THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG GỐI ĐỠ Ổ LĂN

NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG GỐI ĐỠ Ổ LĂN, đồ án môn học công nghệ chế tạo máy GIA CÔNG GỐI ĐỠ Ổ LĂN, bài tập lớn công nghệ chế tạo máy GIA CÔNG GỐI ĐỠ Ổ LĂN, thiết kế quy trình công nghệ gia công chi tiết GIA CÔNG GỐI ĐỠ Ổ LĂN

CHƯƠNG VII: THIẾT KẾ QUI TRÌNH CÔNG NGHỆ GIA CÔNG GỐI ĐỠ Ổ LĂN
Phần I : Phân tích chi tiết gia công
- Phân tích tính năng ,điều kiện làm việc ,đặc điểm của chi tiết gia công.
- Chi tiết có bề mặt cơ bản phải gia công là các mặt tròn xoay.
- Chi tiết thuộc dạng họ bạc
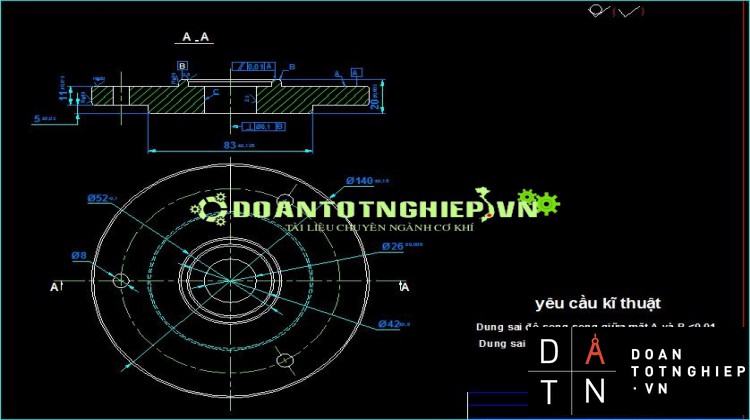
- Phân tích yêu cầu kĩ thuật,và chọn biện pháp gia công lần cuối.
- Để đảm bảo độ vuông góc giữa mp B và lỗ f26 ta chọn chuẩn tinh thông nhất cho phù hợp.
- Với lỗ f26 và mpB ,Ra = 2,5, có nhiều biện pháp để gia công,do yêu cầu kĩ thuật ta chọn biện pháp gia công tinh doa và tiện tinh mỏng
- Với mp E và f52,Rz= 20, để đạt độ chính xác và độ nhám yêu cầu ta chọn biện pháp gia công tinh lần cuối là tiện tinh
1.3. Phân tích tính công nghệ trong kết cấu.
- Các bề mặt trục có thể tiện bằng phương pháp tiện thông thường,nhưng với lỗ ta chọn phương pháp khoan,khoét,doa để đạt độ chính xác
*Kết luận: Vậy kết cấu của nắp ổ lăn là hợp lý ,phù hợp với điều kiện làm việc và các yêu cầu kĩ thuật hoàn toàn có thể đạt được.
Phần II: Xác định dạng sản xuất
- Ý nghĩa của việc xác định dạng sản xuất .
- Dạng sản xuất là một khái niệm đặc trưng mang tính tổng hợp,việc xác định dạng sản xuất hợp lý giúp cho sản xuất hợp lý đường lối,biện pháp công nghệ và tổ chức sản xuất chế tạo ra sản phẩm đạt chỉ tiêu kinh tế và kĩ thuật.
Để xác định dạng sản xuất hợp lý người ta căn cứ vào các chỉ tiêu:
+ Sản lượng cơ khí hàng năm của chi tiết (ct/n).
+ Trọng lượng của chi tiết (kg)
- Xác định dạng sản xuất.
- Sản lượng hàng năm của chi tiết gia công.
Sản lượng hàng năm của chi tiết gia công được xác định theo công thức 1[12] thiết kế đồ án CNCTM.
............................
Trong đó: N - Số chi tiết được sản xuất trong một năm (ct/n).
