THIẾT KẾ QUY TRÌNH SỬA CHỮA trục Balăng

NỘI DUNG ĐỒ ÁN
NỘI DUNG
Thiết kế quá trình sửa chữa chi tiết trục Balăng

Trong điều kiện:
- Dạng sản xuất hàng đơn chiếc.
- Trang thiết bị tự chọn.
Với các yêu cầu sau:
- PHẦN BẢN VẼ:
- Bản vẽ A0 sơ đồ động của máy
- Bản vẽ A0 lắp của máy
- Bản vẽ A0 chi tiết sau khi sửa chữa
- Bản vẽ A0 sơ đồ nguyên công sửa chữa
- Bản vẽ A0 kết cấu 1 nguyên công sửa chữa
- PHẦN THUYẾT MINH:
- Phân tích chi tiết sửa chữa.
- Phân tích đặc điểm, nguyên nhân và biện pháp khắc phục hư hỏng.
- Phân tích và lựa chọn phương án sửa chữa tối ưu.
- Lập QTCN sửa chữa chi tiết.
- Tính chế độ cắt cho 1 nguyên công sửa chữa.
- Kết luận về QTSC
Ngày giao đề ……………, ngày hoàn thành ……………
Như chúng ta đã biết Công nghiệp hóa-Hiện đại hóa đất nước là một quá trình thay đổi từ cơ bản đến toàn diện các hoạt động sản xuất, kinh doanh, dịch vụ, xã hội từ sử dụng lao động chân tay, chuyển sang áp dụng máy móc thành tựu khoa học. Để thực hiện được điều đó chúng ta phải phát triển các ngành công nghiệp, mà cụ thể là ngành cơ khí đóng vai trò quan trọng trong công cuộc xây dựng nền kinh tế nước nhà. Vì chính từ nơi đây các thiết bị máy móc được sản xuất để sau đó đem phục vụ cho các ngành công nghiệp khác.
Một ngành công nghiệp nào đó muốn phát triển thì trang bị máy móc phải thực sự hiện đại. Nhằm hạn chế đến mức tối đa việc nhập các loại máy móc và nâng cao sức cạnh tranh các sản phẩm cùng loại thì việc gia công các chi tiết máy phải được tối ưu. Vì vậy việc áp dụng những qui trình công nghệ sữa chữa mới hết sức cần thiết, nhằm giảm bớt chi phí, đem lại hiệu quả kinh tế, nâng cao chất lượng sản phẩm cũng rất quan trọng.
Đồ án tốt nghiệp sữa chữa thiết bị là đồ án quan trọng trong việc thiết kế qui trình công nghệ chế tạo và sữa chữa các sản phẩm cơ khí.
Đồ án tốt nghiệp là điều kiện tốt để cũng cố và đánh giá kiến thức đã học, và nhằm tích lũy thêm kinh nghiệm về mặt kỹ thuật cho mỗi học sinh sau thời gian học tập tại trường, do thời gian học tập có hạn, cho nên quý thầy cô chưa truyền đạt hết những kinh nghiệm quý báu của mình cho các học sinh. Vì vậy trong quá trình làm bài em không tránh những sai sót.
MỤC LỤC
Nhiệm vụ đồ án tốt nghiệp…………………………………………………………1
Lời nói đầu…………………………………..……………………..………..……...2
Nhận xét của giáo viên hướng dẫn…………………….………………..……….….3
Mục lục………………………………………………………………………………4
Phần I: Phân tích chi tiết gia công sửa chữa………………..……………………..
Phần II: Phân tích đặc điểm, nguyên nhân và biện pháp khắc phục chi tiết…...........
Phần III: Phân tích và lựa chọn phương án sửa chữa……………… ………...…..
Phần IV: Lập quy trình sữa chữa chi tiết………………………………………..
Phần V: Chọn chế độ cắt cho 1 nguyên công…………………………………….
Phần VI: kết luận………………………………………………………………….
Tài liệu tham khảo………………………………………………………………….
- THUYẾT MINH
- PHẦN I: PHÂN TÍCH CHI TIẾT SỮA CHỮA
1.1 Phân tích công dụng và điều kiện làm việc của chi tiết sữa chữa
- Trục là chi tiết dùng để đỡ các chi tiết máy hoặc truyền chuyển động hoặc momen từ các chi tiết lắp trên nó đến các chi tiết khác, hoặc làm cả hai nhiệm vụ trên.
-Chi tiết sữa chữa có tác dụng truyền chuyển động để tải trong hệ thống ròng rọc.
-Điều kiện làm việc không được bôi trơn thường xuyên và thường xuyên chịu tải trọng.
1.2. Phân tích vật liệu chế tạo chi tiết
- Trục thường được làm bằng thép cacbon hoặc thép hợp kim. Đối với trục của những máy móc không quan trọng, không yêu cầu hạn chế kích thước có thể dùng thép CT5 không cần nhiệt luyện. Đối với trục làm việc trong những máy quan trọng, chịu tải lớn có thể dùng thép 45 hoặc 40X có nhiệt luyện. Trường hợp dùng gối trục bằng ổ trục quay nhanh, trục nên làm bằng thép 20 hoặc 20X, ngõng trục thắm than rồi tôi để tăng tính chóng mòn.
- Ở đây trục sữa chữa chịu trọng tải lớn nên ta chọn thép C45.
- Vật liệu C45 có thành phần cấu tạo, tính chất cơ lý của vật liệu được trình bày ở bảng sau:
Bảng A.5 - Thành phần hoá học của thép Các bon chất lượng C45
|
Mác thép |
C |
Si |
Mn |
P £ |
S £ |
Cr |
Ni |
Cu |
Thành phần khác |
|
45 |
0,42~0,50 |
0,17~0,37 |
0,50~0,80 |
0,035 |
0,04 |
£ 0,25 |
£ 0,25 |
£ 0,25 |
- |
Bảng A.2- Cơ tính của thép cacbon chất lượng C45
|
Mác thép |
Trạng thái nhiệt luyện |
Cơ tính, ³ |
Độ cứng (HBS) |
|||||
|
sb/MPa |
st/Mpa |
d5 ,% |
Y, % |
ak/J*cm-2 |
Cán nóng |
Ủ hoặc rấm nhiệt độ cao |
||
|
45 |
Thường hoá |
598 |
353 |
16 |
40 |
49 |
229 |
197 |
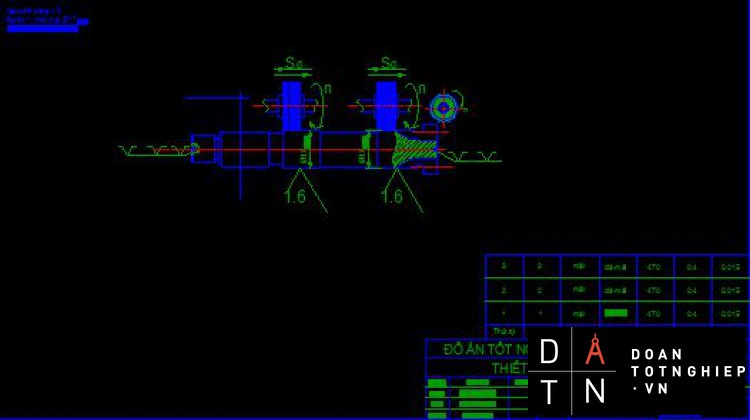
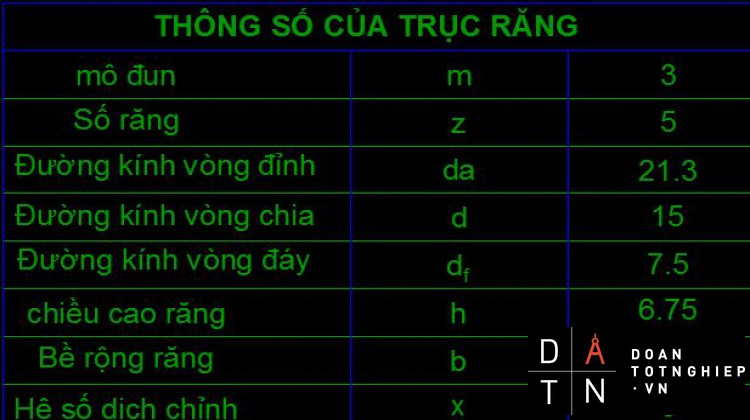
1.3 Phân tích hình dạng, kết cấu chi tiết sữa chữa
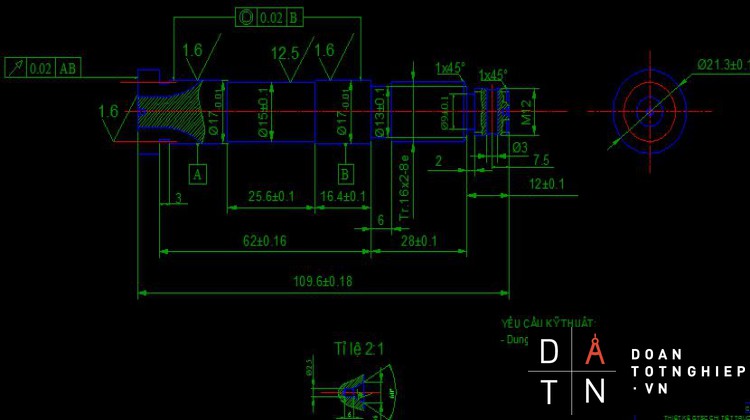
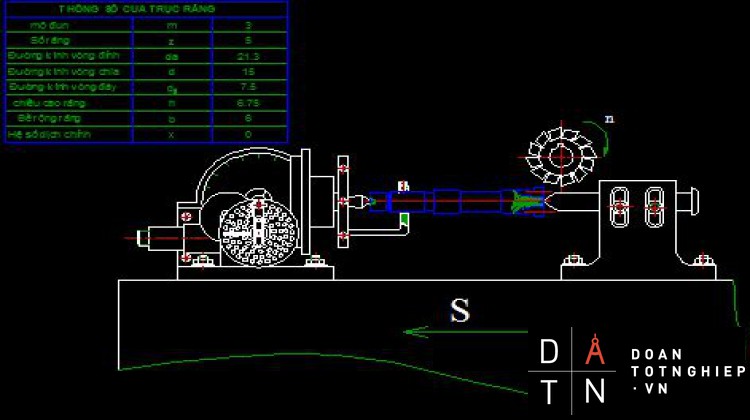
- Chi tiết sữa chữa là chi tiết dạng trục có bánh răng trên trục, kích thước bánh răng nhỏ có da=21.3, d=15, df=7.5, chiều dài tổng của trục L=109.6, có ren trên trục.
- Là chi tiết trục nên khi gia công cần quan tâm đến độ đồng trục của nơi lắp ổ lăn, độ đảo hướng kính.
1.4 Phân tích độ chính xác chi tiết cần gia công
- PHẦN II: PHÂN TÍCH TÌNH TRẠNG, NGUYÊN NHÂN VÀ BIỆN PHÁP KHẮC PHỤC HƯ HỎNG CỦA CHI TIẾT
1. Các hư hỏng thường gặp của chi tiết
|
TT |
Hư hỏng thường gặp |
Nguyên nhân |
Cách khắc phục |
|
1 |
Trục bị mòn |
-Do chi tiết làm việc trục bôi trơn không tốt. -Chế độ chăm sóc bảo dưỡng bôi trơn không định kỳ, dầu bôi trơn bẩn có tạp chất. -Rãnh then trên trục bị mòn cũng là nguyên nhân tác động dẫn đến trục mòn theo. -Trục bị uốn, cong vênh không đồng trục,… |
-Thường xuyên bôi trơn và bảo dưỡng định kỳ.
-Khi rãnh then mòn phải sửa chữa ngay bằng phương pháp hàn đắp rồi gia công hoặc là gia công mới. |
|
2 |
Trục bị gãy và nức (nhiều nhất ở phần cổ trục) |
-Do chế tạo và lắp ráp không đúng kỹ thuật. -Vật liệu chế tạo trục không đảm bảo chất lượng. -Do làm việc quá tải cho phép vì trục được gia công qua nhiệt luyện nên chi tiết cứng và giòn xãy ra hiện tượng nức và gãy. |
-Để tránh hiện tượng gãy và nức, sau khi gia công truc phải qua nguyên công nhiệt luyện. Nhiệt luyện đúng mức độ làm việc của chi tiết, |
|
3 |
|
-Do quá trình làm việc thay đổi chiều quay đột ngột làm xãy ra hiện tượng mỏi. quá trình này được lặp đi lặp lại nhiều lần gây ra hiện tượng trục bị uốn, cong vênh, nức và gãy,… |
không quá cao cũng không quá thấp. -Sửa chữa ngay bằng phương pháp hàn hoặc gia công thay trục mới. |
2. Xác định nguyên nhân hư hỏng chung:
-Dựa vào chức năng làm việc của trục, ta có thể xác định hư hỏng của trục có các dạng hư hỏng như: trục bị mòn, uốn hoặc gãy. Nhưng trong hợp số với thời gian làm việc nhiều trục nóng lên, nhiệt sinh ra nhiều, trục làm việc phải chiệu uốn và chiệu xoắn. Do đó hiện tượng gãy và mòn trục xãy ra nhiều hơn.
-Ta xét đến hiện tượng mòn các bề mặt lắp ghép trên trục, làm cho trục làm việc không tốt hoặc trục bị gãy không làm việc được. Hiện tượng này thường xảy ra đối với bộ truyền bôi trơn không tốt, dầu bôi trơn bị bẩn, điều kiện vệ sinh không tốt. Do trục làm việc quá tải hoặc trong bộ truyền lắp ghép không chính xác làm cho bộ truyền làm việc không còn ổn định nữa. Do đó ta phải tiến hành sửa chữa.
3. Đặc điểm hư hỏng:
- Trục bị mòn:
Đây là dạng hỏng thường xảy ra trong các chi tiết làm việc bôi trơn không tốt, chế độ chăm sóc bảo dưởng và bôi trơn không định kỳ, dầu bôi trơn bẩn. Do ảnh hưởng của môi trương xung quanh, cũng gây ra hiên tượng mòn nhanh, làm việc không hiệu quả.
Trong thực tế trục bị mòn ít bị các trường hợp mòn trên cả chiều dài của trục mà phần lớn trục thường bị mòn cục bộ như các trường hợp sau:
- Bánh răng quay lồng không liên tục, trục mòn tại nơi bánh răng quay.
- Bánh răng di trượt trên trục kể cả trục trơn và trục then hoa. Trục bị mòn trên suốt chiều dài của trục.
- Các nơi đoạn trục có lắp ráp với ổ bi trục sẽ quay theo bi song do quá trình tháo lắp sửa chữa nhiều lần cũng làm cho cổ trục mòn nhỏ dần dần đến lắp lỏng với ổ bi.
- Trục chạy trên gối đở là ổ trượt, tuy cấu tạo bạc làm bằng vật liệu mềm hơn trục nhưng trục cũng mòn ở các cổ trục ăn khớp với bạc.
- Trục bị gãy và nức:
-Là dạng hỏng rất nghiêm trọng không những làm bộ truyền mất đi khả năng làm việc mà có khi còn phá hủy các chi tiết khác.
Trục gãy do các nguyên nhân:
-Do chế tạo và lắp ráp không đúng, vật liệu chế tạo trục không đảm bảo chất lượng.
-Trục bị gãy vì vượt quá giới hạn mỏi khi trục đó có tải trọng tác dụng lên trục luôn luôn thay đổi chiều tác dụng vuông góc với trục, làm cho trục bị uốn sang bên này, uốn sang bên kia tạo ra sự biến dạng của trục, thay đổi thường xuyên chiều uốn và đến một thời gian nào đó trục biến dạng dẻo dẩn đến giòn và gãy. Trục thường bị gãy ở cổ trục nhiều nhất.
-Đối với các trục có độ cứng cao, giòn trong một trường hợp nào đó bị lực đột ngột tác động lên trục làm gãy, trong trường hợp này không phải bị gãy do mỏi mà do quá tải .
-Để tránh hiện tượng gãy, khi tính toán phải tính theo sức bền mỏi uốn. Mặc khác dùng phương pháp nhiệt luyện để tăng bền.
-Trong trường hợp gãy trục tiến hành sữa chữa bằng phương pháp hàn hoặc thay trục mới.
4.Biện pháp hạn chế hư hỏng:
-Thường xuyên bôi trơn, bảo dưỡng và kiểm tra định kỳ.
-Tránh làm việc quá tải trọng cho phép.
- PHẦN III: PHÂN TÍCH VÀ LỰA CHỌN PHƯƠNG ÁN SỬA CHỮA TỐI ƯU
3.1 Phân tích ưu nhược điểm cho từng phương ánh sữa chữa
- Phương án hàn đắp:
Là phương án sữ dụng nhiều và quá trình phục hồi nhanh hơn nhưng hiệu quả không cao. Phương án này dùng sữa chữa các chi tiết gãy, nức, vỡ mãnh kim loại được nung nóng đến trạng thái dẻo hoặc lỏng khi được nối ghép bằng hàn. Phương án này chỉ sữ dụng tùy theo nhu cầu làm việc của từng nhà máy vì giá rẻ, thời gian phục hồi chi tiết nhanh.
- Phương án mạ phun:
-Phương pháp này không sử dụng phổ biến tại các xí nghiệp vì đòi hỏi phải đầu tư thiết bị ,máy móc tốn kém :máy nén khí ,máy thổi cát. Tuy không được sử dụng phổ biến như phương pháp hàn đắp và gia công cơ khí nhưng độ chính xác đạt được cao hơn vì bản chất của phương pháp này là phun các hạt sau khi đã đượcnung chảy đập vào kim loại của chi tiết cần phục hồi với tốc độ lớn(100-250m/s),bám vào các bề mặy đó tạo thành lớp phủ dày lớp mạ phun từ vài um đến 10mm.
-Nó ít dùng nhất vì giá thành mạ phun rất đắt chỉ dùng cho các trục có độ chính xác cao và nhỏ không thể nào tiến hành gia công cơ được ta mới tiến hành mạ phun.
- Ưu điểm:
- Các hạt kim loại bám trên bề mặt chi tiết sau khi phun dù không đồng nhất về vật liệu, nhưng với áp suất của dòng khí phun các hạt kim loại bám đều và chặt trên chi hơn.Chi tiết sẽ lâu hư lại hơn so với phương pháp mài.
- Không đòi hỏi người thợ có tay nghề cao vì dễ gia công.
- Mạ phun giúp tiết kiệm kim loại quý, thay thế kim loại màu bằng kim loại phun
- Sử dụng phương pháp phun phủ kim loại này không bị hạn chế bởi độ lớn, nhỏ của vật phủ do thiết bị phun rất dễ dàng di động và có thể xách tay.
- Công nghệ mạ phun rất thích hợp cho việc tạo lớp phủ mới hoặc phục hồi các công trình, kết cấu có kích thước lớn bất kỳ, cũng như các chi tiết máy móc nhỏ.
- Nhược điểm :
- Về mặt kĩ thuật :đòi hỏi sự chuẩn bị đầu tư máy móc thiết bị đầy dủ .
- Về kinh tế :tốn kém về mặt trang bị ống dầu và máy nén khí, thiết bị phân cực điện
- Phương án chế tạo mới:
Đặc điểm : Đây là phương pháp tốt nhất và hiệu quả nhất khi chi tiết đã không còn khả năng sửa chữa hoặc đã qua sửa chữa nhiều lần .
- Ưu điểm:
- Các chi tiết sau khi chế tạo mới có thể đáp ứng đầy đủ các yêu cầu kĩ thuật của nó :độ sai số về hình học ,độ nhám bề mặt…
- Sẽ có hiệu quả kinh tế nếu chi tiết gia công mới đơn giản và không đòi hỏi nhiều trang thiết bị máy móc để gia công
- Nhược điểm:
- Về kinh tế :giá thành đắt nếu chi tiết gia công phức tạp đòi hỏi trang thiết bị máy móc nhiều, gia công tốn nhiều thời gian, ảnh hưởng đến thời gian hoạt động của máy.
3.2 . Chọn một phương án sữa chữ tối ưu.
Do chi tiết làm việc với tải trọng thường xuyên và kích thước chi tiết nhỏ nên ta chọn phương pháp chế tạo mới là phù hợp nhất, đảm bảo được các yêu cầu kĩ thuật mà chi tiết cần để vận hành.
Phần 4. LẬP QUY TRÌNH SỬA CHỮA CHI TIẾT
4.1 Lập tiến trình tháo lắp chi tiết sữa chữa
4.2 Lập bảng quy trình sữa chữa
Phần 5. CHỌN CHẾ ĐỘ CẮT CHO NGUYÊN CÔNG VÀ KẾT CẤU
TÍNH CHẾ ĐỘ CẮT CHO NGUYÊN CÔNG III
I. CHẾ ĐỘ CẮT KHI TIỆN THÔ
- . Chọn chiều sau cắt t:
Chọn chiều sâu cắt t= 2mm
- . Bước tiến:
- Tính theo sức bền cán dao chữ nhật
........................................................
5. Công suất tiêu thụ khi cắt
Tính theo công thức:
N= (KW)
So sánh với công suất thuyết minh máy thì ta thấy N< vậy thì máy làm việc an toàn
PHẦN 6: KẾT LUẬN QUY TRÌNH SỮA CHỮA
Đồ án tốt nghiệp là điều kiện tốt để đánh giá kiến thức đã học của chúng em, để cũng cố và tích lũy kinh nghiệm về mặt kỹ thuật cho mỗi học sinh sau thời gian học tập tại trừơng. Vì thời gian học tập có hạn nên các thầy cô cũng không thể truyền đạt hết những kiến thức cũng như kinh nghiệm quí báu của mình cho chúng em,bên cạnh đó kiến thức của em cũng còn hạn chế,nên trong quá trình làm đố án tốt nghiệp này không thể tránh khỏi những thiếu sót vì thế kính mong sự đóng góp ý kiến của quý thầy cô để Đồ án này hoàn thành tốt hơn . Một lần nữa em xin chân thành cảm ơn sự giúp đỡ của thầy cô trong khoa cơ khí nhất là sự hướng dẫn tận tình của thầy đã giúp em hoàn thành đồ án này.
TÀI LIỆU THAM KHẢO
1. Sổ tay công nghệ chế tạo máy tập I - II
-Nxb khoa học và kĩ thuật
-Nguyễn Đắc Lộc
-Lê Văn Tiến
-Ninh Đức Tốn
-Trần Xuân Việt
6. Sổ tay gia công cơ
-Trần Văn Địch - Lưu Văn Nhang – Nguyễn Thanh Mai
7. Chế độ cắt gia công cơ khí
-Đại học sư phạm kĩ thuật Tp Hồ Chí Minh
-Nguyễn Ngọc Đào – Hồ Viết Bình – Trần Thế San