THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT XYLANH BƠM NHỎ
NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT XYLANH BƠM NHỎ, hướng dẫn thiết kế đồ gá
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
PHẦN I: PHÂN TÍCH CHI TIẾT SỮA CHỮA
- PHÂN TÍCH CÔNG DỤNG VÀ ĐIỀU KIỆN LÀM VIỆC CỦA CHI TIẾT :
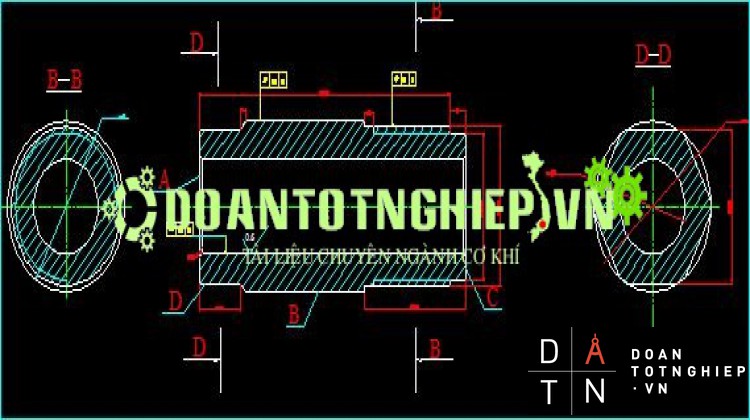
Với xy lanh nói chung là một chi tiết phổ biến trong các máy móc như động cơ đốt trong, máy thuỷ lực . xy lanh là một chi tiết dạng bạc. chức năng nói chung của xy lanh là dẫn hướng cho pitton, làm khoang chứa nhiên liệu để tạo áp,Chi tiết xilanh làm việc ở bộ phận nén khí của các loại máy kích, do đó bề mặt làm việc chủ yếu của xilanh là thành trong của chi tiết. Vì thế khi chế tạo người công nghệ cần đặc biệt chú trọng đến bề mặt làm việc này của xilanh. trong nhiệm vu thiết kế này thì xy lanh là một bộ phận của kích thuỷ lực. ở đây xy lanh kết hợp với piton nén dầu lại tạo áp suất cho dầu biến thế năng của dầu thành cơ năng, thực hiện chuyển động tịnh tiến lên xuống của kích thuỷ lực. do có ren ở mặt ngoài một đầu nên xy lanh làm việc ở áp suất không quá cao. Cụ thể là xy lanh trong trưòng hợp này dùng cho kich thuỷ lực loại nhỏ. Bề mặt trụ trong là bề mặt làm việc chủ yếu là tiếp xúc với pittong thực hiện chuyển động qua lại, bề mặt này luôn được bôi trơn và yêu cầu có độ chính xác rất cao khi chế tạo. do vậy kích thước của mặt trụ trong là quan trọng nhất yêu cầu khi chế tạo phải đạt độ chính xác cao đảm bảo kích thước yêu cầu đặt ra.
- Một bề mặt có ren để lắp ghép với những phần khác của kích thuỷ lực. Để khi làm việc dầu không bị rò rỉ thì yêu cầu bề mặt lắp ghép phải rất kín . Do đó bề mặt này cũng yêu cầu khi chế tạo có độ chính xác bề mặt cũng như vị trí tương quan đạt yêu cầu cao.
- Với chức năng, điều kiện làm việc và theo kinh nghiệm của các nhà chế tạo cộng với sự tham khảo các chi tiết xy lanh của các máy khác nhau thì ta chọn vật liệu của xy lanh là thép 45 có thành phần như sau :
C
Si
Mn
S
P
Ni
Cr
0.4 ¸ 0.5
0,17¸0,37
0,5¸0,8
0,045
0,045
0,30
0,30
II. PHÂN TÍCH TÍNH CÔNG NGHỆ CỦA CHI TIẾT
- Kết cấu các bề mặt cho phép thoát dao mét cách dễ dàng.
- Độ cứng vững đủ để gia công các bề mặt mà không bị biến dạng.
- Do xy lanh làm việc trong điều kiện áp suất không quá cao, ít chịu nhiệt . Ta thấy trên hình vẽ chi tiết có một đầu được gia công ren dùng để lắp ghép với bộ phận của máy. Đối với lắp ghép ở hai đầu xy lanh có nhiều phương pháp :
ví dụ ta có thể dùng mối hàn để ghép hai đầu của xy lanh với các bộ phận khác. Tuy nhiên mối ghép hàn không đủ đảm bảo để làm việc trong điều kiện có áp suất lớn và dịch chuyển cũng như rung động của xy lanh. Mối ghép cũng có thể được thực hiện bằng cách ghép bằng gugiông, tuy nhiên trong kích thuỷ lực thì xy lanh có kích thước nhỏ gọn nếu dùng gugiông thì kích thước sẽ cồng kềnh . ghép bằng mối ghép gugiông thi sẽ là bền nhất tuy nhiên với chức năng của xy lanh thì trong nhiệm vụ này thì không cần thiết.
=> Do vậy ta thấy dùng mối ghép ren là phù hợp và đảm bảo yêu cầu đặt ra.
- Tại một đầu của xy lanh được gia công nhỏ hơn đoạn có ren là để định hưóng cho xy lanh khi lắp mối ghép ren không bị lệch bị vênh.
- Phần đầu còn lại được gia công vát sáu mặt hình dạng như đai ốc với mục đích dùng để xiết xy lanh vào khi thực hiện mối ghép ren. Phần vát này nếu như nông quá sẽ không đủ diện tích để đảm bảo lực kẹp, nếu quá sâu thì sẽ làm cho thành xy lanh bị mỏng dẫn tới không đủ bền cho xy lanh trong quá trình làm việc.Đoạn này cũng không yêu cầu về độ chính xác bề mặt nên không yêu cầu độ nhám.
- Với kết cấu như hình vẽ khi gia công lỗ trụ trong ta có thể dùng máy khoan nhiều trục khi đó có thể thực hiện các nguyên công gia công gia công lỗ trên cùng một máy .Hoặc khoan , khoét , doa trên máy tiện để đảm bảo độ đồng tâm của lỗ so với mặt trụ ngoài.
- kết cấu các chi tiết không quá phức tạp , các bề mặt quan trọng chỉ là mặt trụ trong do vậy không nhất thiết phải sử dụng công nghệ gia công tiên tiến mặc dù có thể sử dụng.
Phần 2. PHÂN TÍCH TÌNH TRẠNG, NGUYÊN NHÂN VÀ BIỆN PHÁP KHẮC PHỤC HƯ HỎNG CỦA CHI TIẾT.
- Hầu hết các chi tiết máy sau một thời gian phục vụ đều bị hỏng do nhiều nguyên nhân. Tuy nhiên nguyên nhân chính vẫn là do chi tiết sau một thời gian hoạt động bị mài mòn ma sát, làm thay đổi kích thước từ từ. Thông thường nó làm cho hình dạng và trạng thái làm việc của chi tiết thay đổi. Sự thay đổi làm cho chất lượng làm việc của các cơ cấu máy thay đổi rất nhanh, dẫn đến phải sửa chữa.
I. HIỆN TƯỢNG MÒN CỦA XYLANH
Là quá trình làm thay đổi từ từ kích thước, hình dáng, trạng thái bề mặt, khối lượng của chi tiết do sự tàn phá lớp mặt ngoài khi chịu tác hại khác nhau dưới sự cọ sát trực tiếp giữa các bề mặt.
Khi máy làm việc thì các chỗ tiếp xúc giữa các bộ phận bị mòn. Mòn là do sự tác dụng của ứng suất tiếp xúc, hoặc áp suất khi bề mặt tiếp xúc trượt tương đối với nhau. Độ mòn thay đổi theo thời gian chia làm 3 giai đoạn:
+ Giai đoạn I: Mòn xảy ra do sự mài rà chi tiết, làm thay đổi hình dáng vi mô và vĩ mô của chi tiết.
