THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG GIÁ ĐỠ spk
NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG GIÁ ĐỠ spk, đồ án môn học công nghệ chế tạo máy GIÁ ĐỠ, bài tập lớn công nghệ chế tạo máy GIÁ ĐỠ, thiết kế quy trình công nghệ gia công chi tiết GIÁ ĐỠ
BỘ GIÁO DỤC VÀ ĐÀO TẠO CỘNG HOÀ XÃ HỘI CHỦ NGHĨA VIỆTNAM
Trường Đại Học Sư Phạm Kỹ Thuật Độc Lập – Tự Do – Hạnh Phúc
--------------------- ------------------------
KHOA CƠ KHÍ MÁY – BỘ MÔN CHẾ TẠO MÁY
NHIỆM VỤ ĐỒ ÁN MÔN HỌC CÔNG NGHỆ CHẾ TẠO MÁY
Họ và tên: Lê Đức Công MSSV:
Ngành: Cơ Khí Chế Tạo Máy Lớp:
Tên đề tài: Thiết kế quy trình công nghệ gia công chi tiết: GÍA ĐỠ
- Số liệu cho trước:
- Sản lượng: 5000 chiếc/năm
- Điều kiện thiết bị: tự chọn
- Nội dung thiết kế:
1 -Nghiên cứu chi tiết gia công: chức năng làm việc, tính công nghệ của kết cấu …
2 -Xác định dạng sản xuất.
3 -Chọn phôi và phương pháp tạo phôi, tra lượng dư gia công cho các bề mặt gia công.
4 -Lập tiến trình công nghệ: thứ tự gia công, gá đặt, so sánh các phương án, chon phương án hợp lí.
5 -Thiết kế nguyên công:
- Vẽ sơ đồ gá đặt có ký hiệu định vị, kẹp chặt, dụng cụ cắt ở vị trí cuối cùng, chỉ rõ phương chiều của các chuyển động. Ghi kích thước, độ bóng, dung sai của các nguyên công đang thực hiện.
- Chọn máy, chọn dao (loại dao và vật liệu làm dao)
- Trình bày các bước gia công,tra các chế độ cắt: n,s,t tra lượng dưcho các bước và tính thời gian gia công cơ bản cho từng bước công nghệ.
- Tính lượng dư gia công.
- Tính toán chế độ cắt cho nguyên công thiết kế đồ gá.
6 -Thiết kế đồ gá:
- Vẽ sơ đồ nguyên lý cho đồ gá.Chọn kết cấu đồ gá và trình bày nguyên lý làm việc của đồ gá.
- Tính lực kẹp cần thiết, lực kẹp của cơ cấu kẹp.
- Tính sai số chuẩn và so sánh với dung sai của nguyên công đang thực hiện trên đồ gá.
- Tính sức bền cho các chi tiết chịu lực.
-
Các bản vẽ:
- Bản vẽ chi tiết:…………………………………………………………………1 bản (A3).
- Bản vẽ chi tiết lồng phôi:……………………………………………1 bản A3).
- Bản vẽ mẫu đúc:……………………………………………………………..1 bản A3.
- Bản vẽ tách một chi tiết trong bản vẽ đồ gá:………..1 bản A3.
- Tập bản vẽ sơ đồ nguyên công:………………………………4 bản A3).
- Bản vẽ thiết kế đồ gá: (vẽ bằng bút chì) ……………1 bản (A1).
(các bản vẽ A3 đóng thành một tập theo quy định của bộ môn)
- Ngày giao nhiệm vụ:
- Ngày hoàn thành nhiệm vụ:
- Giáo viên hưỡng dẫn:
Chủ nhiệm bộ môn Giáo viên hướng dẫn
Ký tên Ký tên
Chương I: PHÂN TÍCH CHI TIẾT GIA CÔNG
1.Tên chi tiết gia công :
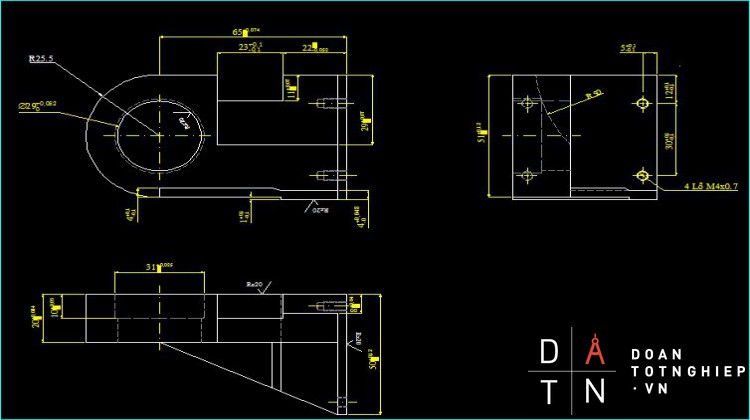
- Giá đỡ
-Công dụng vàđiều kiện làm việc của chi tiết gia công:
+chức năng :
Chi tiết là giá để đỡ ổ thuyền trong máy may .
+ Điều kiện làm việc :
Chi tiết cóchức năng đỡ trục,nó có chức năng quan trọng là đỡ trục nằm ngang ,mục đích làm trục nằm ngang,song song ,cố định không bị dich chuyển.
Chi tiết làm việc trong trạng thái tĩnh,không yêu cầu nhiệt luyện.
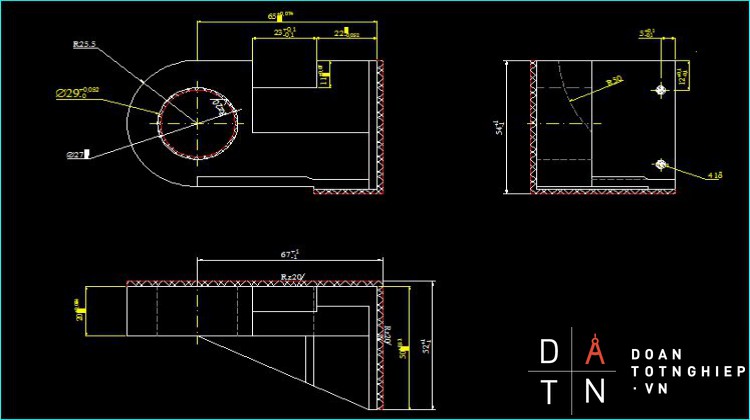
2. Yêu cầu kỹ thuật :
- Vị trí tương quan giữa các bề măt:
+ Độ không song song giữa các bề mặt không quá 0.03
+Độ vuông góc giữa các mặt và tâm lỗ là 0.03
- Độ nhám bề mặt:
+Các bề mặt có độ nhám bề mặt Rz20.
3. Vật liệu chi tiết:
- Chi tiết là gang xám,ký hiệu GX 18-36, theo sách vật kim loại học và nhiệt luyện ta có thông số sau :
- Giới hạn bền kéo 150-200 N/mm2
- Độ giãn dài d » 0,5%
- Độ cứng HB =200kg/mm2
- Dạng ferit-peclit vời các tấm grafit tuơng đối, có cơ tính trung bình ít chịu mài mòn.
Thành phần hoá học (%):
%C=2.8-3.5%;%Si=1.5-3%;%Mn=0.5-1%;%P=0.1-0.2%;%S=0.08%
Ngoài ra còn có Cr;Mo;Ni…
Chương II: XÁC ĐỊNH DẠNG SẢN XUẤT
1. Sản lượng chi tiết cần chế tạo :
- Số lượng chi tiết cần chế tạo trong một năm tính theo công thức :
N = N1 . m (chiếc/ năm)
Trong đó:
m = 1 : số lượng chi tiết như nhau trong một đơn vị sản phẩm.
a = 3 - 6% : số % chi tiết dùng làm phụ tùng, chọn a = 5%
b= 5 - 7% : số % chi tiết phế phẩm trong quá trình chế tạo.
Ta chọn b=5%.
N1 =5000 là sản lượng trong một năm theo kế hoạch
Ta được:
N = N1 . m =5000( )=5500(chiếc/ năm).
2. Khối lượng chi tiết :
...........................
Chương III: CHỌN DẠNG PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI
1. Dạng phôi:
Trong gia công cơ khí các dạng phôi có thể là: phôi đúc, rèn, dập, cán.
Xác định loại và phương pháp chế tạo phôi phải nhằm mục đích bảo đảm hiệu quả kinh tế – kỹ thuật chung của quy trình chế tạo chi tiết, đồng thời tổng phí tổn chế tạo chi tiết kể từ công đoạn chế tạo phôi cho tới công đoạn gia công chi tiết phải thấp nhất.
Khi xác định loại phôi và phương pháp chế tạo phôi cho chi tiết ta cần phải quan tâm đến đặc điểm về kết cấu và yêu cầu chịu tải khi làm việc của chi tiết (hình dạng, kích thước, vật liệu, chức năng, điều kiện làm việc…)
Sản lượng hàng năm của chi tiết
Điều kiện sản xuất thực tế xét về mặt kỹ thuật và tổ chức sản xuất (khả năng về trang thiết bị, trình độ kỹ thuật chế tạo phôi…)
Mặc khác khi xác định phương án tạo phôi cho chi tiết ta cần quan tâm đến đặc tính của các loại phôi và lượng dư gia công ứng với từng loại phôi. Sau đây là một vài nét về đặc tính quan trọng của các loại phôi thường được sử dụng:
° Phôi đúc:
Khả năng tạo hình và độ chính xác của phương pháp đúc phụ thuộc vào cách chế tạo khuôn,có thể đúc được chi tiết có hình dạng từ đơn giản đến phức tạp (chi tiết của ta có hình dạng khá phức tạp) . Phương pháp đúc với cách làm khuôn theo mẫu gỗ hoặc dưỡng đơn giản cho độ chính xác của phôi đúc thấp. Phương pháp đúc áp lực trong khuôn kim loại cho độ chính xác vật đúc cao. Phương pháp đúc trong khuôn cát, làm khuôn thủ công có phạm vi ứng dụng rộng, không bị hạn chế bởi kích thước và khối lượng vật đúc, phí tổn chế tạo phôi thấp,tuy nhiên năng suất không cao. Phương pháp đúc áp lực trong khuôn kim loại có phạm vi ứng dụng hẹp hơn do bị hạn chế về kích thước và khối lượng vật đúc, phí tổn chế tạo khuôn cao và giá thành chế tạo phôi cao,tuy nhiên phương pháp này lại có năng suất cao thích hợp cho sản suất hàng loạt vừa.
° Phôi cán:
Có prôfin đơn giản, thông thường là tròn, vuông, lục giác, lăng trụ và các thanh hình khác nhau, dùng để chế tạo các trục trơn, trục bậc có đường kính ít thay đổi, hình ống, ống vạt, tay gạt, trục then, mặt bít. Phôi cán định hình phổ biến thường là các loại thép góc, thép hình I, U, V… được dùng nhiều trong các kết cấu lắp. Phôi cán định hình cho từng lĩnh vực riêng, được dùng để chế tạo các loại toa tàu, các máy kéo, máy nâng chuyển… Phôi cán ống dùng chế tạo các chi tiết ống, bạc ống, then hoa, tang trống, các trụ rỗng… Cơ tính của phôi cán thường cao, sai số kích thước của phôi cán thường thấp, độ chính xác phôi cán có thể đạt từ 9®12. Phôi cán được dùng hợp lý trong trường hợp sau khi cán không cần phải gia công cơ tiếp theo, điều đó đặc biệt quan trọng khi chế tạo các chi tiết bằng thép và hợp kim khó gia công, đắt tiền.
=>Chi tiết giá đẫn hướng có hình dạng khá phức tạp và có một số mặt có độ chính xác kích thước khá cao (cấp 7-8),nên ta không dùng phương pháp cán để tạo phôi.
Ngoài ra trong thực tế sản xuất người ta còn dùng phôi hàn nhưng ở quy mô sản xuất nhỏ đơn chiếc.
2. chọn phôi:
Dựa vào đặc điểm của các phương pháp tạo phôi ở trên, ta chọn phương pháp đúc vì:
+ giá thành chế tạo vật đúc rẻ
+ thiết bị đầu tư ở phương pháp này tương đối đơn giản,cho nên đầu tư thấp
+ phù hợp với sản xuất hàng loạt vừa
+ độ nhám bề mặt, độ chính xác sau khi đúc có thể chấp nhận để có thể tiếp tục gia công tiếp theo
3. Phương pháp chế tạo phôi:
Trong đúc phôi có những phương pháp sau:
a. Đúc trong khuôn cát –mẫu gỗ
- Chất lượng bề mặt vật đúc không cao, gía thành thấp, trang thiết bị đơn giản, thích hợp cho dạng sản xuất đơn chiếc và loạt nhỏ.
- Loại phôi này có cấp chính xác IT16 ® IT17.
- Độ nhám bề mặt: Rz=160mm.
=> Phương pháp này cho năng suất trung bình, chất lượng bề mặt không cao,gây khó khăn trong các bước gia công tiếp theo.
b. Đúc trong khuôn cát – mẫu loại:
- Nếu công việc làm khuôn được thực hiện bằng máy thì có cấp chính xác khá cao, giá thành cao hơn so với đúc trong khuôn cát – mẫu gỗ,vì giá tạo khuôn cao.
- Cấp chính xác của phôi: IT15 ® IT16.
- Độ nhám bề mặt: Rz=80mm.=> Chất lượng bề mặt của chi tiết tốt hơn phương pháp đúc với mẫu gỗ,đúc được các chi tiết có hình dạng phức tạp, năng suất phù hợp với dạng sản xuất loạt vừa và lớn.
c. Đúc trong khuôn kim loại:
- Độ chính xác cao, giá thành đầu tư thiết bị lớn, phôi có hình dáng gần giống với chi tiết nên lượng dư nhỏ, tiết kiệm được vật liệu nhưng giá thành sản phẩm cao.
- Cấp chính xác của phôi: IT14 ® IT15.
- Độ nhám bề mặt: Rz=40mm.
=>Phương pháp nay cho năng suất cao,đặc tính kỹ thuật của chi tiết tốt nhưng giá thành cao nên không phù hợp với tính kinh tế trong sản suất loạt vừa.
d. Đúc ly tâm:
- Loại này chỉ phù hợp với chi tiết dạng tròn xoay, rỗng, đối xứng, đặc biệt là các chi tiết hình ống hay hình xuyến.
- Khó nhận được đường kính lỗ bên trongvật đúc chính xác vì khó định được lượng kim loại rót vào khuôn chính xác
- Chất lượng bề mặt trong vật đúc kém (đối với vật đúc tròn xoay) vì chứa nhiều tạp chất và xỉ.
e. Đúc áp lực:
- Dùng áp lực để điền đầy kim loại trong lòng khuôn
- Hợp kim để đúc dưới áp lực thường là hợp kim Thiếc, Chì, Kẽm, Mg, Al,Cu.
- Đúc dưới áp lực dùng để chế tạo các chi tiết phức tạp như vỏ bơm xăng, dầu, nắp buồng ép, van dẫn khí…
- Trang thiết bị đắt nên giá thành sản phẩm cao.Đặc tính kỹ thuật tốt nhưng đối với dạng sản suất loạt vừa thì hiệu quả kinh tế không cao.
f. Đúc trong khuôn vỏ mỏng:
- Là dạng đúc trong khuôn cát nhưng thành khuôn mỏng chừng 6-8mm
- Có thể đúc được gang , thép, kim loại màu như khuôn cát,khối lượng vật đúc đến 100 kg
- Dùng trong sản xuất loạt lớn và hàng khối.
g. Đúc liên tục:
-Là quá trình rót kim loại lỏng đều và liên tục vào moat khuôn bằng kim loại,xung quanh hoặc bên trong khuôn có nước lưu thông làm nguội (còn gọi là bình kết tinh) .Nhờ truyền nhiệt nhanh nên kim loại lỏng sau khi rót vào khuôn được kết tinh ngay, vật đúc được kéo liên tục ra khỏi khuôn bằng cơ cấu đặc biệt như con lăn…
-Thường dùng để đúc ống, đúc thỏi, đúc tấm
0 Kết luận:
- Với những yêu cầu của chi tiết đã cho , tính kinh tế và sản xuất là hàng loạt vừa và vật liệu chi tiết là gang xám GX16-38 dùng phương pháp đúc trong khuôn cát mẫu kim loại, làm khuôn bằng máy, với CCX II.
