THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT TRỤC RĂNG 2
NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT TRỤC RĂNG 2, hướng dẫn thiết kế đồ gá TRỤC RĂNG
đồ án môn học công nghệ chế tạo máy TRỤC RĂNG, bài tập lớn công nghệ chế tạo máy TRỤC RĂNG, thiết kế quy trình công nghệ gia công chi tiết TRỤC RĂNG, hướng dẫn quy trình công nghệ chế tạo máy TRỤC RĂNG,
CHƯƠNG I : PHÂN TÍCH SẢN PHẨM
I>PHÂN TÍCH CÔNG DỤNG VÀ ĐIỀU KIỆN LÀM VIỆC :
1> CÔNG DỤNG :
Trong truyền động cơ học thuộc lnh vực cơ khí để truyền momen quay ngoài các chi tiết như bánh răng ,banh đai,trục vít bánh vít và ta không thể không nhắc đến chi tiết trục răng .Trục răng là dạng trục được gia công dùng để truyền chuyển động cho các chi tiết khác như bánh răng thanh răng…
2>VỊ TRÍ LẮP DẶT VÀ ĐIỀU KIỆN LÀM VIỆC :
Trục răng thường lắp vào các hộp giảm tốc ,hộp máy trục được lắp vào thân hộp thông qua bạc đạn . Do trục ta là trục răng trên máy khoan do đó được lắp vào thân hộp trên máy khoan và cho truyền động ăn khớp với thanh răng và cho truyền động đi xuống khoan chi tiết cần gia cơng .
trục răng làm việc trong môi trường bôi trơn do ăn khớp với thanh răng làm việc với vân tốc cao ,momen xoắn lớn ,chịu va đập…
II>PHÂN TÍCH VẬT LIỆU CHẾ TẠO PHÔI :
Theo bản vẽ chế tạo ta thấy vật liệu chế tạo trục răng là thép 40X đây là thép cacbon kết cấu chất lượng tốt . Đây là thép mà có nhiều ưu điểm nó được sử dụng rộng ri trong chế tạo my nhất là chi tiết dạng trục như trục vít me ,trục răng…Đây là thép có nhiều ưu điểm cao như cơ tính cao hơn so với thép cacbon kết cấu chất lượng thường vì thp 40X có rất ít photpho và lưu huỳnh vì đây là bản chất làm cho thép dể bị hỏng trong truyền động như bị giịn ,cc hạt khơng lin kết nhau được do đó thép dể bị hỏng .Là thép 40X chịu tải trọng lớn do đó trên 50% chi tiết trên máy đều sử dụng thép 40X vì nĩ cĩ nhiều ưu điểm và đặc tính tốt .
Thnh phần hố học của thp 40X :
Theo bản vẽ chi tiết ta thấy vật liệu chế tạo trục quay l thp 40X .Theo sch “vật liệu cơ khí” thì thp 40X có các thanh phần hoá học như sau :
Cacbon : (0,36-0,44)%
Silic : (0,17 – 0,37)%
Mangan : (0,5 – 0,8)%
Lưu huỳnh : ≤ 0,04%
Photpho : ≤ 0,04%
Crom : ≤ 1%
Nitơ : ≤ 0,3%
Giới hạn bền ko : =800 MN/m
Giới hạn bền : 65 kg/mm
Độ cứng HB sau khi thường hoá : HB = 217
a =500 KJ/m
= 610 MN/m
=40%
=16%
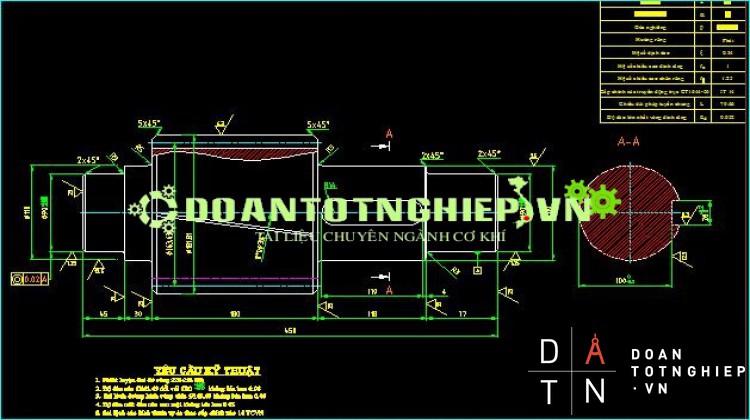
III>YÊU CẦU KĨ THUẬT :
Xem qua bản vẽ chế tạo ta thấy chi tiết cĩ một số kích thướt v đây l cc kích thướt được lắp rời với ổ trục trong cc bộ phận my như 2 đầu của 90.
IV> PHÂN TÍCH VỀ ĐỘ CHÍNH XÁC CỦA TRỤC TAY QUAY :
1>PHÂN TÍCH VỀ ĐỘ CHÍNH XÁC VỀ KÍCH THƯỚc:
a> Kích thước cÓ sai lệch chỉ dẩn :
- Đối với kích thước 90 mm :
Kích thước danh nghĩa : d = 90
Sai lệch giới hạn trn : es =0,025 mm
Sai lệch giới hạn dưới : ei = 0,003 mm
Kích thước giới hạn trn : d = 90,025 mm
Kích thước giới hạn dưới : d = 90,003 mm
Dung sai kích thước : Itd =es- ei =0,025- 0,003 =0,022 mm
Tra bảng 1.31 trang 45 theo TCVN cĩ đường kính trục 90 thuộc miền dung sai K cấp chính xc IT6 . Vậy 90 = 90 K6
-Kích thước 110 mm :
Kích thướcnb danh nghĩa: d = 110 mm
Sai lệch giới hạn trên : es = 0 mm
Sai lệch giới hạn dưới : ei = -0,87mm
Kích thước giới hạn trên : d= 110 mm
Kích thước giới hạn dưới : d = 109,13 mm
Dung sai kích thước : Itd = es-ei = 0- (-0,87) =0,87 mm
Tra bảng 1.29 trang 41 theo TCVN có 110 thuộc miền dung sai h cấp chính xác IT14
Vậy Þ 110 = Þ 110 h14
-Kích thước Þ 181,81 mm :
Kích thước danh nghĩa : d =181,81mm
Sai lệch giới hạn trên : es = 0 mm
Sai lệch giới hạn dưới : ei = -1,15mm
Kích thước giới hạn trên : d =181,81mm
Kích thước giới hạn dưới : d =180,66 mm
Dung sai kích thước : Itd =0 – (-1,15) = 1,15 mm
Tra bảng 1.29 trang 41 theo TCVN có Þ 181,81 thuộc miền dung sai h cấp chính xác IT14
- Kích thước 450 mm :
Kích thước danh nghĩa : d = 450 mm
Sai lệch giới hạn trên : es = 0,775 mm
Sai lệch giới hạn dưới : ei =-0,775 mm
Kích thước giới hạn trên : d =450,775 mm
Kích thước giới hạn dưới : d = 449,225 mm
Dung sai kích thước : ITd = 0,775 – (-0,775) = 1,55 mm
Tra bảng 1.30 trang 44 theo TCVN kích thướt 450 có miền dung sai là Js cấp chính xác la IT14
b>Phân tích kích thước sai lệch không chỉ dẩn :
-Kích thước 180 :
Kích thước danh nghĩa d =180 mm
Kích thước này có gia công nên chọn cấp chính xác đạt được là 14 .Miền dung sai Js
Theo bảng 1.30 TCVN ta có :
Sai lệch giới hạn trên : +0,5mm
Sai lệch giới hạn dưới : -0,5 mm
Do vậy kích thước 180 là 180
-Kích thước 118
Kích thước danh nghĩa d = 118 mm
Kích thước này có gia công nên chọn cấp chính xác đạt được là 14 .Miền dung sai Js
Theo bảng 1.30 TCVN ta có :
Sai lệch giới hạn trên : +0,435mm
Sai lệch giới hạn dưới : -0,435 mm
Do vậy kích thước 118 là 118 mm
-Kích thước 77 :
Kích thước danh nghĩa d =77 mm
Kích thước này có gia công nên chọn cấp chính xác đạt được là 14 .Miền dung sai Js
Theo bảng 1.30 TCVN ta có :
Sai lệch giới hạn trên : +0,37mm
Sai lệch giới hạn dưới : -0,37 mm
Do vậy kích thước 77 là 77
-Kích thước 45
Kích thước danh nghĩa d = 45 mm
Kích thước này có gia công nên chọn cấp chính xác đạt được là 14 .Miền dung sai Js
Theo 1.30 TCVN ta có :
Sai lệch giới hạn trên : +0.31mm
Sai lệch giới hạn dưới : -0,31 mm
Do vậy kích thước Þ45 là Þ45 mm
-Kích thước 30:
Kích thước danh nghĩa d =30mm
Kích thước này xác định chiều dài của chi tiết ,kích thươc này có gia công nên chọn cấp chính xác đạt được là 14 .Miền dung sai Js
Theo 1.30 TCVN ta có :
Sai lệch giới hạn trên : +0,26 mm
Sai lệch giới hạn dưới : -0,26 mm
Do vậy kích thước 30 là 30 mm
-Kích thước 163,63 :
Kích thước danh nghĩa d =163,63 mm
Kích thước này có gia công nên chọn cấp chính xác đạt được là 14 .Miền dung sai
Theo bảng 1.29 TCVN ta có :
Sai lệch giới hạn trên : 0 mm
Sai lệch giới hạn dưới : -1 mm
Do vậy kích thước 163,63 là 163,63 mm
-Kích thước 110 :
Kích thước danh nghĩa d =110 mm
Kích thước này có gia công nên chọn cấp chính xác đạt được là 14 .Miền dung sai Js
Theo bảng 1.30 TCVN ta có :
Sai lệch giới hạn trên : +0,435mm
Sai lệch giới hạn dưới : -0,435 mm
Do vậy kích thước 110 là 110 mm
-Kích thước 100 :
Kích thước danh nghĩa d =100 mm
Kích thước này có gia công nên chọn cấp chính xác đạt được là 14 .Miền dung sai Js
Theo bảng 1.30 TCVN ta có :
Sai lệch giới hạn trên : +0,435 mm
Sai lệch giới hạn dưới : -0,435 mm
Do vậy kích thước 100 là 100 mm
CHƯƠNG II : BIỆN LUẬN DẠNG SẢN XUẤT
I> TÍNH KHỐI LƯỢNG CỦA CHI TIẾT GIA CÔNG :
Để xác định khối lượng của chi tiết gia công ta cần xác định được thể tích của chi tiết gia công ta có :
V =
Trong đó : = 3,14
D : đường kính
H : chiều dài
Thể tích đặc :
V = = = 489605 mm
V = = = 1120823 mm
V = = = 4670654 mm
V = = = 284955 mm
V = = = 286133 mm
Tổng thể tích đặc của chi tiết :
V = V + V + V+ V+ V
= 489605 + 1120823 + 4670654 + 284955+ 286133
= 6852170 mm
Thể tích rỗng của chi tiết :
V = a.b .c
Trong đó : a : chiều dài
b : chiều cao
c : chiều cao
V = a . b . c = 28 .110 .110 = 338800 mm
V = 7.5 . 180 . 13 = 17550 mm
Tổng thể tích rỗng :
V = V + V
= 338800 + 17550
= 356350 mm
Thể tích thực của chi tiết :
V = V-V
= 6852170 -356350
= 6495820 mm
Vậy khối lượng thật của chi tiết gia công :
Ta có : m = V . D
Trong đó : m : khối lượng của chi tiết
V : thể tích thực của chi tiết
D : trọng lượng riêng của thép
D = 7,86 kg/dm
V =6495820 mm = 6,5 dm
m = V .D = 6,5 . 7,86 = 51 kg
II> KHỐI LƯỢNG CỦA PHÔI :
Ta có :V =
Trong đó : D là đường kính
= 3,14
V : là thể tích
h : là chiều dài
V = = = 314000 mm
V = = = 282600mm
V = = = 5384315mm
V = = = 1098748 mm
V5 = (3,14 . 1002. 67) / 4 = 525950 mm3
Tổng thể tích thực của phôi :
V = V+ V+ V+ V + V5
= 314000 + 282600 + 481754 + 1098748+ 525950
= 8403052 mm
Khối lượng của phôi :
Ta có : m = V.D
m : là khối lượng
V : là thể tích
D : là trọng lượng riêng
D = 7,86 kg/dm
V = 8403052 mm =66 kg
III> XÁC ĐỊNH SẢN LƯỢNG SẢN XUẤT HÀNG NĂM :
Ta có :
N = N.m(1+)(1+) (ct/năm)
Trong đó :
N là số lượng chi tiết cần chế tạo trong một năm
N số sản phẩm trong một năm theo kế hoạch N = 2000 ct/năm
m là số lượng chi tiết như nhau trong một năm ta có m = 1
là số % chi tiết dự trữ
= (15 – 20)% ta chọn = 20%
là số chi tiết phế phẩm
= (3 – 5)% chọn = 3
Vậy sản lượng cần chế tạo trong một năm
N =2000 .1 . (1+).(1+)
= 2369 ct/năm
Vậy m =8,15 kg
N = 2369 ct/năm
Tra sách sổ tay công nghệ chế tạo máy ứng với m = 8,15 và N = 2400ct/năm
Vậy đây là dạng sản xuất hàng loạt vừa
CHƯƠNG III : PHÂN TÍCH VIỆC CHỌN PHÔI
PHƯƠNG PHÁP CHẾ TẠO PHÔI
I> PHÂN TÍCH VIỆC CHỌN PHÔI :
Bất kì một chi tiết máy hay một bộ phận máy trước khi đưa vào sử dụng chúng phải đươc chế tạo ra có hình dáng hình học gần giống với chi tiết sau khi gia công đó là phôi .
Tại đây ta sẽ làm thay đổi về hình dáng hình học ,độ nhám ,kích thước …phù hợp với bản vẽ yêu cầu.
Như ta đã biết trong ngành chế tạo cơ khí thông thường sử dụng ba phương pháp chế tạo phôi đó là phôi cán ,phôi rèn ,và phôi đúc.
Dựa vào bản vẽ ta tiến hành phân tích vật liệu phôi ,phân tích ưu khuyết điểm của các phương pháp chế tạo phôi để tìm ra các ưu khuyết điểm của từng phương pháp mà ta có thể chọn phôi và phương pháp chế tạo phôi tối ưu nhất sao cho giá thành sản phẩm càng thấp và tỉ lệ phế phẩm càng thấp càng tốt .
II> PHÂN TÍCH ƯU KHUYẾT ĐIỂM CỦA TỪNG PHƯƠNG PHÁP CHẾ TẠO PHÔI :
1> PHÔI CÁN : là phương pháp cho phôi đi qua khe hở của hai trục quay ngược chiều nhau làm cho phôi biến dạng dẻo ở khe hở .
a> ưu điểm : ưu điểm ở phương pháp là nâng cao cơ tính ,thích hợp cho các chi tiết dạng tấm như : thép vuông ,thép lục giác ,thép chử U ,thép chử I ,các ropin như đường rây xe lửa ,cho năng suất cao .
b> nhươc điểm : nhươ%c điểm của phương pháp này là không gia công được vật liệu giòn ,làm cho các hạt phân tử không liên kết nhau được do đó làm cho trục dể bị hỏng trong truyền động và trong gia công .
Do vật liệu ta la thép 40X do đó có thể dùng phương pháp này chế tạo phôi.
Do trục ta là trục bật đòi hỏi độ chính xác cao mà phương pháp cán này lại có d0ộ chính xác thấp do đó ta thấy phương pháp này không hiệu quả . Phương pháp này chỉ thích hợp cho các chi tiết dạng tấm , trục dài . Vậy phương pháp này không hợp lý
2> PHÔI ĐÚC : phương pháp đúc là phương pháp dùng nhiệt nung chảy kim loại và điền đầy kim loại vào hòm khuôn và đây là phương pháp được dùng phổ biến nhất hiện nay trong lãnh vực chế tạo máy nói chung và trong chế tạo cơ khí nói riêng ,hơn 60% cácsản phẩm trong máy điều dùng bằng phương pháp đúc .
a> ưu điểm : ưu điểm của phương pháp này là có thể nung chảy tất cả các kim loại , đúc được các chi tiết nhỏ đến chi tiết rất lớn từ các chi tiết đơn giản đến các chi tiết phức tạp , điều chỉnh được các thành phần hoá học bên trong , chi phí chế tạo phôi thấp ,lượng dư phân bố đều ,độ chính xác phôi tương đối cao.
a> nhược điểm : nhược điểm của phương pháp này là tốn khối lượng cho hệ thống rót ,dể bị hiện tượng rỗ khí ,tỉ lệ phế phẩm cao ,kiểm tra các khuyết tật bên trong cần những máy chuyên dùng và hiện đại .
Do vật liệu chế tạo của ta là thép 40X do thép 40X có tính đúc khó vì độ chảy loãng thấp dễ bị đông đặc ,độ co ngót lớn ,bề mặt chi tiết dể bị cong vênh .Do chi tiết ta dạng trục bật đòi hỏi độ chính xác cao . Chi tiết ta lại nhỏ vậy ta thấy phương pháp này không hợp lý và không có năng xuất trong sản xuất hàng loạt vừa .
3> PHÔI RÈN : phôi rèn là quá trình biến dạng kim loại đã được đung nung do tác dụng của lực đập bằng đầu búa hoặc đầu máy ép . Trong phương pháp rèn có hai phương pháp rèn chính : rèn tự do ,rèn khuôn.
*Rèn tự do : là quá trình biến dạng kim loại đã được nung nóng do tác dụng của đầu búa để tạo thành phôi .
a> ưu điểm : ưu điểm của phương pháp này là giá thanh thấp thích hợp cho sản xuất hàng loạt nhỏ và đơn chiếc .
c> nhược điểm : nhược điểm của phương pháp này là độ chính xác không cao,năng suất thấp , sử dụng sức lao động công nhân là chủ yếu .
Vậy phương pháp rèn tự do là không hợp lý
*Rèn khuôn : là phương pháp gia công áp lực trong đó kim loại được biến dạng hạng chế trong khuôn dưới tác dụng của lực dập của máy rèn khuôn chi tiết được biến dạng trong khuôn dập ,kim loại chỉ được biến dạng theo những hướng nhất định
Phương pháp này dùng áp lực để dập các chi tiết bằng thép ,kim loại màu , quá trình rèn khuôn được tiến hành trên máy búa .Ở đây khuôn gồm hai nửa mỗi nữa có rãnh lòng khuôn có hình dạng gần giống với chi tiết đã chế tạo
a> ưu điểm : ưu điểm của phương pháp này là đạt độ chính xác cao chất lượng vật rèn cao ,có thể chế tạo các chi tiết phức tạp năng suất cao ,giảm được giá thành sản phẩm dể tự động hoá ,giảm nhẹ sức lao động cho công nhân rất thích hợp cho sản suất hàng loạt vừa ,đạt độ chính xác cao về hình dáng hình học.
b> Nhược điểm : nhược điểm của phương pháp này là không thể gia công được vật liệu giòn ví dụ : gang
Do vật liệu của ta là thép 40X chi tiết ta dạng trục bật ,độ chính xác tương đối cao ,chi tiết ta là chi tiếtdạng trục bật mà phương pháp rèn khuôn trên máy búa là phương pháp tối ưu nhất hơn các phương pháp khác nó cho năng suất cao, đạt độ chính xác cao ,thích hợp cho sản xuất hàng loạt vừa trở lên .
KẾT LUẬN :
Xét qua các phương pháp đúc, rèn, dập ta thấy được nhiều ưu khuyết điểm của từng phương pháp chế tạo phôi trong đó ta thấy phương chế tạo phôi bằng phương pháp rèn khuôn trên máy búa là hợp lý nhất nó cho năng suất cao ,hạ giá thành sản phẩm giảm nhẹ sức lao động cho công nhân , dể tự động hoá






