Thiết kế quy trình công nghệ chế tạo trục vít Z1=1 mô đun m=5 hệ số đường kính q=10



NỘI DUNG ĐỒ ÁN
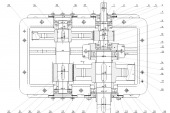
1. Phân tích chức năng làm việc của trục vít.
Các chi tiết dạng trục là loại chi tiết được dùng phổ biến trong ngành chế tạo máy, chúng có bề mặt gia công là mặt tròn xoay, những bề mặt này thưòng được dùng làm các bề mặt lắp ghép.
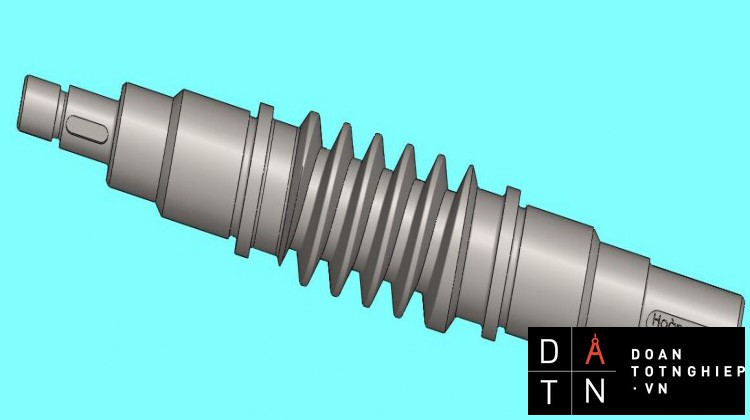
Chi tiết trục vít thuộc dạng chi tiết dạng trục thường được dùng khá nhiều trong các kết cấu máy. Trục vít là chi tiết dùng chủ yếu để biến chuyển động quay thành chuyển động tịnh tiến .
Hay được dùng để truyền chuyển động trong các máy bơm ,máy ép…. Bề mặt làm việc chủ yếu của trục vít là mặt trụ ngoài và bề mặt ren vít. Bề mặt ngoài thường được dùng để lắp ổ trục, bề mặt ren vít được dùng để truyền động.
Ở đây với đề bài là chế tạo trục vít môđun m=5, hệ số đường kính q = 10, số đầu mối Z= 1, góc biên dạng ren . Yêu cầu gia công cụ thể cho các bề mặt là:
- Chiều dài
- Đường kính lớn nhất để cắt ren vít
- Phần ren M24x3 có thể được dùng để bắt bu lông cố định bánh răng hoặc bánh đai lắp vào đoạn trục
- Đoạn trụ được dùng để lắp bánh đà hoặc bánh đai. Yêu cầu gia công của bề mặt này là đạt độ nhẵn Ra =
- Hai đoạn trụ được dùng để lắp ổ. Yêu cầu gia công của bề mặt là đạt độ nhẵn Ra = . Độ tròn đạt 0,01mm, độ trụ đạt 0,01mm
-Đoạn trụ được dùng để gia công ren vít. Yêu cầu của bề mặt độ đảo hướng kính so với mặt A và B đạt 0,02 mm
- Đoạn trụ được dùng để lắp bánh răng hoặc bánh đai. Độ nhám bề mặt yêu cầu đạt Ra =
- Đoạn trụ để tạo khoảng cách giữa các chi tiết. Yêu cầu gia công đạt dộ nhám đạt Rz =
Các đoạn trục dùng làm vai trục để có tác dụng khi lắp ổ trục, rãnh thoát ren , rãnh lắp ghép ổ trục là các kích thước không yêu cầu về độ chính xác cao.
Vật liệu được sử dụng ở đây là Thép C45. Thành phần hóa học của thép C45 là :
|
0.4-0.5 |
0.17-0.37 |
0.5-0.8 |
0.045 |
0.045 |
0.3 |
0.3 |
Tính chất cơ học của thép 45
|
|
Sau cán |
Sau ủ |
||||
|
360 |
610 |
16 |
40 |
50 |
241 |
197 |
Sử dụng thép C45 là hợp lí vì:
- Rẻ, dễ kiếm , dễ chế tạo và gia công.
- Có tính công nghệ tốt : dễ đúc, cán, rèn, kéo sợi, hàn.
- Đảm bảo được các yêu cầu kỹ thuật về cơ ,lí tính : bề mặt cứng nhưng bên trong vẫn đảm bảo được độ dẻo,dai.
Tuy nhiên thép C45 có hạn chế là chỉ dùng để chế tạo những chi tiết chịu tải trong nhẹ và vừa phải,làm việc ở nhiệt độ thường.
2. Phân tích tính công nghệ trong kết cấu của chi tiết.

- Chi tiết gia công là chi tiết dạng trục có đường kính cổ trục giảm dần về 2 phía.
- Các bề mặt trụ có thể gia công bằng dao tiện thông thường.
- Trong trường hợp này trên trục có các rãnh then kín không thể thay chúng bằng các rãnh then hở được vì ở đoạn trụ được sử dụng để lắp bánh đà
- Kết cấu của trục không đối xứng vì thế không gia công trên máy chép hình thủy lực.
- Ta có L/d = 430/72 < 10 nên trục có đủ độ cứng vững.
- Trục là trục vít nên bắt buộc phải nhiệt luyện ,khả năng bị biến dạng khi nhiệt luyện là có nhưng vẫn chấp nhận được.
- Khi gia công trục chúng ta phải gia công hai lỗ tâm đầu làm chuẩn định vị.
- Không thể thay thế trục bâc bằng trục trơn được bởi vì đây là trục vít chúng ta phải có các bậc để lắp ổ lăn hay lắp trục với bộ phận khác của máy.
3. Xác định dang sản xuất.
* Sản lượng hàng năm N = 1000 chiếc/năm.
* Khối lượng của chi tiết được tính theo công thức :
Trong đó:
- trọng lượng riêng của vật liệu. Đối với thép 45
- thể tích chi tiết
Xác định thể tích của chi tiết:
- Thể tích đoạn trụ cắt ren M24
- Thể tích đoạn trụ
- Thể tích rãnh thoát dao
- Thể tích rãnh then
- Thể tích đoạn trụ
- Thể tích đoạn trụ
- Thể tích đoạn vát mép
- Thể tích rãnh lắp ổ
- Thể tích vai trục
- Thể tích rãnh thoát dao
- Thể tích đoạn trụ cắt ren vít
- Thể tích đoạn trụ
.
- Thể tích rãnh then ...
..
Thể tích của chi tiết là:
V=..
-> Thể tích chi tiết V = 0,7542 dm3
Vậy khối lượng của chi tiết:
...
Tra bảng 2 Trang 13 Thiết kế đồ án CN CTM ta được dạng sản xuất là hàng loạt lớn.
4.Chọn phương pháp chế tạo phôi
Đây là chi tiết dạng trục và có tiết diện ngang ít thay đổi nên chọn phôi là thép cán.
Phôi thép cán có hình dạng, kích thước tiết diện ngang theo tiêu chuẩn , độ chính xác chất lượng bề mặt cao, thành phần hóa học ổn định hơn phôi đúc. Cán chỉ thích hợp điều kiện hình dạng, kích thước tiết diện ngang của phôi gần giống với tiết diện ngang của chi tiết.
Ở đây chi tiết cần chế tạo có dạng trục bậc giữa các bậc trục có độ chênh lệch về đường kính nhưng do chiều dài giữa các bậc trục nhỏ nên để phù hợp với điều kiện sản xuất trong nước hiện nay cũng như tính kinh tế cho quá trình gia công, ta lựa chon dạng phôi ở đây là phôi thanh tròn và để đảm bảo cho cơ tính cũng như yêu cầu làm việc của chi tiết trục vít ta chọn phương pháp chế tạo phôi là phương pháp cán nóng
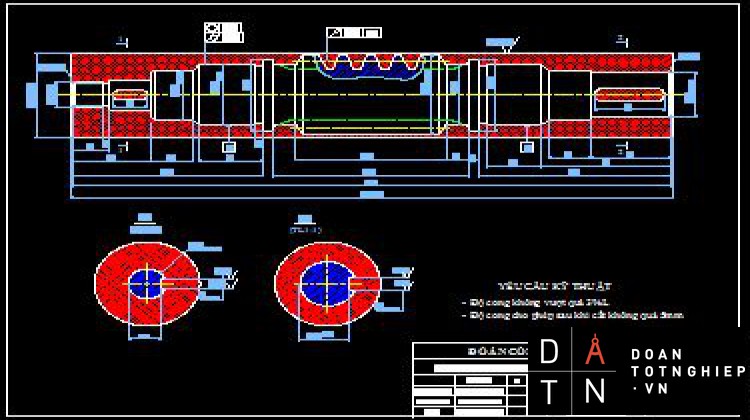
Chú ý: .. Độ cong của phôi thanh không vượt quá 0,5%L (L- chiều dai phôi). Theo yêu cầu của người đặt hàng phôi thanh có thể có độ cong không vượt quá 3%L. Độ cong cho phép khi cắt phôi thanh không vượt quá 3mm cho các phôi có đường kính tới 30mm, 5mm cho các phôi có đường kính > 30mm. Hình vẽ :Sơ đồ cán
5.Thiết kế bản vẽ lồng phôi.
Căn cứ theo kích thước tiêu chuẩn của phôi thanh tròn và để đảm bảo lượng dư gia công cho việc cắt gọt ta lấy lượng dư một phía so với đường kính lớn nhất của chi tiết là 2mm. Vậy kích thước đường kính phôi là d= 76mm, lấy lượng dư mỗi phía để gia công 2 mặt đầu là 2mm. Vậy chiều dài phôi là L=434 mm. Tra bảng 11Trang 40 [3] ta xác định được dung sai chiều dài của phôi thanh khi cắt bằng cưa cần là ... Dung sai đường kính của phôi thanh là ... Từ đây ta có bản vẽ lồng phôi của chi tiết.
..
Hình 3.2 Bản vẽ lồng phôi
Chương 2: THIẾT KẾ QUY TRÌNH CÔNG NGHỆ
GIA CÔNG CHI TIẾT
2.1 XÁC ĐỊNH ĐƯỜNG LỐI CÔNG NGHỆ
Căn cứ hình dạng kích thước yêu cầu công nghệ của chi tiết với dạng sản xuất hàng loạt lớn muốn chuyên môn hóa và đạt năng suất cao trong điều kiện sản xuất thực tế ở Việt Nam thì đường lối công nghệ thích hợp nhất là phân tán nguyên công, sử dụng các loại máy vạn năng kết hợp với đồ gá chuyên dùng và các máy chuyên dùng. Thực hiện gia công tuần tự theo từng bước.
2.2. CHỌN PHƯƠNG PHÁP GIA CÔNG
Với đường lối công nghệ là phân tán nguyên công, dạng sản xuất hàng loạt lớn, tiến hành gia công tại nhiều vị trí, liên tục bằng một hoặc nhiều dao vật liệu thép C45, phôi thanh để đạt được yêu cầu công nghệ của từng bề mặt ta có các phương pháp gia công cho từng bề mặt như sau:
- Để gia công đoạn ren M24x3 ở đoạn trục ta có các phương pháp gia công
như :tiện ren, bàn ren, phay ren….
- Để gia công kích thước .. vật liệu thép C45, độ cứng HB = 229 đạt độ nhám Ra=1,25, dung sai ..., độ bóng 7,8 cấp chính xác 7, 8 ta có các phương pháp gia công cuối cùng là: tiện tinh, phay tinh, mài tinh.
