THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT CÀNG GẠT C3 ĐHSPKT HƯNG YÊN




NỘI DUNG ĐỒ ÁN
LỜI NÓI ĐẦU
Đất nước ta đang trong thời kỳ quá độ lên Chủ Nghĩa Xã Hội, nhiệm vụ trước mắt được đặt ra là nhanh chóng đưa nước ta thành một nước công nghiệp phát triển với nền đại công nghiệp cơ khí. Cũng chính vì thế mà những năm gần đây ngành cơ khí ở nứoc ta rất được coi trọng và đầu tư phát triển. Cùng với việc tháng 11 năm nay, Việt Nạm gia nhập tổ chức thương mại thế giới WTO thì việc giao lưu qua lại, trao đổi mua bán hàng hoá sẽ diễn ra rất mạnh mẽ, yêu cầu những sản của Việt Nam phải đủ sức cạnh tranh với những sản phẩm nuớc ngoài trên cả thị trường trong nước cũng như xuất khẩu. Yêu cầu đặt ra cho ngành là đào tạo ra một đội ngũ kĩ sư có trình độ, có năng lục chuyên môn và một đội ngũ công nhân viên có tay nghề cao đáp ứng được những yêu cầu về công việc của xã hội.
Để làm được điều này thì trước hết mỗi người học phải nắm vững được những kiến thức cơ bản. Môn học công nghệ chế tạo máy là một môn cơ bản nhất trang bị cho người học những kiến về ngành cơ khí chế tạo máy. Với việc nghiên cứu và đưa ra những chi tiết mới mang tính công nghệ mới sẽ làm đổi thay nhiều mặt của ngành cơ khí. Để chuẩn bị cho việc đó thì trong quá trình học chúng em đã dược tiếp cận bằng việc làm đồ án thiết kế quy trình công nghệ của mọt sản phẩm.
Với chi tiết được giao là chi tiết dạng càng rất phức tạp, em đã gặp không ít khó khăn trong việc thiết kế. Em xin chân thành cám ơn sự hướng dẫn và giúp đỡ nhiệt tình của thầy Trần Văn Thắng đã giúp em hoàn thành đồ án này.
.........................................
CÔNG NGHỆ CHẾ TẠO MÁY
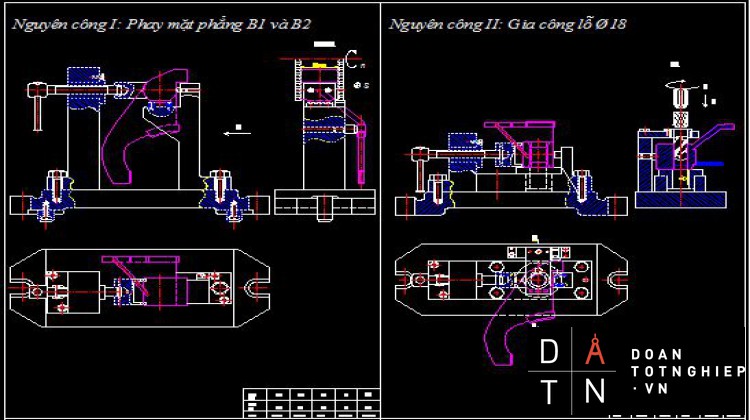
I. PHÂN TÍCH CHỨC NĂNG, ĐIỀU KIỆN LÀM VIỆC CỦA CÀNG GẠT C3 ĐHSPKT HƯNG YÊN
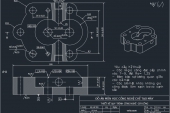
Chi tiết C3 là chi tiết dạng càng, dùng để gạt những chi tiết khác đến vị trí nhất định. Cụ thể: Dùng để thay đổi vị trí ăn khớp của bánh răng lồng không để tới vị trí ăn khớp với một bánh răng khác, với bề mặt làm việc chủ yếu là các mặt phẳng bên dùng để gạt chi tiết khác. Bề mặt lỗ trong 18 được gia công chính xác tới cấp IT6 (+ 0,01) dùng để lắp ghép với chi tiết trục nhằm thay đổi vị trí cho trục. Trụ lắp vào lỗ 18 được giữ chặt bằng một chi tiết được gia công ren lắp vào lỗ ren M8 ở mặt phẳng dưới nhằm chuyền chuyển động tịnh tiến cho chi tiết. Chuyển động quay của càng được tạo ra nhờ vào việc đặt lực vào rãnh 16 ở đầu càng.
Trên chi tiết có 2 mặt phẳng B1, B2 và lỗ 18 được gia công chính xác nhằm làm chuẩn tinh cho việc gia công các bề mặt sau đó.
Vật liệu sử dụng là gang xám CY21-40 , có các thành phần hoá học sau :
C = 3 4 3,7 Si = 1,2 4 2,5 Mn = 0,25 4 1,00
S < 0,12 P =0,05 4 1,00
[d]bk = 210 MPa
[d]bu = 400 MPa
HB = 180

II. PHÂN TÍCH TÍNH CÔNG NGHỆ TRONG KẾT CẤU CHI TIẾT
Dựa vào bản vẽ ta thấy:
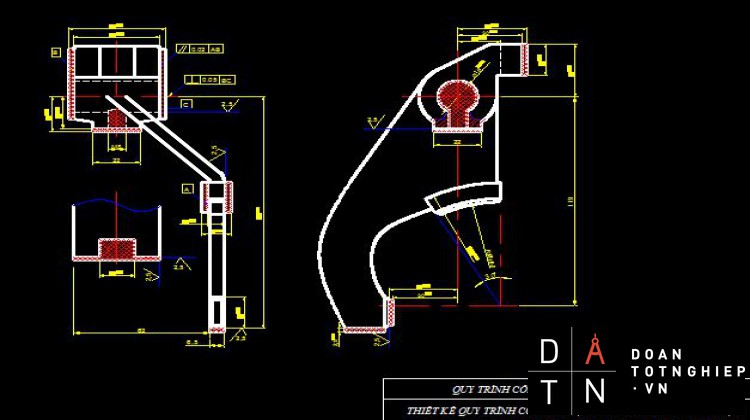
C3 là một chi tiết dạng càng phức tạp, với nhiều bề mặt cần phải gia công và khả năng gia công là không dễ dàng. Chi tiết có một phần khối ở phía trên với hình dạng phức tạp làm cho việc định vị và kẹp chặt gặp nhiều khó khăn. Phần dưới càng là phần rất mỏng (6,5 mm), với độ cứng HB = 180 nên gây ra độ kém cứng vững khi làm việc cũng như khi gia công. Do kết cấu của chi tiết không đối xứng, cộng thêm cả phần nghiêng của càng làm cho việc thiết kế đồ gá phải tính đến việc quan sát và tháo chi tiết cho thuận lợi. Với cung cong cần gia công của chi tiết sẽ khó gia công, cần một loại đồ gá đặc biệt.
Chi tiết có một số bề mặt không cần gia công cắt gọt.
Các bề mặt cần gia công:
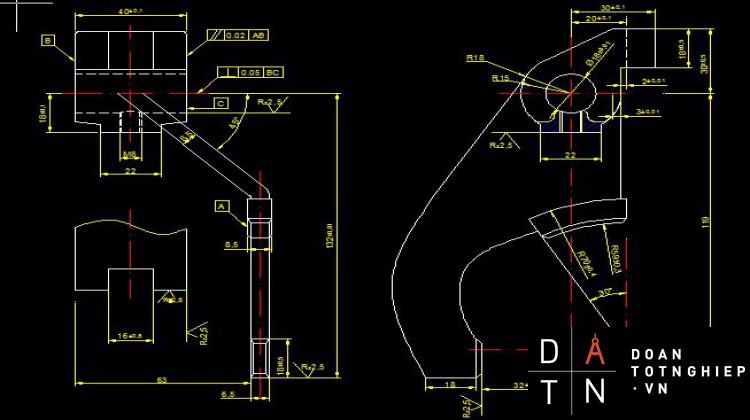
- Gia công 2 mặt phẳng B1, B2 với độ chính xác dung sai; cấp độ bóng R 2,5 tương ứng cấp 6 và đạt độ song song với bề mặt A là: 0,02. Gia công 2 bề mặt này làm chuẩn tinh cho việc gia công các bề măt khác.
- Gia công lỗ 18 với độ chính xác cấp 6 cấp nhẵn bóng cấp 6 và yêu cầu độ vuông góc với bề mặt B là: 0,05. Gia công lỗ này xũng dùng làm chuẩn tinh cho các nguyên công sau.
- Gia công mặt phẳng dưới, 2 mặt phẳng bên và 2 mặt phẳng mũi càng yêu cầu dung sai là với cấp độ nhẵn R 2,5
- Khoan và ta rô lỗ M8
- Gia công rãnh 16
- gia công cung cong R59 dung sai và độ nhẵn bóng R 2,5
III-XÁC ĐỊNH DẠNG SẢN XUẤT CÀNG GẠT C3 ĐHSPKT HƯNG YÊN
Muốn xác định dạng sản xuất trước hết ta phải biết sản lượng hàng năm của chi tiết gia công . Sản lượng hàng năm được xác định theo công thức sau :
N = N1.m (1+)
Trong đó
N- Số chi tiết được sản xuất trong một năm
N1- Số sản phẩm được sản xuất trong một năm (10000 chiếc/năm)
m- Số chi tiết trong một sản phẩm
a- Phế phẩm trong xưởng đúc a =(3 ¸ 6) %
b- Số chi tiết được chế tạo thêm để dự trữ b =(5 ¸ 7)%
Vậy N = 10000.1(1 +) =11000 chi tiết /năm
Trọng lượng của chi tiết được xác định theo công thức
Q = V.g (kg)
Trong đó
Q - Trọng lượng chi tiết
g - Trọng lượng riêng của vật liệu ggang xám= 6,8 ¸ 7,4 Kg/dm3
V - Thể tích của chi tiết
V = V1 + V2
V1– Thể tích phần trên của càng
V2– Thể tích phần dưới của càng
[(68+18).–.3,14.9].6,5+9.8,5.70.sin30(6,5+8,5).70. .sin30+18.83.6,5=337296
V = 204514 + 337296 = 541810 mm3 = 0,54181 dm3
Vậy Q = V.g = 0,54181.7,2 0,4 (kg)
Dựa vào bảng 2 (TKĐACNCTM) với Q= 0,4 kg và N= 11000 ta có dạng sản xuất là dạng sản xuất hàng loạt lín.
IV- XÁC ĐỊNH PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀ THIẾT KẾ BẢN VẼ CHI TIẾT LỒNG PHÔI
Xác định phương pháp chế tạo phôi
Phương pháp chế tạo phôi được xác định theo kết cấu của chi tiết, vật liệu, dạng sản xuất và điều kiện sản xuất cụ thể của từng nhà máy, xí nghiệp. Chế tạo phôi phải dựa trên cơ sở lượng dư, kích thước, dung sai của phôi. Tùy theo yêu cầu về độ chính xác, sản lượng, chất lượng của chi tiết mà có thể sử dụng các phương pháp chế tạo phôi khác nhau như đúc, rèn, dập... Theo yêu cầu sản xuất chi tiết càng gạt với vật liệu là GX 15- 32 lên ta chọn phương pháp đúc để chế tạo phôi.
Xét 2 phương pháp đúc sau:
- Đúc trong khuôn cát: Nếu dùng phương pháp đúc trong khuôn cát, do tính chảy loãng kém và chi tiết càng gạt ở đây nhỏ nên dễ bị thiền tích và rỗ khí. Mặt khác đúc trong khuôn cát cho bề mặt chi tiết kém chính xác, lượng dư nhiều gây khó khăn cho quá trình cắt gọt.
- Đúc trong khuôn kim loại: Khi sử dụng phương pháp đúc trong khuôn kim loại thì phôi đạt được độ chính xác cao hơn, chất lượng tốt hơn, lượng dư nhỏ hơn, ít rỗ khí và thiên tích do khuôn được sấy nóng trước nên tốc độ truyền nhiệt chậm, có khả năng cơ khí hóa, tự động hóa cao. Giá thành sản xuất đúc nói chung hạ hơn so với các dạng sản xuất khác. Hơn nữa, khuôn có thể được sử dụng nhiều lần nên rất thuận tiện cho sản xuất hàng loạt.
Kết luận: Từ yêu cầu bề mặt, chức năng, điều kiện làm việc và dạng sản xuất của chi tiết là loạt lín nên chọn phương pháp đúc trong khuôn kim loại.
...............................................................
