THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT Ụ ĐỘNG MÁY TIỆN GỖ


NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT Ụ ĐỘNG MÁY TIỆN GỖ, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết
Với đề tài thiết kế quy trình công nghệ gia công ụ động máy tiện gỗ được hạn chế trong thời gian bốn tuần và không gian nhất định ,người thực hiện đề tài được khảo sát trực tiếp đường lối công nghệ gia công chi tiết tại xưởng trường .
Đây là đề tai thực tế nên việt nghêin cứu về cấu tạo ,nguyên lý làm viêc của chi tiếtkhông phức tạp .
Người nghiên cứu đề tài quan sát cụ thể , chi tiết được gia công trên các đồ gáchuyên dùng nên độ chính xác về vị trí tương quan ,hình dáng hinh học , độ bóng bề mặt cao hơn so với đô gá chuyên dùng .vì vậy:
+ Cần phải chế tạo đồ gá chuyên dùng
+ Cần phải phân tán các nguyên công .
- Nhược điểm
+ Đồ gá chuyên dùng chỉ thể hịên được một nguyên công của một chi tiết cụ thể nào đó
- Ưu điểm
+ Đồ gá chuyên dùng là với một lần điều chỉnh máy có thể gia công tất cả các chi tiết trong lô sản phẩm đạt độ chính xác đã cho. Do đó có thể nâng cao năng suất lao động ,giảm thời gian phụ và sức lao động của công nhân............................
I Phân Tích Chi Tiết Gia Công
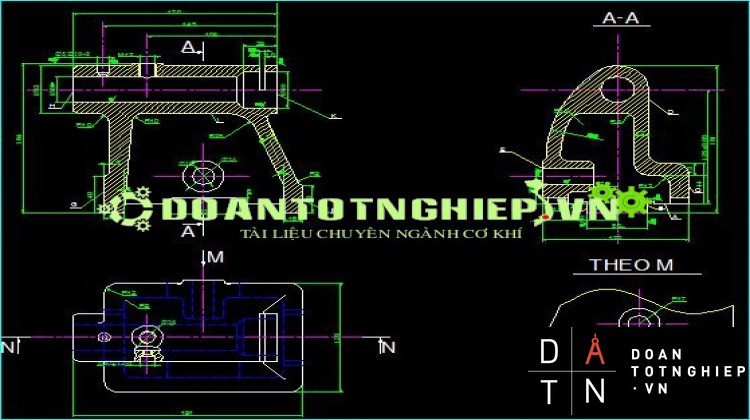
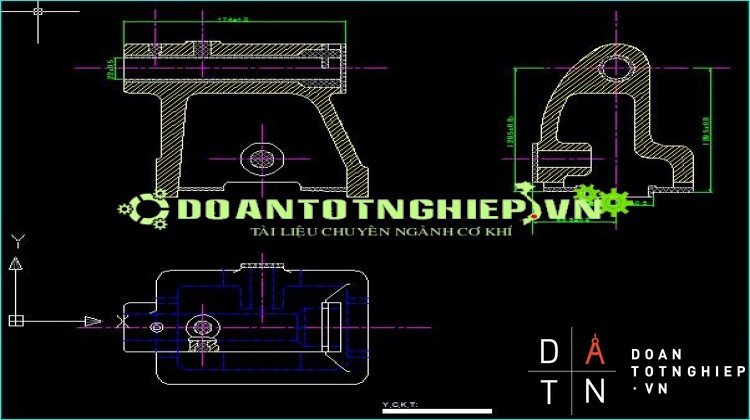
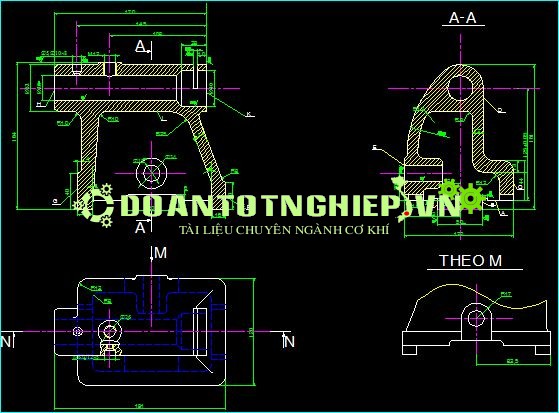
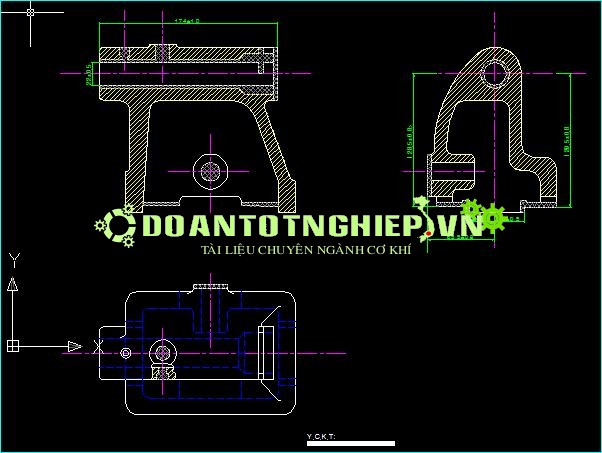
1. Nguyên lý làm việc của ụ động tiện gỗ
Trong ngành chế biến gỗkhông thể không nói đến định vị và kẹp chặt chi tiết gỗ trong qúa trình gia công cắt gọt tạo dáng.Vì vậy thiết kế đồ gá gia công là vấn đề cần thiết,ụ động máy tiện gỗ là loại đồ gá vạn năng dùng để định vị,đở chi tiết được sử dụng rộng rải trong các xưởng chế biến gỗ(mộc).
