THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG DAO PHAY NGÓN 4 RÃNH XOẮN


NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG DAO PHAY NGÓN 4 RÃNH XOẮN, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết
MỤC LỤC
Lời nói đầu
Nội dung các phần thuyết minh và tính toán.
Phần I. Phân tích sản phẩm
1. Điều kiện sản xuất ,công dụng, chức năng, điều kiện làm việc.
2. Vật liệu chế tạo.
3. Yêu cầu kỹ thuật.
Phần II. Phương pháp chế tạo phôi và tính lượng dư gia công:
Phần III. Bảng thiết kế quy trình công nghệ có 16 nguyên công:
Phần IV. Biện luận quy trình công nghệ:
A.Phân tích thứ tự nguyên công gia công cơ:
B. Tính chế độ cắt cho nguyên công II:
Phần V. Thiết kế đồ gá
1.Tính sai số gá đặt:
2.Tính lực kẹp cần thiết:
3. Tính lực kẹp do cơ cấu kẹp tạo ra:
4. Tính toán sức bền của cơ cấu chịu lực:
Phần VI. Kết luận chung về quy trình công nghệ
Phần I: PHÂN TÍCH SẢN PHẨM
1.Phân tích điều kiện sản xuất, tính năng và công dụng của chi tiết gia công:
-Sản xuất được cho theo dạng sản xuất hàng loạt lớn và các máy có tính chuyên dụng cao,độ chính xác cao .
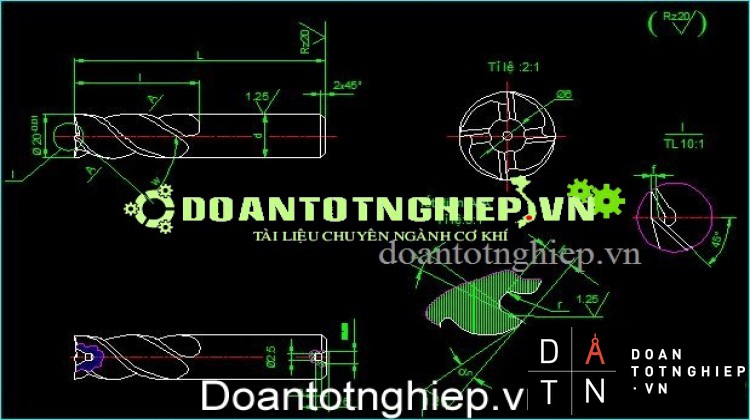
-Dao phay ngón rãnh xoắn 4 rãnh xoắn Ø20 là dụng cụ cắt, có thể lắp với tất cả các mâm cuả trục chính máy phay :có công dụng phay các rãnh thẳng,khối V,phay mặt phẳng có diện tích nhỏ.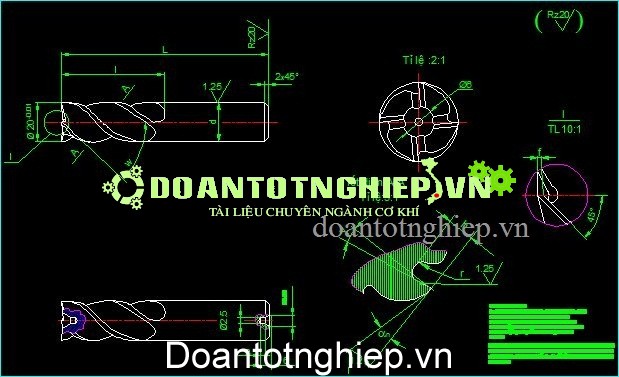
2.Vật liệu chế tạo phôi:
-Thép gió P18(75W18V) được dùng để chế tạo phôi của chi tiết được ưa dùng ở nước ta vì khi tôi khó bị quá nhiệt,tính mài mòn tốt.Đây là loại thép tốt nhất ,thỏa mãn tốt nhất đối với các vật liệu làm dao :
+Tốc độ cắt 25-35m/ph.
+Tính chống mài mòn và tuổi bền cao.
+ Độ thấm tôi cao (tôi thấu với tiết diện bất kỳ).
+Tính cứng nóng cao là dao vẫn giữ được tính cứng khi nhệt độ cao.
3.Yêu cầu kỹ thuật:
+ Độ cứng HRC 63:68 và cấp độ nhám là cấp 7 đối với các bề mặt gia công bằng phương pháp mài .
