ĐỒ ÁN THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THANH CHỐNG LẮC 3D


NỘI DUNG ĐỒ ÁN
PHẦN I:
PHÂN TÍCH CHI TIẾT GIA CÔNG
I.1.Phân tích kết cấu và hình dáng chi tiết:
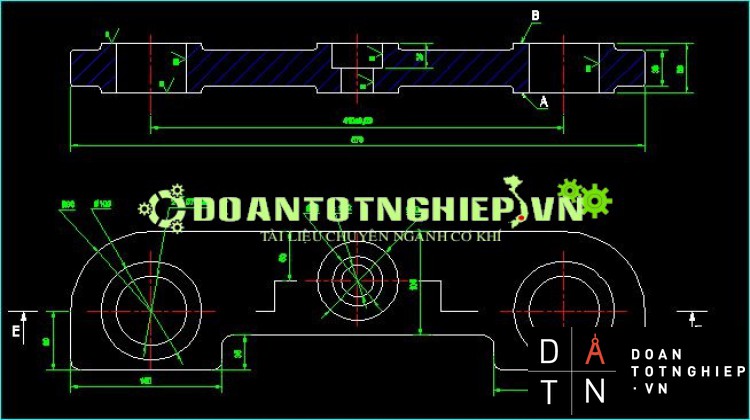
Thanh chống lắc là chi tiết thuộc dạng càng .Vì càng là một chi tiết có dạng thanh dẹt thường có một hoặc một số lỗ cơ bản cần dược gia công chính xác ,các lỗ này thường có quan hệ song song, vuông gốc, các lỗ này cũng có quan hệ về vị trí các đường tâm lỗ so với mặt đầu của nó. Ngoài những lỗ cơ bản trên càng còn có những lỗ dùng kẹp chặt. Chi tiết dạng càng thường có chức năng cầu nối giữa chi tiết này với chi tiết khác. Vậy ‘thanh chống lắc’ là chi tiết thuộc dạng càng.
I.2.Phân tích công dụng và điều kiện làm việc:
Thanh chống lắc có tác dụng chống lắc ,dùng nối chi tiết này với chi tiết khác .Làm việc ở các lỗ nhưng chủ yếu ở hai lỗ Ø70.Trong quá trình làm việc sẽ sinh ra lực ma sát do đó thanh chống lắc làm việc trong môi trường tiếp xúc thường xuyên với dầu mở và các chất bôi trơn khác .Thanh chống lắc có tác dụng như một thanh truyền.
I.3 .Phân tích vật liệu chế tạo chi tiết.
-Vật liệu dùng chế tạo chi tiết là gang xám, đây là loại vật liệu thường dược sử dụng trong việc chế tạo các chi tiết trong máy công cụ có ký hiệu GX 18-36.
Giải thích ký hiệu:GX18-36.
ÆGX:Ký hiệu gang xám theo tiêu chuẩn việt nam
Æ18: Chỉ giới hạn bền kéo của gang xám dbk =180 N/m2
Æ36:Chỉ giới hạn bền uốn của gang xám bu= 360N/m2.
ÆĐộ cứng HB=170÷229 kg/mm2. Chọn HB=180 kg/mm2 .
-Thành phần hóa học của gang xám
ÆCác bon (C ):3.5÷3.7%
ÆPhót pho (P ):0.3%
Æ Lưu huỳnh (S ):0.15%
ÆMan gang (Mn):0.5÷0.8%
ÆSilic (Si):2÷4%
+Còn lại là sắt (Fe)
-Gang xám có cấu trúc tinh thể ở dạng cacbon tự do, graphit có độ bền cơ học kém ,nó làm giảm độ bền chặt của cấu trúc kim loại.Do đó gang xám có độ bền kém , độ dẻo dai kém. Nhưng graphit làm tăng khả năng chịu mài mòn của gang xám, có tác dụng giảm rung động và chịu ma sát. Gang xám có giá thành rẻ dễ chế tạo
_Với đặt tính trên ‘Thanh chống lắc’được chế tạo bằng gang xám là hợp lý.
I.4. Phân tích độ chính độ chính xác của chi tiết gia công.
I.4.1.ĐỘ CHÍNH XÁC VỀ KÍCH THƯỚC ;
a.Phân tích các kích thước có chỉ dẫndung sai.
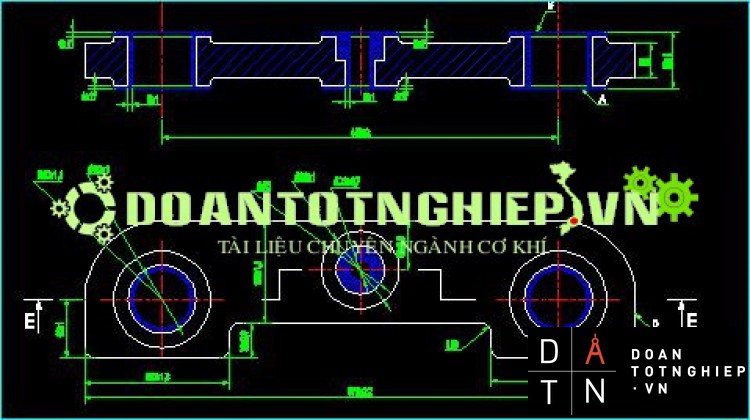
ëKích thước2 lỗ Ø70:
Kích thước danh nghĩa Ø70mm ,ES=0,03mm , EI=0mm IT=0,03mm thuộc miền dung sai H7.Theo bảng 1.4 trang 4 BTDSLG kích thước đạt cấp chính xác 7
* Kích thước 410±0.03 mm
Kích thước danh nghĩa 410mm , ES=0,03mm , EI=0,03mm IT=0,06 thuộc miền dung sai js7. Theo bảng 1.4 trang 4 BTDSLG kích thước đạt cấp chính xác 7
b. kích thước không chỉ dẫn dung sai:
- .Kích thước không chỉ dẫn xác dịnh bởi hai mặt gia công đạt CCX12:
* Kích thước Ø50 . đạt cấp chính xác 12 . Theo bảng 1.4 - BTDSLG có
IT=0,3mm
ES=0,3mm
EI=-0mm
Kích thước được viết lại Ø50 mm.Thuộc miền dung sai H12
* Kích thước Ø32 . đạt cấp chính xác 12 . Theo bảng 1.4 - BTDSLG có
IT=0,3mm
ES=0,3mm
EI=-0mm
Kích thước được viết lại Ø32Nmm. Thuộc miền dung sai H12
* Kích thước 50 . đạt cấp chính xác 12 . Theo bảng 1.4 - BTDSLG có
IT=0,25mm
ES=0,125mm
EI=-0,125mm
Kích thước được viết lại 50±0,1 mm. Thuộc miền dung sai js12
* Kích thước 46 . đạt cấp chính xác 12 . Theo bảng 1.4 - BTDSLG có
IT=0,25mm
ES=0,1mm
EI=-0,1mm
Kích thước được viết lại 46±0,1 mm. Thuộc miền dung sai js12
- Kích thước không chỉ dẫn xác định bởi một mặt gia công và một mặt không gia công , đạt cấp chính xác IT14.
. Kích thước 60mm:
-Theo bảng 1.4 BTDSLG có IT=0,7mmES=0,04mm, EI=-0,04mm . Kích thước 60 được viết lại 60±0,04mm, thuộc miền dung sai js14
- . Kích thước không chỉ dẫn xác định bởi hai mặt không gia công : các kích thước này được tạo ra trong quá trình tạo phôi có cấp chính xác là IT16
- Kích thước 55mm
-Theo bảng 1.4 BTDSLG có IT=1,9mmES=1mm, EI=-1mm . Kích thước 55 được viết lại 55±1mm, thuộc miền dung sai js16
- Kích thước 36mm
-Theo bảng 1.4 BTDSLG có IT=1,6mmES=0,8mm, EI=-0,8mm .Kích thước 36 được viết lại 36±0,8mm, thuộc miền dung sai js16
- Kích thước Ø100mm:
-Theo bảng 1.4 BTDSLG có IT=2,2mmES=1,1mm, EI=-1,1mm .Kích thước Ø100 được viết lại Ø100±1,1mm ,thuộc miền dung sai JS16
- Kích thước 35mm:
-Theo bảng 1.4 BTDSLG có IT=1,6mmES=0,8mm, EI=-0,8mm .Kích thước 35 được viết lại 35±0,8mm, thuộc miền dung sai js16
- Kích thước 150mm:
-Theo bảng 1.4 BTDSLG có IT=2,5mmES=1,3mm
EI=-1,3mm .Kích thước 150 được viết lại 150±1,3mm, thuộc miền dung sai js16
- Kích thước 105mm:
-Theo bảng 1.4 BTDSLG có IT=2,2mmES=1,1mm,
EI=1,1mm .Kích thước 105 được viết lại 105±1,1mm, thuộc miền dung sai js16
- Kích thước 570mm:
-Theo bảng 1.4 BTDSLG có IT=4,4mmES=2,2mm,
EI=-2,2mm .Kích thước 105 được viết lại 570±2,2mm, thuộc miền dung sai js16
- Kích thước Ø 80mm:
- Theo bảng 1.4 BTDSLG có IT=1,9mmES=1mm,
EI=-1mm .Kích thước Ø 80mm được viết lại Ø80±1mm, thuộc miền dung sai js16
I.4.2ĐỘ CHÍNH XÁC VỊ TRÍ TƯƠNG QUAN:
- Độ không vuông gốc của các lỗ Ø70 so với mặt đầu ≤ 0,02 mm
- Độ không song song giữa mặt A và mặt B ≤ 0,02mm
I.4.3 ĐỘ CHÍNH XÁC VỀ HÌNH DÁNG HÌNH HỌC:
- Bản vẽ không yêu cầu.
I.4.4CHẤT LƯỢNG BỀ MẶT:
- Độ nhám bề mặt:
-Mặt phẳng A,B , mặt trụ Ø50, Ø32 có độ nhám bề mặt Ra=10 tương đương Rz=40 .Tra bảng 2.32 BTDSLG đạt cấp độ nhám cấp3.
-Mặt Lỗ Ø70 có độ nhám Ra=1.25 . Tra bảng 2.32 BTDSLG đạt cấp độ nhám cấp 6.
-Các mặt không gia công đạt độ nhám cấp 2.
- Tính chất vật lý của gang:
-Gang xám cứng và giòn, có độ bền nén cao, chịu mài mòn, đặc biệt là có tính đúc tốt do ó tính chảy loãng cao.
-Khối lượng riêng của gang lớn , chảy loãng cao nên ít lẫn tạp chất, xỉ và bọt khí.
-Độ co của gang nhỏ nên hạn chế lõm co , rỗ co .
-Gang xám khi đúc bề mặt dễ bị biến cứng do đó sau khi đúc phải tiến hành ủ phôi nhằm làm tăng tính dẻo, tính dai và làm cho bề mặt mềm hơn giúp quá trình gia công dễ dàng.
- .Tính trọng lượng chi tiết:
-Sử dụng phần mềm ProEngineer Wildfine 5.0 ta có dược thể tích của chi tiết
V =2278075 mm =2,2 dm
-Trọng lượng chi tiết :
G =µ ×V =7,3 ×2,2=16kg
Sản lượng chế tạo chi tiết trong 1 năm:
-Chi tiết cho ở dạng sản xuất hang loạt vừa với khối lượng 16kg.Theo bảng tra dạng sản xuất trong sách công nghệ CTM-Võ Tùng Linh,Ngyễn Văn Thông ta có sản lượng hàng năm 200÷500 sp/năm.
-Đặc điểm sản xuất hang loạt vừa:độ chính xác gia công cao nhờ đồ gá.
.........................................
PHẦN II:
XÁC ĐỊNH PHƯƠNG PHÁP CHẾ TẠO PHÔI
Với vật liệu chế tạo thanh chống lắc là GX 18-36 có ưu điểm và nhược điểm về tính chất như tăng độ chịu mòn,chống rung dộng tốt,giảm độ co ngót,độ bền,dẻo dai kém,chi tiết thuộc dạng sản xuất hành loạt vừa phù hợp cho phương pháp đúc.Cho nên ta chọn phôi đúc là phù hợp.
II.1.Các phương pháp chế tạo phôi đúc .
Đối với phôi đúc có nhiều phương pháp chế tạo
- Đúc trong khuôn cát mẫu gỗ làm bằng tay:
-Đây là phương pháp đúc phổ biến,giá thành làm khuôn không cao,trang thiết bị đơn giản,tuy nhiên việc chế tạo phôi rất tốn thời gian,năng suất thấp.Với những đặc điểm trên phương pháp này chỉ thích hợp cho sản xuất đon chiếc.
- Đúc trong khuôn cát mẫu kim loại làm bằng máy:
-Đây cũng là phương pháp sử dụng phổ biến,thời gian chế tạo phôi dược rút ngắn,độ chính xác không cao,giá thành thấp,trang thiết bị đơn giản.Do đó phương pháp này thích hợp cho sản xuất đơn chiếc,hàng loạt nhỏ và hàng loạt vừa .
- Đúc trong khuôn kim loại:
-Cơ tinh của vật đúc tốt,độ bóng của bề mặt và độ chính xác của lòng khuôn cao nên chất lượng vật đúc tốt.
-Năng suất cao,do đó giá thành sản phẩm cũng giảm.
-Không đúc được các vật đúc quá phức tạp,thành mỏng và khối lượng lớn.
-Khuôn kim loại không có tính lún,không có khả năng thoát khí nên gây khó khăn cho công nghệ đúc.
-Giá thành chế tạo khuôn cao
-Phương pháp này thích hợp cho sản xuất hàng loạt với vật đúc đơn giản hoặc trung bình,chủ yếu là kim loại màu.
- Đúc trong khuôn mẫu nóng chảy :
-Vật đúc có độ chính xác cao,nhờ long khuôn không phải lắp theo mặt phân khuôn,không cần chế tạo thao riêng.
-Độ nhẵn bề mặt dảm bảo do lòng khuôn nhẵn,không cháy khuôn.
-Quy trình chế tạo vật đúc gồm nhiều công doạn nên năng suất không cao.
-Đúc khuôn mẫu chảy chỉ thích hợp để chế tạo vật đúc với kim loại quý cần phải tiết kiệm,đòi hỏi chính xác cao.
- Đúc áp lực :
-Đúc được vật đúc phức tạp,thành mỏng(1÷5mm),đúc được các loại lỗ có kích thước nhỏ.
-Độ bóng và độ chính xác cao.
-năng xuất cao nhờ khả năng điền đầy nhanh và khả năng cơ khí hóa thuận lợi
-Cơ tính vật dúc cao nhờ mật độ vật đúc lớn.
-Không dùng được thao cát vì dòng chảy có áp lực.Do đó lỗ hay mật trong phải đơn giản.
-Khuôn chống bị mài mòn do dòng chảy áp lực của kim loại ở nhiệt độ cao.
- Đúc ly tâm:
-Chủ yếu dúc các vật tròn xoay,có lỗ rỗng.
-Tổ chức kim loại mịn,chặt,không tồn tại các khuyết tật rỗ khí ,rỗ co ngót
-Tạo ra vật đúc có lỗ rỗng mà không cần thao.
-Không dùng hệ thống rót phức tạp nên ít hao phí kim loại.
-Đường kính lỗ kém chính xác và chất lượng bề mặt kém.
II.2.Phương páp chế tạo phôi:
-Dựa vào yêu cầu kĩ thuật của chi tiết,mặt kinh tế và dạng sản xuất nên ta chọn phương pháp đúc trong khuôn cát,mẫu kim loại ,làm bằng máy.
-Với phương pháp đúc trên phôi đúc ra đạt CCX cấp II.
II.3.Xác định lượng dư cho các bề mặt phôi:
-Tra bảng lượng dư gia công vật đúc bằng gang CCXcấp II trong sổ tay công nghệ chế tạo máy ta được:
- Lượng dư mặt A:4mm
- Lượng dư mặt B:5mm
- Lượng dư các mặt lỗ Ø 70: 5mm
- Lượng dư lỗ Ø32: 5mm
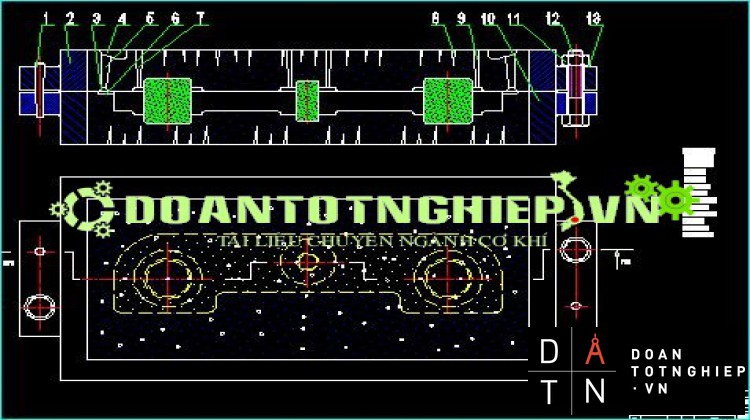
-Phôi đúc sau khi đúc xong phải qua các công đoạn làm sạch cát ,mài bỏ đậu ngót, đậu hơi ,hệ thống rót và phần thừa ngay mặt phân khuôn.
Yêu càu kĩ thuật :
-Phôi không bị rỗ xỉ ,rỗ khí,rỗ co.
-Phôi không bị biến cứng
-Phôi không bị nứt
II.4. Trọng lượng phôi , hệ số sử dụng vật liệu:
- .Trọng lượng của phôi:
-Sử dụng phần mềm ProEngineer Wildfine 5.0 ta có được thể tích của phôi
V=2509568 mm=2,5dm
Khối lượng phôi: G=2,5 x 7.3=18 kg
- .Tính hệ số sử dụng phôi.
....................................
PHẦN III:
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG THANH CHỐNG LẮC
III.1.Xác định đường lối sản xuất công nghệ:
Trong dạng sản xuất hàng loạt vừa QTCN được xác định theo nguyên tắc tập phân tán nguyên công .Theo nguyên tắc phân tán nguyên công thì quy trình công nghệ được chia ra các nguyên công đơn giản có thời gian gần bằng nhau.Ở đây mổi máy thực hiện một nguyên công nhất định.Đồ gá sử dụng là đồ gá chuyên dùng.
III.2.Chọn phương pháp gia công:
Đối với dạng sản xuất hàng loạt vừa và hàng loạt lớn muốn chuyên môn hóa cao để có năng suất cao trong điều kiện sản xuất ở việt nam thì đường lối công nghệ thích hợp nhất là phân tán nguyên công.Ở đây dùng máy vạn năng và đồ gá chuyên dùng
III.3.Chọn chuẩn công nghệ:
Chuẩn công nghệ là bề mặt chi tiết được dùng định vị cho
chi tiết trong quá trình gia công lắp ráp sữa chữa.Việc chọn chuẩn công nghệ tạo điều kiện thuận lợi cho việc thực hiện các nguyên công được dễ dàng nhanh chóng và chính xác đảm bảo yêu cầu kỹ thuật và chỉ tiêu kinh tế
Xác định chuẩn thô : Là chuẩn định vị trên bề mặt chưa gia công cắt gọt ,việc chọn chuẩn thô phải đảm bảo phân bổ đủ lượng dư cho bề mặt gia công và đảm bảo độ chính xác cần thiết về vị trí tương quan giữa các bề mặt với nhau , chọn chuẩn thô phải tuân thủ 5 nguyên tắc chọn chuẩn thô.
Xác định chuẩn tinh :Là chuẩn xác định trên bề mặt đã qua gia công cắt gọt,việc chọn chuẩn tinh phải tuân thủ 5 nguyên tắc chọn chuẩn tinh
Sau khi xác định chuẩn thô ,chuẩn tinh phù hợp tiến hành lập trình tự gia công nhằm đảm bảo yêu cầu kỹ thuật tính kinh tế ,nâng cao năng suất nhờ vào việc giảm thời gian gia công,thời gian phụ
Tiến trình công nghệ:
+ Nguyên công I:Chuẩn bị phôi
+Nguyên công II: Phay thô mặt B
+Nguyên công III: Phay thô mặt A
+ Nguyên công IV: Phay thô mặt B
+Nguyên công V: Phay thô mặt A
+Nguyên công VI: Khoét ,doa 2 lỗ Ø70
+Nguyên công VII: Khoét lỗ Ø32 và Ø50
+Nguyên công VIII: Tổng kiểm tra
Quy trình công nghệ:
+ Nguyên công I:Chuẩn bị phôi
.Làm sạch đậu hơi đậu ngót
.Làm sạch phôi,ba via
.Kiểm tra khuyết tật
.Ủ phôi
.Kiểm tra kích thước
+Nguyên công II: Phay thô mặt B
Mặt A định vị 3 bậc.
Mặt C định vị 2 bậc.
Mặt D định vị 1 bậc.
+Nguyên công III: Phay thô mặt A
Mặt B định vị 3 bậc.
Mặt C định vị 2 bậc.
Mặt D định vị 1 bậc.
+ Nguyên công IV: Phay tinh mặt B
Mặt A định vị 3 bậc.
Mặt C định vị 2 bậc.
+Nguyên công V: Phay tinh mặt A
Mặt A định vị 3 bậc.
Mặt C định vị 2 bậc.
Mặt D định vị 1 bậc.
+Nguyên công VI: Khoét ,doa 2 lỗ Ø70
Mặt A định vị 3 bậc.
Mặt C định vị 2 bậc.
Mặt D định vị 1 bậc.
+Nguyên công VII: Khoét lỗ Ø32 và Ø50
Mặt A định vị 3 bậc.
Mặt trụ Ø70 định vị 2 bậc.
Mặt trụ Ø70 định vị 1 bậc.
+Nguyên công VIII: Tổng kiểm tra
PHẦN IV:
BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ
IV.1.Nguyên công I :Chuẩn bị phôi.
a.Làm sạch phôi:Mài bỏ các phần thừa của phôi do quá trình đúc dể lại như đậu ngót ,đậu rót ,đậu hơi ,phần dư của mặt phân khuôn để lại trên phôi .Ta dùng máy mài để mài bỏ đi các phần thừa.
-Làm sạch cát dính bám trên mặt của phôi, có thể lám sạch bằng tay hoặc bằng thùng quay.
b.Kiểm tra kích thước phôi :
-Phôi mới đúc ra nên dùng thước cặp 1/10 để kiểm tra,kiểm tra loại bỏ những phôi bị nứt ,bị cong vênh,biến trắng..
c.Nhiệt luyện :Ủ phôi (mục đích ổn định mạng tinh thể và khử ứng suất)
IV.2.Nguyên công II:Phay thô mặt B:
*Biện luận thứ tự:
Chi tiết dạng càng có chuẩn công nghệ là ‘hai lỗ -một nặt phẳng’ và ’hai mặt phẳng –một lỗ’ do dó nguyên công này ta tiến hành phay mặt phẳng B để dùng làm chuẩn định vị cho nguyên công sau.Vì mặt B rất xấu và gồ gề do qúa trình đúc tạo ra
*Biện luận nguyên công:
Do mặt phẳng B yêu cầu Rz 40 nên nguyên công này ta tiến hành phay thô mặt B.
- Mặt A:3 bậc tự do
- Mặt C:2 bậc tự do
- Mặt D:1 bậc tự do
*Phân tích máy:
Để gia công mặt B ta có thể dùng nhiều phương pháp như : Phay ,tiện,mài..,Nhưng ở đây ta chọn phương pháp phay do phay đạt năng suất cao và mặt phẳng không cần độ chính xác cao.Chọn máy phay dứng 6H13
- Công suất động cơ:N=10kw
- Hiệu suất máy:ŋ=0,75
- Số vòng quay trục chính:n=30÷1500(v/p)
- Bước tiến của bàn máy: S=23÷1200(mm/p)
- Lực cho phép cơ cấu chạy dao:P =2000kg
*Phân tích về dao:
-Để gia công mặt B ta chọn dao phay mặt đầu
-Thông số dao:
- Đường kính dao:D=150mm
- Số răng:z=18
- Đường kính trục:d=32mm
*Phân tích về đồ gá:
Trong sản xuất hàng loạt người ta sử dụng đồ gá chuyên dùng để giảm thời gian gá đặt và đạt ccx cao hơn,tính lấp lẫn cao dẫn đến năng suất cao giá thành rẻ.
- Sử dụng cử so dao hình phẳng
- Mặt A định vị 3 bậc dùng 3 bản đỡ phẳng
- Mặt C định vị 2 bậc dùng 2 chốt đỡ khía nhám
- Mặt D dịnh vị 1 bậc dùng 1 chốt đỡ khía nhám
- Dụng cụ đo:Dùng thước cặp 1/10 để kiểm tra kích thước.
IV.3.Nguyên công III:Phay thô mặt A:
*Biện luận theo thứ tự nguyên công:
Nguyên công này ta phay thô mặt A do trong chi tiết dạng càng các mặt phẳng chính được gia công trước,tạo điều kiện thuận lợi cho các nguyên công sau và dùng làm chuẩn dịnh vị.
*Biện luận nội dung nguyên công: Do mặt phẳng B yêu cầu Rz 40 nên nguyên công này ta tiến hành phay thô mặt B.
- Mặt B:2 bậc tự do
- Mặt C:2 bậc tự do
- Mặt D:1 bậ tự do
*Phân tích máy:
Chọn máy phay dứng 6H13
- Công suất động cơ:N=10kw
- Hiệu suất máy:ŋ=0,75
- Số vòng quay trục chính:n=30÷1500(v/p)
- Bước tiến của bàn máy: S=23÷1200(mm/p)
- Lực cho phép cơ cấu chạy dao:P =2000kg
*Phân tích về dao:
-Để gia công mặt B ta chọn dao phay mặt đầu
-Thông số dao:
- Đường kính dao:D=150mm
- Số răng:z=18
- Đường kính trục:d=32mm
*Phân tích về đồ gá:
Trong sản xuất hàng loạt người ta sử dụng đồ gá chuyên dùng để giảm thời gian gá đặt và đạt ccx cao hơn,tính lấp lẫn cao dẫn đến năng suất cao giá thành rẻ.
- Sử dụng cử so dao hình phẳng
- Mặt B định vị 3 bậc dùng 2 bản đỡ phẳng và 1 chốt đỡ phụ
- Mặt C định vị 2 bậc dùng 2 chốt đỡ khía nhám
- Mặt D định vị dùng 1 chốt đỡ khía nhám
- Dụng cụ đo:Dùng thước cặp 1/10 để kiểm tra kích thước.
IV.4.Nguyên công IV :Phay thô mặt B:
Để đạt Rz40 ở nguyên công này ta chỉ cần phay thô mặt B.
- Mặt A:3 bậc tự do
- Mặt C:2 bậc tự do
- Mặt D:1 bậc tự do
*Phân tích máy:
Chọn máy phay dứng 6H13
- Công suất động cơ:N=10kw
- Hiệu suất máy:ŋ=0,75
- Số vòng quay trục chính:n=30÷1500(v/p)
- Bước tiến của bàn máy: S=23÷1200(mm/p)
- Lực cho phép cơ cấu chạy dao:P =2000kg
*Phân tích về dao:
-Để gia công mặt B ta chọn dao phay mặt đầu
-Thông số dao:
- Đường kính dao:D=150mm
- Số răng:z=18
- Đường kính trục:d=32mm
*Phân tích về đồ gá:
Trong sản xuất hàng loạt người ta sử dụng đồ gá chuyên dùng để giảm thời gian gá đặt và đạt ccx cao hơn,tính lấp lẫn cao dẫn đến năng suất cao giá thành rẻ.
- Sử dụng cử so dao hình phẳng
- Mặt A định vị 3 bậc dùng 3 bản đỡ phẳng
- Mặt C định vị 2 bậc dùng 2 chốt đỡ khía nhám
- Mặt D dịnh vị 1 bậc dùng một chốt đỡ khía nhám
- Dụng cụ đo:Dùng thước cặp 1/20 để kiểm tra kích thước.
IV.5.Nguyên công V: Phay thô mặt A:
Để đạt Rz40 ở nguyên công này ta chỉ tiến hành phay thô mặt A.
- Mặt B:3 bậc tự do
- Mặt C:2 bậc tự do
- Mặt D:1 bậc tự do
*Phân tích máy:
Chọn máy phay dứng 6H13
- Công suất động cơ:N=10kw
- Hiệu suất máy:ŋ=0,75
- Số vòng quay trục chính:n=30÷1500(v/p)
- Bước tiến của bàn máy: S=23÷1200(mm/p)
- Lực cho phép cơ cấu chạy dao:P=2000kg
*Phân tích về dao:
-Để gia công mặt B ta chọn dao phay mặt đầu
-Thông số dao:
- Đường kính dao:D=150mm
- Số răng:z=18
- Đường kính trục:d=32mm
*Phân tích về đồ gá:
Trong sản xuất hàng loạt người ta sử dụng đồ gá chuyên dùng để giảm thời gian gá đặt và đạt ccx cao hơn,tính lấp lẫn cao dẫn đến năng suất cao giá thành rẻ.
- Sử dụng cử so dao hình phẳng
- Mặt B định vị 3 bậc dùng 3 bản đỡ phẳng
- Mặt C định vị 2 bậc dùng 2 chốt đỡ khía nhám
- Mặt D định vị 1 bậc dùng 1 chốt đỡ khía nhám
- Dụng cụ đo:Dùng thước cặp 1/20 để kiểm tra kích thước.
IV.6.Nguyên công VI :Khoét ,doa 2 lỗ Ø70:
*Biện luận thứ tự:
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THANH CHỐNG LẮC, đồ án môn học công nghệ chế tạo máy THANH CHỐNG LẮC, bài tập lớn công nghệ chế tạo máy THANH CHỐNG LẮC, thiết kế quy trình công nghệ gia công chi tiết THANH CHỐNG LẮC

THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THANH CHỐNG LẮC, đồ án môn học công nghệ chế tạo máy THANH CHỐNG LẮC, bài tập lớn công nghệ chế tạo máy THANH CHỐNG LẮC, thiết kế quy trình công nghệ gia công chi tiết THANH CHỐNG LẮC
NỘI DUNG
Thiết kế quy trình công nghệ gia công chi tiết THANH CHỐNG LẮC theo yêu cầu đã cho trên bản vẽ .Trong điều kiện sản xuất hàng loạt vừa ,trang thiết bị tự chọn.Với yêu cầu sau:
A.PHẦN BẢN VẼ:
-Bản vẽ chi tiết gia công.
-Bản vẽ chi tiết lồng phôi.
-Bản vẽ sơ đồ các nguyên công.
-Bản vẽ kết cấu nguyên công.
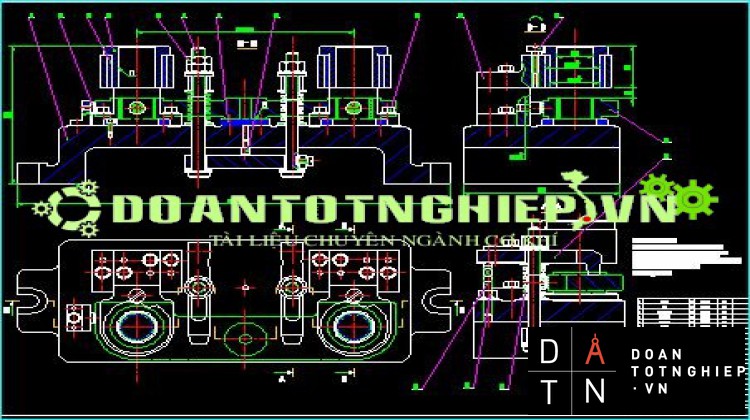
-Bản vẽ lắp đồ gá.
B.PHẦN THUYẾT MINH:
I. Phân tích chi tiết gia công
II. Xác định phương pháp chế tạo phôi.
III. Thiết kế quy trình công nghệ.
IV. Biện luận quy trình công nghệ.
V. Tính chế độ cắt.
VI. Tính và thiết kế đồ gá.
VII. Kết luận.
VIII. Tài liệu tham khảo.
Giám hiệu: Khoa cơ khí: Giáo viên hướngdẫn:





