THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT TRỤC QUẠT TRẦN

NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT TRỤC QUẠT TRẦN, hướng dẫn thiết kế đồ gá
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
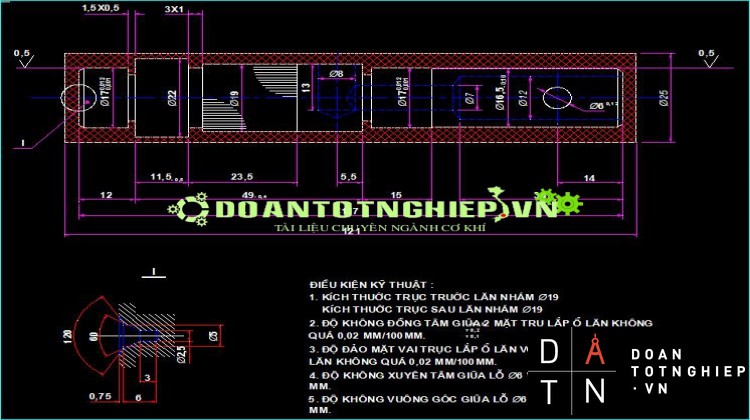
1. Phân tích chức năng, điều kiện làm việc của chi tiết :
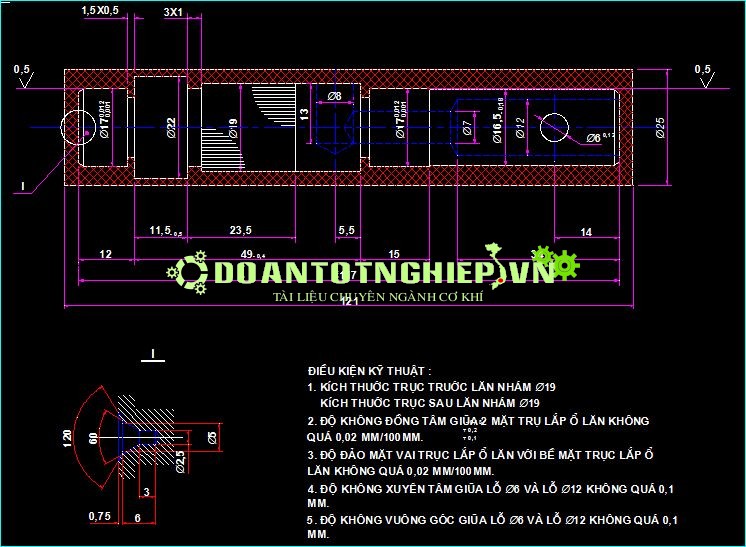
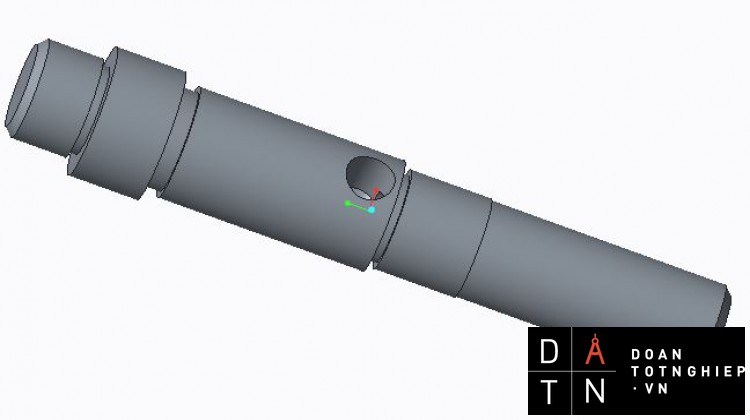
- Đây là chi tiết dạng trục.
- Mặt làm việc là mặt trụ ỉ19 và hai mặt trụ lắp ổ lăn O17.
- Kích thước quan trọng :
- Đường kính hai đoạn trục lắp ổ lăn O17.
- Đường kính đoạn trục ép lá thép stato O19.
- Điều kiện làm việc của trục :
- Chịu lực kéo nén dọc trục là chủ yếu.
- Chịu mômen xoắn (nhỏ).
- Điều kiện kỹ thuật :
- Đường kính cổ trục lắp ổ lăn đạt CCX 8, độ nhẵn bóng cấp 8
(Ra = 0,5 Mm ).
- Độ nhám mặt đầu và các cổ trục đạt Rz40.
- Dung sai chiều dài các cổ trục: 0,05 ¸ 0,2 mm.
- Độ đảo các cổ trục lắp ổ lăn không lớn hơn 0,02 mm.
- Độ không đồng tâm của hai đoạn trục lắp ổ lăn không lớn hơn 0,02 mm.
- Vật liệu được sử dụng:
Thép cácbon kết cấu C40, theo TCVN 1766-75 quy định
- thành phần của thép C40 có :
% C = (0,38 ¸ 0,45) %.
% P, S ≤ 0,04 % cho mỗi nguyên tố.
% Mn = 0,7 %.
- Cơ tính của thép C40 :
sb = 140 kg/mm2.1
sch = 86 kg/mm2.
2. Phân tích tính công nghệ trong kết cấu của chi tiết :
- Các bề mặt trụ có khả năng gia công bằng dao tiện thường.
- Đương kính các cổ trục giảm dần về hai phía.
- Do tỉ số L/D = 117/16,5 < 10 nên trục đảm bảo độ cứng vững.
- Trục phải qua giai đoạn nhiệt luyện để tăng khả năng chịu kéo, chịu xoắn trong quá trình làm việc. Do trục ngắn ( 117 mm ), đương kính nhỏ nên khả năng biến dạng sau nhiệt luyện là ít.
3. Dạng sản xuất :
Sản lượng hàng năm được tính theo công thức (2) trong [I] :
..............................................
5.1. Xác định đường lối công nghệ :
Trong sản xuất loạt lớn, để đạt năng suất cao trong điều kiện sản xuất ở nước ta thì đường lối công nghệ là phân tán nguyên công. Khi đó sẽ có ít bước công nghệ hơn trong mỗi nguyên công. Dùng máy vạn năng kết hợp với các đồ gá chuyên dùng và các máy chuyên dùng.
5.2. Chọn phương pháp gia công :
- Gia công trước nhiệt luyện :
- Gia công các đoạn trục đạt kích thước chiều dài và đường kính trên máy tiện vạn năng. Tiện thô và tiện tinh có thể đạt được các yêu cầu về dung sai và độ nhám yêu cầu. ( Trừ hai đoạn trục lắp ổ lăn phải qua mài để đạt độ bóng yêu cầu ).
- Gia công lỗ thực hiện trên máy khoan cần. Do không có yêu cầu cao về độ chính xác của các kích thước cần gia công và độ nhẵn bóng bề mặt lỗ nên ta có thể thực hiện trên máy khoan thông thường.
- Gia công sau nhiệt luyện :
Để đạt độ nhẵn bóng bề mặt hai đoạn trục lắp ổ lăn ta sử dụng phương pháp mài thô và mài tinh để đạt độ nhẵn bóng yêu cầu.
5.3. Lập tiến trình công nghệ :
- Chọn chuẩn gia công :
Gia công chi tiết dạng trục ta dùng chuẩn tinh thống nhất là 2 lỗ tâm ở hai đầu trục để đảm bảo độ đồng tâm của các cổ trục. Để khử sai số chuẩn của kích thước chiều dài ta dùng mũi tâm sau là mũi tâm mềm quay cùng chi tiết trong quá trình gia công.
- Thứ tự gia công các bề mặt :
- Gia công chuẩn bị : Cắt đứt phôi theo kích thước chiều dài ( có tính đến lượng dư ) trên máy cắt phôi tự động chuyên dùng.
- Khoả 2 mặt đầu và khoan 2 lỗ tâm trên máy chuyên dùng.
- Gia công trước nhiệt luyện :
- Tiện thô các mặt trụ.
- Tiện tinh các mặt trụ đạt yêu cầu kỹ thuật.
- Khoan lỗ.
- Lăn nhám.
- Gia công sau nhiệt luyện :
- Nắn thẳng, sửa sau nhiệt luyện.
- Mài thô 2 cổ trục lắp ổ lăn.
- Mài tinh hai cổ trục lắp ổ lăn.
- Làm cùn cạnh sắc, mạ kẽm.
5.4. Thiết kế nguyên công :
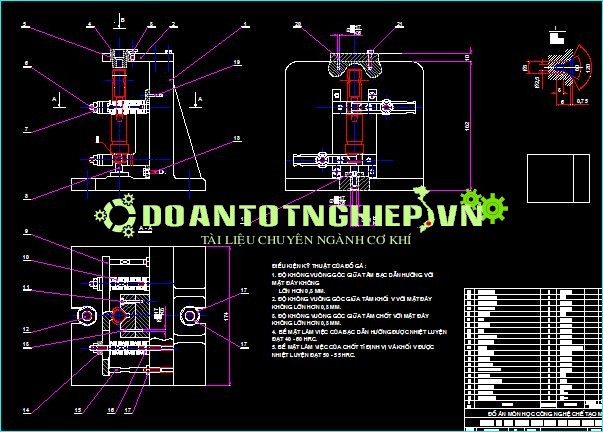
Gia công trước nhiệt luyện :
- Nguyên công 1 : Khoả hai mặt đầu và gia công lỗ tâm.
- Sơ đồ gá đặt :