+Dung sai độ tròn mặt trụ ngoài < 0.006 (Bảng 7).
+Dung sai đường tâm răng và mặt trụ<0.02 (Bảng 8).
+ Dung sai độ đảo hướng kính cua răng <0.016 (Bảng 9).
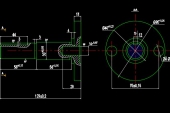
*Công dụng:vì để phay các rãnh cần độ chính xác cao nên chi tiết cần đạt kích thước như Ø20-0,01 và vì là hệ lỗ,rãnh nên có dung sai là (-)và độ nhám Ra 1,25.
*Yêu cầu về độ nhám:
Các mặt trong khi gia công tiếp xúc với phoi cần có độ nhám Ra 1,25 vì đảm bảo cho gia công không bị dính phoi ,lẹo dao,làm cho bề mặt chi tiết gia công đạt được độ nhám cần thiết.
*Yêu cầu về các góc của dao phay:
+Góc sau an đảm bảo độ bền của lưỡi cắt tránh ma sát trực tiếp với mặt đã gia công.
+Góc trước g đảm bảo cho việc thoát phoi dễ dàng và bẻ gãy phoi dễ dàng.
+Bán kính R góp phần tăng sự thoát phoi ,tránh ứng suất dư làm gãy lưỡi cắt và tăng tính công nghệ ,tăng độ bền của lưỡi cắt.
+Các mặt còn lại của chi tiết do chi tiết làm việc trong điều kiện tiếp xúc với phôi bẩn, các dung dịch tưới nguội nền cần gia công đạt độ nhám Ra 2.5 để loại bỏ các khe hở tế vi trên bề mặt nhằm tránh các bụi bẩn, dd tưới nguội đảm bảo độ bền cho chi tiết, ngoài ra còn có yêu cầu về tính thẩm mỹ.
-Chi tiết có khả năng làm việc trong đề kiện có sự va đập và rung động đồng thời tiếp xúc với dung dịch tưới nguội cũng như các bụi bẩn của môi trường bên ngoài.
Phần II. Phương pháp chế tạo phôi và tính lượng dư gia công.
- Chọn phương pháp chế tạo phôi:
Để chọn được phương pháp chế tạo phôi hợp lí ta phân tích lại yêu cầu của chi tiết:
-Một số bề mặt cần đạt độ chính xác cao.
Lượng dư của các bề mặt nhỏ do vậy ta sẽ dùng phương pháp đúc li tâm có áp lực tạo cấp chính xác cao,năng suất cao vá lượng dư gia công cắt gọt nhỏ.
-Lượng dư khi đúc của mặt trụ là 2 mm:của 2 mặt đầu là 1.5mm.
-Ghi chú:lượng dư tra ở sách Sổ Tay Gia Công Cơ (gồm có các bảng:1.22;1.5; 1.6; 1.7; 1.8 ; 1.10; 1.12 ; 1.24; )
+ Các ưu điểm cơ bản của phôi nhận được từ phương pháp gia công áp lực là:
-Dưới tác dụng của ngoại lực tinh thể kim loại được định hướng và kéo dài tạo thành sợi hoặc thớ làm tăng khả năng chịu kéo dọc thớ và chịu cắt thớ ngang
-Cơ tính của vật liệu cải thiện .
-Độ chính xác hình dạng , kích thước ,chất lượng bề mặt phôi cao do đó giảm được thời gian gia công cắt gọt và tổn thất vật liệu ,nâng cao hệ số sử dụng phôi K, góp phần giảm chi phí sản xuất .
-Rút ngắn được các bước của quá trình công nghệ.
-Dễ cơ khí hóa và tự động hóa nên năng suất cao.
-Sau khi đúc thì phôi được cánlại để tăng cơ tính chịu mài mòn và tăng độ bền bề mặt ngoài của dụng cụ cắt .
Kết luận :ta chọn phương pháp gia công bằng áp lực phôi được cán vì có hình dạng,kích thước tiết diện ngang và tiêu chuẩn ,độ chính xác ,chất lượng bề mặt cao, thành phần hóa học ổn định hơn so với phôi đúc. Do chi tiết có dạng hình trụ dài nên sử dụng phôi cán là hợp lí nhất .
Phần III. Bảng thiết kế quy trình công nghệ có 16 nguyên công:
1)Nguyên công I : Chuẩn bị phôi .