+ Giai đoạn II: là giai đoạn mòn ổn định của chi tiết. Đây là giai đoạn chi tiết làm việc ổn định và dài nhất.
+ Giai đoạn III: Mòn phá hủy,đây chính là giai đoạn mà chi tiết bị mòn nhiều và nhanh nhất. Dẫn đến gây hư hỏng chi tiết, không thể làm việc được nữa. Giai đoạn này cần phải khắc phục bảo trì, sửa chữa.
Hiện tượng mòn chia làm 3 dạng sau đây:
A.Mòn cơ học: là kết quả tác dụng của lực ma sát khi trượt chi tiết theo một chi tiết khác
B.Mòn dính: là sự dính bề mặt này với bề mặt khác
C.Mòn do ăn mòn: thường xuất hiện ở các máy chịu sự tác dụng trực tiếp của nước, không khí, các hóa chất nhiệt độ
- Ở đây xylanh bị mòn là do chịu áp lực dầu lên thành xylanh , chuyển động ma sát giữa piston và xylanh lâu ngày gây nên hiện tượng mòn .
II. BIỆN PHÁP HẠN CHẾ HƯ HỎNG
- Do xylanh thủy lực làm việc trong môi trường phải chịu áp suất dầu và chuyển động ma sát của trục Piston đối với xylanh nên quá trình mòn của xylanh là không tránh khỏi nhưng có thể hạn chế bớt lượng mòn theo thời gian bằng cách kiểm tra lượng dầu trong hệ thống theo định kỳ ,nếu dầu có thất thoát thì ta cần bơm thêm dầu tới mức tiêu chuẩn của hệ thống nhằm giúp bôi trơn tốt ,giảm ma sát .
PHẦN 3: PHÂN TÍCH VÀ LỰA CHỌN PHƯƠNG ÁN SỬA CHỮA TỐI ƯU
I. BIỆN PHÁP SỬA CHỮA
Có 2 biện pháp :
- Khoan rộng lỗ xylanh sau đó chế tạo ống lót ép vào
- Chế tạo xylanh mới
II. PHƯƠNG ÁN SỬA CHỮA TỐI ƯU
- Việc chế tạo xylanh mới không mất nhiều thời gian, đồng thời giá thành chênh lệch so với các phương án khác cũng không nhiều do trục co kích thước nhỏ gọn, đơn giản (xylanh có kích thước nhỏ chiều dài L= 66 mm , đường kính ngoài 29 mm ,đường kính lỗ 16 mm )
- Xylanh sau khi chế tạo mới đạt được gần như tất cả những yêu cầu kỹ thuật đối với một trục như : độ nhám , độ cứng , độ bóng, tuổi thọ làm việc…
- để tiến hành phương án này cần phải chuẩn bị đầy đủ các dụng cụ cắt gọt, đo kiểm, phôi liệu.
- Nếu chế tạo bạc lót cũng mất nhiều thời gian như chế tạo xylanh mới và không đảm bảo đúng yêu cầu kỹ thuật giống như xylanh ban đầu từ đó làm giảm chất lượng của máy .Vì vậy lựa chọn phương án chế tạo mới là phù hợn nhất với đề tài này.
