LUẬN VĂN TỐT NGHIỆP THIẾT KẾ HỆ THỐNG XẢ CUỘN GIẤY
NỘI DUNG ĐỒ ÁN
ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ HỆ THỐNG XẢ CUỘN GIẤY
Có thể nói nó gắn liền với sự phát triển của xã hội, ta có thể bắt gặp các sản phẩm dạng này ở bất cứ đâu, từ ứng dụng trong ngành sản xuất lương thực thực phẩm cho đến hầu hết mọi lãnh vực khác, từ gói một cái bánh nhỏ cho tới phủ một mặt sân lớn và còn rất nhiều thứ khác. Theo thống kê của uỷ ban phát triển của Liên Hiệp Quốc (UNDP) thì 70% nhu cầu vật chất phục vụ cho con người được làm từ nhựa và trong đó 30% là sản phẩm dạng bao bì.Quy trình công nghệ sản xuất bao bì nói chung và ngành sản xuất bao xốp nói riêng đã và đang từng bước phát triển, hoàn thiện nhằm
mang lại hiệu quả về mặt kinh tế. Trước nhu cầu thực tế trên và cộng với trong thời gian chuẩn bị cho luận văn tốt nghiệp em đã được tìm hiểu và đôi nét về công nghệ này và dưới sự đồng ý của thầy hướng dẫn em đã chọn đề tài “THIẾT KẾ HỆ THỐNG MÁY SẢN XUẤT BAO XỐP”
iii
Tuy đã được sự tận tình hướng dẫn của quí thầy, nhưng do trình độ kiến thức còn hạn chế, tài liệu liên quan không nhiều và khuôn khổ thời gian có hạn mặc dù đã cố gắng song khó tránh khỏi những thiếu sót nhầt định trong quá trình thực hiện đề tài. Kinh mong được sự góp ý và phê bình của quý thầy cô. Cuối cùng em xin chân thành cảm ơn thầy Nguyễn Văn Thạnh đã tận tình hướng dẫn và giúp đỡ em trong suất thời gian làm luận văn tốt nghiệp này.
TÓM TẮT LUẬN VĂN
Luận văn của em gồm 6 chương:
Chương 1: TỔNG QUAN CÔNG NGHỆ XẢ GIẤY CUỘN
Chương 2: CƠ SỞ TÍNH TOÁN THIẾT KẾ MÁY XẢ GIẤY CUỘN
Chương 3: TÍNH TOÁN THIẾT KẾ CỤM DAO CẮT
Chương 4: THIẾT KẾ HỆ THỐNG PHỤ TRỢ
Chương 5: THIẾT KẾ HỆ THỐNG DẪN ĐỘNG
Chương 6: TÍNH TOÁN THIẾT KẾ KHUNG MÁY
v
MỤC LỤC Trang
Chương I: TỔNG QUAN CÔNG NGHỆ XẢ GIẤY CUỘN ....................................... 1
1.1. Giới thiệu công nghệ sản xuất giấy ................................................................ 1
1.2. Quy trình công nghệ sản xuất giấy ................................................................. 1
1.3. Các công đoạn trong quy trình ........................................................................ 2
1.4. Giới thiệu về máy xả giấy cuộn ..................................................................... 4
1.5. Nhiệm vụ luận văn ......................................................................................... 7
Chương II. CƠ SỞ TÍNH TOÁN THIẾT KẾ MÁY XẢ GIẤY CUỘN .......................... 8
2.1. Phân tích nguyên lý hoạt động của máy ........................................................ 8
2.2. Yêu cầu thiết kế cần đạt được ........................................................................ 9
2.3. Các phương án thiết kế ..................................................................................... 10
2.4. Phương án được chọn và nhiệm vụ thiết kế ................................................. 14
2.5. Động học, động lực học của máy ................................................................. 16
Chương 3: TÍNH TOÁN THIẾT KẾ CỤM DAO CẮT ................................................ 22
3.1. Lựa chọn phương án cụm dao cắt ................................................................. 22
3.1.1. Phương án 1 .......................................................................................... 22
3.1.2. Phương án 1 .......................................................................................... 23
3.1.3. Lựa chọn phương án ............................................................................. 23
3.2. Tính toán thiết kế cụm dao cắt ..................................................................... 24
3.2.1. Tính toán thiết kế bộ truyền bánh răng trụ răng thẳng ........................ 24
3.2.2. Tính toán thiết kế trục mang dao cắt trên ............................................ 30
3.2.3. Tính toán thiết kế bộ truyền trục vít, bánh vít ..................................... 38
3.2.4. Tính toán thiết kế trục trung gian để nâng, hạ trục mang dao trên ...... 44
3.2.5. Tính toán thiết kế bộ truyền xích ......................................................... 53
3.2.6. Tính toán thiết kế trục mang dao cắt dưới............................................ 56
3.2.7. Tính toán chọn ổ lăn ............................................................................. 65
3.2.8. Tính toán thiết kế vòng kẹp và gối trục ............................................... 70
3.2.8.1. Vòng kẹp ổ lăn cho trục mang dao trên ....................................... 70
vi
3.2.8.2. Vòng kẹp trên trục trung gian ...................................................... 71
3.2.8.3. Thiết kế vòng vít chặn để lắp dao cắt trên lên trục ..................... 73
Chương IV: THIẾT KẾ HỆ THỐNG PHỤ TRỢ .......................................................... 74
4.1. Chọn đường kính trục cán ............................................................................. 74
4.2. Kiểm nghiệm độ bền của trục cán ............................................................... 74
4.3. Tính toán chọn bản lề ................................................................................... 77
4.4. Tính toán chọn lò xo ..................................................................................... 78
4.5. Tính bu lông của trục ép lò xo ...................................................................... 80
4.6. Chọn bộ truyền xích cho trục cán ................................................................. 80
4.7. Tính toán thiết kế bộ truyền bánh răng của trục cán ................................... 82
Chương V: THIẾT KẾ HỆ THỐNG DẪN ĐỘNG ....................................................... 83
5.1. Tính toán thiết kế bộ truyền xích đến các trục dẫn động trung gian ........... 83
5.2. Thiết kế các trục truyền dẫn động trung gian .............................................. 86
5.2.1. Trục truyền dẫn động từ motor ............................................................. 86
5.2.1.1 Tính đường kính của trục .............................................................. 86
5.2.1.2. Chọn ổ lăn .................................................................................... 87
5.2.1.3. Chọn khớp nối .............................................................................. 88
5.2.2. Trục truyền dẫn động đến trục cuộn giấy vào ..................................... 88
5.2.2.1. Tính đường kính trục ..................................................................... 88
5.2.2.2. Chọn ổ lăn .................................................................................... 89
5.2.3. Trục truyền dẫn động từ motor đến cụm dao cắt ................................. 90
5.2.3.1. Tính đường kính trục ..................................................................... 90
5.2.3.2. Chọn ổ lăn .................................................................................... 91
5.2.3.3. Chọn khớp nối .............................................................................. 92
Chương VI: TÍNH TOÁN THIẾT KẾ KHUNG MÁY ................................................. 93
TÀI LIỆU THAM KHẢO ............................................................................................. 94
LVTN: Thiết kế máy xả cuộn GVHD: Ts: Nguyễn Thanh Nam
SVTH: Nguyễn Trung
1
Chương 1: TỔNG QUAN CÔNG NGHỆ XẢ GIẤY CUỘN
1.1. Giới thiệu công nghệ sản xuất giấy.
Ngày nay việc áp dụng máy móc tiên tiến vào sản xuất là việc làm cần
thiết để nâng cao hiệu quả sản xuất, giải phóng sức lao động của con người,
đồng thời tăng chất lượng và giảm giá thành cho sản phẩm cũng như tạo ra lợi
thế cạnh tranh trên thị trường.
Trong công nghệ sản xuất giấy cũng không phải là ngoại lệ. Từ nguyên liệu
thô ban đầu là các loại cây gỗ, các phế phẩm của việc sản xuất đồ gỗ, tre, nứa
. . .. Để cho ra những sản phẩm giấy phổ biến như ngoài thị trường đòi hỏi phải
qua nhiều công đoạn như: tạo bột, trộn keo, sấy, ép bột, cuộn giấy, cắt giấy....
Trong đó cắt giấy là một công đoạn quan trọng và mất nhiều công sức trước khi
có được những sản phẩm giấy thông dụng.
1.2. Quy trình công nghệ sản xuất giấy
Sau đây là quy trình công nghệ sản xuất giấy từ tre, nứa:
...........................
Các công đoạn trong quy trình
1.3.1. Công đoạn chuẩn bị nguyên vật liệu
Vật liệu ban đầu là các loại tre, nứa, gỗ, các phế phẩm của việc sản xuất đồ
gỗ . . ., được lựa chọn, phân loại. Sau đó, chúng được làm sạch sơ bộ qua các
hệ thống xử lý, trước khi cho vào công đoạn tiếp theo.
1.3.2. Công đoạn cắt vụn vật liệu
Sau khi được xử lý sơ bộ, nguyên vật liệu sẽ được cắt nhỏ giúp cho việc xử
lý các công đoạn sau được thuận tiện hơn.
1.3.3. Công đoạn ngâm ủ
Đây là một công đoạn quan trọng, vì nó quyết định chất lượng giấy, như
màu sắc, độ bền của giấy. Ở công đoạn này, nguyên liệu vụn sẽ được rửa
nhiều lần, qua nhiều lần xử lý hóa học để có được chất lượng giấy như ý.
1.3.4 Công đoạn nghiền thô
Trước khi cho vào máy nghiền tinh để có được bột giấy mịn thì cần phải qua
nghiền thô, nhằm đảm bảo cho quá trình nghiền tinh được dễ dàng.
1.3.5. Công đoạn nghiền tinh
Đây là quá trình tạo bột giấy hoàn chỉnh cho quá trình xeo ép thành giấy
tấm.
1.3.6. Công đoạn xeo
Sau khi đã được nghiền thành bột mịn, người ta cho vào xeo thành những
tấm giấy lớn, nhỏ, dày, mỏng khác nhau.
1.3.7. Công đoạn sấy
LVTN: Thiết kế máy xả cuộn GVHD: Ts: Nguyễn Thanh Nam
SVTH: Nguyễn Trung
3
Những tấm giấy mới xeo chưa khô sẽ được sấy khô qua những máy sấy cỡ
lớn, trước khi cuộn lại thành những cuộn giấy lớn.
1.3.8. Công đoạn cắt, cho ra thành phẩm
Sản phẩm giấy dạng bán thành phẩm, ở dạng khổ lớn có nhiều kích cỡ khác
nhau như: 1m, 1,2m, 1,35m, 1,4m . . . được cuộn lại với những cuộn có đường
kính bất kỳ xung quanh một lõi cứng rỗng. Lõi này có đường kính trong tiêu
chuẩn và có giá trị là: 3inch = 76.2mm. Hình dưới đây minh họa rõ điều này:
Từ những cuộn giấy như thế này sẽ được cắt thành những cuộn có khổ nhỏ
hơn khổ ban đầu nhằm cho ra những sản phẩm đủ loại kích cỡ khác nhau như :
A0, A1, A2……………...
Hình 1.1 Giấy cuộn.
Đây là hình chiếu của một cuộn giấy:
LVTN: Thiết kế máy xả cuộn GVHD: Ts: Nguyễn Thanh Nam
SVTH: Nguyễn Trung
4
Hình 1.2 Cuộn giấy dưới dạng 2D
Đây là công đoạn mất khá nhiều công sức và thường được thực hiện bởi
nhiều nhà sản xuất khác nhau, ở những địa điểm khác nhau. Sở dĩ có hiện
tượng này là do sau khi các nhà sản xuất giấy cho ra những loại giấy cuộn và
bán chúng cho những công ty, cơ sở sản xuất nhỏ hơn. Từ đó người ta sẽ cắt và
gia công thành những loại sản phẩm giấy khác nhau.
Vì lý do đó cho nên việc nghiên cứu, thiết kế, chế tạo những
chiếc máy chia cuộn giấy là cần thiết và có ý nghĩa thiết thực. Đó
cũng là lý do cho sự lựa chọn đề tài này.
1.3.9. Các công đoạn xử lý nước
Quá trình xử lý nguyên vật liệu sẽ thải ra môi trường những chất thải hóa
học có trong các nguồn nước thải của quy trình công nghệ. Vì vậy, xử lý các
loại nước thải này trước khi đưa chúng vào tái sử dụng hoặc thải ra môi trường
là nhiệm vụ quan trọng trong việc góp phần bảo vệ môi trường.
1.4. Giới thiệu về máy xả giấy cuộn
Hiện nay, việc ứng dụng máy này để chia giấy cuộn khổ lớn ra làm những
khổ nhỏ đã được một số công ty sản xuất giấy tại Việt Nam đưa vào ứng dụng.
LVTN: Thiết kế máy xả cuộn GVHD: Ts: Nguyễn Thanh Nam
SVTH: Nguyễn Trung
5
Tuy nhiên, ở những mức độ tự động hóa khác nhau, tùy vào quy mô của từng
đơn vị.
Có thể kể ra sau đây một vài công ty trong ngành giấy như: công ty giấy Sài
gòn, công ty giấy Trúc Bạch( Hà Nội), công ty giấy Mai Lan và một số công ty
khác.
Sau đây xin giới thiệu một vài mẫu máy chia cuộn giấy mà sinh viên đã tìm
hiểu.
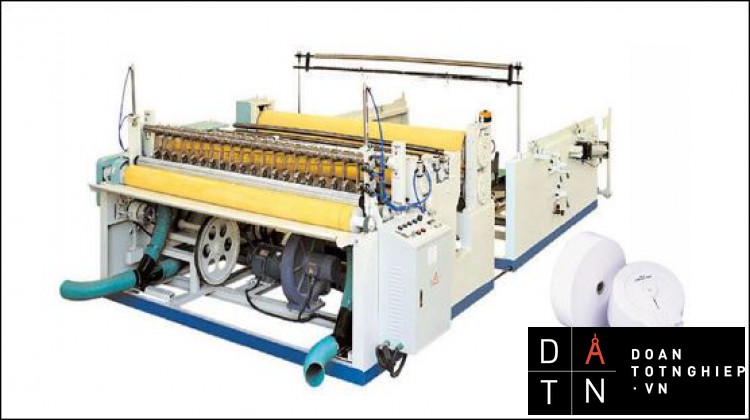
1.4.1. Máy bán tự động
Loại máy này thường được sử dụng rộng rãi, vì những ưu điểm của nó là:
kết cấu đơn giản, dễ thiết kế, giá thành thấp, dễ sử dụng. Tuy nhiên, nó có khá
nhiều nhược điểm như: tốn nhân công, khó điều chỉnh, kết cấu cồng kềnh, độ
chính xác khi cắt không cao, dễ bị đứt giấy do sự không đồng bộ về tốc độ của
các cơ cấu.
hình 1.5. máy bán tự động
LVTN: Thiết kế máy xả cuộn GVHD: Ts: Nguyễn Thanh Nam
SVTH: Nguyễn Trung
6
Các cơ cấu được thiết kế ở máy này chủ yếu là những cơ cấu cơ khí truyền
thống, kết hợp với điều khiển khí nén.
Các bộ biến tốc được sử dụng đều là các bộ biến tốc cơ khí. Trong đó, biến
tốc đai được sử dụng chủ yếu để thay đổi tốc độ của các trục cuộn của máy.
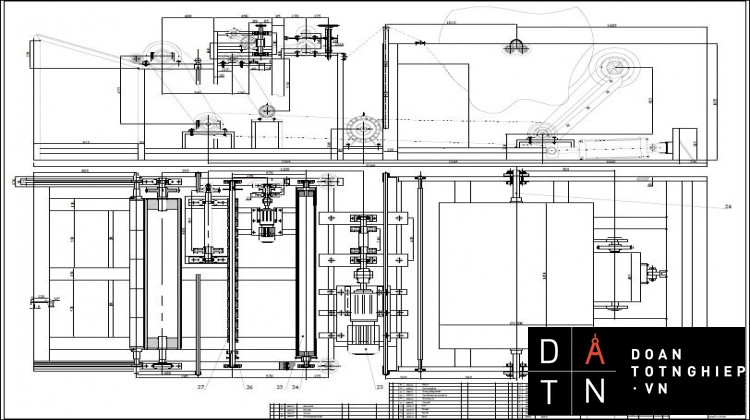
1.4.2. Máy tự động
Loại máy này có được độ tự đọng rất cao, gần như tất cả các quá trình đều
được tự động, loại trừ công việc tiếp liệu và tháo gỡ.
Các cơ cấu được sử dụng ở đây là các cơ cấu cơ khí, được điều khiển bởi
các chương trình số. Trong đó, các cơ cấu được điều khiển bởi bộ lập trình
PLC, tốc độ động cơ, tốc độ các trục hoạt động của máy thay đổi được đáp ứng
nhanh nhờ quá trình điều khiển này.
Điều khiển theo chương trình là một dạng điều khiển tự động mà tín hiệu
điều khiển (tín hiệu ra) được thay đổi theo một qui luật trước. Nói cách khác,
trên máy điều khiển theo chương trình, thứ tự, giá trị của các chuyển động cũng
như thứ tự đóng mở các bộ phận máy. Điều được thực hiện đúng theo một
chương trình đã vạch sẵn. Các cơ cấu mang chương trình này được đặt vào thiết
bị điều khiển, và sẽ làm tự động theo chương trình đã cho.
Nếu các chương trình được ghi lại bằng các dấu tì, bằng hệ thống cam, bằng
mẫu ghép hình … Ta gọi hệ thống điều khiển đó là hệ thống điều khiển theo
chương trình phi số. Nếu các chương trình được biểu thị bằng các chữ số dưới
dạng mã hiệu, ta gọi hệ điều khiển theo chương trình số.
Với loại máy này nhà sản xuất ứng dụng những công nghệ hiện đại, làm
cho máy đạt được rất nhiều ưu điểm mà máy bán tự động không có được, như
là: kết cấu đơn giản, gọn, tốc độ cắt cao, độ chính xác cao v..v.
LVTN: Thiết kế máy xả cuộn GVHD: Ts: Nguyễn Thanh Nam
SVTH: Nguyễn Trung
7
hình 1.4. máy tự động và bảng thông số
LVTN: Thiết kế máy xả cuộn GVHD: Ts: Nguyễn Thanh Nam
SVTH: Nguyễn Trung
8
1.5. Nhiệm vụ luận văn.
Vì những lý do như đã nêu ở mục (1.2.8), nên nhiệm vụ của đề tài là thiết
kế máy cắt giấy cuộn ( còn gọi là máy xả giấy cuộn). Với mong muốn góp
phần cải thiện quy trình sản xuất, nâng cao hiệu quả sản xuất trong ngành sản
xuất giấy. Chúng em hy vọng, với những kiến thức có được trong những năm
học tại trường Đại học, cộng với kiến thức thực tế cùng với sự hướng dẫn tận
tình của các thầy hướng dẫn sẽ giúp chúng em hoàn thành đề tài đúng kế
hoạch và đạt yêu cầu tốt nhất trong giới hạn của khả năng có thể.
Với thiết kế này các đơn vị sản xuất giấy sẽ giảm được khá nhiều chi phí
cho sức lao động tay chân, cho công đoạn chia giấy cuộn vốn rất nặng nhọc và
mất thời gian.
LVTN: Thiết kế máy xả cuộn GVHD: Ts: Nguyễn Thanh Nam
SVTH: Nguyễn Trung
9
Chương 2: CƠ SỞ TÍNH TOÁN THIẾT KẾ MÁY XẢ
GIẤY CUỘN
2.1. Phân tích nguyên lý hoạt động của máy
Mục tiêu mà máy cần thực hiện được thể hiện như dưới đây. Đầu vào
là giấy cuộn khổ lớn thì đầu ra phải là những cuộn giấy với khổ nhỏ hơn.
Những cuộn
giấy khổ nhỏ
mong muốn.
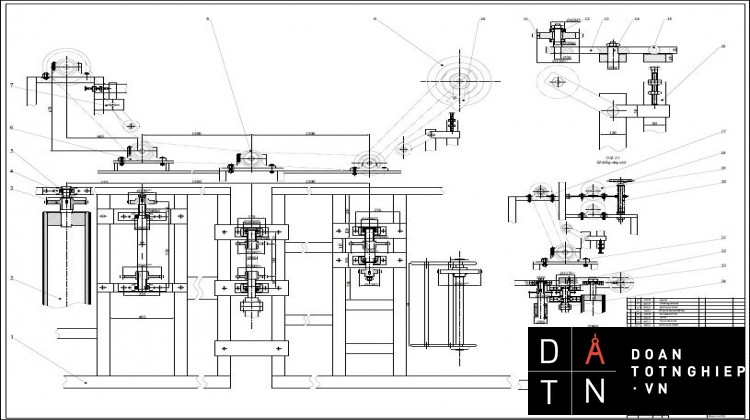
- Dưới đây là sơ đồ nguyên lý và nguyên lý hoạt động của máy:
9 8 7 6 5 4 3 2 1
12
14
13
11
10
hình 2.1. sơ đồ nguyên lý của máy
CUỘN GIẤY
KHỔ LỚN
MÁY
LVTN: Thiết kế máy xả cuộn GVHD: Ts: Nguyễn Thanh Nam
SVTH: Nguyễn Trung
10
Trên đây là sơ đồ động của máy xả giấy cuộn. Với sơ đồ trên, nguyên tắc
làm việc được mô tả như sau:
(1) là bộ truyền động đai dẹt, nhiệm vụ của nó là truyền vận tốc, mômen
xoắn từ động cơ tới cuộn giấy chưa cắt ban đầu (2). Ngoài ra bộ truyền đai (1)
còn có nhiệm vụ quan trọng đó là luôn đảm bảo ổn định vận tốc dài tại điểm
tiếp xúc giữa bánh đai, dây đai với cuộn giấy là không thay đổi trong quá trình
làm việc của máy. Nếu vận tốc này hay nói cách khác là vận tốc dài tại đường
tròn ngoài cùng của cuộn giấy mà không ổn định, thì ngay lập tức giấy sẽ bị
đứt giữa chừng, do sự không đồng đều giữa tốc độ cắt, tốc độ cuộn vào và tốc
độ xả ra.
(3) là trục tạo ra lực căng cho giấy nhằm đảm bảo giấy không bị nhàu, gấp
nếp trước khi dao cắt và trước khi cuộn vào.
(4) là bộ trục cán có bề mặt làm bằng vật liệu cao su, nhằm góp phần ổn
định vận tốc dài trong một số trường hợp nó còn làm nhiệm vụ chuyển hướng
đi của giấy, đối với trường hợp xả giấy hai lớp.
(5), (6) là dao cắt và trục mang dao. Dao này có thể được dẫn động, hoặc
không tùy phương thiết kế, nhưng thông thường là được dẫn động nhằm đảm
bảo chất lượng vết cắt.
(7) trục dẫn động dao cắt và đồng thời cũng có chức năng như một cái thớt
để dao cắt.
(8) trục vừa làm nhiệm vụ dẫn động cuộn giấy đã cắt (9) vừa làm nhiệm vụ
đỡ cuộn giấy (9). Trục này được truyền động bằng bộ truyền xích . Vật liệu để
chế tạo là thép có bọc lớp cao su bên ngoài nhằm tăng ma sát với cuộn giấy
(9).
LVTN: Thiết kế máy xả cuộn GVHD: Ts: Nguyễn Thanh Nam
SVTH: Nguyễn Trung
11
(10) và (11) là bánh căng xích và đĩa xích của bộ truyền xích dẫn động trục
(8).
(12) là bánh căng đai của bộ truyền đai.
(13) là động cơ dẫn động của máy.
(14) là truyền đai có điều chỉnh hay còn gọi là cơ cấu bù tốc độ. Bộ này có
nhiệm vụ bù tốc độ khi xuất hiện trượt đai, khi đó tốc độ sẽ không đảm bảo ổn
định và bộ này có tác dụng như một bộ tiết chế làm ổn định lại tốc độ.
2.2. Yêu cầu thiết kế cần đạt được
Từ những phân tích ở mục trên ta có thể nhận thấy một số vấn đề mà thiết
kế sẽ gặp phải.
1. Phải luôn đảm bảo vận tốc dài của cuộn giấy cả khi xả ra và khi cuộn vào
là không thay đổi đồng thời chúng phải bằng nhau. Nếu không đạt được điều
này giấy sẽ bị đứt ngay lập tức.
2. Hiện tượng giấy bị xé rách nếu dao cắt không tốt.
3. Các bộ truyền đai sẽ có hiện tượng trượt trong quá trình làm việc do đó sẽ
ảnh hưởng trực tiếp đến sự ổn định của tốc độ xả giấy, cuộn giấy.
4. Trục mang giấy phải chịu được trọng lượng của cuộn giấy, không oằn cong.
Vì vậy ta rút ra một số yêu cầu sau khi thiết kế:
- Phải đảm bảo năng suất làm việc của máy.
- Đảm bảo chất lượng giấy sau khi cắt không bị rách, bị lỗi.
- Đảm bảo độ bền, độ cứng vững của các trục, của khung máy.
- Thiết kế đơn giản, có tính khả thi, không gây khó khăn cho người sử
dụng.
LVTN: Thiết kế máy xả cuộn GVHD: Ts: Nguyễn Thanh Nam
SVTH: Nguyễn Trung
12
2.3. Các phương án thiết kế
Dưới đây là một số phương án, sau đó là phân tích cụ thể từng phương án.
Những ưu, khuyết điểm của chúng và lựa chọn phương án phù hợp.
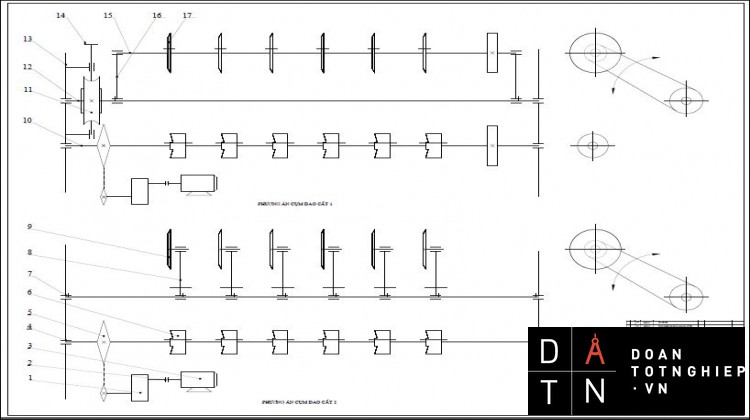
2.3.1. Phương án thiết kế 1
9 8 7 6 5 4 3 2 1
12
14
13
11
10
hình 2.2. phương án 1
1. bộ truyền đai 2. cuộn giấy chưa xả 3. trục
căng giấy 4. trục cán có nhiệm vụ tạo lực căng đều cho giấy 5,6. trục
mang dao và cơ cấu dẫn động dao. 7. trục dùng làm thớt cắt 8. trục ma
sát dẫn động cuộn giấy đã được cắt rồi. 9. cuộn giấy đã cắt. 10,11. bánh
căng xích và bộ truyền xích 12. bánh căng đai
13. động cơ 14. bộ truyền đai có bù tốc độ
Trên đây là phương án được áp dụng khá phổ biến trong thực tế. Trong đó
việc đảm bảo vận tốc dài của cuộn giấy được thực hiện trên nguyên tắc sử
dụng bộ biến tốc ma sát. Bánh đai (1) luôn được áp sát vào cuộn giấy nhờ một
cơ cấu được điều khiển bằng khí nén. Về phía trục cuộn cũng dựa trên nguyên
tắc tương tự. Tuy nhiên, vấn đề bố trí như thế nào của các trục sao cho hợp lý
LVTN: Thiết kế máy xả cuộn GVHD: Ts: Nguyễn Thanh Nam
SVTH: Nguyễn Trung
13
và có lợi lại tùy thuộc vào người thiết kế đánh giá, do đó có nhiều cách bố trí
vị trí các trục này. Để giải quyết sự trượt dây đai khi làm việc ta sử dụng bộ
tiết chế đai (14) . Bộ này sẽ bù lại tốc độ khi có sự trượt đai xảy ra. Vì vậy tốc
độ sẽ đảm bảo được không đổi.
+ Ưu điểm: đây là một phương án có kết cấu, thiết kế đơn giản, không sử
dụng nhiều những cơ cấu đòi hỏi độ chính xác cao do đó nó có tính khả thi và
có thể được áp dụng rộng rãi. Tuy nhiên, phương án trên cũng có những khuyết
điểm tồn tại.
+ Nhược điểm: vì sử dụng bánh đai tiếp xúc trực tiếp với cuộn giấy nên rất
mau chóng mòn dây đai cũng như có thể làm rách giấy.
- Do có sự trượt tương đối của đai, nên tốc độ làm việc của máy không
được ổn định.
- Độ chính xác không cao, không nâng được tốc độ cắt lên cao.