+ Chi tiết đúc có CCX cấp II
+Dung sai kích thước và độ nhám bề mặt của chi tiết :IT15-IT19; Rz=80 (tra bảng 3-13 sách sổ tayCNCTM trang 185)
+Dung sai kích thước chi tiết đúc (mm), lấy theo IT15:(tra bảng 3-11 trang 182 sổ tay CNCTM)
Kích thước danh nghĩa > 0 ¸ 6 : 0,480
> 6 ¸ 10 : 0,580
> 10 ¸ 18 : 0,700
> 18 ¸ 30 : 0,840
> 30 ¸ 50 : 1,000
> 50 ¸ 80 : 1,200
> 80 ¸ 120 : 1,400
> 120 ¸ 180 : 1,600
> 180 ÷250 :1,850
> 250 ÷315 :2,100
-Lượng dư các bề mặt (1)(2)(3):2mm
-Lượng dư các bề mặt (4)(5):2mm
-Lượng dư các bề mặt (6) :3.3.......
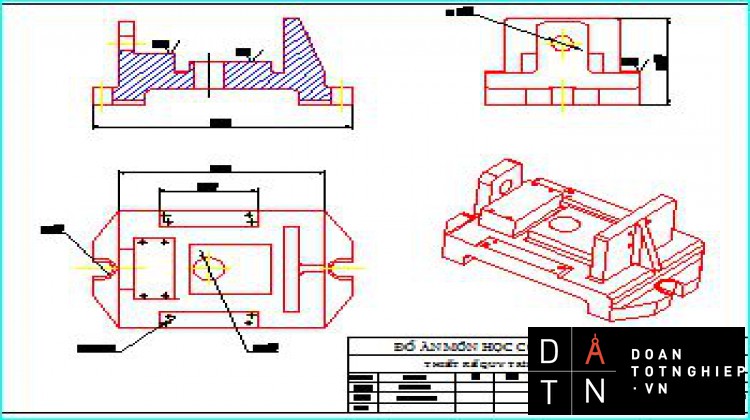
3.Bản vẽ khuôn đúc:
....................................
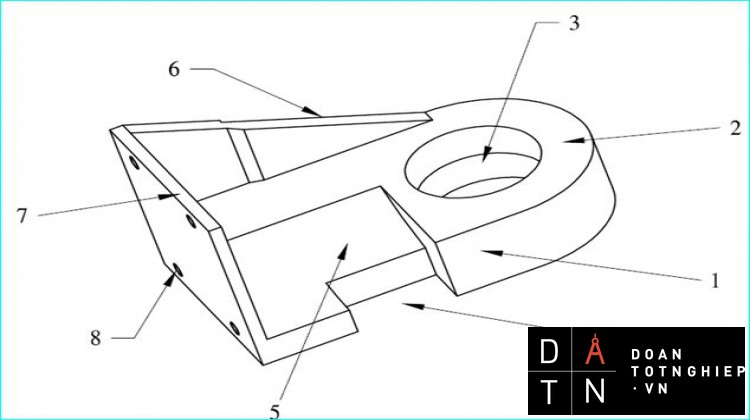
Hình 4.1 : Bản vẽ đánh dấu bề mặt cần gia công
1. Chọn các phương pháp gia công các bề mặt phôi
- Bề mặt (1): Phay trụ.
- Bề mặt (2)- (3): phay mặt đầu.
- Bề mặt (4) -(5): khoét, doa .
- Bề mặt (6) :khoan ,taro(4 lỗ) .
2. Chọn chuẩn công nghệ
- Dùng bề mặt phía trên làm chuẩn thô cho nguyên công đầu tiên.