- Để gia công kích thước .. vật liệu thép C45 độ cứng HB = 229, độ nhám Ra=20, dung sai ...,cấp chính xác 10-11, độ bóng cấp 5 ta có các phương pháp gia công cuối: tiện tinh, phay tinh
- Để gia công ren kích thước .. vật liệu thép C45,độ cứng HB = 229, độ nhám Ra=1.25, dung sai ..0,074 cấp chính xác 8, độ bóng cấp 7 ta có các phương pháp gia công cuối cùng là: tiện tinh, mài thô, phay tinh,
- Để gia công kích thước .. vật liệu thép C45 độ cứng HB = 229, độ nhám Ra =1,25, dung sai .. cấp chính xác cấp 8, độ bóng cấp 7 ta có các phương pháp gia công cuối cùng là: tiện tinh, mài tinh, phay tinh.
- Để gia công kích thước ..vật liệu thép C45 độ cứng HB = 229, độ nhám Ra=1,25, dung sai .. cấp chính xác cấp 8, độ bóng cấp 7 ta có các phương pháp gia công cuối cùng là: tiện tinh, mài tinh, phay tinh.
2.3. LẬP TIẾN TRÌNH CÔNG NGHỆ
2.3.1 Chọn chuẩn định vị
Đối với các chi tiết dạng trục yêu cầu về độ đồng tâm giữa các cổ trục là rất quan trọng. Để đảm bảo yêu cầu này, khi gia công trục cần phải dùng chuẩn tinh thống nhất.
Chuẩn tinh thống nhất khi gia công các chi tiết dạng trục là hai lỗ tâm côn ở hai đầu của trục. Dùng hai lỗ tâm côn làm chuẩn có thể hoàn thành việc gia công thô và tinh hầu hết các bề mặt trục
Nhưng đối với chi tiết trục vít trong bài này chúng ta chọn chuẩn có khác đi so với trên. Ta lấy chuẩn thô là mặt ngoài của trục và cả lỗ tâm của trục, biện pháp thực hiện là chúng ta dùng mâm cặp ba chấu tự định tâm ở một đầu kết hợp với chống tâm ở đầu còn lại
Khi gia công tinh ta lại lấy chuẩn là hai lỗ tâm,thực hiện bằng cách chống tâm hai đầu,để chống xoay chúng ta dùng thêm một cái tốc ở một đầu. Khi gia công các mặt then chúng ta dùng chuẩn là mặt ngoài của trục được thực hiện bằng cách dùng khối V kết hợp với các chốt tỳ để khống chế đủ số bậc tự do cần thiết
2.3.2 Trình tự các nguyên công
1, Cắt phôi
2, Phay hai mặt đầu, khoan tâm
3, Tiện thô 2 đầu trục
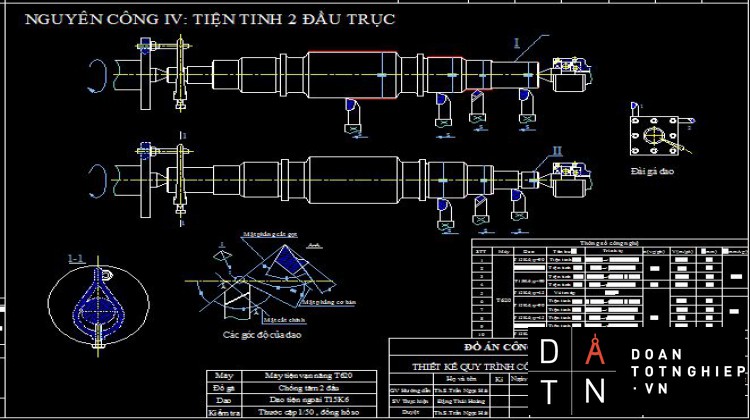
4, Tiện tinh 2 đầu trục, vát mép
5, Phay đường vít
6, Tiện ren
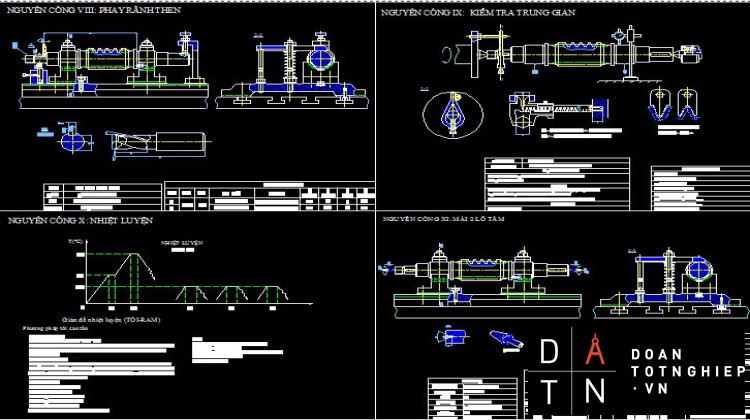
7, Phay rãnh then