Ụ động máy tiện gỗ được bắt dây trược trên bàn tiện .Có thể di chuyển qua lại,khi cần được khóa cố định nhờ cần khóa mới ghép bulông.
Nhiệm vụ của nó là định vị đở chi tiết khi gia công.Muốn ụ động thực hiện được chức năng làm việc của mình thì cần phải thêm vào nó các chi tiết định vị đúc này ,ụ động là loại đồ gá chuyên dùng.
2.Phân Tích Vật Liệu
Ụ động tiện gỗ được chế tạo từ vật liệu GX-15-32.
Có giới hạn bền kéo sbk =15 kg/mm2
Có giới hạn bền với sbu = 32 kg/mm2
- Thành phần hoá học của vật liệu C = 3 là 3.8% ................................................
PHẦN V
CHỌN DẠNG PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI
1> Xác định dạng phôi
phôi đúc hoặc phôi rèn ở đây ta chọn phôi đúc
2> phương pháp chế tạo phôi
Muốn chọn phương pháp chế tạo phôi ta căn cứ vào các nguyên tố :
Vật liệu của phôi :chi tiết được chế tạo bằng gang xám GX 15-32
Hình dạng của chi tiết : ụ động
Kích thước chi tiết: 120-260 mm
Dạng sản xuất loạt vừa :
Đối với các yếu tố trên ta chọn phương án chế tạo phôi bằng phương pháp đúc
Việc chế tạo phôi được sư dụng rộng rai ,hiện nay việc đúc được các chi tiết có hình dang và kích thước từ nhỏ đến lớn . mà các phương pháp khác khó đạt được cơ tính và chế độ chính xác của phôi đúc tuỳ thuộc vào phương pháp đúc và kỹ thuật làm khuôn , tuý theo tinh chat và vật liệu của chi tiết, điều kiện sản xuất ,trình độ kỹ thuật mà ta có nhưng phương pháp đúc khác nhau
Để nâng cao năng xuât của quá trinh đúc , nâtng cao độ chính xác và chất lượng bề mặt người ta sử dụng các hệ th6ng tự động trong đó dùng cáccơ cấu hơi để làm chặt hỗn hợp cát, sư dụng các đồ điện tử để điều khiển quá trình công nghệ và tính toán để chọn ra phưong pháp đúc tối ưu nhất
Tính công nghệ trong chi tfiết đúcđược biểu hiện bằng các điều kiện tạo hình , rót kim loại dễ dàng ,tính đông cứng tạo vết , các yếu tố góc nghiên chiều dày ,các kivh thước tương quan ảnh hương tới các nguyên công cơ bản của quá trình công nghệ
Trang thiết bị tại xưởng
+ưu điểm:
đối với dang sản xuất hàng loat vừa trở lên những lỗ có đường kính lớn hơn 30mm sẽ được đúc bằng lõi (ruôt) , ruột đựoc chế tạo riêng và có độ chính xác cao nên các lỗ đúc xong có vị trí tương quan cao
không phải tốn nguyên công để gia công chi tiết
lượng dư tại các nguyên công không nhiều
không phải tốn nhiều thời gian gia công,
PHẦN VI
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT
1>.Xác định đường lợi công nghệ
Trong dạng sản xuất hàng loạt .Quy trình công nghệ được xay dựng theo nguyên tắc phân tán hoặc tập trung nguyên công , theo nguyen tắc phân tán phân công.Thì quy trình công nghệ được phân ra theo các nguyên công đơn giản có thời gian như nhau.
Ở đay mổi máy một nguyên công nhất định ,đồ gá được sử dụng là đồ gá chuyên dùng.
2>-Chọn phương pháp gia công
Đối với dạng sản xuất hàng loạt vừa và lớn muốn chuyên môn hoá cao,để co thể đạt năng xuất cao trong điều kiện sản xuất .Thì đường lối công nghệ thích hợp nhất là phân tán nguyên công (ít bước công nghệ trong một nguyên công ).Ở đây ta dùng các máy vạn năng kết hợp vói các đồ gá chuyên dùng và các máy chuyên dùng để chế tạo .
