THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT TRỤC KHUỶU ĐẠI HỌC CÔNG NGHIỆP HÀ NỘI


NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT TRỤC KHUỶU, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết
<A>PHÂN TÍCH SẢN PHẨM
- Phân tích về công dụng vàđiều kiện làm việc
- Công dụng
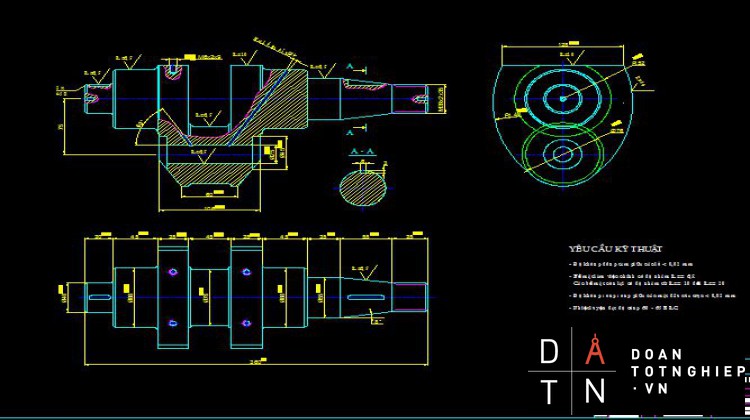
Trục khuỷu nói chung và trục khuỷu II nói riêng có chức năng biến chuyển động tịnh tiến của piston qua cơ cấu thanh truyền-trục khuỷu thành chuyển động quay của coat máy.
- Điều kiện làm việc
-Như ta đã biết thì trục khuỷu làm việc với tốc độ cao vì vậy trên các ôtô hiện đại, tần số của trục khuỷu rất lớn, có thể lên tới 5000-6000 v/p. Vì vậy xuất hiện lực ly tâm rất lớn gay ra hao mòn lớn trên các bề mặt ma sát của cổ trục và chốt khuỷu.
-Trong quá trình làm việc trục khuỷu chịu tác dụng của lực khí nén, lực quán tính. Những lực này có trị số rất lớn và thay đổi theo chu kỳ nhất định nên có tính chất va đập mạnh
-Các lực trên còn gay ra ứng suất uốn và xoắn trục, làm động cơ rung động mạnh, mất can bằng.
- Phân tích về vật liệu chế tạo phôi
Theo bản vẽ chi tiết ta thấy vật liệu chế tạo trục khuỷu có ký hiệu: Thép C45
khi tôi thép 45 đạt độ cứng 52-58 HRC
- Giải thích ký hiệu
- C45 là thép cacbon kết cấu chất lượng tốt
- C là ký hiệu cacbon
- 45 là thành phần, phần vạn cacbon trung bình
- Thành phần
- Thành phần cơ bản của thép là Fe và C
- Trong đó C= 0,45% . Ngoài ra còn có một số nguyên tố hợp kim như: Mn=0,5-0,8% , Si=0,17-0,37% , P < 0,4% ; S < 0,4% ; Co< 0,3% ; Ni < 0,3%.
- Cơ tính của vật liệu
C45 có các đặt tính sau:
.............................................................
- Chọn phôi và phương pháp chế tạo phôi.
1. Chọn phương pháp chế tạo phôi :
Đối với chi tiết này thì ktrục khuỷu có thể đúc và cũng có thể rèn so sánh ưu khuyết điểm ta thấy :
- Đối với rèn thì có thể rèn tự do và rèn khuôn.
+ Rèn tự do thì cho độ chính xác không cao, tốn sức lao động.
+ Còn rèn khuôn mặc dù độ chín xác cao nhưng rất tốn chi phí cho việc làm khuôn với hình dáng phức tạp, phải rèn cần nhiều khuôn.
- Đối với đúc cho độ chính xác trung bình, nhưng đúc được các chi tiết có hình dáng phức tạp, khối lượng lớn và ít tốn chi phí, năng suất chế tạo phôi cao .
Vì vậy do chi tiết có dạng sản xuất hàng loạt với sản lượng 500 chiếc/năm, hình dáng kết cấu phức tạp nên ta chọn phương pháp chế tạo phôi là phương pháp đúc mà cụ thể là đúc trong khuôn cát, mẫu bằng kim loại.
2. Chọn phôi:
Phôi là đối tượng sản xuất từ đó người ta thay đổi hình dáng kích thước, độ nhám bề mặt và cơ tính để chế tạo chi tiết. Nó là cái đầu tiên trong chế tạo cơ khí. Vì vậy việc chọn phôi là hết sức cần thiết.
Trong ngành cơ khí chế tạo thường sử dụng 3 loại phôi gồm :
+ Phôi đúc
+ Phôi rèn
+ Phôi cán
Trong đó :
- Phôi đúc chế tạo được vật liệu có hình dáng phức tạp, có khối lượng và kích thước lớn.
- Trong đó phôi cán,rèn chỉ chế tạo vật liệu nhỏ và dẻo.
Phân tích hình dáng kết cấu của chi tiết trục khuỷu ta thấy trục khuỷu có hình dáng phức tạp, thuộc dạy trục, là chi tiết có khối lượng khá lớn và kích thước cũng lớn, vật liệu là thép 45. Do đó phôi của trục khuỷu có thể là phôi đúc.
3. Sơ đồ tạo phôi :
Cho mặt phân khuôn là tâm đối xứng dọc của chi tiết vì như thế ta dễ thoát mẫu.
4. Xác định lượng dư gia công :
Tra bảng 10b lượng dư gia công của vật đúc cấp chính xác II.
Theo TCVN 385 – 70 với vị trí đúc như sơ đồ đúc ta có các lượng dư của kích thước như sau:
* Đối với bề mặt có vị trí rót là mặt trên :...........
<B> BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ
- BIỆN LUẬN CHUNG
Sự sắp xếp các nguyên công có ảnh hưởng đến chất lượng sản phẩm, ảnh hưởng đến quá trình gia công,Chính vì thế, thứ tự các nguyên công cần được sắp xếp hợp lý. Trong quá trình công nghệ gia công trục khuỷa ta sắp xếp như sau:
+Nguyên công 3 :chuẩn bị phôi
+Nguyên công A : Kiểm tra kích thước phôi
+Nguyên công III : Kiểm tra khuyết tật của phôi
+Nguyên công IV :Nhiệt luyện bằng phương pháp thường hoá
+Nguyên công V :Phay đồng thời ở mặt G,O và khoan ở 2 lỗ tâm 3,A
+Nguyên công VI :Tiện thô, tinh, cắt rãnh,bo cung, vát cạnh bên đầu ngắn
+Nguyên công VII :Tiện thô,tinh, cắt rãnh, bo cung, vát cạnh bên đầu dài
+Nguyên côngVIII :Tiện côn
+Nguyên công IX :Khoan, khoét,doa lổ 26
+ Nguyên côngX :Tiện cổ biên
+Nguyên công XI :Phay rãnh Z
+Nguyên công XII :Phay rãnh then
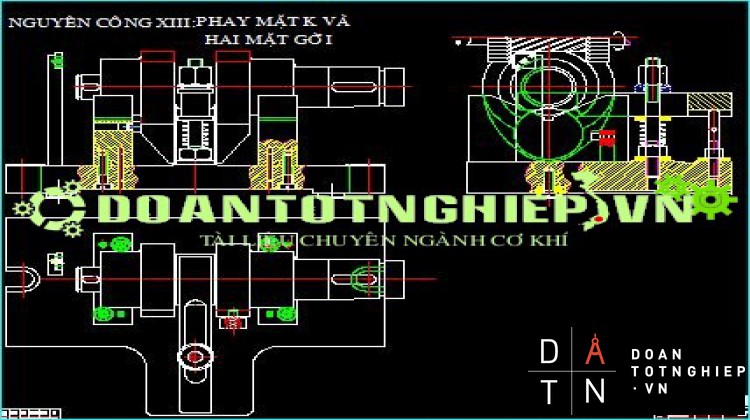
+Nguyên côngXIII :Phay mặt K và hai mặt gỗ 3
+Nguyên công XIV :Khoan, tarô lổ 14
+Nguyên công XV :Khoan 2 lỗ dầu
+Nguyên công XVI :Nhiệt luyện
+Nguyên công XVII :Mài sửa 2 lỗ tâm
+Nguyên công XVIII :Mài mặt trụ B,D
+Nguyên côngXIX :Mài mặt côn
+Nguyên công XX :Mài cổ biên
+Nguyên công XXI :Tiện ren
+Nguyên công XXII :Tổng kiểm tra
- BIỆN LUẬN CHO TỪNG GIA CÔNG
Nguyên công I:Chuẩn bị phôi là bước đầu của quy trình công nghệ. Phôi của trục khuỷa được chọn là phôi đúcvì nó có tính dẻo, làm khuôn đơn giản, phùhợp cho dạng sản xuất hàng loạt vừa
Nguyên công II:Làm sạch phôi
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT TRỤC KHUỶU, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết
....................
NGUYÊN CÔNG XXI : TIỆN REN
1. Chiều sâu cắt
2. Chọn S:tra bảng 25-1 ta có
Chọn S = 0,5
3. Tìm V: tra bảng 35 - 1 ta có :
Tra bảng 36-1. Ta có: T = 120 => K = 0,87
37-1 = 90 => K = 0,82
38-1 T1516 => K = 1
39-1 Thép đúc => K = 0,8
Tra TMT máy => nt = 723
=> Vt =
4) Kiểm nghiệm: Tra bảng (52-1) ta có:
Vậy máy làm việc an toàn
<C>TÍNH VÀ THIẾT KẾ ĐỒ GÁ
I.KHOAN,KHOÉT LỖ.R6
1. Tính toán cế độ cắt
Bước 1: Khoan lỗ
a) Chọn chiều sâu cắt t:
b) Chọn S : tra bảng chọn S =0,29
Ta có TMT máy chọn Sth = 0,25
c) Chọn V: tra bảng (11-3) ta có Nhóm thép gia công nhóm IV
S = 0,25
n = 24
Tra bảng (12-3)
(13-3)
(14-3)thường hoá K=0,95
(15-3)
(16-3)thép gió P18 K=1
Tra TMT máy 2A135nt = 275v/ph vt =
d) Xác định moment xoắn khi khoan
Tra bảng (11-1) =>Cp = 200, xp=0, yp=0,75
Tra bảng (12-1) và (13-1):
=> Kxp =
Tra bảng (15 -1): Kp …Knp. Kyp.Knp = 0,05.1.11 = 0,95
Thay vào:
M =
e) Công suất cắt:
N = (rất nhỏ)
Nên máy làm việc an toàn
Bước 2: Khoét lỗ
a) Chiều sâu cắt t:
b) Chọn S: Tra bảng (9-3) => S = 0,8 Chọn S = 0,8 mm/v
Tra TMT máy 2A135 => Sth = 0,72 mm/v
c) Chọn V: Tra bảng (25-3) => V = 39,5 mm/h
tra bảng (26-3)
(27-3) ta có: T= 0,3 => K =1,23
=>V = 39,5 x 1,23 = 49 mm/ph => n =
Tra TMT máy => nt = 530 => Vt =
Bước 3: Khoét lỗ 32:
a) Tính t: t =
b) Tìm S: tra bảng (25-3) => S = 0,9 1 Chọn S = 0,9 Tra TMT máy=> S = 0,72 mm/v
c) Tìm Y: Tra bảng (25-3) => V = 31,5
Tra bảng (26-3) => T= 60
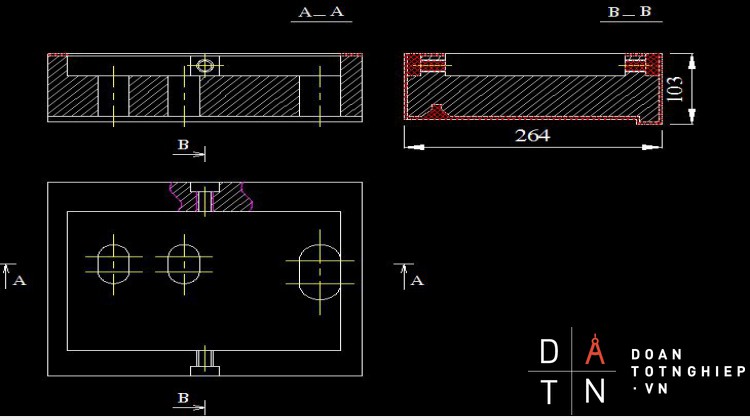
Tra bảng (27-3) ta có: 2. Phân tích yêu cầu kỹ thuật của nguyên công thiết kế đồ giá:
Như đã biết trục khung II thuộc dạng trục đảm bảo độ đồng tâm giữa các trục và các lỗ rất cao. Do đó, việc chọn chuẩn gia công đúng để đảm bảo kỹ thuật ít sai số tích lũy trong quá trình gia công là rất quan trọng. Thông thường người ta dùng dây mũi chầy tâm, khối V và chốt để định vị.
Còn đối với nguyên cây kham khoét lỗ 26, 32. Do yêu cầu kỹ thuật của lỗ này không cần đạt chính xác cao và lỗ này không quan trọng trong quá trình làm việc nên ta đưa lên trước nguyên công tiện cổ biên để làm chuẩn thựchiện cây sau này. Nên việc chọn chuẩn để qua cây lỗ để gia cây lỗ cũng không kém phần quan trọng.
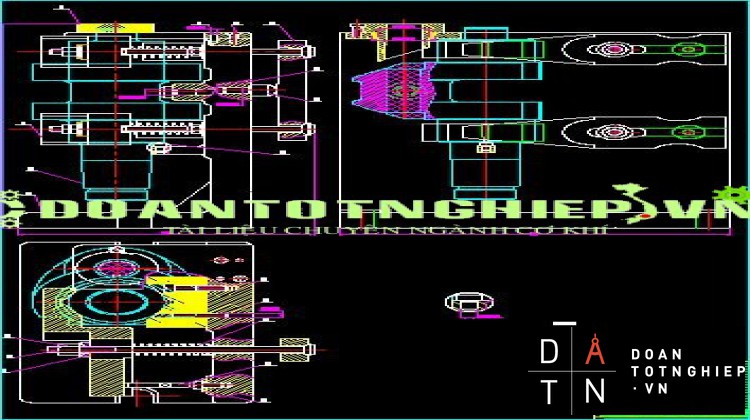
3. Thành phần của đồ gá
Để qia công 16, 32 bằng khoan, khoét trên máy khoan 2A135 ta dùng đồ gá chuyên dùng thành phần của đồ gá gồm các chi tiết sau:
- Cơ cấu định vị: Đối với chi tiết này do ta dùng hai khối V để định vị mặt trụ ngoài B, D: 4 bậc. Mặc đâù 70 khử 1 bậc ta dùng chốt đỡ đầu phẳng. Mặt trụ ngoài 65 khử 1 bậc ta dùng chốt đỡ đầu phẳng
- Cơ cấu bẹp: Ta dùng bích kẹp liên động để kẹp chặt chi tiết. tạo ra lực kẹp ta. Kẹp bằng tay
- Cơ cấu dẫn hướng:
Cơ cấu dẫn hướng có vai trò đặc biệt quan trọng khi gia công lỗ trên máy khoan và máy doa
Có tác dụng dẫn hướng tiến của dao không cho xê dịch vì lực cắt rung động. Cơ cấu này có 3 loại ống dẫn hướng cố định, ống dẫn hướng thay đổi và ống dẫn hướng tháo lấp nhanh. Vì nguyên công này vừa có bước khoan vừa có khoét nên ta dùng ống dẫn hướng tháo lắp nhanh.
- Phần đồ gá: Thân đồ gá hình chữ L trên thân có các rãnh để bắt bulông, và phần lồi để bắt khối V, và các chốt,..
4. Tính sai số chuẩn:
Chi tiết gia công được định vị trên 2 mặt trụ ngoài B, D khử 4 bậc, mặt đều trục ngoài khử 1 bậc, mặt trụ cổ biên 1 bậc.
Sai số ảnh hưởng đến kích thước gia công nhưng phần lớn nó ảnh hưởng đến sai số vị trí tương quan giữa bề mặt gia công và mặt chuẩn.
Việc xác định được dựa trên công thức sau:
[] =
Với [gđ ] = . 0,21 = 0,07
Với S = 0,21. Dung sai của nguyên công
[gđ ] : gđ (vì dùng khối V1200)
= K2 =0,5. = 0,5 . 0,02 = 0,01
[gđ ] = - Y = 0,21 - 0,02 = 0,19
=> C < [C ] Vậy gia công đạt yêu cầu
+ m : Sai số mòn của đồ gá dựa trên công thức tính gần đúng sau:
Với hệ số phụ thuộc vào cơ cấu định vị và điều kiện tiếp xúc = 0,18
N là số lượng chi tiết
=> m = 0,18 = 4,02.m = 0,0042 mm
K : sai số hẹp = 0 vì lực kẹp vuông góc với mặt định vị
đc : sai số điều chỉnh là sai số điều chỉnh các chi tiết khi lắp ráp và sai số đặt đồ gá lên bằng máy. Trong thiết kế đồ gá có thể lấy đc = 10m = 0,01 mm
Vậy: [ct ] =
Từ sai số chế tạo cho phép của đồ gá ta có thể suy ra yêu cầu kỹ thuật của đồ gá:
- Độ không song song giữa mặt đáy và mặt định vị chính 0,07 mm
- Độ không vuông góc giữa làm bạc dẫn và đáy đồ gá 0,07
- Độ không vuông góc giữa tâm chốt định vị và đáy đồ gá 0,02
5. Tính lực kẹp và đường kính bu lông kẹp
Ta có công thức tính lực kẹp như sau :
W =
* Với K : hệ số an toàn : K = K0 . K1 . K2 . K3 . K4 . K5 . K6
Trong đó :
K0 : hệ số an toàn cho tất cả các trường hợp gia công : K0 = 1,5.
K1 : Hệ số làm tăng lực cắt khi độ nhám và lượng dư không đồng đều
(do gia công tinh) K1 = 1
K2 : hệ số làm tăng lực cắt khi dao bị mòn : K2 = 1 ¸ 1,8. Ta chọn K2 = 1
K3 : hệ số làm tăng lực cắt khi gia công gián đoạn : K3 = 1,3.
K4 : hệ số tính đến sai số của cơ cấu kẹp chặt (kẹp bằng tay). K4 = 1,3
K5 : hệ số tính đến mức độ thuận lợi của cơ cấu kẹp bằng tay. K5 = 1
K6 : hệ số tính đến moment làm quay chi tiết : K6 = 1
Þ K = K0 . K1 . K2 . K3 . K4 . K5 . K6 = 1,5 . 1 . 1 . 1,3 . 1,3 . 1 . 1 = 2,5
* f : hệ số ma sát ở bề mặt kẹp chọn f = 0,25
* a : góc của khối V : a = 120.
* Px, Py, Pz : là các lực thành phần. Khi khoan chi tiết chịu lực Pz là lớn nhất còn các lực Px, Py rất nhỏ hầu như không đáng kể.
Pz = CPz . Sypz . txpy . Vnz. Kpz .
Tra bảng (11-1) à Cpz = 200; xpz = 0 ; ypz = 0,75; npz = 0,15.
Tra bảng (12-7) & (13-1) à Kpz =
à Pz = 300 . (12)0 . (0,09)0,75 . (21)0,15 . 1 = 51
Vậy lực kẹp là : W = x sin 120 = 442 kg.
6) Tính đường kính bulông kẹp :
Đường kính bu lông kẹp được tính theo công thức của mối ghép chặt không chịu thêm tác động của ngoại lực nào cả.
Ta có : d1
Trong đó :
[sk ] : ứng suất kéo cho phép.
Do vật liệu làm bulông thép C45. Theo sách Vật liệu cơ khí thì :
[s]ch = 300N/m2
à sk = 300 x 0,5 = 150 N/m2.
V : Lực xiết đai ốc : V = WR x 2 =442 x 2 = 884 kg.
Ta có : 1N = = 1kg x 1g
à V = 884x 10 = 8840
d1 ³
II . KHI TIỆN CỔ BIÊN
1. Tính chế độ cắt:
Bước 1: tiện thô cổ biên
a) Chọn t: t =
b) Chọn S: tra bảng (25-1) ta có:
Chọn S = 0,5. Tra TMT máy T616 => St = 0,47 mm/V
c) Chọn V: Tra bảng (35-1) ta có:
Tra bảng (36-1) ta có: T = 120 K = 0,87
(37-1) ta có: = 50 K = 0,82
(38-1) ta có: 715116 K = 1
(39-1) ta có thép đúc K = 0,8
(40-1) ta có K = 0,85
V = 231 x 0,87 x 0,82 x 1 x 0,8 x 0,85 = 112 m/ph
Tra TMT máy T616 nt = 550 v/ph
d) Tính moment xoắn khi tiện :
M =
Tra bảng (11-1) à Cpz = 300 ; xp = 1 ; yp = 0,75; np = 0,15
Tra bảng (12-1) và (13-1) à Kmp =
Tra bảng (15-1) : Kp = Kmp . Kyp . Kjp . Knp = 1 . 0,89 . 1 . 1 = 0,89
Þ m = 14 KGm
e) Kiểm nghiệm : Tra bảng (52 – 1) ta có : Cb = 60
t = 4,25 à Ncg = 3,4 < Nđc. n = 3,6
S = 0,47
y = 82
Vậy máy làm việc an toàn.
Bước 2 : Tiện tinh :
a) Chọn t : t = = 1
b) Chọn S : Tra bảng (17-1) ta có : Độ nhám cấp 6
Gia công thép
à S = 0,14 ¸ 0,24
Chọn S = 0,14 tra TMT máy T616 à St = 0,13 mm/v.
c) Chọn g : Tra bảng (35-1) ta có : d = 60
t = 1 à g = 330 m/ph
S = 0,13
Tra bảng (36-1) ta có T = 120 à K = 0,87
(37-1) ta có j = 90 à K = 0,82
(38-1) ta có T15K6 à K = 1
(39-1) vật liệu gia công thép à K = 0,8
(40-1) ta có à K = 0,85
à g = 330 x 0,85 x 0,82 x 0,82 x 1 x 0,8 x 0,85 = 160 m/ph
à n = = 66 v/ph.
Tra TMT máy à nt = 723 v/ph à vt =
d) Tính moment xoắn :
M =
Tra bảng (11-1) à Cp = 300 ; xp = 1 ; yp = 0,75 ; np = -0,15
Tra bảng (12-1) và (13-1) à Kmp =
Tra bảng (15-1) : Kp = Kmp . Kyp . Kjp . Knp = 1 . 0,89 . 1 . 1 = 0,89
Þ M = 1,01 KGm
e) Kiểm nghiệm : Tra bảng (52 – 1) ta có : Cb = 60
t = 1 à Ncg = 2,4 < Nđc. n = 3,6
S = 0,13
y = 144
Vậy máy làm việc an toàn.
2. Phân tích yêu cầu kỹ thuật của nguyên công thiết kế đồ gá :
Đối với nguyên công tiện cổ biên f 65,4 này cần độ kháng đồng tâm giữa đường tâm cổ biên và đường tâm trục chính rất cao. Nên ngòai việc định vị trên trục ta còn phải làm cho đường tâm cổ biên trùng với đường tâm máy trục chính.
Do phần cổ biên được lắp ghép trong quá trình làm việc nên khi gia công trục này cần đạt cấp chính xác sau :
- Đạt kích thước f 65,4 – 0,074
- Đạt độ nhám Ra= 2,5 mm
- Đạt độ đồng tâm giữa tâm cổ biên với tâm trục chính.
3. Thành phần của đồ gá :
Để tiện cổ biên ta dùng đồ gá chuyên dùng. Thành phần của đồ gá gồm những cơ cấu sau :
- Cơ cấu định vị :
+ Do ta chọn 2 mặt trụ B, D khử 4 bậc, do chi tiết có dạng trụ nên ta dùng 2 khối V. Ta chọn khối V có góc 1200 vì như thế sai số chuẩn sẽ nhỏ hơn khi ta dùng các khối V khác.
+ Mặt đầu J khử 1 bậc, do đã qua gia công nên ta dùng chốt đỡ đầu phẳng.
+ Mặt trụ trong f 26 khử 1 bậc xoay : do lỗ không đạt chính xác không cao nên ta dùng chốt côn xén bên để định vị và để định tâm, mặt khác chốt này tự lựa để nó có thể lựa vị trí định vị trong quá trình làm việc.
- Cơ cấu kẹp : để tạo ra lực kẹp ta dùng bản kẹp. Đây là cơ cấu dạng tổ hợp gồm : mỏ kẹp, bu lông, đai ốc và chốt, kẹp bằng tay.
- Trên đồ gá : thân gá có dạng hình chữ L. Trên thân gá bắt lên mâm trung gian, chốt, vít ...
4. Tính sai số chế tạo cho phép của đồ gá :
Sai số đồ gá ảnh hưởng đến sai số của kích thước gia công nhưng phần lớn nó ảnh hưởng tới sai số vị trí tương quan giữa bề mặt gia công và mặt chuẩn.
Do đó việc xác định sai số chế tạo cho phép ta xác định yêu cầu kỹ thuật của đồ gá.
Việc xác định sai số chế tạo dựa trên công thức gần đúng sau :
Với :
* : là sai số gá đặt cho phép.
* : sai số chuẩn thực tế.
Tính sai số chuẩn cho phép :
= = 0,074 – 0,02 = 0,054
à . Vậy gia công đạt yêu cầu.
* xK : sai số kẹp. Do lực kẹp vuông góc với bề mặt định vị nên xK = 0.
* xm : sai số mòn, được tính theo công thức :
Với b hệ số phụ thuộc vào cơ cấu định vị và điều kiện tiếp xúc.
Ta có : b = 0,18.
N : Số lượng chi tiết.
Þ xm = 0,18 . = 4,02 = 0,00402 mm.
* xđc : sai số điều chỉnh; ta có xđc = 10 ¸10mm. Ta chọn xđc = 10 mm = 0,02 mm
Vậy : [xct] = = 0,02.
Từ những sai số cho phép của chi tiết, ta có thể suy ra yêu cầu kỹ thuật của đồ gá như sau :
- Độ không song song của mặt định vị so với đáy đồ gá £ 0,02.
- Độ không song song giữa tâm chốt định vị và đáy đồ gá £ 0,02.
5. Tính lực kẹp :
Mặc dù đây là nguyên công tiện nhưng ta tiện lệch tâm nên chi tiết được gá lên khối V và kẹp bằng bản kẹp. Vì vậy ta chỉ tính lực kẹp cho trường hợp định vị bằng khối V và kẹp bằng bản kẹp.
Vậy ta có công thức tính lực kẹp như sau :
W =
* Với K : hệ số an toàn : K = K0 . K1 . K2 . K3 . K4 . K5 . K6
Trong đó :
K0 : hệ số an toàn cho tất cả các trường hợp gia công : K0 = 1,5.
K1 : Hệ số làm tăng lực cắt khi độ nhám và lượng dư không đồng đều
(do gia công tinh) K1 = 1
K2 : hệ số làm tăng lực cắt khi dao bị mòn : K2 = 1 ¸ 1,8. Ta chọn K2 = 1
K3 : hệ số làm tăng lực cắt khi gia công gián đoạn : K3 = 1,3.
K4 : hệ số tính đến sai số của cơ cấu kẹp chặt (kẹp bằng tay). K4 = 1,3
K5 : hệ số tính đến mức độ thuận lợi của cơ cấu kẹp bằng tay. K5 = 1
K6 : hệ số tính đến moment làm quay chi tiết : K6 = 1
Þ K = K0 . K1 . K2 . K3 . K4 . K5 . K6 = 1,5 . 1 . 1 . 1,3 . 1,3 . 1 . 1 = 2,5
* f : hệ số ma sát ở bề mặt kẹp chọn f = 0,25
* a : góc của khối V : a = 120.
* Px, Py, Pz : là các lực thành phần. Khi tiện chi tiết chịu lực Pz là lớn nhất còn các lực Px, Py rất nhỏ hầu như không đáng kể.
Pz = CPz . Sypz . txpy . Vnz. Kpz .
Tra bảng (11-1) à Cpz = 300; xpz = 1 ; ypz = 0,75; npz = 0,15.
Tra bảng (12-7) & (13-1) à Kpz =
à Pz = 300 . (1)1 . (0,13)0,75 . (151)0,15 . 1 = 138
Vậy lực kẹp là : W = x sin 120 = 1193 kg.
6) Tính đường kính bulông kẹp :
Đường kính bu lông kẹp được tính theo công thức của mối ghép chặt không chịu thêm tác động của ngoại lực nào cả.
Ta có : d1
Trong đó :
[sk ] : ứng suất kéo cho phép.
Do vật liệu làm bulông thép C45. Theo sách Vật liệu cơ khí thì :
[s]ch = 300N/m2
à sk = 300 x 0,5 = 150 N/m2.
V : Lực xiết đai ốc : V = WR x 2 = 1193 x 2 = 2190 kg.
Ta có : 1N = = 1kg x 1g
à V =2190 x 10 = 21900
d1 ³
7. Cách hướng dẫn sử dụng đồ gá và bảo quản đồ gá
a. Cách hướng dẫn sử dụng đồ gá
Đồ gá được đặt cố định trên trục chính máy tiện thông qua mâm trung gian và lên ụ động qua mũi tâm quay.Chi tiết gia công đầu tiên được đặt lên đồ gá sau cho chốt tỳ và khố V định vị đúng 6 bậc tự do.Do phía sau là mũi tâm quay nên lúc đầu có thể không trùng tâm trục chính nên ta có thể điều chỉnh sau cho đồng tâm rồi sau đó kẹp chặt lại.Sau khi gia công xong ta nới lỏng bu lông ra,kéo đai ốc theo phương ngang ,rồi sau đó giở bản kẹp theo phương đứng và lấy chi tiết ra theo phương ấy
b. Cách bảo quản đồ gá :
Khi sử dụng đồ gá, phải thao tác nhẹ nhàng. Đặc biệt khi gá chi tiết lên và lấy chi tiết ra. Sau khi gia công phải được thực hiện nhẹ nhàng và cẩn thận, tránh làm biến dạng chi tiết định vị. Sau khi sử dụng xong, phải lau chùi cẩn thận đồ gá, và bảo quản trong điều kiện tốt để sử dụng lâu dài.
c.Đánh giá ưu khuyết điểm:
-Đồ gá có kết cấu đơn giản ,nên việc tháo lắp dễ dàng ,gia công chi tiết đạt kích thước
-Tuy nhiên việc gia công chi tiết phải tháo lắp nhiều lần nên dẫn đến mòn chi tiết định vị.Do đó sau một thời gian sử dụng đồ gá cần đuợc kiểm tra và thay thế các chi tiết không đạt yêu cầu
TÀI LIỆU THAM KHẢO
1) Sổ tay công nghệ chế tạo máy (tập I, II), Nhà xuất bản Khoa học kỹ thuật
Tác giả : Nguyễn Ngọc Anh, Phan Đình Thuyên, Nguyễn Ngọc Thư,
Hà Văn Vui
2) Sổ tay thiết kế công nghệ chế tạo máy
Tác giả : Trần Văn Đạt
3) Chế độ cắt gia công cơ. Nhà xuất bản Đà Nẵng
Tác giả : Nguyễn Ngọc Đào, Trần Thế San, Hồ Viết Bình.
4) Dung sai lắp ghép và kỹ thuật đo lường, Nhà xuất bản Giáo dục.
Tác giả : Ninh Đức Tốn, Nguyễn Thị Xuân Bảy
5) Sổ tay và Atlats đồ gá
Tác giả : Trần Văn Địch
6) Đồ gá gia công cơ
Tác giả : Trần Văn Địch
7) Kỹ thuật tiện.
Các tài liệu giáo trình các môn học của nhà trường.