- Dùng bề mặt 1 và 2 làm chuẩn tinh thống nhất cho các nguyên công tiếp theo.
3. Chọn trình tự gia công các bề mặt
1. Mục đích :
- Xác định trình tự gia công hợp lý nhằm đảm bảo độ chính xác về kích thuớc,vị trí tương quan và độ nhám các bề mặt theo yêu cầu đề ra.
2. Nội dung :
2.1 Chọn phương pháp gia công các bề mặt phôi:
- Dựa vào yêu cầu đặc tính kỹ thuật ta chọn phương pháp gia công cho các bề mặt sau như: phay,khoan,khoét,doa …
2.2 Lập quy trình công nghệ:
à Phương án I :
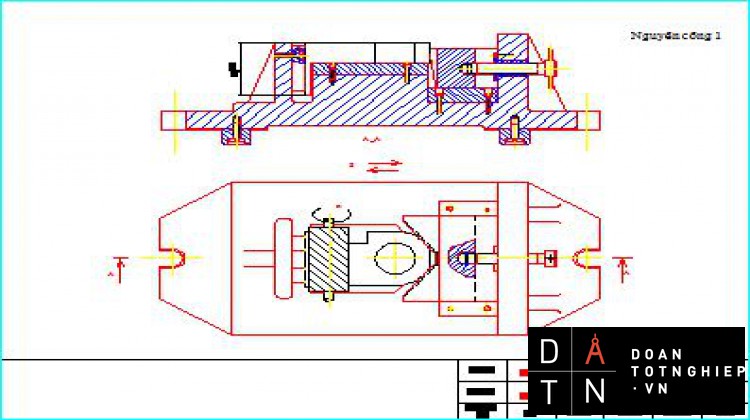
- Nguyên công 1:
Bước 1: Định vị mặt phía trên,mặt (3),khối V phay thô mặt (1)
Bước 2: Định vị mặt phía trên,mặt (3),khối V phay tinh mặt (1)
- Nguyên công 2:
Bước 1: Định vị mặt phảng (1),mặt (2),khối V phay thô (3)
Bước 2: Định vị mặt phăng (1) ,mặt(2),khối V phay tinh (3)
- Nguyên công 3:
Bước 1: Định vị mặt phảng (1) ,mặt (3) khoét lỗ(4)
Bước 2: Định vị mặt phảng (1) ,mặt (3)doa lỗ(4)
- Nguyên công 4:
Bước 1: Định vị mặt phăng (3),mặt(1)tiện thô lỗ bậc (5)
Bước 2: Định vị mặt phăng (3),mặt(1)tiện tinh lỗ bậc (5)
- Nguyên công 5:
Định vị mặt phăng (1) trụ ngắn (4),mặt (2), khoan 4 lỗ (6)
- Nguyên công 6:
Định vị mặt phăng (1) trụ ngắn (4), mặt (2), taro 4 lỗ (6)
àPhương án II:
- Nguyên công 1:
Bước 1: Định vị mặt phía trên,mặt (3),khối V phay thô mặt (1)
Bước 2: Định vị mặt phía trên,mặt (3),khối V phay tinh mặt (1)
- Nguyên công 2:
Bước 1: Định vị mặt phảng (1) ,mặt (3) phay thô (2)
Bước 2: Định vị mặt phảng (1) ,mặt (3) phay tinh (2)
- Nguyên công 3:
Bước 1: Định vị mặt phảng (1),mặt (2),khối V phay thô (3)
Bước 2: Định vị mặt phăng (1) ,mặt(2),khối V phay tinh (3)
- Nguyên công 4:
Bước 1: Định vị mặt phảng (1) ,mặt (3)khối V khoét lỗ(4)
Bước 2: Định vị mặt phảng (1) ,mặt (3)khối V doa lỗ(4)
- Nguyên công 5:
Bước 1: Định vị mặt phăng (3),mặt(1)khoét thô lỗ bậc (5)
Bước 2: Định vị mặt phăng (3),mặt(1)khoét tinh lỗ bậc (5)
- Nguyên công 6:
Định vị mặt phẳng (1) trụ ngắn (4),mặt (2)khoan 4 lỗ (6)
- Nguyên công 7:
Định vị mặt phẳng (1) trụ ngắn (4),mặt(2) taro 4 lỗ (6)
4. Phân tích hai quy trình công nghệ đưa ra để chọn một:
- Trong hai phưpng án ta thấy phưng án 1 sử dụng đồ gá phức tạp , yêu cầu kỹ thuật đạt được không cao, phương án 2 đơn giản hơn ,chính xác hơn nên ta chọn phương án 2 để gia công chi tiết .
