THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT VỎ Ụ ĐỘNG MÁY MÀI ĐHCN HN


NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT VỎ Ụ ĐỘNG MÁY MÀI ĐHCN HN, đồ án môn học công nghệ chế tạo máy VỎ Ụ ĐỘNG MÁY MÀI ĐHCN HN, bài tập lớn công nghệ chế tạo máy VỎ Ụ ĐỘNG MÁY MÀI ĐHCN HN, thiết kế quy trình công nghệ gia công chi tiết VỎ Ụ ĐỘNG MÁY MÀI ĐHCN HN
500 MB Bao gồm tất cả file CAD, file 2D 3D , file DOC (DOCX), lồng phôi, sơ đồ đúc, qui trình công nghệ, sơ đồ kết cấu nguyên công, bản vẽ đồ gá THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT VỎ Ụ ĐỘNG MÁY MÀI ĐHCN HN
TRƯỜNG ĐẠI HỌC CÔNG NGHIỆP HÀ NỘI
KHOA: CƠ KHÍ
ĐỒ ÁN MÔN HỌC
CÔNG NGHỆ CHẾ TẠO MÁY
Tên đồ án:
“THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT VỎ Ụ ĐỘNG MÁY MÀI TRÒN MSZ 5058”
Giáo viên hướng dẫn: NGUYỄN CHÍ BẢO
NGUYỄN NHẬT TÂN
Sinh viên thực hiện: NGUYỄN THỊ KIM ANH
TRẦN VĂN CƯỜNG
NGUYỄN KHẢ DUYấN
Lớp :
LỜI NÓI ĐẦU
Hiện nay ở nước ta công cuộc công nghiệp hoá, hiện đại hoá đang diễn ra rất mạnh mẽ. Vì vậy ngành cơ khí nói chung và ngành công nghệ chế tạo máy nói riêng đóng một vai trò hết sức quan trọng trong nền kinh tế Quốc dân, nó đảm nhiệm công việc chế tạo ra những thiết bị máy móc phục vụ hầu hết các ngành trong mọi lĩnh vực của nền kinh tế. ở Việt Nam ta trong nhiều năm qua ngành cơ khí nói chung và đặc biệt là ngành cơ khí chế tạo máy còn đang rất lạc hậu so với các nước trên thế giới và các nước trong khu vực. Xong những năm gần đây ta đã thực hiện những bước cải cách rất đáng kể trên nhiều lĩnh vực trong đó có ngành công nghiệp nói chung và ngành cơ khí nói riêng.
Các ngành kinh tế nói chung và ngành cơ khí nói riêng luôn luôn đòi hỏi các kỹ sư cơ khí và cán bộ kỹ thuật cơ khí được đào tạo ra phải có kiến thức cơ bản tương đối rộng. Đồng thời họ phải biết vận dụng những kiến thức đó để giải quyết những vấn đề cụ thể thường gặp trong sản xuất, sửa chữa và sử dụng.
Thiết kế đồ án tốt nghiệp và đồ án công nghệ chế tạo máy là một nhiệm vụ quan trọng của quá trình đào tạo kỹ sư chuyên ngành chế tạo máy trong các trường đại học và cao đẳng kỹ thuật. Đồ án môn học CN CTM giúp cho sinh viên năm cuối hệ thống lại các kiến thức thu nhận được từ bài giảng, bài tập thực hành, hình thành cho họ khả năng làm việc độc lập, làm quen với các nhiệm vụ thường ngày của một kỹ sư trước khi ra trường.
Đồ án môn học CN CTM là một bài tập tổng hợp, vì vậy sinh viên sẽ có điều kiện để hoàn thành khả năng sử dụng tài liệu, các loại sổ tay, bảng biểu tiêu chuẩn, phối hợp chúng với các kiến thức lý thuyết đã được trang bị trong các môn học liên quan để thiết lập phương án công nghệ tốt nhất ứng với điều kiện sản xuất cụ thể.Đồ án môn học CN CTM cũng cho phép sinh viên phát triển khả năng sáng tạo, hoàn thiện các bài toán kỹ thuật và tổ chức xuất hiện khi thiết kế công nghệ, nhằm nâng cao hiệu quả sản xuất, chất lượng sản phẩm ; ứng dụng kỹ thuật mới vào các quá trình công nghệ gia công. Đồng thời nó có ý nghĩa lớn trong việc hình thành một phong cách làm việc của các kỹ sư cơ khí khi giải quyết các bài toán của thực tế sản xuất.
Như vậy đề tài đồ án môn học công nghệ chế tạo máy mà em đang thực hiện là giải quyết vấn đề Thiết kế quy trình công nghệ gia công chi tiết “Ụ động máy mài tròn MSZ 5058”.
Trong quá trình tìm hiểu và thiết kế đồ án em đã nhận được sự chỉ bảo tận tình của các thầy cô giáo trong khoa cơ khí. Đặc biệt là sự hướng dẫn rất tận tình của thầy giáo Nguyễn Chí Bảo và thầy Tân đã giúp chúng em hoàn thành đồ án này.Tuy nhiên vì kiến thức và kinh nghiệm thực tế của chúng em còn hạn chế, do đó trong quá trình tính toán và thiết kế đồ án của chúng em còn nhiều thiếu sót. Chúng em rất mong nhận được sự chỉ bảo của các thầy, cô giáo và sự đóng góp ý kiến của bạn bè để chúng em rút ra kinh nghiệm cho bản thân và thực tế sau này.
Chúng em xin chân thành cảm ơn!
Nhóm sinh viên thiết kế :
Nguyễn Thị Kim Anh
Trần Văn Cường
Nguyễn Khả Duyên
CHƯƠNG I : PHÂN TÍCH CHI TIẾT GIA CÔNG VÀ XÁC ĐỊNH DẠNG SẢN XUẤT
I ) Phân tích chức năng và điều kiện làm việc làm việc của chi tiết
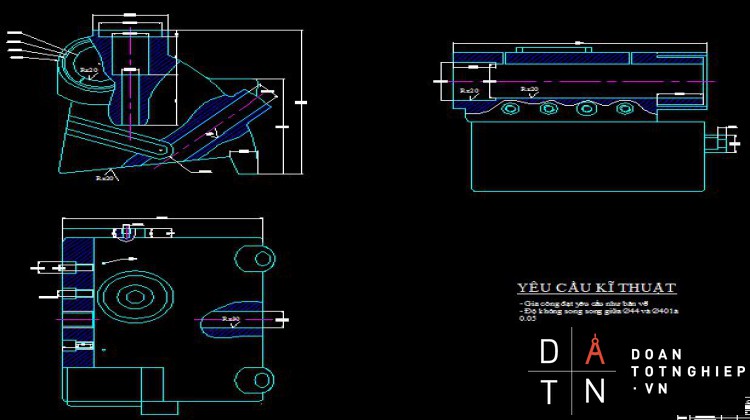
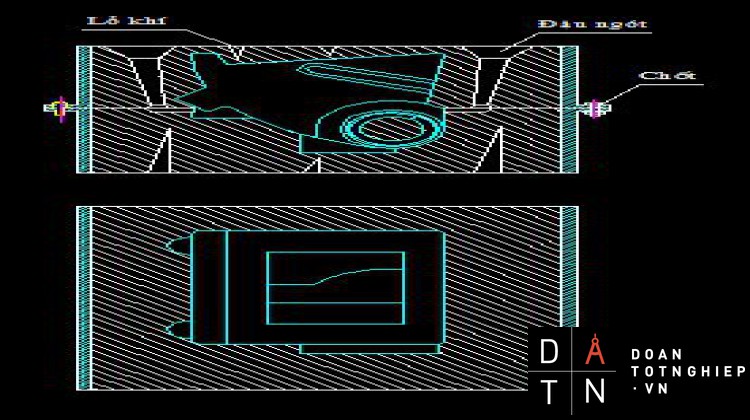
Dựa vào bản vẽ ta thấy vỏ ụ động máy mài là một chi tiết dạng hộp
Vỏ ụ động mỏy mài là một chi tiết quan trọng , nú quyết định sự chớnh sỏc và độ cứng vững của đồ gỏ .vỏ ụ động cựng với cỏc trục và mũi tõm cú nhiệm vụ định vị chi tiết và giữ cho chi tiết quay đều khi gia cụng
Vỏ ụ đụng mỏy mài cú nhiều mặt phải gia cụng với độ chớnh xỏc khỏ cao và cũng cú một số bề mặt khụng phải gia cụng như mặt cong ngoài và phần trong . Bề mặt làm việc chủ yếu là bề mặt đỏy và lỗ lắp trục
Cần gia cụng mặt dưới của vỏ ụ động trước làm chuẩn tinh gia cụng . đảm bảo tương quan giữa cỏc bề mặt và kớch thước từ bề mặt trờn đến bề mặt đỏy .
Chi tiết làm việc trong điều kiện rung động và tải trọng thay đổi .
Đối với nhiệm vụ gia cụng mặt dưới của chi tiết cần phải gia cụng chớnh sắc để đảm bảo sự tương quan giữa cỏc bề mặt sau này.
Vật liệu sự dụng là : GX 15-32, co cỏc thành phõn húa học sau :
C = 3 ữ 3.7 Si = 1.2 ữ 2.5 Mn = 0.25 ữ1,00
S < 0,12 P = 0.05 ữ 1,00
[ δ ]bk = 150 Mpa
[ δ ]bu = 320 Mpa
II ) Phân tích tính công nghệ trong kết cấu của chi tiết
Vỏ ụ động mỏy mài cú đủ độ cứng vững để gia cụng khụng bị biến dạng cú thể dựng chế độ cắt cao , đạt năng xuất cao.
- Cỏc bề mặt làm chuẩn cú đủ diện tớch nhất định để cho phộp thực hiện nhiều nguyờn cụng khi dựng bề mặt đú làm chuẩn và đảm bảo thực hiện nhiều nguyờn cụng khi dựng bề mặt đú làm chuẩn , đảm bảo thực hiện quỏ trỡnh gỏ đặt nhanh.
Cỏc bề mặt cần gia cụng là :
- Gia cụng bề mặt phẳng A với độ búng cao để làm chuẩn tinh cho cỏc nguyờn cụng sau.
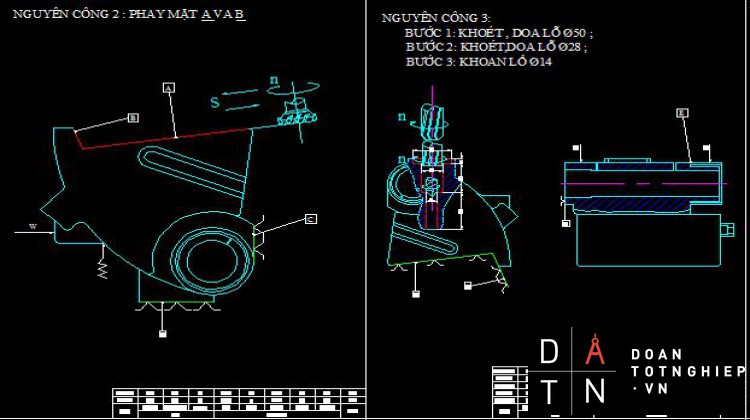
- Khoan ,doa lỗ ỉ50, ỉ28. Khoan lỗ ỉ14
- Khoan ,doa lỗ ỉ44, ỉ40. Khoan, taro lỗ 4 lỗ M5-1
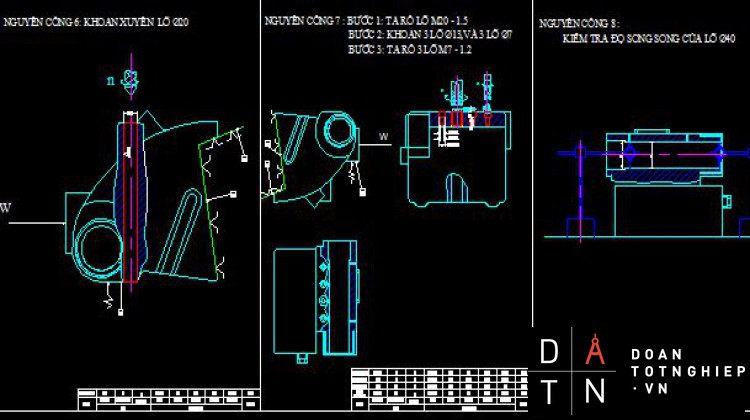
- Khoan xuyờn 2 lỗ ỉ20
- Khoan xuyờn 2 lỗ ỉ20
- Khoan xuyờn tiếp lỗ ỉ20
- Khoan 3 lỗ ỉ13 và 3 lỗ ỉ7.Tarụ lỗ M20-1,5 và 3 lỗ M7-1,2
III ) Xác định dạng sản xuất
Số lượng chi tiết tổng cộng cần chế tạo trong một năm được xác định theo công thức:
N = N1 * m ( 1 +)
Trong đó :
N – Số chi tiết được sản xuất trong một năm .
N1 : số lượng sản phẩm cần chế tạo trong năm theo kế hoạch.
m : số lượng chi tiết trong một sản phẩm.
: lượng sản phẩm dự phòng do sai hỏng khi tạo phôi gây ra.
: lượng sản phẩm dự trù do hỏng hóc và phế phẩm trong quá trình gia công cơ.
Trong điều kiện của đồ án các loại có thể chọn : = 3% ữ 6%, = 5% ữ 7%. Chọn = 5,= 5
m = 1;
N1 = 1000 chiếc/năm
N = 1000 1 ( 1 + ) = 1100 chi tiết / năm
*) Trọng lượng của chi tiết Q = 9,5 Kg ( Theo phần mềm Inventer )
Căn cứ vào N và Q tra bảng
|
Dạng sản xuất |
Khối lượng chi tiết(kg) |
||
|
<4 |
4ữ200 |
>200 |
|
|
Sản lượng hàng năm(chiếc) |
|||
|
Đơn chiếc |
<100 |
<10 |
<5 |
|
Loạt nhỏ |
100-500 |
10-200 |
55-10 |
|
Loạt vừa |
500ữ5000 |
200ữ500 |
100-300 |
|
Loạt lớn |
5000-50000 |
500-1000 |
300-1000 |
|
Hàng khối |
>50000 |
>1000 |
>1000 |
Đây là dạng sản xuất hàng khối .
CHƯƠNG II : XÁC ĐỊNH PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀ THIẾT KẾ BẢN VẼ CHI TIẾT LỒNG PHÔI
I ) Chọn phương pháp
Phôi được chế tạo từ rất nhiều phương pháp. Tuy nhiên tuỳ vào hình dạng, kích thước, sản lượng, khối lượng của chi tiết mà ta chọn ra phương pháp chế tạo phôi cho phù hợp .
Với chi tiết vỏ ụ động mỏy mài trũn MSZ 5058 vật liệu gang xám 15-32 ta chọn phương pháp đúc. Trong công nghệ đúc có những phương pháp đúc khác nhau:
1.Đúc trong khuôn cát
Được áp dụng để đúc các loại vật liệu kim loại khác nhau có khối lượng từ vài chục gam đến vài chục tấn với hình dạng phức tạp, sản lượng linh hoạt, thích hợp với các dạng sản xuất.Với phương pháp này để đảm bảo chính xác cho phôi thì mẫu gỗ phải được chế tạo chính xác và hàm khuôn được định vị chinh xác. Để khắc phục sai số nhiều trong sản xuất của phương pháp này ta có thể làm khuôn bằng máy. Phương pháp này được sử dụng phổ biến hiện nay vì giá thành chế tạo khuôn rẻ, năng suất và độ chính xác của phôi là tương đối .
2.Đúc bằng khuôn kim loại
Với phương pháp này thì lượng dư nhỏ tiết kiệm được vật liệu làm phôi, phôi có độ chính xác cao hơn mẫu khuôn cát. Nhưng nó có nhược điểm là giá thành chế tạo khuôn cao nên chỉ phù hợp cho sản xuất hàng loạt lớn và hàng khối, không áp dụng được với chi tiết có cấu tạo hình dáng phức tạp.
3.Đúc trong khuôn mẫu chảy
Có độ chính xác lượng dư gia công nhỏ. Có những bề mặt không phải gia công. Giá thành chế tạo khuôn cao nên chỉ có thể sử dụng gia công chi tiết có cấu tạo phức tạp mà các phương pháp khác không làm được .
Kết luận:.Chi tiết dạng hộp, vật liệu gang xám 15-32 có hình dáng cấu tạo khụng quỏ phức tạp , có dạng sản xuất hàng khối , ta chọn phương pháp gia công đúc bằng khuôn kim loại. các nguyên công được làm bằng máy
II ) Xác định lượng dư gia công
- Việc xác định lượng dư gia công cho bề mặt là một khâu quan trọng và cần thiết cho việc tính toán thiết kế. Xác định được lượng dư hợp lý sẽ giảm giá thành chế tạo phôi, giảm thời gian gia công điều đó có ý nghĩa rất lớn đối với việc sản xuất.
- Xác định lượng dư gia công có thể bằng kinh nghiệm, tra bảng hoặc bằng tính toán chính xác. Vì kinh nghiệm trong sản xuất chưa nhiều nên em chọn phương pháp tính lượng dư cho bề mặt đáy. Các bề mặt còn lại lượng dư gia công được tra theo sách STCN CTM Tập I
- Tính lượng dư cho bề mặt đáy
- Thứ tự các bước công nghệ:
- Phôi đúc đạt Cấp II
- Phay thô đạt cấp chính xác 12
- Phay tinh đạt cấp chính xác 8
- Lượng dư gia công của bề mặt đáy được xác định theo công thức
Zb min =
: là sai số gá đặt ở bước đang thực hiện
:là chiều sâu lớp hư hỏng bề mặt do bước công nghệ sát trước
ra :là sai lệch vị trí không gian của bước công nghệ sát trước
Rza : là độ nhấp nhô tế vi do bước công nghệ sát trước để lại
+ Phôiđúc đạt cấp II có Rz=250, Ta=350 < Bảng 10_TKĐACNCTM >
Sai lệch không gian tổng cộng được xác định theo công thức:
ra= rc+rcm
rc : Độ cong vênh
rcm : Độ xê dịch.
rc được xác định : rc = l
Bảng 15 <TKĐACNCTM> = 0,7
L: là chiều dài bề mặt gia công. L = 200
rc = 0,7.200 =140 (m)
Giá trị rCm : rC=
db, dc là dung sai kích thước chiều dài và chiều rộng của bề mặt gia công.
Tra bảng 3_98 <STCN Tập I> ta có :
db=1 ; dC=1
rCm=
=> ra=140 + 1414 = 1554 ()
: Sai số kẹp chặt của chi tiết được xác định
Sai số kẹp chặt theo bảng 23<TKĐACNCTM> có:
=150 ( )
=> Lượng dư nhỏ nhất khi phay thô là:
Zb min =250+350+1554+150=2306=2,3 (mm).
=> Lượng dư nhỏ nhất khi phay tinh là:
Zb min =
Trong đó lấy k= 0,06.
=0,06.1554 = 93.24 ( )
Zb min=50+50+93.24+150=343.24 ( )=0,34(mm)
=> Lấy dư tổng cộng cho bề mặt đáy là:
Z0 min=2.3+0.34 =2.64 (mm)
*Tra bảng lượng dư cho các bề mặt : Bảng 3-110 (STCNCTM 1) ta có
_ Lượng dư cho mặt B lỗ là 2.2 mm (một phía)
_Lượng dư các mặt còn lại là 2 mm
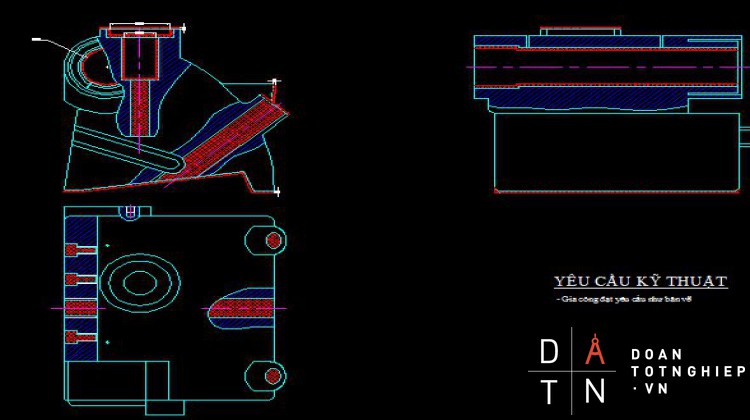
BẢN VẼ CHI TIẾT LỒNG PHÔI
CHƯƠNG III
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT
I/.. XÁC ĐỊNH ĐƯỜNG LỐI GIA CÔNG .
Vì đây là chi tiết sản xuất theo dạng sản xuất hàng khối quy trình công nghệ sẽ được xây dựng theo nguyên tắc tập trung nguyên công.
II/.. LẬP QUY TRÌNH CÔNG NGHỆ GIA CÔNG
1_ NGUYÊN CÔNG I : ĐÚC PHÔI
a / Sơ đồ nguyên công: Hình v
Quỏ trỡnh đỳc phụi ta chọn phương phỏp gia cụng là đỳc trong khuụn kim loại.
- Mục đớch của phương phỏp đỳc :
+ Chế tạo được loại phụi phự hợp với kết cấu của chi tiết ụ động phự hợp với sản xuất hàng khối.
+ Đảm bảo phõn phối lượng dư cần thiết để gia cụng chi tiết đạt yờu cầu kỹ thuật đỳng như bản vẽ thiết kế .
+ Người cụng nhõn thực hiện nguyờn cụng này phải cú tay nghề 3/7
- b/Yờu cầu kỹ thuật khi thực hiện nguyờn cụng đỳc :
+ phụi khụng bị nức , mẻ , cong vờnh.
+ Phụi khụng bị sai lệch về hỡnh dỏng quỏ phạm vi cho phộp.
+ Đảm bảo kớch thước đỳng bản vẽ phụi.
+ Đảm bảo độ nhẵn bóng bề mặt khụng gia cụng.
+ Đúc xong phải trải qua quỏ trỡnh ủ và làm sạch ba via.
+ độ nhón búng bề mặt đạt độ nhẵn bóng cấp 3.
- Thành phần húa học Gang Xỏm15-32 % theo khối lượng .
|
C |
Sn |
Mn |
P |
S |
|
3¸3.8 |
0.5¸3 |
0.5¸0.8 |
0.1¸0.4 |
0.1¸0.2 |
2_ NGUYÊN CÔNG 2 : PHAY MẶT ĐÁY A , B
a/ Sơ đồ nguyên công: Hình vẽ
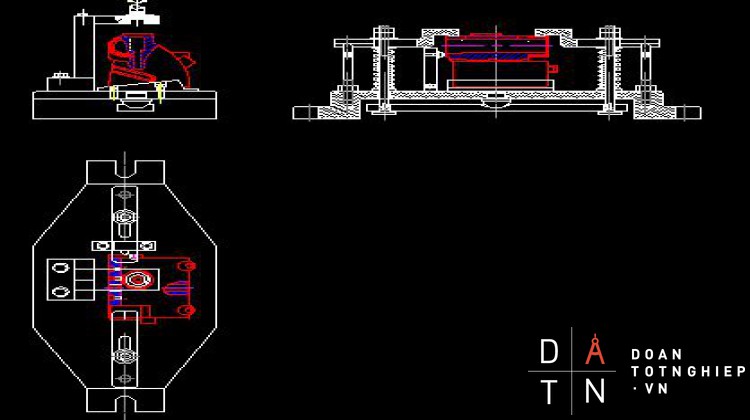
b/ phương pháp định vị:
- Mục đích:
- Gia công mặt đáy để tạo chuẩn cho các nguyên công khác, độ bóng đạt ở nguyên công này là Ä6 , Rz=20
- Chuân đinh vị:
Mặt D hạn chế 3 bậc tự do
+ Tịnh tiến theo phương OZ
+ Xoay quanh phương OY
+ Xoay quanh phương OX
Mặt C hạn chế hai bậc tự do:
+Xoay quanh phương OZ
+Tịnh tiến theo phương OX
Một chốt tỳ phụ có tác dụng đỡ vật không hạn chế bậc tự do nào
- Kẹp chặt :
Dùng cơ cấu kẹp chặt chuyên dùng, lực kẹp có phương vuông góc với mặt định vị C.