N1- Số sản phẩm được sản xuất trong một năm (ct/n).
( N1 = 8000 (ct/n))
m - Số chi tiết trong một sản phẩm (m =1ct)
.................................................................
Trong đó: Q - Trọng lượng của chi tiết (kg).
V - Thể tích của chi tiết (dm3)
- Trọng lượng riêng của vật liệu (kg/dm3)
Với thép =7,852 (kg/dm3)
Ta có: V = V1 + V2 + V3
V1 - Thể tích của phần trụ f 140
V2 - Thể tích của phần trụ f 83
V3 - Thể tích của phần trụ f 52
Từ bảng vẽ ta xác định được thể tích của từng phần trụ như sau:
V1 = . h = 0.169dm ).
Tương tự ta có
V2 = 0.027 ( dm ).
V3 = 0.0064 (dm ).
*Vậy Q1 = 0.2024 *7,852 = 1,5 (kg)
Dựa vào bảng 2- hướng dẫn TKDA CNCTM.Sản lượng hàng năm của chi tiết là: 8480 > 5000 => Đây là dạng sản xuất hàng loạt
Phần III
Chọn phôi và phương pháp chế tạo phôi
- Loại phôi được xác định theo kết cấu của chi tiết,vật liệu ,điều kiện dạng sản xuất và điều kiện sản xuất cụ thể của từng nhà máy xí nghiệp.
- Phân tích để chọn phương pháp chế tạo phôi:
+ Đúc khuôn cát : là phương pháp phổ biến nhất dùng để đúc các chi tiết có hình dạng phức tạp , kích thước lớn . Ở giữa khuôn trên và khuôn dưới có lớp cát nguyên chất để tạo vách ngăn chống hiện tượng dính lại khuôn .Mẫu thường làm bằng gỗ giống chi tiết gia công . Đối với chi tiết phức tạp thì ta làm lõi , lõi làm bằng gỗ hoặc hợp kim nhôm phù hợp với dạng sản xuất.
+ Đúc khuôn kim loại :Khuôn làm bằng hợp kim nhôm gồm hai hay nhiều mảnh ghép lại với nhau , lòng khuôn có hình dạng giống như phôi cần đúc , độ chính xác của phôi cao , năng suất cao .Nhưng chi phí làm khuôn cao chỉ phù hợp dạng sản xuất hàng loạt lớn, hàng khối.
+ Đúc áp lực :phù hợp với vật liệu là kim loại và hợp kim màu , phôi chế tạo có độ chính xác cao phù hợp sản xuất hàng loạt và hàng khối .
Vậy: vật liệu là gang xám, hình dạng chi tiết , dạng sản xuất, khối lượng chi tiết chọn phương pháp đúc trong khuôn cát mẫu làm bằng gỗ, có lõi bằng hổn hợp cát. Chú ý ta có thể đúc rỏng để giảm vật liệu , thuận lợi cho việc gia công. Lỗ ren đường kính nhỏ => đúc đặc.
Phần IV
LẬP PHƯƠNG ÁN CÔNG NGHỆ GIA CÔNG CHI TIẾT
4.1 Chọn chuẩn
4.1.1 Yêu cầu chung khi chọn chuẩn
- Đảm bảo chất lượng chi tiết máy trong suốt quá trình gia công
- Đảm bảo năng suất cao và giá thành hạ
4.1.2 Nguyên tắc chung khi chọn chuẩn
- Chọn chuẩn phải xuất phát từ nguyên tắc 6 điểm, để khống chế hết số bậc tự do cần thiết 1 cách hợp lý tránh hiện tượng siêu định vị và thiếu định vị,một số trường hợp tránh thừa định vị không cần thiết.
- Chọn chuẩn sao cho không bị lực cắt ,lực kẹp làm biến dạng chi tiết gia công quá nhiều đồng thời lực kẹp phải nhỏ để giảm sức lao động cho công nhân.
- Chọn chuẩn sao cho kết cấu đồ gá phải đơn giản,sử dụng thuận lợi nhất và phù hợp với từng loại hình sản xuất.
4.2. Chọn chuẩn tinh.
4.2.1 Yêu cầu khi chon chuẩn tinh.
- Chọn chuẩn tinh đảm bảo yêu cầu phân bố đủ lượng dư cho các bề mặt sẽ gia công.
- Chọn chuẩn tinh phải đảm bảo độ chính xác về vị trí tương quan giữa các bề mặt gia công với nhau.
4.2.2 Lời khuyên khi chọn chuẩn tinh.
- Nên chọn chuẩn tinh sao cho tính trùng chuẩn càng cao càng tốt,nếu chọn được như vậy sẽ giảm sai số tích luỹ
- Nên chọn chuẩn tinh là chuẩn tinh chính .Nếu chọn được như vậy vị trí của chi tiết gia công tương tự như khi làm việc và thông số đạt được khi gia công phù hợp với thông số làm việc của chi tiết tức là các yếu tố này đạt được 1 cách trực tiếp sẽ cho độ chính xác cao nhất.
- Nên chọn chuẩn tinh là chuẩn tinh thống nhất, chuẩn tinh thống nhất là chuẩn tinh được sử dụng ở nhiều nguyên công của quá trình công nghệ.Nếu chọn được như vậy sẽ giảm chi phí thiết kế,chế tạo đồ gá.
4.3. Phương án công nghệ gia công chi tiết.
- Do là dạng sản xuất hàng khối nên ta chọn phương pháp gia công nhiều vị trí, nhiều dao, gia công song song.
- Dùng các máy tiện vạn năng với các đồ gá chuyên dùng để gia công.
- Để gia lỗ f26 ta dùng phương pháp gia công trên máy khoan (gia công thô rồi gia công tinh).
- Tiện mặt trụ ngoài đạt độ bóng Rz40 thì ta gia công trên máy tiện 1K62 tiện thô
- Gia công 3lỗ O8 lệch nhau 120 độ
PHẦN 5. LƯỢNG DƯ GIA CÔNG.
5.2 Lượng dư của phôi.
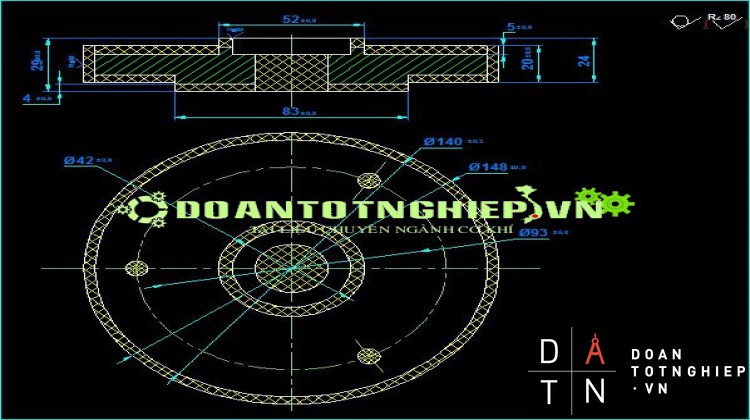
- Đối với kích thước f140 , f83, f52 và các kích thước khác ta chọn lượng dư cho phôi như sau:
- Lượng dư trên 5+_0,8
- Lượng dư dưới ,bên 4+_0,8
5.3 Lượng dư cho từng nguyên công
Đối với f148 ta chọn lượng dư cho nguyên công như sau:
- Khi tiện thô ta lấy lượng dư về một phía a=4mm
Đối với f83 ta chọn lượng dư cho nguyên công như sau:
- Khi tiện thô ta lấy lưọng dư về một phía a= 2mm.
Đối với f52 ta chọn lượng dư như sau.
- Khi tiện thô ta chọn lượng dư về một phía a= 3mm.
- Khi tiện bán tinh ta lấy lượng dư về một phía a= 1mm.
Đối vói các kích thước phẳng ta có thể lấy lượng dư để đạt độ chính xác gia công
Thiết lập bảng vẽ lồng phôi:........................
Phần 6: Thiết kế quy trình công nghệ gia công chi tiết
4.1/ Chọn chuẩn để gia công chi tiết :
Mục đích chọn chuẩn: chọn chuẩn rất quan trọng trong việc thiết kế quy
trình công nghệ, chọn chuẩn hợp lý cần thỏa mãn 2 yêu cầu sau:
- Đảm bảo chất lượng của chi tiết trong suốt quá trình gia công.
- Đảm bảo năng suất cao, giá thành hạ.
Từ 2 nguyên tắt trên ta có các phương pháp chọn chuẩn sau:
Khi chọn chuẩn phải suất phát từ nguyên tắt 6 điểm định vị chi tiết để khống
chế hết số bậc tự do cần thiết của chi tiết một cách hợp lý nhất tuyết đối
tránh thiếu và siêu định vị, trong một số trường hợp cần tránh thừa định vị
không cần thiết.
Chọn chuẩn sao cho không bị lực cắt, lực kẹp làm biến dạng chi tiết quá
nhiều, đồng thời lực kẹp phải nhỏ để giảm bớt sức lao động cho người công
nhân.
Chọn chuẩn sao cho kết cấu đồ gá phải đơn giản, sử dụng thuận lợi nhất và
thích hợp với từng loại hình sản xuất.
4.1a/ Chọn chuẩn thô:
Chọn chuẩn thô có ý nghĩa quyết định đến quy trình công nghệ, nó ảnh
hưởng đến các nguyên công sau và độ chính xác tới các chi tiết gia công.
4.1b/ Yêu cầu khi chọn chuẩn thô:
Đảm bảo độ chính xác về vị trí tương quan giữa các bề mặt gia công và bề
mặt không gia công.
Đảm bảo phân bố lương dư cho các bề mặt sẽ gia công.
4.1c/ Cần chú ý khi chọn chuẩn thô:
Theo một phương kích thước nhất định, nếu trên kích thước gia công có một
bề mặt gia công, thì nên chọn bề mặt đó làm chuẩn thô.
Theo một phương kích thước nhất định, nếu trên chi tiết gia công có một
hay nhiều bề mặt gia công, thì nên chọn bề mặt nào đó có yêu cầu về độ
chính xác tương quan so với bề mặt gia công là cao nhất làm chuẩn thô.
Theo một phương kích thước nhất định, nếu trên chi tiết gia công có tất cả
các bề mặt gia công thì ta nên chọn bề mặt phôi nào đó có yêu cầu lượng dư
nhỏ và đồng đều nhất làm chuẩn thô.
Ứng với một bậc tự do cần thiết thì chỉ được phép chọn và sử dụng chuẩn
thô không quá một lần, nếu mặt này là mặt chuẩn thô. Nếu phạm chuẩn thô
sẽ gây nên vị trí tương quan giữa các bề mặt gia công với nhau.
4.2a / Chọn chuẩn tinh
Yêu cầu khi chọn chuẩn tinh:
Đảm bảo phân bố lượng dư cho các bề mặt gia công.
Đảm bảo độ chính xác về vị trí tương quan giữa các bề mặt gia công với
nhau.
Nguyên tắt khi chọn chuẩn tinh:
Cố gắng chọn chuẩn tinh là chuẩn tinh chính, nếu như vậy thì chi tiết có vị
trí khi gia công giống như khi làm việc, độ chính xác đạt được một cách trực
tiếp nên dể dàng hơn, đồng thời đơn giản hóa quá trình lắp ráp và đỡ phải
gia công thêm các chuẩn tinh phụ.
Cố gắng chọn chuẩn tinh sao cho tính trùng chuẩn càng cao càng tốt. Nếu như vậy sẽ giảm sai số gia công và khi chuẩn cơ sở trùng với chuẩn khởi suất thì
sai số chuẩn ec=0.
Cố gắng chọn chuẩn tinh thống nhất cho cả quá trình gia công. Nếu như vậy
thì chủng loại của đồ gá sẽ giảm bớt. Do đó giảm bớt được chi phí thiết kế,
tính toán và chế tạo đồ gá nên giá thành giảm.
4.3/ CÁC PHƯƠNG ÁN ĐỂ GIA CÔNG CHI TIẾT:
4.3.1/ phương án:
- Nguyên công 1: chuẩn bị phôi.
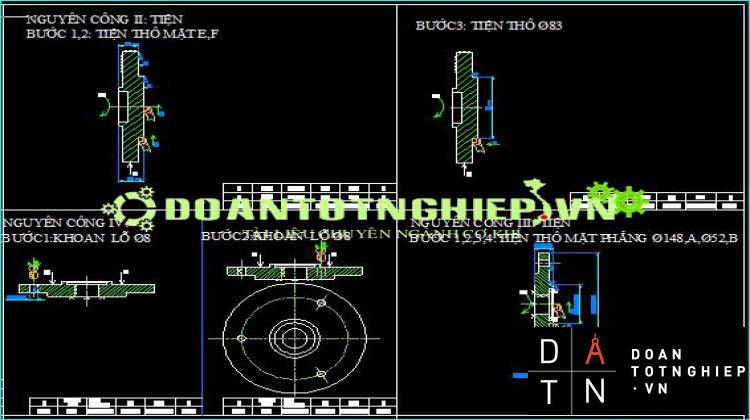
- Nguyên công 2: tiện mặt đầu
- Nguyên công 3: khoan ,khoét ,doa lỗ O52
- Nguyên công 4: khoan 3 lỗ O8
- Nguyên công 5: định vị và gia công mặt đầu còn lại
- Nguyên công 6: kiểm tra.
4.4) PHÂN TÍCH CÁC NGUYÊN CÔNG:
Phương án:
Ưu điểm là phân tán nguyên công đều phù hợp với sản xuất hàng khối, hợp
với quy trình công nghệ, giảm số lần gá đặt, định vị chi tiết, nên đảm bảo độ
song song, độ vuông góc, độ đồng tâm, nên độ bóng, độ chính cao.
sản xuất hàng hàng khối, đảm bảo độ song song, độ vuông góc, độ đồng tâm, nên độ bóng, độ chính cao
Kết luận: Vì thế ta chọn phương án này để lập quy trình công nghệ giacông chi tiết.
4.5) LẬP QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT:
Việc lập quy trình công nghệ gia công chi tiết phải hợp lý nhất, để rút ngắn
thời gian phục vụ và thời đảm bảo năng suất hiệu quả kinh tế cao. Đồng thời
việc sắp xếp các nguyên công hợp lý sẽ tránh được hiện tượng gia công cả
những phôi đã bị phế phẩm ở nguyên công trước.
Khi thiết kế phải dựa vào 2 nguyên tắt sau:
Căn cứ vào trạng thái cuối cùng của bề mặt gia công để lập phương án thứ tự hợp lí nhất.
Cố gắng bố trí các nguyên công dễ gây phế phẩm lên trước để giảm thời gian gia công phôi phế phẩm.
Để lập quy trình công nghệ gia công chi tiết, trước tiên ta phải xét các yêu
cầu kỹ thuật, từ đó đưa ra biện pháp công nghệ gia công.
1) Nguyên công 1: chuẩn bị phôi
2) Nguyên công 2: tiện mặt E và F, O83
- Các bước được thực hiện trong cùng nguyên công.
- Định vị: Chi tiết gia công được định vị trên mâm cặp
- Chi tiết được khống chế năm bậc tự do:
- Quay quanh Oy, tịnh tiến theo Oy,quay quanh Oz, tịnh tiến theo Oz, tịnh tiến theo Ox.
- Kẹp chặt: Chi tiết được kẹp chặt trên mâm cặp
- Chọn máy: Máy 1K62
- Công suất của động cơ :10 KW
- Chiều cao tâm 200mm.................................
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG GỐI ĐỠ Ổ LĂN, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết







