tâm chi tiết đến tâm lổ cần khoan: h = 450 mm.
Đường kính của lỗ cần khoan: d = 6 mm.
K - Hệ số an toàn có tính đến khả năng làm tăng lực cắt trong quá trình gia công: K = K0.K1.K2.K3.K4.K5.K6
K0 - hệ số an toàn tính cho tất cả các trường hợp : K0 = 1,5.
K1 - hệ số tính đến trường hợp tăng lực cắt khi độ bóng thay đổi : K1= 1
K2 - hệ số tăng lực cắt khi dao mòn : K2= 1,2
K3 - hệ số tăng lực cắt khi gia công gián đoạn : K3= 1,2.
K4 - hệ số tính đến sai số của cơ cấu kẹp chặt : K4= 1.
K5- hệ số tính đến mức độ thuận lợi của cơ cấu kẹp : chọn K5= 1.
K6 - hệ số tính đến mô men làm quay chi tiết : K6= 1
→ K=2,16.
- Vậy lực kẹp chống xoay:
W1=(N)
Hay W1 = 17808 (KG).
* Tính lực kẹp chống trượt dọc trục W2 =
Trong đó:
f1 , f2 là ma sát giữa khối V với chi tiết, mỏ kẹp với chi tiết:
Với f1 = 0,2; f2 = 0,2.
α : là góc của khối V: Với α = 1200.
Lực cắt P0 = 2651,1 N.
Hệ số an toàn có tính đến khả năng làm tăng lực cắt trong quá trình gia công : K = K0.K1.K2.K3.K4.K5.K6
K0 - hệ số an toàn tính cho tất cả các trường hợp : K0 = 1,5.
K1 - hệ số tính đến trường hợp tăng lực cắt khi độ bóng thay đổi : K1= 1
K2 - hệ số tăng lực cắt khi dao mòn : K2= 1,2
K3 - hệ số tăng lực cắt khi gia công gián đoạn : K3= 1,2.
K4 - hệ số tính đến sai số của cơ cấu kẹp chặt : K4= 1.
K5- hệ số tính đến mức độ thuận lợi của cơ cấu kẹp : chọn K5= 1.
K6 - hệ số tính đến mô men làm quay chi tiết : K6= 1
→ K=2,16.
- Vậy lực kẹp chống trượt dọc trục:
W2 = = 1068,3 (KG)
- So sánh W1 và W2 ta chọn lực kẹp cần thiết để kẹp chặt là W1 = 17808 KG.
- 2/ Lựa chọn và tính toán cơ cấu tạo lực kẹp.
- Để tạo lực kẹp chặt cần thiết thì phải có cơ cấu tạo lực kẹp cần thiết cho việc gia công hợp lý và hiệu quả cao. Cơ cấu kẹp chặt cần thỏa mãn những yêu cầu chính sau đây:
- Không được phá hỏng vị trí đã định vị chi tiết.
- Lực kẹp phải đủ để chi tiết không bị xê dịch do lực cắt hay trọng lượng bản thân gây ra, đồng thời lực kẹp không được quá lớn để tránh gây ra biến dạng chi tiết.
- Lực kẹp phải ổn định, đặc biệt khi kẹp nhiều chi tiết trên đồ gá nhiều vị trí.
- Thao tác phải nhanh, an toàn và không tốn sức.
- Kết cấu phải nhỏ gọn, bảo quản và sửa chữa dể dàng.
Vì vậy ta chọn cơ cấu để kẹp chặt trong quá trình gia công lỗ là cơ cấu ren vít.
* Đường kính trung bình của bu lông kẹp chặt được xác định theo công thức
d ≈ C . (mm).
Trong đó :
d : đường kính ngoài của bulông.
C : ren tam giác hệ mét , C = 1,4.
W : lực kẹp chi tiết gia công ( kG ).
d : ứng suất cho phép, chọn vật liệu làm bulông là thép 45, nên ta có
d = 8410 (kG/mm2 )
Chọn d =10 (kG/mm2 )
Thay các số liệu đã biết vào ta có: d ≈ 15,1 mm.
Theo tiêu chuẩn ta chọn bulông d = 16 mm.
* Lực Q đặt lên trên ren vít trong cơ cấu được xác định theo công thức:
Với:
W:là lực kẹp chặt cần thiết. W = 17808 KG.
l: khoảng cách từ tâm ren vít tới điểm đặt lực : l ≈ 14.d = 14.16 = 224 mm.
r: bán kính trung bình của ren vít: r = 8 mm.
α: góc nâng của ren vít: α = 30.
φ0: góc ma sát trong ren đai ốc: φ0 ≈6040’.
f: là hệ số ma sát: f = 0,1.
R: đường kính mặt đầu ren vít: R = 16.
β = 1200.
Thay vào ta có:
- Vậy cơ cấu tạo lực kẹp tạo ra 1 lực cần thiết Q ≥ 328,7 KG để kẹp chặt chi tiết chống lại các lực tác dụng khi gia công.