- Dụng cụ cắt:
+ Chọn máy :
- Máy phay đứng 6H12
- Mặt làm việc của bàn máy 320 x1250
- Công suất động cơ N=7kw, hiệu suất máy ỗ=0,75
- Lực cắt chiếu trục lớn nhất cho phép tác dụng lên bàn máy
+Dọc : Pmax= 1500kg
+Ngang : Pmax= 1200kg
+Thẳng đứng : Pmax= 500kg
Chọn dao
Dùng dao phay mặt đầu bằng thép gió BK6
Chiều rộng cắt B= 36 (mm)
Theo Bảng 4-92 STCNCTM I cú :
- Đường kính ngoài D=100
- Chiều dài L=50
Số răng Z=12
- Phay thô:
+ Chiều sâu cắt t=3 (mm)
+ Tính Sz.
Tra bảng 5-33(STCNCTM II). Vỡ B=36>30 mm nờn giỏ trị S giảm đi 30%
S=(0,14-0.24).70% = (0.098-0,168)
Chọn S=0.168 Sz=S/2 = 0,084 (mm/răng)
_Tốc độ cắt được tính theo công thức:
Vb=
theo bảng 5-39 STCNCTM II cú:
|
cv |
m |
x |
y |
u |
q |
p |
|
445 |
0,32 |
0,15 |
0,35 |
0,2 |
0,2 |
0 |
Hệ số
(bảng 5-1 STCNCTM II)
Trong đó Gang xỏm HB= 190
Theo bảng 5-2 STCNCTM II cú: suy ra
tra bảng 5-5 STCNCTM II
tra bảng 5-6 STCNCTM II
T = 180 tra bảng 5-40 STCNCTM II
Theo thuyết minh mỏy chọn : nt=600(v/ph)
- (m/p)
- Theo Thuyết minh máy chọn Sm/pt=600 (m/ph)
+ Nghiệm công suất:
Trong đú: Pz=(kg)
Z: số răng của dao, Z=12
n: số vòng quay của dao, n=600(v/p)
theo bảng 5 – 41 STCNCTM II
|
Cp |
x |
y |
u |
q |
w |
|
50 |
0,9 |
0,72 |
1.14 |
1.14 |
0 |
Theo bảng 5-9 STCNCTM II
KMV= Gang xám HB=190, Theo bảng 5-2 STCNCTM II cú: Þ KMV=1
thay vào công thức trên ta được:
Thoả mẵn điều kiện khi cắt gọt
_Tính thời gian chạy máy:
L= e++y
Trong đó: e là chiều dài phụi e=200 (mm ),
là khoảng thoỏt dao = ( 2 ữ 5 ) (mm ) chọn = 5(mm )
y là khoảng ăn dao Phay tinh:
+ Chiều sâu cắt t=1,5 mm
TÀI LIỆU THAM KHẢO
1] : Thiết kế đồ án công nghệ chế tạo máy
[2] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 3 tập)
[3] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[4] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[5] : Sổ tay nhiệt luyện
[6] : Công nghệ chế tạo máy tập 1
[7] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 7 tập)
[8] : Sổ tay công nghệ chế tạo máy toàn tập (trường ĐHBK