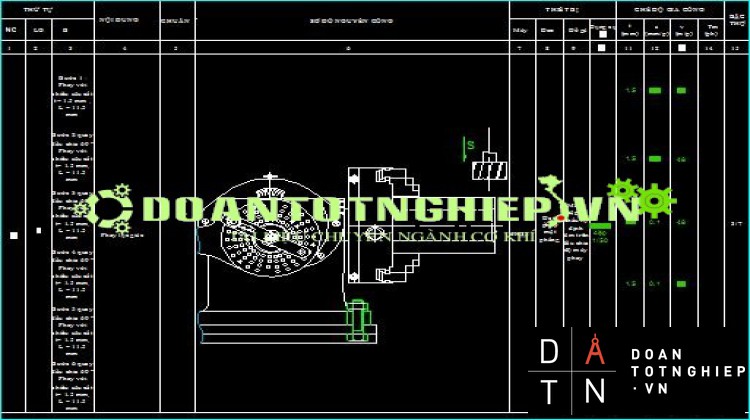
- Tiến trình sửa chữa xylanh bằng phương pháp chế tạo mới:
|
TT |
ND nguyên công |
Chuẩn |
Máy |
Dao |
Đồ gá |
DC đo |
Bậc thợ |
|
I |
Chọn phôi, làm sạch phôi, kt các kích thước của phôi đánh dấu các bề mặt |
|
|
|
|
Thước cặp |
3/7 |
|
II |
Bước1:Tiện thô mặt B đạt Ø30 mm với t = 1.5 mm,L= 40 mm Bước2: Tiện bán tinh mặt B đạt Ø29 mm , t= 0.5 mm Bước3: Vạt mặt đầu A với t= 2mm Bước4: Trở đầu ,tiện thô mặt B với chiều sâu cắt t = 1.5 mm Bước 5: Tiện bán tinh mặt B với chiều sâu cắt t = 0.5 mm Bước 6: Vạt mặt đầu C với t = 2mm
Bước 7: Khoan lỗ với kích thước ∅10 mm , L = 70 mm Bước 8: Khoét lỗ đạt kích thước ∅14 mm ,t = 2 mm Bước 9: Doa thô lỗ đạt kích thước ∅15 mm ,t = 0.5 mm Bước 10: Doa tinh lỗ đạt kích thước ∅ 15.9 mm ,t = 0.45 mm
|
Mâm cặp 3 chấu khử 4 bậc tự do |
1k62 |
Dao tiện gắn mảnh HKC T15k6
Dao khoan ruột gà
Dao khoét
Dao doa thô
Dao doa tinh |
Mâm cặp 3 chấu |
Thước cặp |
3/7 |
|
III |
Bước 1: Tiện bán tinh mặt ngoài B đạt kích thước ∅27 mm , L = 25 mm , với chiều sâu cắt t = 1 mm . Bước 2:Tiện bán tinh mặt ngoài B đạt kích thước ∅ 25 mm , L = 4 mm ,với chiều sâu cắt t = 1 mm . Bước 3: Vát mép lỗ 1x45°.
Bước 4: Tiện ren M27 x 1.5 chiều dài L= 19 mm
Bước 5: Trở đầu vát mép lỗ 1x45°
|
|
|
Dao tiện gắn mảnh HKC T15k6
Dao vát mép lỗ Dao tiện ren gắn mảnh HKC T15k6
Dao vát mép lỗ |
|
|
3/7 |
|
IV |
Bước 1: Phay với chiều sâu cắt t= 1.5 mm , L = 11.5 mm Bước 2:quay đầu chia 60 ° Phay với chiều sâu cắt t= 1.5 mm, L = 11.5 mm Bước 3: quay đầu chia 60 °Phay với chiều sâu cắt t= 1.5 mm, L = 11.5 mm Bước 4: quay đầu chia 60 °Phay với chiều sâu cắt t= 1.5 mm, L = 11.5 mm Bước 5:quay đầu chia 60 ° Phay với chiều sâu cắt t= 1.5 mm, L = 11.5 mm Bước 6:quay đầu chia 60 ° Phay với chiều sâu cắt t= 1.5 mm, L = 11.5 mm
|
|
Máy phay 6H12 |
Dao phay mặt phẳng |
Gá trên đầu chia độ vạn năng |
|
3/7 |
|
VI
|
Nhiệt luyện (tôi thể tích ) |
|
|
|
|
|
3/7 |
|
VII
|
Mài nghiền
|
|
|
Trục mài và bột mài |
|
|
3/7 |
|
VIII |
Tổng kiểm tra |
|
|
|
|
Thước cặp 1/50 |
3/7 |