Kết luận
“QUI TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GÍA ĐỠ TRỤC ” đã được thiết lập gồm có bẩy nguyên công cùng với trình tự các bước công nghệ ở từng nguyên công.
QTCN này có nhược điểm là không tận dụng các trang thiết bị hiện đại có dây chuyền tự động hóa. Tuy vậy bù lại, QTCN được thiết lập đơn giản, dễ dàng sử dụng, thời gian gia công nhỏ, bậc thợ không cao, đảm bảo được chỉ tiêu về kinh tế.
Toàn bộ công việc thiết kế đồ án được thực hiện trong thời gian khá ngắn, lại thiếu kinh nghiệm, tài liệu tra cứu. Do đó, đồ án này hẳn còn nhiều sai sót. Rất mong thầy cô cho em ý kiến bổ sung để nâng cao kiến thức và để quy trình công nghệ được hoàn thiện hơn, góp phần nâng cao chất lượng sản phẩm, tăng năng suất, hạ giá thành sản phẩm gia công và đáp ứng nhu cầu sử dụng tốt hơn.
Trong quá trình thực hiện, đồ án này của em được hoàn thành với sự hướng dẫn của thầy ......... Em xin chân thành cảm ơn sự giúp đỡ của thầy để em hoàn thành đồ án này được đúng thời hạn .
Ngày hoàn thành:
Ngày 24 tháng 9 năm 2012
Tài liệu tham khảo :
- Hướng dẫn thiết kế đồ án công nghệ chế tạo máy – GS.TS TRần Văn Địch .
- Sổ tay công nghệ chế tạo máy tập 1,2 và 3_ GS.TS Nguyễn Đắc lộc_PGS.TS.Lê Văn Tiên_PGS.TS Ninh Đức Tốn.
- Hướng dẫn thhiết kế đồ án công nghệ chế tạo máy _GS.TS NGuyễn Đắc Lộc _Lưu Văn Khang
- cơ sở công nghệ chế tạo máy _ĐHSPKT TP.HCM_Nguyễn NGọc Đào _Hồ Viết Bình _Phan Minh Thanh.
- Công nghệ chế tạo máy – ĐHSPKT TP.HCM –Hồ Viết Bình _Nguyễn Ngọc Đào
6. Trần Văn Địch. Sổ tay & Atlas đồ gá. NXBKHKT, Hà Nội, 2000.
Chương I: PHÂN TÍCH CHI TIẾT GIA CÔNG.. 3
1.Tên chi tiết gia công : 3
2. Yêu cầu kỹ thuật : 3
3. Vật liệu chi tiết: 3
Chương II: XÁC ĐỊNH DẠNG SẢN XUẤT. 4
1. Sản lượng chi tiết cần chế tạo : 4
2. Khối lượng chi tiết : 4
3. Dạng sản xuất 5
Chương III: CHỌN DẠNG PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI. 6
1. Dạng phôi: 6
2. chọn phôi: 7
3. Phương pháp chế tạo phôi: 7
Chương IV: CHỌN TIẾN TRÌNH GIA CÔNG.. 11
1. Chọn các phương pháp gia công các bề mặt phôi 11
2. Chọn chuẩn công nghệ. 12
3. Chọn trình tự gia công các bề mặt 12
4. Phân tích hai quy trình công nghệ đưa ra để chọn một: 13
Chương V: THIẾT KẾ NGUYÊN CÔNG.. 14
1. Nguyên công 1: Gia công mặt phẳng 1. 14
2. Nguyên công 2: phay mặt 2. 16
3. Nguyên công 3: Phay mặt 3: 18
4. Nguyên công 4: khoét þ28.6,doa þ29. 20
5. Nguyên công 5: khoét lỗ bậc þ31. 22
6. Nguyên công 6: khoan 4 lỗ þ 3.3. 24
7. Nguyên công 7: taro 4 lỗ M4x0.7. 25
Chương VI: PHƯƠNG PHÁP ĐO KIỂM CÁC THÔNG SỐ HÌNH HỌC.. 27
1.Nguyên công 1 kiểm tra độ phẳng của mặt phẳng. 27
2.Nguyên công 3 kiểm tra độ vuông góc giữa hai mặt phẳng. 27
3. Nguyên công 4 kiểm tra độ vuông góc giữa tâm lỗ và mặt đầu. 28
Chương VII: TÍNH LƯỢNG DƯ GIA CÔNG VÀ KÍCH THƯỚC TRUNG GIAN.. 29
1. Xác định lượng dư bằng phương pháp phân tích : 29
2 Xác định lượng lượng dư bằng phương pháp Tra bảng. 30
Chương VIII :TÍNH CHẾ ĐỘ CẮT. 32
1. Tính chế độ cắt bằng phương pháp phân tích : 32
2. Chế độ cắt bằng phương pháp tra bảng: 35
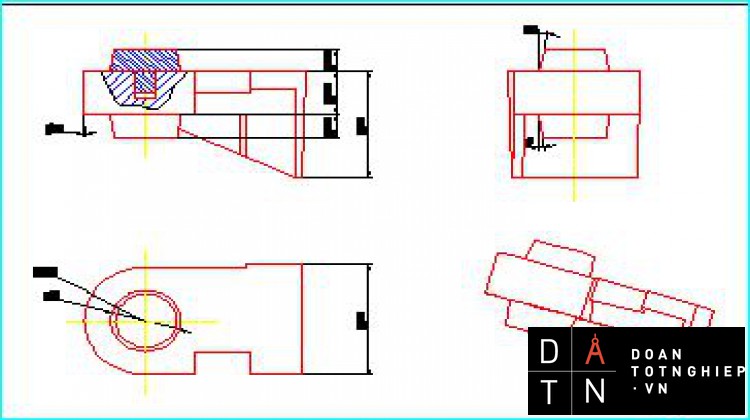
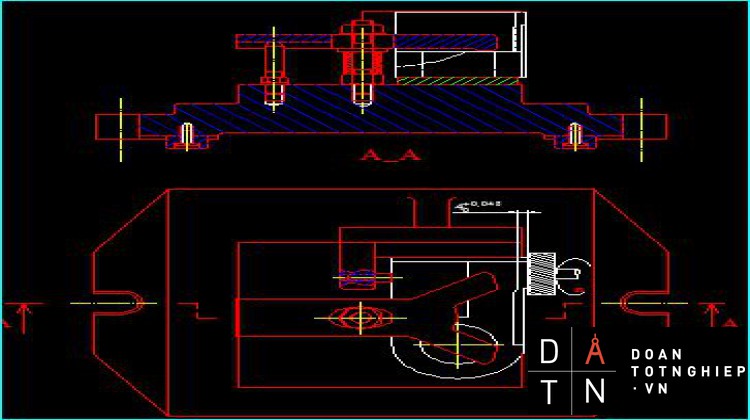
Chương IX: THIẾT KẾ ĐỒ GÁ CÔNG NGHỆ.. 36
NGUYÊN CÔNG 4 KHOÉT ,DOA Æ 29. 36
I. Thành phần đồ gá. 36
II. Yêu cầu. 36
III. Trình tự thiết kế. 37
Tài liệu tham khảo : 46
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG GIÁ ĐỠ spk, đồ án môn học công nghệ chế tạo máy GIÁ ĐỠ, bài tập lớn công nghệ chế tạo máy GIÁ ĐỠ, thiết kế quy trình công nghệ gia công chi tiết GIÁ ĐỠ