Sau khi phân tích kỷ chi tiết ta bắt đầu phân chia các bề mặt gia công va 2 chọn phương pháp gia công đe73 đạt độ chính xác về kích thước và độ bóng theo yêu cầu .
Chọn chuẩn công nghệ :
Chuẩn công nghệ là bề mặt chi tiết được dùng để định vị chi tiết trong quá trình gia công ,lắp ráp sửa chửa.Việc chọn chuẩn công nghệ thích hợp tạo điều kiện thuận lợi cho việc thực hiện các nguyên công dể dàng ,nhanh chóng chính xác .Đảm bảo yêu cầu kỉ thuật và chỉ tiêu kinh tế .
Xác định chuẩn thô:
Là chuẩn xác định trên những bề mặt chưa qua công cắt gọt việc chuẩn thơ phải đảm bảo phân bố đủ lượng dư cho bề mặt gia công và đảm bảo về độ chính xác cần thiết về vị trí tương quan giửa các bề mặt với nhau .chọn chuẩn thô phải tuân thủ năm nguyên tắc .
Xác định chuẩn tinh:
Là chuẩn xác định trên nhũng bề mặt đã qua gia công cắt gọt .Việc chọn chuẩn tinh phải tuân thủ nam nguyên tắc chọn chuẩn tinh .
Sau khi xác định dược chuẩn thô ,chuẩn tinh phù hợp tiến hành kịp trình tự gia công nhằm đảm bảo yêu cầu kỷ thuật ,tính kinh tế nâng cao năng suất nhờ vào việc giảm thời gian nguyên công ,thời gian phụ .
Mục đích:
Xác định trình tự gia công hợp lý nhằm đảm bảo sự chính xác gia công ,độ bóng bề mặt theo yêu cầu kỷ thuật .
3-Lập tiến trình công nghệ

quy trình công nghệ gia công một chi tiết cụ thể thì cần nhiều phương án .Nhung đối với ụ động tiện gỗ người thực hiện đề tài này đưa ra một phương án lập tiến trình công nghệ như sau:
Nguyên công I :mài bỏ các phần thừa
Nguyên côngII:làm sạch phôi
Nguyên công III:kiểm tra kích thước của phôi
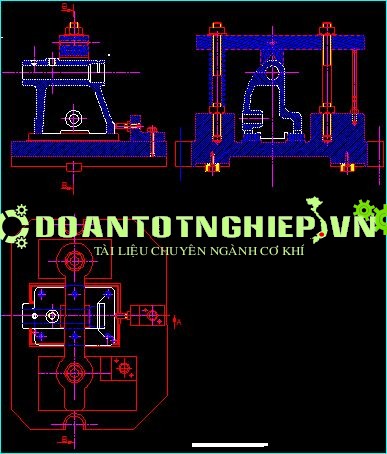
PHẦN VII :TÍNH TOÁN VÀ THIẾT KẾ ĐỒ GÁ
I THÀNH PHẦN CỦA ĐỒ GÁ
Cơ cấu định vị:
Cơ cấu đinh vị dùng để xác định vị trí tương đối của chi tiết so với máy hoặc dung cụ cắt, cơ cấu này bao gồm các loại chốt tỳ ,phiếntỳ
Cơcấu kẹp chặt có tác dung dữ chặt cho chi tiết không bịxêdịch trong quá trinh kẹp chặt, cơ cấu kẹp bao gồm cơ cấu kẹp tổ hợp do nhiều chi tiết thực hiện như ren ốc cơ cấukẹp liên động .
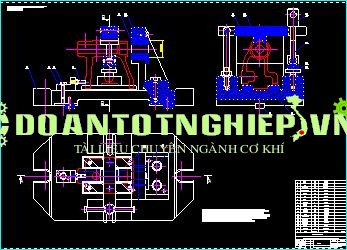
Cơ cấu dẫn hướng:
Cơ cấu giử cho hướng tiến cũa giao không bị xê dịch vì lực cắt , lực kẹp , rung động cơ cấu này có hai loại là bạc dẩn và phiến dản , thường dùng trên máy khoan ,doa.
Thân đồ gá và đế dồ gá :
Là các chi tiết cơ sở , các chi tiết cơ sở thường dùng là đế hình vuông ,hình chữ nhật có rãnh hoặc có ren để các chi tiết bắt chặt lên nó .Chi tiết cơ sở là chi tiết gốc để nối các bộ phận khác nhau thành đồ gá.
Các chi tiềt nối gép :
Là các chi tiết bulông ,đai ốc … Dùng để nối các chi tiết nay chế tạo tiêu chuẩn .
Cơ cấu định vị kẹp chặt :

THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT Ụ ĐỘNG MÁY TIỆN GỖ, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết