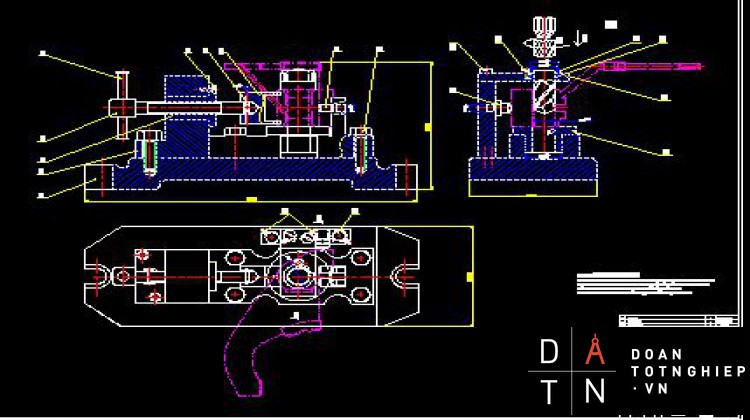
4. Thao tác đồ gá
Chi tiết được đặt vào bạc tỳ và sát lần lượt vào 2 chốt tỳ ở mặt bên và tỳ vào chốt tỳ chỏm cầu. Sau đó dùng tay quay ở ống ren đưa nhanh khối V tự lựa vào sát chi tiết và dùng tay quay gắn vào trục ren xiết chặt khối V vào chi tiết. Lắp phiến dẫn và bạc tháo nhanh vào phiến dẫn. Sau đó điều chỉnh và gá lên bàn máy. Chi tiết được tháo ra nhanh nhờ vào vít và rãnh xẻ trên ống ren, ta quay tay quay ở đầu trục ren để lới lỏng chi tiết và vặn tay quay trên ống ren để kéo nhanh khối V ra khỏi chi tiết.
X. KẾT LUẬN CHUNG .
Sau một thời gian thiết kế , tính toán lựa chọn phương pháp công nghệ để gia công chi tiết “Càng gạt C3 ” đến nay em đã hoàn thành đề tài của mình cùng với mọi quy trình tính toán , thiết kế , kiểm nghiệm thực tế trên sản phẩm thực cùng với các bản vẽ kèm theo .
Sau thời gian thực hiện đề tài em đã rút ra một số kinh nghiệm , kiện thức chuyên môn giúp cho quá trình công tác sau này của em được tốt hơn . Nó là nền móng vững chắc cho con đường sự nghiệp đúng đắn nhất cho mình .
Trong quá trình thực hiện đề tài em đã được sự giúp đỡ nhiệy tình của các thầy cô trong khoa và các bạn đồng nghiệp cùng với sự cố gắng nỗ lực của bản thân . Tuy vậy không tránh khỏi được những sai sót do kinh nghiệm của bản thân còn hạn chế .
Em mong nhận được ý kiến đóng góp của các thầy , các cô và các bạn đồng nghiệp cho đề tài của em được hoàn thiện hơn .
TÀI LIỆU THAM KHẢO CÀNG GẠT C3 ĐHSPKT HƯNG YÊN
[1].Sổ Tay Công Nghệ Chế Tạo Máy, tập 1
NXB KHKT - Hà Nội 2001.
Nguyễn Đắc Lộc, Ninh Đức Tốn, Lê Văn Tiến, Trần Xuân Việt.
[2].Sổ Tay Công Nghệ Chế Tạo Máy, tập 2
NXB KHKT - Hà Nội 2003.
Nguyễn Đắc Lộc, Ninh Đức Tốn, Lê Văn Tiến, Trần Xuân Việt.
[3].Thiết Kế Đồ án Công Nghệ Chế Tạo Máy.
NXB KHKT- Hà Nội 2000.
PGS,TS Trần Văn Địch.
[4].Công nghệ chế tạo máy.
NXB KHKT -Hà Nội 1998.
Chủ biên và hiệu đính :
PGS,PTS Nguyễn Đắc Lộc,PGS,PTS Lê Văn Tiến.
[5].Sổ tay và Atlas đồ gá.
NXB KHKT - Hà Nội 2000.
PGS,PTS Trần Văn Địch.
[6].Đồ gá.
NXB KHKT - Hà Nội 1999.
PGS,PTS Lê Văn Tiến, PGS,PTS Trần Văn Địch,PTS Trần Xuân Việt.
[7].Chế độ cắt gia công cơ khí.
NXB Đà Nẵng 1999.
Nguyễn Ngọc Đào – Hồ Viết Bình – Trần Thế San ; Khoa cơ khí – chế tạo máy ; Trường ĐHSPKT TP Hồ Chí Minh.
TÀI LIỆU THAM KHẢO
1] : Thiết kế đồ án công nghệ chế tạo máy
[2] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 3 tập)
[3] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[4] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[5] : Sổ tay nhiệt luyện
[6] : Công nghệ chế tạo máy tập 1
[7] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 7 tập)
[8] : Sổ tay công nghệ chế tạo máy toàn tập (trường ĐHBK