2)Nguyên công II : Phay khỏa 2 mặt đầu và khoan mũi chống tâm mặt (A;B) ,vát mép mặt (A).
3)Nguyên công III :Tiện mặt trụ ngoài C lần 1 và 2.
4)Nguyên công IV : Tiện tinh mặt trụ ngoài C lần 1và lần 2.
5)Nguyên công V : Mài thô mặt trụ ngoài C.
6)Nguyên công VI :Phay 4 rãnh xoắn góc w=45° lần thứ 1,thứ 2,thứ 3,thứ 4.
7)Nguyên công VII: Phay rãnh tròn lần thứ 1,thứ 2,thứ 3,thứ 4.
8)Nguyên công VIII:Phay mặt vát nghiêng lần thứ 1,thứ2,thứ 3,thứ4.
9)Nguyên công IX: Phay mặt sát lần thứ 1,thứ2,thứ 3,thứ4.
10)Nguyên công X :Tôi cao tầng.
11)Nguyên công XI : Mài lổ tâm lần thứ 1,thứ 2.
12)Nguyên công XII: Mài tinh mặt trụ ngoài C lần lần 1,thứ 2.
13)Nguyên công XIII: Mài sắc cạnh mặt F tao góc sau an=12° lần thứ1 thứ2
,thứ 3,thứ4.
14)Nguyên công XIV: Mài sắc cạnh mặt G tạo gócg=7° lần thứ 1,thứ2,thứ 3,thứ4.
15)Nguyên công XV: Mài sắc cạnh mặt H tạo góc f=1.5° lần thứ 1,thứ2,thứ 3,thứ4.
16)Nguyên công XVI: Tổng kiểm tra..........................................................................................
Phần IV. Biện luận quy trình công nghệ:
A.Phân tích thứ tự nguyên công gia công cơ:

*1)Nguyên công I : Chuẩn bị phôi
+Cưa phôi: do phôi là phôi cán có tiết diện tiêu chuẩn nên được cắt ra từng đoạn có kích thước yêu cầu bằng phương pháp cắt bằng cưa đĩa cắt một lúc nhiều chi tiết và cắt với lượng tiến dao không đổi vì phôi có đường kính nhỏ nên áp dụng phương pháp này có năng suất cao hơn các phương pháp cắt phôi khác như cưa tay, cưa cần,cưa đai, cắt bằng đĩa mài,máy tiện ,máy cắt dây,bằng khí…
+Nắn thẳng phôi:nhằm đảm bảo lượng dư phân bố đều và đủ. Với loại chi tiết có dạng trục nắn thẳng chẳng những được thực hiện ở nguyên công đầu tiên trước khi tạo chuẩn mà còn được thực hiện ngay cả ở sau nguyên công tiện và nhiệt luyện trước khi đem mài. Có nhiều phương pháp nắn thẳng phôi nhưng thích hợp cho phôi của chi tiết (phôi có chiều dài nhỏ) cần gia công thì chỉ có phương pháp nắn thắng trên máy cán ren phẳng bằng cách thay tấm cán ren bằng tấm phẳng .Phương pháp này cho độ thẳng cao và năng suất rất cao ,do đó thường sử dụng trong sản xuất hàng loạt và hàng khối
+Làm sạch bề mặt phôi: do phôi có dạng trụ tròn, ngắn và không có hình dạng phức tạp nên việc làm sạch bề mặt phôi tương đối đơn giản như cho phôi di chuyển trên hệ thống con lăn và có chổi quét hay máy phun cát áp suất lớn sẽ làm sạch phoi vụn và các chất bẩn. Phương pháp này có năng suất cao hơn các phương pháp thủ công làm bằng tay và áp dụng thích hợp cho sản xuất hàng loạt lớn vì phải đầu tư tốn kém............................................
PHẦN VI: TÍNH VÀ THIẾT KẾ ĐỒ GÁ.
1. TÍNH SAI SỐ CHUẨN.

Đây là sơ đồ định vị chi tiết trên khối V, có chuẩn điều chỉnh là mặt đáy của khối V, định vị là 2 đường tiếp xúc với bề mặt khối V, kí hiệu B,B1. Vậy chuẩn định vị không trùng với góc kích thước, do đó kích thước 14 có sai số chuẩn.
Đây là chi tiết định vị mặt trụ ngoài
Ta được:/..................................
.
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG DAO PHAY NGÓN 4 RÃNH XOẮN , đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết