Thiết kế quy trình công nghệ sửa chữa NẮP CHỤP
NỘI DUNG ĐỒ ÁN
Thiết kế quy trình công nghệ sửa chữa NẮP CHỤP, đồ án môn học công nghệ chế tạo máy sửa chữa NẮP CHỤP, bài tập lớn công nghệ chế tạo máy sửa chữa NẮP CHỤP, thiết kế quy trình công nghệ gia công sửa chữa NẮP CHỤP
NỘI DUNG
Thiết kế quá trình công nghệ sửa chữa chi tiết:NẮP CHỤP
Trong điều kiện:
- Dạng sản đơn chiếc.
- Trang thiết bị tự chọn.
Với các yêu cầu sau:
- PHẦN BẢN VẼ:
- Bản vẽ chi tiết gia công khổ giấy A0.
- Bản vẽ chi tiết lồng phôi khổ giấy A0.
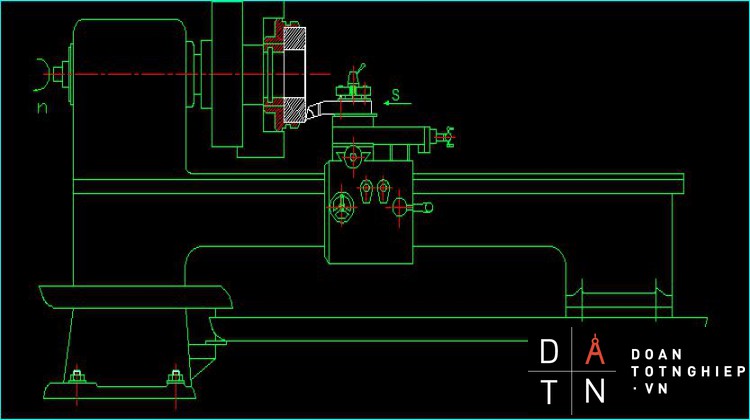
- Bản vẽ sơ đồ nguyên lý khổ giấy A0.
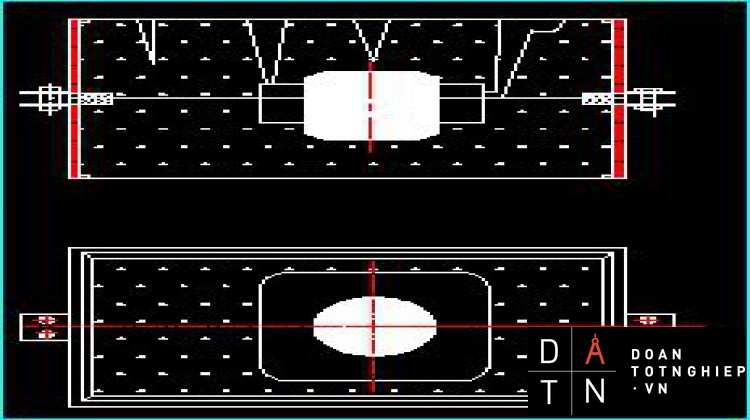
- 01 bản vẽ kết cấu nguyên công khổ giấy A0.
- PHẦN THUYẾT MINH:
- Phân tích chi tiết gia công
- Chọn phôi, phương pháp chế tạo phôi và xác định lượng dư gia công.
- Lập bảng quy trình công nghệ gia công cơ
- Biện luận qui trình công nghệ.
- Kết luận về quá trình công nghệ
MỤC LỤC
Nội dung Trang
Nhiệm vụ đồ án (Bài Tập Lớn) môn học SCCK.....................................................
Lời Nói Đầu............................................................................................................
Nhận Xét của giáo viên chủ nhiệm..........................................................................
Mục lục...................................................................................................................
Bản vẽ chi tiết ........................................................................................................
A-PHẦN THUYẾT MINH
Phần 1: Phân tích chi tiết gia công..........................................................................
Phần 2: Chọn phôi, phương pháp chế tạo phôi và xác định lượng dư1..................
Phần 3: Lập bảng Quy trình công nghệ gia công cơ................................................
Phần 4: Biện luận Quy trình công nghệ gia công cơ ...............................................
Phần 5 : Tính chế độ cắt cho một nguyên công ......................................................
Tài liệu tham khảo .................................................................................................
B-PHẦN BẢN VẼ.
- Bản vẽ chi tiết.......................................................................................................
- Bản vẽ lắp toàn máy.............................................................................................
Bản quy trình công nghệ gia công cơ......................................................................
A : PHẦN THUYẾT MINH
PHẦN I : PHÂN TÍCH CHI TIẾT GIA CÔNG
1 . PHÂN TÍCH CÔNG DỤNG VÀ ĐIỀU KIỆN LÀM VIỆC CỦA CHI TIẾT CẦN SỮA CHỮA.
- Nắp hộp là bộ phận dùng để lắp vào thân bơm co nhiệm vụ đỡ trục trong quá trình làm việc trục chuyển động ra vào gây ra ma sát trượt làm lỗ trục bị huu hỏng.
- Mặc khác trong quá trình làm việc có tải trọng dao động tải trọng dao động tác động lên mối ghép làm cho các mối ghép giữa ren và nồng XYLANH bị hư hỏng khiến cho cơ cấu bị rò rĩ dầu hoặc không hoạt động nữa.
- Vậy khi sửa chữa chi tiết phải đảm bảo chất lượng của vật liệu gia công phải đồng điều phải chịu được ứng suất nhiệt sinh ra.
- Đối với bất cứ người thợ nào khi nhắc tới chi tiết “ NẮP CHỤP“ thì ai cũng phải biết đến công dụng của nó trong cụm máy cũng như trong bộ phận của máy: tùy vào từng bộ phận máy cũng như nó lắp ghép với từng bộ phận khác ”NẮP CHỤP ”đều có công dụng như nhau: đều có chức năng chắn dầu trong xylanh và làm gá đỡ cho pitton trợt dể dàng hơn.
- Điều kiện làm việc của “ NẮP CHỤP “ . làm việc trong môi trường có dầu bôi trơn,nhiệt độ làm việc bình thường , tốc độ làm việc chậm .
2 . PHÂN TÍCH VẬT LIỆU CHẾ TẠO CHI TIẾT GIA CÔNG .
- Như chúng ta biết Thép là hợp kim của Sắt (Fe) và Cacbon (C) ,hàm lượng cacbon C >2,14% nhưng cao nhất cung < 6,67%C.Cũng như thép trong gang còn có một số tạp chất sau: Silic (Si), mangan (Mn), Lưu huỳnh (S), Phốt pho ( P ).
- Đặc tính của gang la cứng và giòn,có nhiệt độ nóng chảy thấp,dễ đúc.
- Vật liệu chế tạo “ NẮP CHỤP “ là : Gang xám
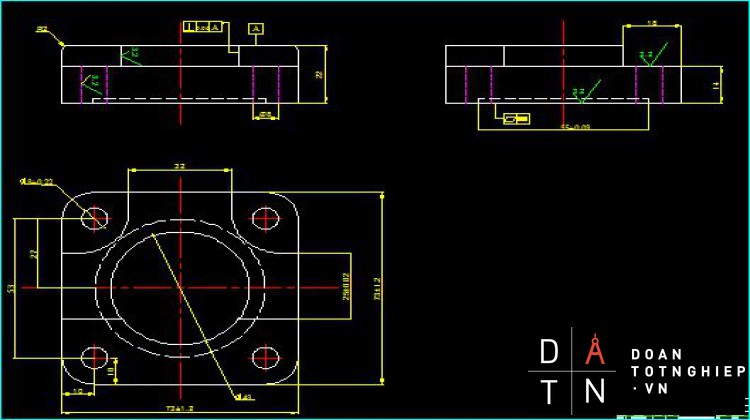
3 . PHÂN TÍCH KẾT CẤU HÌNH DẠNG CHI TIẾT GIA CÔNG .
- Chi tiết “ NẮP CHỤP “ là chi tiết dang Hộp làm bằng phương pháp đúc. hình dạng của chi tiết đơn giản , còn tùy vào các kiểu cách hay hình dạng của chi tiết , và lắp ghép với chi tiết dạng gì để kết luận là chi tiết có phù hợp hay không . Theo em hình dạng của chi tiết đang chế tạo là phù hợp vì ở trong các phân xữơng có rất nhiều chi tiết ống phù hợp với chi tiết em sửa chữa. Chi tiết dạng hộp có các bề mặt kích thước cần quan tâm tới bề mặt lớn nhất của “ NẮP CHỤP“. Bề mặt có kích thước L=73 có độ nhám Ra = 3.2 . Và 1 lổ Ø 43 , độ nhám Ra =2.5 .
4 . PHÂN TÍCH ĐỘ CHÍNH XÁC KHI GIA CÔNG :
● Độ chính xác khi gia công :
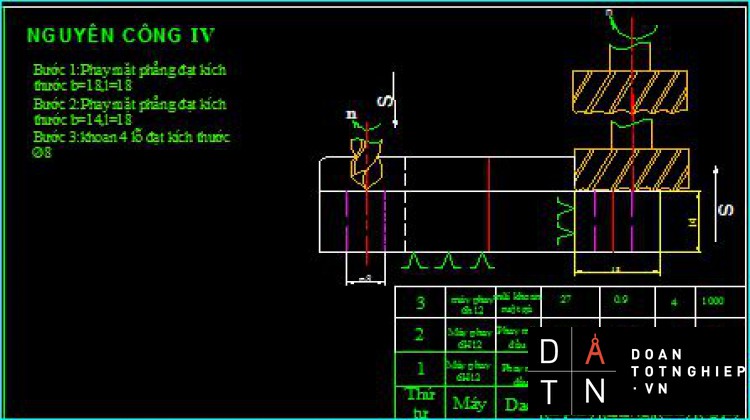
- Lỗ có đường kính Ø55(mm),L=3(mm) ,
-Rãnh có kích thước l= l8(mm),b=14(mm)
- Sai lệch về hình dáng của chi tiết “ NẮP CHỤP ’’
CHỤP “
- Sai lệch về vị trí tương quan :
+ Dung sai độ vuông góc của bề mặt so với măt A là 0.06 (mm)
phần 2. PHÂN TÍCH TÌNH TRẠNG, NGUYÊN NHÂN VÀ BIỆN PHÁP KHẮC PHỤC HƯ HỎNG CỦA CHI TIẾT.
2.1. Các hư hỏng thường gặp
|
TT |
Hư hỏng thường gặp |
Nguyên nhân |
Cách khắc phục |
|
1 |
Chi tiết bị mòn ở bề mặt |
Các chi tiết hay tháo ra lắp lại và siết đai ốc chặt làm bề mặt chi tiết mòn |
Thường trong hệ thống thủy lực khắc phục hư hỏng bằng cách điều chỉnh làm sạch hệ thống và siết chặc đai ốc vừa phải,không quá chặc. |
|
2 |
Kích thước lỗ bị mòn |
Khi pitton ra vào sẽ có lực ma xác gây ra mòn. |
Để đầu píttông đi ra vào nhẹ nhàng để giảm ma sát. |
|
|
|
|
|
2.2. Đặc điểm hư hỏng
+ Khi truyền động đầu pitton trượt trong lòng trục sinh ra ma sát làm mòn bề mặt.
+ Do bi siết quá chặc làm cho bề mặt chi tiết dễ bị ma sát ca ova dễ bị mòn.
2.3. Biện pháp hạn khắc phục hỏng
- Sau khi tìm được nguyên nhân gây hư hỏng chi tiết thì theo những gì em đã học sau khi chi tiết đã sửa chữa xong cần phải tăng độ cứng và độ nhẵn bóng bề mặt.
- Cần làm sạch hệ thống và lọc dầu để loại bớt cặn do trong quá trình làm việc các chi tiết bị mài mòn.
- Vận hành hệ thống thủy lực càng đúng thì càng ít sửa chữa.
Phần 3. PHÂN TÍCH VÀ LỰA CHỌN PHƯƠNG ÁN SỬA CHỮA TỐI ƯU
3.1. Phân tích ưu nhược điểm cho từng phương án sửa chữa
1) Phướng pháp hàn đắp
- Là phương án sử dụng nhiều trong quá trình phục hồi nhanh,nhưng hiệu quả không cao.phương án dùng trong chi tiết gãy nứt ,mãnh kim loại được nung nóng tới trạng thái dẻo,lỏng khi dung phương pháp hàn.phương án sử dung tuỳ nhu cầu của từng nhà máy vì giá thành rẻ,thời gian phục hồi nhanh nhưng thường chỉ dùng khi không còn phương án nào.
2) Phương án mạ phun:
- Phương pháp này không sử dụng phổ biến tại các xí nghiệp vì đòi hỏi phải đầu tư thiết bị ,máy móc tốn kém :máy nén khí ,máy thổi cát. Tuy không được sử dụng phổ biến như phương pháp hàn đắp và gia công cơ khí nhưng độ chính xác đạt được cao hơn vì bản chất của phương pháp này là phun các hạt sau khi đã được nung chảy đập vào kim loại của chi tiết cần phục hồi với tốc độ lớn(100-250m/s),bám vào các bề mặy đó tạo thành lớp phủ dày lớp mạ phun từ vài um đến 10mm.
-Nó ít dùng nhất vì giá thành mạ phun rất đắt chỉ dùng cho các trục có độ chính xác cao và nhỏ không thể nào tiến hành gia công cơ được ta mới tiến hành mạ phun.
A) Ưu điểm:
- Các hạt kim loại bám trên bề mặt chi tiết sau khi phun dù không đồng nhất về vật liệu, nhưng với áp suất của dòng khí phun các hạt kim loại bám đều và chặt trên chi hơn.Chi tiết sẽ lâu hư lại hơn so với phương pháp mài.
- Không đòi hỏi người thợ có tay nghề cao vì dễ gia công.
- Mạ phun giúp tiết kiệm kim loại quý, thay thế kim loại màu bằng kim loại phun
- Sử dụng phương pháp phun phủ kim loại này không bị hạn chế bởi độ lớn, nhỏ của vật phủ do thiết bị phun rất dễ dàng di động và có thể xách tay.
- Công nghệ mạ phun rất thích hợp cho việc tạo lớp phủ mới hoặc phục hồi các công trình, kết cấu có kích thước lớn bất kỳ, cũng như các chi tiết máy móc nhỏ.
B) Nhược điểm :
- Về mặt kĩ thuật :đòi hỏi sự chuẩn bị đầu tư máy móc thiết bị đầy dủ .
- Về kinh tế :tốn kém về mặt trang bị ống dầu và máy nén khí, thiết bị phân cực điện
3) Phương án chế tạo mới:
Đặc điểm :đây là phương pháp tốt nhất và hiệu quả nhất khi chi tiết đã không còn khả năng sửa chữa hoặc đã qua sửa chữa nhiều lần .
- Ưu điểm:
- Các chi tiết sau khi chế tạo mới có thể đáp ứng đầy đủ các yêu cầu kĩ thuật của nó :độ sai số về hình học ,độ nhám bề mặt…
- Sẽ có hiệu quả kinh tế nếu chi tiết gia công mới đơn giản và không đòi hỏi nhiều trang thiết bị máy móc để gia công .
- Nhược điểm:
- Về kinh tế :giá thành đắt nếu chi tiết gia công phức tạp đòi hỏi trang thiết bị máy móc nhiều, gia công tốn nhiều thời gian, ảnh hưởng đến thời gian hoạt động của máy
3.2. Chọn một phương án sửa chữa tối ưu.
Thiết kế quy trình công nghệ sửa chữa NẮP CHỤP, đồ án môn học công nghệ chế tạo máy sửa chữa NẮP CHỤP, bài tập lớn công nghệ chế tạo máy sửa chữa NẮP CHỤP, thiết kế quy trình công nghệ gia công sửa chữa NẮP CHỤP