8, Phay rãnh then
9, Kiểm tra trung gian
10, Nhiệt luyện
11, Mài hai lỗ tâm
12, Mài các cổ trục
13, Mài các cổ trục
14, Mài profin ren
15, Tổng kiểm tra, bảo quản, đóng gói
2.4 THIẾT KẾ NGUYÊN CÔNG
2.4.1 Nguyên công 1: Cắt phôi
a/ Định vị:
Chi tiết được định vị vào mặt trụ ngoài trên 2 khối V ngắn hạn chế 4 bậc tự do cữ chặn đầu trục hạn chế 1 bậc tự do và có tác dụng tự động đạt kích thước khi gia công.
b/ Kẹp chặt:
Thực hiện kẹp chặt bằng mỏ kẹp ren vít vào mặt trụ ngoài của chi tiết. Phương chiều lực kẹp vuông góc và hướng vào mặt định vị.
c/ Chọn máy:
- Do phôi thanh tròn có chiều dài lớn hơn rất nhiều chiều dài chi tiết vì vậy ta phải cắt phôi để có phôi với chiều dài gần bằng chiều dài chi tiết nhưng phải đảm bảo đủ lượng dư để gia công. Có nhiều phương pháp cắt phôi: cắt bằng cưa tay, cưa đĩa, máy cưa cần, cưa vòng cắt đứt trên máy tiện…
Ở đây để phù hợp với dạng sản xuất và điều kiện sản xuất trong nước nên ta chọn phương pháp cắt phôi bằng cưa vòng.
Cắt phôi bằng máy cưa vòng: Được dùng rất phổ biến trong các nhà máy cơ khí vì nó dễ sử dụng. Một công nhân có thể đứng được nhiều máy, mạch cưa tương đối hẹp từ 1¸1,5 mm.
Tuy nhiên việc cắt phôi theo phương pháp này còn hạn chế đó là: Độ cứng của lưỡi cưa thấp, lưỡi cưa dễ dứt, khó chế tạo
d/ Chọn dao:
- Dao: Lưỡi cưa vòng (cưa lá) thép gió P18
Lưỡi cưa chuyển động được là do thân lưỡi cưa tiếp xúc với bánh đà nhờ ma sát, lưỡi cưa như một dây đai vì vậy lưỡi cưa chịu rất nhiều lực, đặc biệt là lực uốn, kéo thay đổi theo chu kỳ gây ra hiện tượng đứt lưỡi cưa rất nguy hiểm cho người đứng máy vì vậy trước khi làm việc phải kiểm tra lưỡi cưa đảm bảo lưỡi cưa không quá mòn…
- Kiểm tra: Thước lá
Dùng thước lá hoặc thước dây để kiểm tra chiều dài phôi
Chiều dài của phôi cần đạt ..mm
e/ Các bước công nghệ:
* Chế độ cắt:
- Lượng chạy dao: Tra bảng 2-6 T163 Chế độ cắt gia công cơ khí [1] ta xác định được ( S...50 mm/ph) Chọn S = 40 mm/phút
- Tốc độ cắt:
Tra bảng 3- 6 T164 [1] ta xác định được
( v = 11-21m/ph) Chọn v = 16 m/phút
......................................................
+ k5 = 1: Hệ số tính đến mức độ thuận lợi của cơ cấu kẹp bằng tay
(kẹp thuận lợi)
+ k6 = 1,5 hệ số tính đến momen quay của chi tiết
- f = 0,15 : Hệ số ma sát của bề mặt tiếp xúc giữa khối V và chi tiết (bảng 34 T 86 [4])
- f1 = 0,3 : Hệ số ma sát giữa bề mặt chi tiết và mỏ kẹp
- R= 13,5 Khỏang cách từ tâm dao tới tâm chi tiết
- Pz = 45,4 N
Vậy lực kẹp cần thiết sẽ là:
4.6. CHỌN CÁC CƠ CẤU KẸP CHẶT
- Đường kính của bulông kẹp chặt được xác định theo công thức
Trong đó: C = 1,4 , : Ứng suất kéo Với thép C45 lấy ,
Q = 56,8 Kg
Ở đây ta chọn bulông M14 để thực hiện kẹp chặt
- Theo bảng 8-30 T434 [7] tập 2 ta chọn thanh kẹp có kích thước như sau
Hình 6.1 Mỏ kẹp
M14, L=125, B=36, H=16, b=16mm, h=5mm, l=56mm, c=10mm, c1= 3mm
- Tra bảng 8-1 T392 [7] tập 2 ta xác định được kích thước chốt cố định như sau: D=8mm, d=6mm, H=4mm; L = 12 mm; c = 0,4mm; b=2mm; R = 8mm
Hình 6.2 Chốt trụ
Chốt tỳ được lắp vào khối V theo dung sai H7/js6
- Ta chọn được khối V cố định có kích thước như sau:
Hình 6.3 Khối V
B = 100mm, H = 70mm, L = 40mm, M14, b1 = 8 mm, A = 70mm, b = 16mm
Lò xo được làm bằng thép lò xo 65G
![]() - Độ cứng HRC = 42-48
- Độ cứng HRC = 42-48
Thành phần hóa học của thép:
|
%C |
%Si |
%Mn |
%Ni |
%S |
%P |
%Cr |
%Cu |
|
0,62-0,7 |
0,17-0,37 |
0,9-1,2 |
Max0,25 |
Max0,035 |
Max0,035 |
Max0,25 |
Max0,2 |
4.7. TÍNH SAI SỐ CHẾ TẠO ĐỒ GÁ
- Sai số chế tạo cho phép của đồ gá
- Sai số gá đặt cho phép
+ Kích thước chiều rộng rãnh then đạt được do dao điều chỉnh, còn các kích thước về chiều sâu và chiều dài rãnh then trên trục dao đồ gá thực hiện. Dung sai của các kích thước này ![]()
- Sai số mòn
: Hệ số phụ thuộc vào kết cấu để định vị =0,3
N = Số lượng chi tiết gia công trên đồ gá (N = 4000)
- Sai số điều chỉnh
- Sai số kẹp chặt =0 ( phương lực kẹp vuông góc với phướng kích thước thực hiện )
- Sai số chuẩn khi gia công rãnh then
Hình 6.4 Sơ đồ chuỗi kích thước
+ Xác định sai số chuẩn
Ta có sơ đồ chuỗi kích thước thực hiện như sau
Ta có: a- x1 -x2 - H1= 0
H1 = a- x1- x2
Trong đó: x1 = OC - OJ = OB + BC - OJ
Mà OB=
x2 = MN = OJ - OF , (OJ = )
Suy ra: H= a - OB - BC + OF = +2e
Các kích thước a và BC xem như hằng số và e = 0 ( các kích thước cùng được gia công trên 1 nguyên công) nên sai số chuẩn khi thực hiện H1 là:
Vậy sai số chuẩn khi gia công rãnh then là
=
Vậy sai số chế tạo cho phép của đồ gá là:
4.8 YÊU CẦU KỸ THUẬT CỦA ĐỒ GÁ
- Độ không song song tâm khối V và đáy đồ gá trên 100 mm chiều dài
- Độ không song song tâm khối V và then dẫn hướng trên 100 mm chiều dài
- Độ không song song của mặt đáy giá đỡ và đáy đồ gá trên 100 mm chiều dài
- Độ bóng của các bề mặt định vị và lắp ráp đạt cấp 8
- Chốt cố định được làm bằng thép CD70, khối V được làm từ thép 20Cr thấm than đạt chiều dày 0,8-1,2 mm độ cứng 55-60 HRC
TÀI LIỆU THAM KHẢO
[1] Th.Sỹ Trần Ngọc Hải - Giáo trình công nghệ chế tạo máy - Trường đại học kinh tế kỹ thuật công nghiệp.
[2] GS.TS Trần Văn Địch - Đồ gá,. NXB Khoa Học Và Kỹ Thuật, Hà nội 2010
[3] GS.TS Trần Văn Địch - Atlas đồ gá,. NXB Khoa Học Và Kỹ Thuật, Hà nội 2006
[4] GS.TS Trần văn Địch - Thiết kế đồ án công nghệ chế tạo máy. NXB Khoa học và kĩ thuật – Hà nội 2005
[5] GS.TS Trần Văn Địch, PGS.TS Nguyễn Trọng Bình, PGS.TS Nguyễn Thế Đạt, PGS.TS Nguyễ Viết Tiếp, PGS.TS Trần Xuân Việt - Công nghệ chế tạo máy. NXB Khoa học và kĩ thuật – Hà nội 2006
[6] GS.TS Nguyễn Đắc Lộc, PGS.TS Lưu Văn Nhang - Hướng dẫn thiết kế đồ án công nghệ chế tạo máy. NXB Khoa Học Và Kỹ Thuật, Hà nội 2004
[7] GS.TS Nguyễn Đắc Lộc, PGS.TS Lê Văn Tiến, PGS.TS Ninh Đức Tốn, PGS.TS Trần Xuân Việt - Sổ tay công nghệ chế tạo máy, Tập 1, 2, 3.. Nxb Khoa Học Và Kỹ Thuật, Hà nội 2000
[8] Nguyễn Ngọc Đào, Trần Thế San, Hồ Viết Bình - Chế độ cắt gia công cơ khí,. NXB Đà Nẵng, Đà Nẵng 2006
Kết Luận
Trên đây là toàn bộ nội dung đề tài “ Thiết kế quy trình công nghệ chế tạo trục vít Z1=1, mô đun m=5, hệ số đường kính q =10, sản lượng 1000 chiếc trên một năm ” của em. Trong lúc làm bài em không thể tránh khỏi những thiếu sót, nếu có gì thiếu sót thì em mong được sự chỉ bảo của các thầy cô. Cuối cùng em xin chân thành cảm ơn thầy giáo cùng các thầy cô trong khoa đã giúp em hoàn thành bài đồ án này.
TÀI LIỆU THAM KHẢO
Thiết kế quy trình công nghệ chế tạo trục vít Z1=1, mô đun m=5, hệ số đường kính q=10
1] : Thiết kế đồ án công nghệ chế tạo máy
[2] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 3 tập)
[3] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[4] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[5] : Sổ tay nhiệt luyện
[6] : Công nghệ chế tạo máy tập 1
[7] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 7 tập)
[8] : Sổ tay công nghệ chế tạo máy toàn tập (trường ĐHBK