thiết kế máy và chế tạo cải tiến mô hình máy uốn đai thép tự động dùng trong xây dựng

NỘI DUNG ĐỒ ÁN
TÍNH TOÁN , thuyết minh THIẾT KẾ DÂY CHUYỀN SẢN XUẤT máy uốn đai thép tự động , quy trình sản xuất , bản vẽ nguyên lý , bản vẽ THIẾT KẾ MÁY , THIẾT KẾ VÀ CHẾ TẠO MÁY, thiết kế máy và chế tạo cải tiến mô hình máy uốn đai thép tự động dùng trong xây dựng
TRƯỜNG ĐẠI HỌC BÁCH KHOA CỘNG HÒA XÃ HỘi CHỦ NGHĨA VIỆT NAM
KHOA CƠ KHÍ Độc lập - Tự do - Hạnh phúc
NHIỆM VỤ
THIẾT KẾ TỐT NGHIỆP
Họ và tên sinh viên 1 :
Lớp : Khoá: 34 (2008- 2013)
Khoa Cơ Khí Ngành : Cơ Khí Chế Tạo Máy
Họ và tên sinh viên 2 :
Lớp : Khoá: 34 (2008- 2013)
Khoa Cơ Khí Ngành : Cơ Điện Tử
1- Tên đề tài tốt nghiệp: Nghiên cứu, thiết kế và chế tạo mô hình máy uốn đai thép tự động dùng trong xây dựng
2- Các số liệu ban đầu :
1. Đường kính thép uốn: 6mm và 8mm
2. Kích cỡ đai uốn được: Uốn được đai vuông hoặc đai chữ nhật kích thước tùy định
3. Máy nén khí, động cơ, hệ thống xilanh
3 - Nội dung thuyết minh :
A . Phần lý thuyết :
1. Giới thiệu tổng quan về kết cấu thép trong xây dựng
2. Giới thiệu về thép cuộn trong xây dựng
3. Máy nén khí-thiết bị phân phối khí nén
4. Giới thiệu về PLC và ứng dụng của PLC trong công nghiệp
5. Các thiết bị dùng trong hệ thống
B . Phần tính toán và thiết kế máy:
1. Phân tích các hoạt động của hệ thống
2. Các yêu cầu khi thiết kế hệ thống
3. Phân tích lựa chọn phương án thiết kế
4. Tính toán kết cấu chung của hệ thống
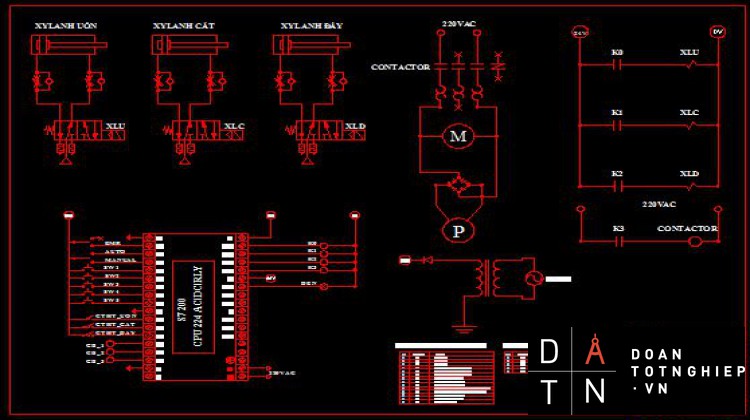
5. Thiết kế mạch điện điều khiển
6. Thiết kế mạch điều khiển bằng PLC
7. Tính toán cơ cấu uốn và cắt đai
4 - Các bản vẽ:
1. Bản vẽ quy trình công nghệ uốn đai 1 A0
2. Bản vẽ sơ đồ động máy uốn đai thép 1 A0
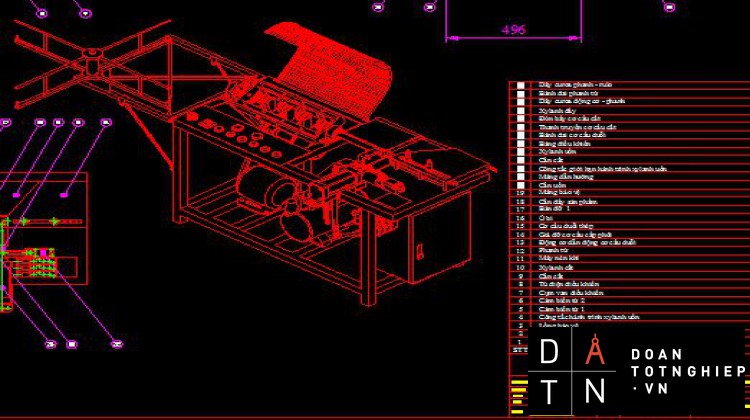
3. Bản vẽ tổng thể máy uốn đai thép 1 A0
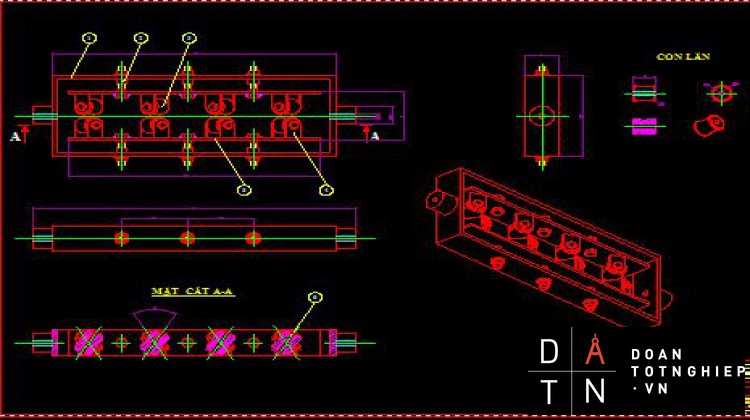
4. Bản vẽ cơ cấu nắn thẳng thép cuộn 1 A0
5. Bản vẽ sơ đồ thuật toán 1 A0
6. Bản vẽ chương trình PLC 1 A0
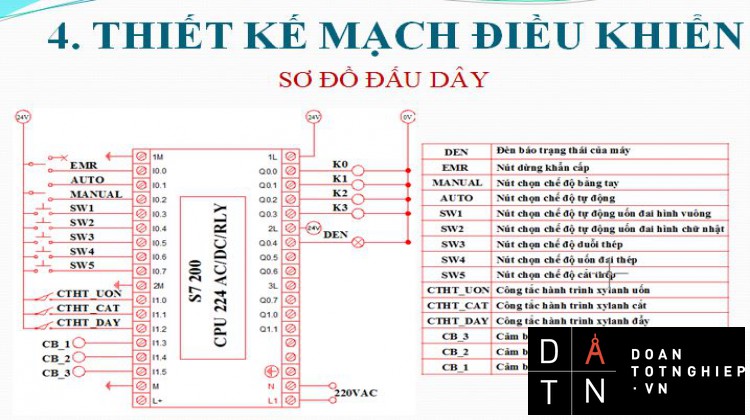
7. Bản vẽ sơ đồ đấu nối 1 A0
MỤC LỤC
MỤC LỤC.. 1
LỜI NÓI ĐẦU.. 4
CHƯƠNG I GIỚI THIỆU TỔNG QUAN VỀ ĐỀ TÀI 5
1.1. LÝ DO CHỌN ĐỀ TÀI: 5
1.2. NHU CẦU THỰC TẾ VÀ PHẠM VI ỨNG DỤNG: 8
1.3 TỔNG QUAN VỀ HỆ THỐNG SẢN XUẤT TỰ ĐỘNG: 8
1.4. NHU CẦU VÀ XU THẾ PHÁT TRIỂN: 10
1.5. KHÁI QUÁT VỀ THÉP CUỘN: 12
1.5.1. Khái niệm chung: 12
1.5.2. Sản phẩm thép cuộn: 12
1.5.3Lý thuyết biến dạng dẻo: 13
1.6.TIÊU CHUẨN VỀ ĐAI THÉP TRONG XÂY DỰNG: 14
1.7. TỔNG QUAN VỀ MÁY UỐN ĐAI THÉP XÂY DỰNG: 14
1.8. KẾT QUẢ NHẬN ĐƯỢC KHI THỰC HIỆN ĐỀ TÀI: 15
CHƯƠNG II PHÂN TÍCH LỰA CHỌN PHƯƠNG ÁN THIẾT KẾ.. 17
2.1. PHÂN TÍCH CÁC HOẠT ĐỘNG CỦA HỆ THỐNG: 17
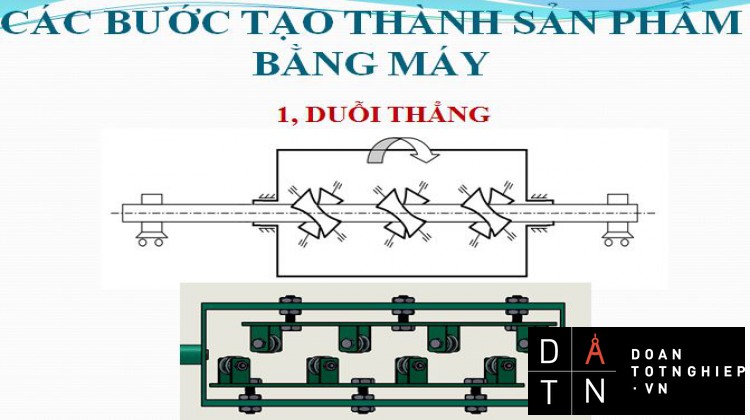
2.1.1. Hoạt động duỗi thẳng thép : 17
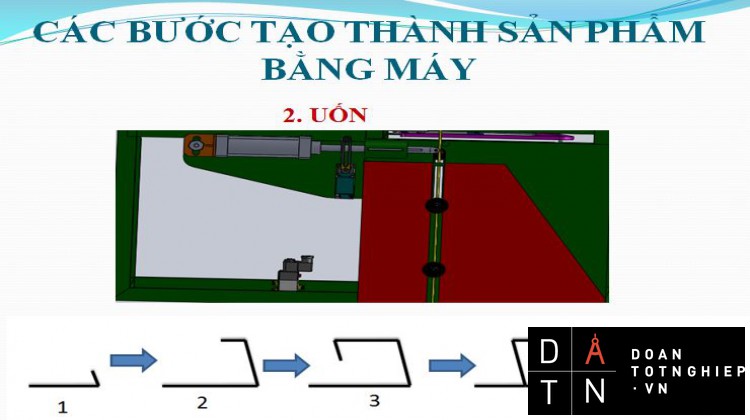
2.1.2. Hoạt động uốn đai 18
2.1.3. Hoạt động cắt thép và lấy sản phẩm ra: 19
2.2. CÁC YÊU CẦU KHI THIẾT KẾ HỆ THỐNG.. 20
2.2.1. Các chuyển động chính: 20
2.2.2. Các yêu cầu khi thiết kế: 20
2.3. LỰA CHỌN PHƯƠNG ÁN THIẾT KẾ.. 20
2.3.1. Phương án 1. 20
2.3.2. Phương án 2. 20
CHƯƠNG III TÍNH TOÁN THIẾT KẾ HỆ THỐNG VÀ PHÂN TÍCH LỰA CHỌN CÁC CƠ CẤU 22
3.1. MÔ PHỎNG KẾT CẤU TỔNG THỂ CỦA HỆ THỐNG: 22
3.2. PHÂN TÍCH LỰA CHỌN CƠ CẤU DUỖI THÉP: 22
3.2.1. Cơ cấu duỗi thẳng thép: 22
3.2.2. Tính toán thiết kế bộ phận nắn thẳng thép. 31
3.3. CƠ CẤU UỐN ĐAI: 34
3.3.1. Cảm biến: 34
3.3.2. Bàn uốn. 35
3.3.3. Quá trình uốn đai: 36
3.3.4. Tính toán lực uốn đai: 38
3.4. THIẾT KẾ CƠ CẤU CẮT: 38
3.5. CÁC THIẾT BỊ KHÁC DÙNG TRONG HỆ THỐNG: 39
3.5.1. Động cơ điện: 39
3.5.1.6. Tốc độ trục công tác: 41
3.5.2. Bộ truyền đai: 42
CHƯƠNG IV HỆ THỐNG THIẾT BỊ KHÍ NÉN.. 43
4.1. MÁY KHÍ NÉN: 43
4.1.1. Khái niệm: 43
4.1.2. Phân loại: 43
4.1.3. Bình trích chứa khí nén. 43
4.1.4. Mạng đường ống dẫn khí nén. 44
4.1.5. Chọn máy nén khí: 44
4.2. CÁC PHẦN TỬ TRONG HỆ THỐNG ĐIỀU KHIỂN.. 44
4.2.1. Van đảo chiều: 45
4.2.2. Van tiết lưu. 47
4.2.3. Cơ cấu chấp hành. 47
4.3. TÍNH TOÁN LỰA CHỌN XILANH: 53
4.3.1. Xilanh cắt: 53
4.3.2. Xilanh uốn: 54
CHƯƠNG V THIẾT KẾ MẠCH ĐIỀU KHIỂN.. 55
5.1. TỔNG QUAN PLC, NHỮNG KHÁI NIỆM CƠ BẢN.. 55
5.1.1. Đặc điểm bộ điều khiển lập trình: 55
5.1.2. Phân loại PLC: 57
5.1.3. So sánh với các hệ thống điều khiển khác. 58
5.2. CẤU TRÚC PHẦN CỨNG CỦA PLC.. 58
5.2.1. Bộ xử lý trung tâm CPU (Center Processing Unit). 59
5.2.2. Bộ nhớ và khối vào/ra. 61
5.3. LỢI ÍCH VÀ ỨNG DỤNG TIÊU BIỂU CỦA PLC.. 62
5.4. TỔNG QUAN SIMATIC S7 – 200. 64
5.4.1. Cấu hình phần cứng. 64
5.4.2. Cấu trúc bộ nhớ. 66
5.4.3. Thực hiện chương trình: 67
CHƯƠNG IV CHƯƠNG TRÌNH ĐIỀU KHIỂN.. 69
6.1. NGUYÊN LÝ HOẠT ĐỘNG CỦA HỆ THỐNG.. 69
6.2. CÔNG TẮC HÀNH TRÌNH.. 69
6.3. CHƯƠNG TRÌNH ĐIỀU KHIỂN PLC.. 70
6.3.1. Bảng phân công đầu vào, đầu ra. 70
CHƯƠNG VII KẾT LUẬN.. 91
7.1. KẾT QUẢ.. 91
7.2. HƯỚNG PHÁT TRIỂN.. 91
TÀI LIỆU THAM KHẢO.. 92
LỜI NÓI ĐẦU
Ngày nay, với sự phát triển mạnh mẽ của khoa học kỹ thuật con người ngày càng đòi hỏi trình độ tự động hoá phải càng phát triển để đáp ứng được nhu cầu của mình. Bởi vậy ngành tự động hoá đã được đào tạo kỹ lưỡng ở các trường Đại học, Cao đẳng trên cả nước, và Đại Học Bách Khoa - Đại học Đà Nẵng cũng không ngoại lệ. Sinh viên được đào tạo về các dây chuyền sản xuất tự động các cơ cấu chấp hành cũng như các thiết bị điều khiển. Ngành Cơ khí là một trong những ngành như thế. Việc tạo ra các sản phẩm tự động hoá không những trong công nghiệp mà ngay cả trong đời sống con người ngày càng được phổ biến.
Từ những thực tế trên là sinh viên của ngành Cơ khí máy sau 5 năm học, chúng em đã tích lũy được một số kiến thức về tự động hoá. Để củng cố và bổ sung thêm những kiến thức đã học và để áp dụng những kiến thức đó vào thực tế chúng em đã được nhận và thực hiện đồ án tốt nghiệp với đề tài “Nghiên cứu, thiết kế và chế tạo mô hình máy uốn đai thép dùng trong xây dựng”. Với phạm vi đồ án chúng em sẽ thiết kế máy duỗi, uốn và cắt đai thép.
Trong thời gian thực hiện đề tài chúng đã gặp không ít những khó khăn, bằng khả năng của mình, sự chỉ dẫn tận tình của các thầy cô giáo cũng như hỗ trợ và giúp đỡ từ phía nhà trường em đã nỗ lực hết sức để hoàn thiện sản phẩm của mình một cách tốt nhất.Tuy nhiên trong quá trình thiết kế và chế tạo mô hình không thể tránh được nhiều mặt thiếu sót và hạn chế. Kính mong nhận được sự giúp đỡ và đóng góp ý kiến từ quý thầy để chúng em có thể thực hiện tốt hơn ý tưởng của mình. Chúng em xin chân thành cảm ơn !
. Đà Nẵng, Ngày tháng năm 2014
Sinh viên thực hiện
CHƯƠNG I
GIỚI THIỆU TỔNG QUAN VỀ KẾT CẤU THÉP TRONG XÂY DỰNG
1.1.LÝ DO CHỌN ĐỀ TÀI:
Trong bối cảnh hiến nay, thị trường bất động sản, đặc biệt là các công trình xây dựng đang phát triển rất mạnh mẽ. Những tòa nhà cao chọc trời, những công trình phúc lợi hay những dự án lớn của quôc gia đang được triển khai thi công từng ngày trên khắp đất nước. Những công trình xây dựng thể hiện sự giàu mạnh của đất nước, sự khang trang của mỗi thành phố…Tuy nhiên, khí hậu ngày càng biến đổi khác nhiệt, các thiên tai như bão lũ, động đất, sóng thần, lốc xoáy thường xuyên xả ra và ảnh hưởng đến các công trình xây dựng. Vì vậy, để đảm bảo được nhưng công trình xây dựng đạt kết cấu vững chắc và trường tồn với thời gian, chống chọi với thiên nhiên thì kết cấu thép đóng vai trò vô cùng quan trọng. Các thép dầm , giàn, sàn liên kết với nhau tạo thành một kết cấu vững chắc trong ruột các công trình xây dựng
Hình 1.1. Nhà cao tầng
. Bởi lẽ đó, nhu cầu sử dụng thép và các sản phẩm làm ra từ thép là rất lớn. Đai thép xây dựng cũng vậy, với một công trình xây dựng nho nhỏ cũng đã cần sử dụng đến hàng ngàn đai thép với các kích cỡ khác nhau.
Sự cần thiết của đai thép xây dựng là không thể chối cãi. Để có được những công trình xây dựng, những tòa nhà cao lớn như vậy cần sử dụng một lượng đai thép rất lớn. Những dầm ngang, dọc hay nhưng cột đứng đều cần sử dụng đến đai thép. Để một công trình xây dựng đảm bảo độ bền thì kết cấu của dầm, trụ là quan trọng nhất. với mỗi dầm trụ đều được tính toàn số lượng đai cần dùng và kích cở đai phù hợp với dầm đó.
Hình 1.2. Các kết cấu thép dùng trong nhà cao tầng
Như chúng ta đã biết, công việc duỗi và uốn đai thép là một công việc lặp đi lặp lại nên không thể tránh được sự nhàm chán trong công việc. Ngoài ra, công việc duỗi và uốn đai thép theo kích thước trong các công trình còn là một công việc mất khá nhiều thời gian và dễ gây sự nhầm lẫn. Đây là vấn đề hết sức bất cập mà lâu nay chúng ta chưa giải quyết được. Việc áp dụng đề tài này vào sản xuất chắc chắn sẽ giúp tạo nhiều thuận lợi cho việc sản xuất đai và thi công công trình xây dựng. Và theo xu hướng phát triển của khoa học, để nâng cao năng suất lao động, nâng cao chất lượng và ổn định chất lượng sản phẩm, chúng ta cần tiến tới đưa vào các thiết bị trong công trình xây dựng với hệ thống điều khiển tự động từng phần hoặc toàn bộ quá trình sản xuất. Ngày nay việc tự động hoá phục vụ các hoạt động xây dựng và sản xuất ngày càng được ứng dụng rộng rãi hơn.Sau đây là một số hình ảnh cho thấy ứng dụng quan trọng của đai thép xây dựng và công việc uốn đai một cách thủ công:
Hình 1.3. Ứng dụng của đai thép Hình 1.4. Đai thép
Có thể tính toán đơn giản về hiệu quả mà máy mang lại được như sau :
Làm thủ công: Để Sản xuất ra đai thép cần 2 người nắn thẳng thép cuộn, 1 người cắt và 1 người uốn. Nếu thợ uốn làm việc tối đa thì 1ca làm việc 8h có thể uốn được 450 đến 500 đai.
Làm bằng máy: Chỉ cần 1 người thợ đứng máy, mỗi ca làm việc 8h máy có thể uốn được 1920 đai, tức là một phút có thể uốn được 4 đai.
Như vậy, với sự hỗ trợ của máy uốn đai, một người thợ có thể làm gấp 11 lần so với những người thợ uốn đai thủ công khác.
Ta có bảng số liệu sau :
Bảng 1.1: So sánh năng suất giữa sản xuất thủ công và sản xuất tự động:
|
Phương thức sản xuất |
Nhân công/1 ca |
Sản phẩm/1h |
|
Sản xuất thủ công |
3 |
56 |
|
Áp dụng máy sx tự động |
1 |
240 |
- Ta có thể nhận thấy rằng 1 máy uốn và bẻ đai thép có thể thay thế cho khoảng từ 9 -12 nhân công.
Vì vậy việc đưa máy uốn đai thép vào áp dụng thực tế là một vấn đề hết sức cấp thiết và mang lại nhiều ý nghĩa thực tiễn trong công việc.
- TỔNG QUAN VỀ DÂY CHUYỀN SẢN XUẤT ĐAI THÉP:
- Lịch sử ngành sản xuất tự động
Ngày nay, việc tự động hoá trong sản xuất là một nhu cầu cấp thiết nhằm nâng cao năng xuất lao động. Hệ thống sản xuất tự động ngày càng được ứng dụng rộng rãi trong các phân xưởng, nhà máy. Sự phát triển của kỹ thuật bán dẫn điện tử,cùng với việc ra đời của các linh kiện điện tử, chúng đã được áp dụng trong hệ thống cơ khí và từ đó các loại máy móc tự động ra đời.
Chiếc máy tự động đầu tiên được sử dụng trong công nghiệp do một thợ cơ khí người Nga, ông Pôdunôp chế tạo vào năm 1765. Nhờ nó mà mức nước trong nồi hơi được giữ cố định không phụ thuộc vào lượng tiêu hao hơi nước. Để đo mức nước trong nồi, Pôdunôp dùng một cái phao. Khi mức nước thay đổi phao sẽ tác động lên cửa van, thực hiện điều chỉnh nước trong nồi. Nguyên tắc điều chỉnh của cơ cấu này được sử dụng rộng rãi trong nhiều lĩnh vực khoa học kỹ thuật khác nhau, nó được gọi là nguyên tắc điều chỉnh theo sai lệch hay nguyên tắc Pôdunôp - Giôn Oat. Đầu thế kỷ 19, nhiều công trình có mục đích hoàn thiện các cơ cấu điều chỉnh tự động của máy hơi nước đã được thực hiện. Cuối thế kỷ 19 các cơ cấu điều chỉnh cho tuabin hơi nước bắt đầu xuất hiện. Năm 1712 ông Narrtôp, một thợ cơ khí người Nga đã chế tạo được máy tiện chép hình để tiện các chi tiết định hình. Việc chép hình theo mẫu đã được thực hiện. Chuyển động dọc của bàn dao do bánh răng - thanh răng thực hiện. Cho đến năm 1798 ông Henry Nandsley người Anh mới thay thế chuyển động này thành chuyển động của vitme - đai ốc. Năm 1873 Spender đã chế tạo được máy tiện tự động có ổ cấp phôi và trục phân phối mang các cam đĩa và cam thùng. Năm 1880 nhiều hãng trên thế giới như Pittler Ludnig Lowe (Đức), RSK (Anh) đã chế tạo được máy tiện rơvônve dùng phôi thép thanh. Năm 1887 Đ.G Xtôlepôp đã chế tạo được phần tử cảm quang đầu tiên, một trong những phần tử hiện đại quan trọng nhất của kỹ thuật tự động hoá. Cũng trong giai đoạn này, các cơ sở của lý thuyết điều khiển và điều chỉnh hệ thống tự động bắt đầu được nghiên cứu, phát triển. Một trong những công trình đầu tiên về lĩnh vực này thuộc về nhà toán học nổi tiếng P.M.Chebưsep. Có thể nói, ông tổ của các phương pháp tính toán kỹ thuật của lý thuyết điều chỉnh hệ thống tự động là I.A. Vưsnhegratxki, giáo sư toán học nổi tiếng của trường đại học công nghệ thực nghiệm Xanh Pêtecbua. Năm 1876 và 1877 ông đã cho đăng các công trình “ Lý thuyết cơ sở của các cơ cấu điều chỉnh” và “ Các cơ cấu điều chỉnh tác động trực tiếp”. Các phương pháp đánh giá ổn định và chất lượng của các quá trình quá độ do ông đề xuất vẫn dùng cho tới tận bây giờ.
Không thể không kể tới đóng góp to lớn trong sự nghiệp phát triển lý thuyết điều khiển hệ thống tự động của các nhà bác học A.Xtôđô người Sec, A.Gurvis người Mỹ, A.K.Makxvell và Đ.Paux người Anh, A.M.Lapunôp người Nga và nhiều nhà bác học khác.
Các thành tựu đạt được trong lĩnh vực tự động hoá đã cho phép trong những thập kỷ đầu của thế kỷ 20 chế tạo các loại máy tự động nhiều trục chính, máy tổ hợp và các đường dây tự động liên kết cứng và mềm dùng trong sản xuất loạt lớn và hàng khối. Cũng trong thời gian này, sự phát triển mạnh mẽ của điều khiển học, một môn khoa học về các quy luật chung của các quá trình điều khiển và truyền tin trong các hệ thống có tổ chức đã góp phần đẩy mạnh sự phát triển và ứng dụng của tự động hoá các quá trình sản xuất vào công nghiệp.
Trong những năm gần đây, các nước có nền công nghiệp phát triển tiến hành rộng rãi tự động hoá trong sản xuất loạt nhỏ. Điều này phản ánh xu thế chung của nền kinh tế thế giới chuyển từ sản xuất loạt lớn và hàng khối sang sản xuất loạt nhỏ và hàng khối thay đổi. Nhờ các thành tựu to lớn của công nghệ thông tin và các ngành khoa học khác, ngành công nghiệp gia công cơ của thế giới trong những năm cuối của thế kỷ 20 đã có sự thay đổi sâu sắc. Sự xuất hiện hàng loạt các công nghệ mũi nhọn như kỹ thuật linh hoạt (Agile engineering), hệ thống điều hành sản xuất qua màn hình (Visual Manufacturing), kỹ thuật tạo mẫu nhanh (Rapid Prototyping) và công nghệ Nanô đã cho phép thực hiện tự động hoá toàn phần không chỉ trong sản xuất hàng khối mà cả trong sản xuất loạt nhỏ và đơn chiếc. Chính sự thay đổi nhanh của sản xuất đã liên kết chặt chẽ công nghệ thông tin với công nghệ chế tạo máy, làm xuất hiện hàng loạt các thiết bị và hệ thống tự động hoá hoàn toàn mới như các loại máy điều khiển số, các trung tâm gia công,các hệ thống điều khiển bằng lôgic PLC, các hệ thống sản xuất linh hoạt FMS…
- Dây chuyền sản xuất đai thép
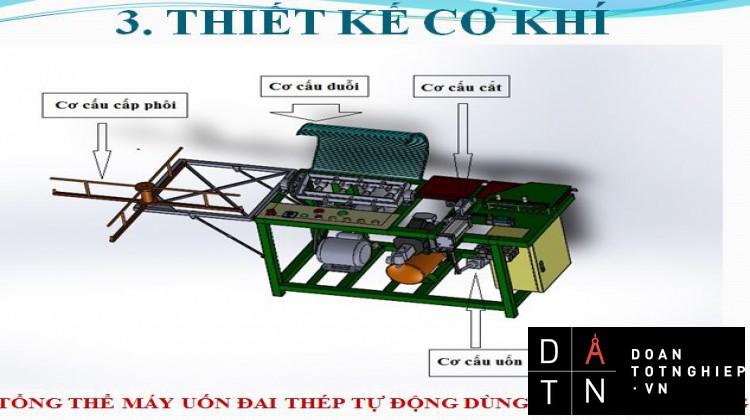
Dây chuyền sản xuất đai thép được thực hiện bởi ba quá trình nắn thẳng thép cuộn, uốn đai, cắt đai và dẩy đai ra ngoài. Mỗi công doạn thực hiện một nhiệm vụ khác nhau và được lắp trên khung máy tạo thành dây chuyền sản xuất đai.
Hình 1.5. Mô tả hoạt động của dây chuyền
1.3. XU THẾ PHÁT TRIỂN:
Tự động hoá là một quá trình cho phép giảm giá thành sản phẩm, giảm sức lao động của con người, nâng cao năng xuất lao động. Trong mọi thời đại, một sản phẩm làm ra vấn đề giá thành sản phẩm là một trong những vấn đề rất được quan tâm bởi lẽ nếu cùng một loại sản phẩm của hai nhà sản xuất đưa ra nếu giá thành sản phẩm nào rẻ hơn nhưng với chất lượng như nhau thì dĩ nhiên người ta sẽ lựa chọn sản phẩm rẻ hơn. Chính vì lẽ đó mà con người luôn tìm tòi mọi phương pháp để giảm giá thành sản phẩm và đó là cơ sở cho ngành tự động hoá ra đời. Một trong những động lực cho sự phát triển của tự động hoá đó là giảm sức lao động của con người, nâng cao chất lượng sản phẩm và năng xuất lao động. Người ta từ lâu đã nhận ra rằng lao động của con người không thể sánh bằng máy móc kể cả về năng suất và chất lượng đặc biệt là các loại máy móc tự động.Vì vậy việc ra đời của ngành tự động hoá không những giảm bớt lao động của con người mà còn nâng cao được năng suất và chất lượng sản phẩm.
Quá trình tự động hoá đã làm cho việc quản lí trở nên rất đơn giản, bởi vì nó không những thay đổi điều kiện làm việc của công nhân mà còn có thể giảm số lượng công nhân đến mức tối đa. Ngoài ra tự động hoá còn cải thiện được điều kiện làm việc của công nhân, tránh cho công nhân những công việc nhàm chán,lặp đi lặp lại,có thể thay cho con người lao động ở những nơi có điều kiện làm việc nguy hiểm, độc hại…
Tự động hoá có thể áp dụng cho nhiều loại hình sản xuất hàng loạt và đơn chiếc với một trình độ chuyên môn hoá cao cũng chính vì thế mà năng suất cũng như chất lượng sản phẩm rất cao. Ngày nay để đánh giá mức độ của một nền sản xuất, người ta đánh giá vào mức độ tự động hoá của nền sản xuất đó.
Ngày nay, với một trình độ chuyên môn hoá cao một sản phẩm được làm ra có thể được lắp từ nhiều chi tiết của các nhà sản xuất khác nhau trên thế giới. Chính vì lẽ đó mà buộc con người phải tiêu chuẩn hoá các chi tiết cũng như các sản phẩm chế tạo ra.Tự động hoá rất thích hợp với ngành sản xuất theo tiêu chuẩn như thế.
Với tầm quan trọng như thế, ngành tự động hoá rất được các quốc gia trên thế giới quan tâm bởi đó không những là bộ mặt của nền sản xuất mà trong thời buổi kinh tế thị trường việc cạnh tranh của sản phẩm trên thị trường là rất khó khăn, nó đòi hỏi không những về chất lượng sản phẩm mà còn cả về giá thành.
Trong thời gian gần đây, tự động hoá được ứng dụng rộng rãi trong nhiều lĩnh vực của đời sống từ kinh tế đến chính trị - xã hội. Có thể cụ thể hoá các ứng dụng của tự động hoá như sau, nói chung là nó được dùng ở mọi nơi như: Trong công nghiệp, y tế, ngân hàng, thư viện… Nói chung ngày nay hầu như ở tất cả các lỉnh vực đều cần thiết sự có mặt của tự động hoá.
1.4. GIỚI THIỆU VỀ THÉP CUỘN:
1.4.1. Thành phần thép kết cấu:
Thép kết cấu chủ yếu được sản xuất từ thép CT3.Thành phần của loại vật liệu này có các tính chất có lợi cho xây dựng: cường độ lớn, độ dẻo và độ chống mỏi cao. Nhờ đó mà kim loại được sử dụng rộng rãi trong xây dựng và các ngành kĩ thuật khác. Ở dạng nguyên chất, do cường độ và độ cứng thấp, độ dẻo cao, kim loại có phạm vi sử dụng rất hạn chế. Chúng được sử dụng chủ yếu ở dạng hợp kim với kim loại và á kim khác, thí dụ như cacbon. Sắt và hợp kim của nó (thép và gang) gọi là kim loại đen; những kim loại còn lại (Be, Mg, Al, Ti, Cr, Mn, Ni, Cu, Zn, v.v...) và hợp kim của chúng gọi là kim loại màu. Kim loại đen được sử dụng trong xây dựng nhiều hơn cả, giá kim loại đen thấp hơn kim loại màu.
Tuy nhiên kim loại màu lại có nhiều tính chất có giá trị: cường độ, độ dẻo, khả năng chống ăn mòn, tính trang trí cao. Những điều đó đã mở rộng phạm vi sử dụng kim loại màu trong xây dựng, phổ biến là các chi tiết kiến trúc và các kết cấu nhôm.
Nguyên liệu để chế tạo kim loại đen là quặng sắt, mangan, crôm, mà các khoáng đại diện cho chúng là nhóm các oxit: macnetit (Fe3O4), quặng sắt đỏ (Fe2O3), piroluzit (MnO2), crômit (FeCr2O4). Để sản xuất kim loại màu người ta sử dụng boxit chứa các hidroxit: hidracgilit (Al(OH)3, diasno (HAlO2); các loại quặng sunfua và cacbonat đồng, niken, chì v.v... với các khoáng đại diện là chancopirit (CuFeS2), sfalêit (ZnS), xeruxit (PbCO3), magiezit ( MgCO3) v.v...
1.4.2. Sản phẩm thép cuộn:
- Cỡ loại, thông số kích thước:
Tròn, nhẵn có đường kính từ 6mm đến 8mm. Được cung cấp ở dạng cuộn, trọng lượng khoảng 200kg đến 450kg/cuộn, trường hợp đặc biệt có thể cung cấp với trọng lượng 1.300 kg/cuộn, (hình 1.5). Các thông số kích thước, diện tích mặt cắt ngang, khối lượng 1m chiều dài, sai lệch cho phép và các đại lượng cần tính toán khác theo quy định cụ thể trong tiêu chuẩn.
- Yêu cầu kỹ thuật:
Tính cơ lý của thép phải đảm bảo về các yêu cầu giới hạn chảy, độ bền tức thời, độ dãn dài, xác định bằng phương pháp thử kéo, thử uốn ở trạng thái nguội. Tính chất cơ lý của từng loại thép và phương pháp thử được quy định cụ thể trong tiêu chuẩn.
Bảng 1.2: Tiêu chuẩn mác thép
|
Quy cách |
Loại hàng |
Tiêu chuẩn sản phẩm |
Mác thép |
Độ bền kéo (N/mm²) |
|
Thép cuộn: Ø6, Ø8 |
Cuộn |
TCVN 1651 – 85
|
CT32 – CT42 |
Từ 380 ÷ 480 Tùy theo từng mác thép |
Hình 1.6: Thép cuộn
- Lý thuyết uốn:
- Quá trình uốn:
Uốn là một trong những nguyên công thường gặp nhất trong dập nguội.Uốn tức là biến phôi phẳng(tấm) dây hay ống thành những chi tiết có hình cong đều hay gấp khúc. Khối lượng vật uốn trong ngành chế tạo máy và dụng cụ không ngừng tăng lên. Phụ thược vào kích thước và hình dáng vật uốn, dạng phôi ban đầu, đặc tính quá trình uốn trong khuôn. Uốn có thể tiến hành trến máy ép trục khuỷu lệch tâm, ma sát hay thủy lực. Đôi khi có thể tiến hành trên các dụng cụ uốn bằng tay hoặc trên máy uốn chuyên dùng.
Đăc điểm của quá trình uốn là dưới tác dụng ép cảu chày và cối , phôi bị biến dạng dẻo từng vùng để tạo thành hình dáng cần thiết. Quá trình biến dạng cũng bao gồm quá trình biến dạng đàn hồi và quá trình biến dạng dẻo.
- Lớp trung hòa:
thành của phôi trước khi uốn ta kẻ những ô vuông. Sau khi uốn ta thấy những ô ở phần thẳng không thay đổi, còn những ô ở phần cong thì bị biết thành hình thang(xem hình 1.7). Các vách ngang tính từ tâm uốn ra,các vách ở phía ngoài dài ra, còn các vạch ở phía trong ngắn lại. Chỉ có đường 00 là chiều dài không thay đổi, đó là lớp trung hòa.Phần ngoài lớp trung hòa chịu kéo, còn phần trong chịu nén. Lớp trung hào không chụi kéo hay nén,nên giữ được độ dài ban đầu. Đó là căn cứ tốt nhất để xác đinh phôi uốn.
Sơ đồ bố trí lực tại tại tiết diện bị uốn được trình bày trên (hình 1.8)
Quan sát tiết diện cắt ra trên cung uốn,ta thấy có dạng hình quạt. Phần dưới lớp trung hòa thì co lại, phần trên phình ra. Lớp trung hòa giữa nguyên được bề rộng ban đầu của phôi. Hiện tượng này cảng rõ rệt khi bề rộng vật uốn càng hẹp bà bán kính uốn càng nhỏ.
Người ta đã chứng minh rằng lớp trung hòa đi qua trọng tâm cảu mặt phẳng tiết diện. Trong quá trình uốn, bán kính uốn càng nhỏ dần thì hình dáng tiết diện cũng thay đổi dần. Do đó trọng tâm của tiết diện cũng di chuyển dần về trọng tâm của vật uốn
- TIÊU CHUẨN VỀ ĐAI THÉP TRONG XÂY DỰNG:
Theo tiêu chuẩn xây dựng Việt Nam 356 năm 2005 ta sơ lược một số tiêu chuẩn về đai thép xây dụng như sau:
+ Ở tất cả các mặt của cấu kiện có đặt các thanh cốt thép dọc, cần phải bố trí các cốt thép đai bao quanh các thanh cốt thép dọc ngoài cùng, đồng thời khoảng cách giũa các thanh cốt thép đai ở mỗi mặt cấu kiện phải không lớn hơn 600mm và không lớn hơn 2 lần chiều rộng cấu kiện.
+ Tại các vị trí cốt thép chịu lực nối chồng không hàn, khoảng cách giữa các cốt thép đai của cấu kiện chịu nén lệch tâm không lớn hơn 10d.
+ Chiều dài của neo đai là chọn bàng 7,5 đường kính thép làm đai.
- TỔNG QUAN VỀ MÁY UỐN ĐAI THÉP XÂY DỰNG:
Máy uốn đai thép xây dựng là một phát minh rất thông minh và tiện lợi khi nó tích hợp được các công việc từ nắn thẳng thép, uốn thép thành đai và cắt thép. Sản phẩm làm ra có đủ các kích thước to nhỏ với hai hình dạng chính là hình vuông và hình chữ nhật. Sản phẩm có độ chính xác cao và không làm biến đổi cơ tính của đai thép. Máy uốn được thép cuộn có đường kính ø6 và ø8, máy có sử dụng thiết bị điều khiển PLC và các mạch rơle điện, cảm ứng từ và hệ thống khí nén để cắt và uốn thép. Có một động cơ chính, một bình khí nén và hệ thống cắt thép. Máy được điểu khiển bằng bảng điều khiển và có hai chế độ, chế độ tự động và chế độ điều khiển bằng tay.
Hình 1.9. Cụm cơ cấu nắn thẳng
Cơ cấu nắn thẳng có nhiệm vụ nắn thẳng thép cuộn, đồng thời nó cũng là cơ cấu cấp phôi thép cho cơ cấu uốn đai:
Hình 1.10. Cụm cơ cấu cắt
Hình 1.11: Cụm cơ cấu uốn đai
Khi hoạt động, thép được cấp từ giá đỡ thép đi qua cơ cấu duỗi thẳng rồi đi qua các cảm biến từ được gắn trên một thước đó để điều chỉnh kích thước. Các cảm biến từ nhận nhận biết thép mà truyền cơ PLC để điều khiển các mạch khí nén để uốn và cắt thép….
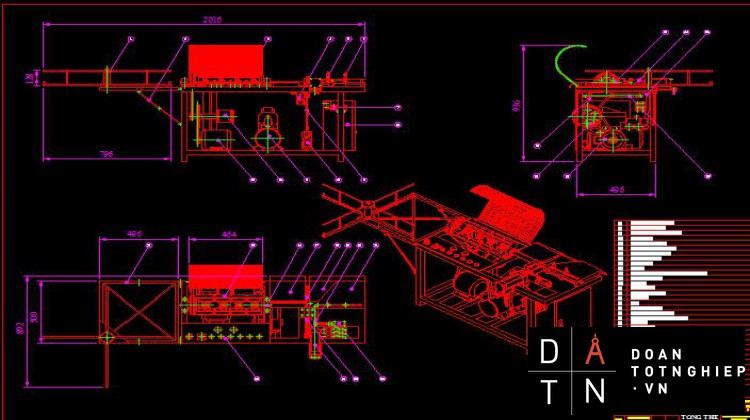
Hình 1.5. Kết cấu tổng thể của máy uốn đai thép xây dựng
CHƯƠNG II
PHÂN TÍCH LỰA CHỌN PHƯƠNG ÁN THIẾT KẾ
2.1. PHÂN TÍCH CÁC HOẠT ĐỘNG CỦA HỆ THỐNG:
2.1.1. Hoạt động duỗi thẳng thép :
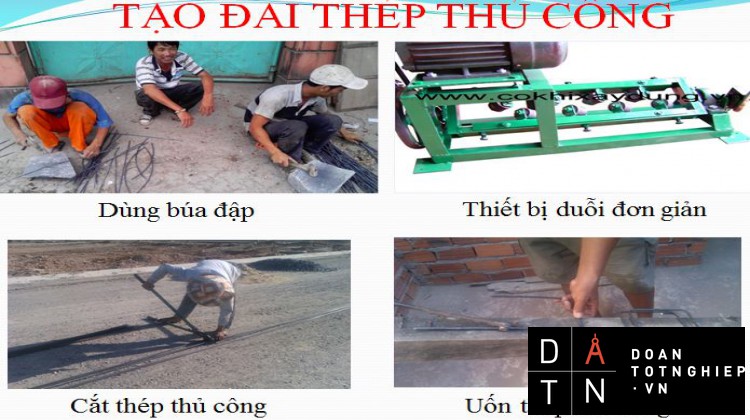
Thép cuộn sau khi ra khỏi khuôn lò thì không được nắn thẳng mà được cuộn tròn thành từng cuộn vì thế người ta gọi đó là thép cuộn. Thép cuộn được sử dụng nhiều và phổ biến trong xây dựng, nó có thể được uốn thành đai hay các hình dạng khác,được kết thành lưới để đổ dầm, sàn. Sở dĩ loại thép này được cuộn tròn là vì nó có kích thước nhỏ và chiều dài rất lớn, nên để thuận tiện trong quá trình luyện thép và vận chuyển thép đến nơi thi công thì phải cuộn thép thành từng cuộn tròn. Để thép cuộn có thể sử dụng được thì người công nhân phải tiến hành duỗi thằng thép. Duỗi thép có nhiều cách,có thể là dùng búa đập thẳng, dùng thép buộc vào gốc cây rồi dùng xe tải kéo để duỗi thẳng, dùng các móc để bẻ…
Đó chỉ là các cách người ta thường sử dụng ngày xưa. Còn bây giờ người ta phải sử dụng các máy nắn để làm cho sản phẩm thép cuộn trở thành các đoạn thép thẳng dài, thuận tiện khi sử dụng thép vào các mục đích khác nhau, đảm bảo được yêu cầu.
Hình 2.1. Máy duỗi thép
Hình 2.2. Duỗi thép thủ công
Trong bản thiết kế này, thép được duỗi bằng máy duỗi thép tự động gắn trên hệ thống máy uốn đai.
2.1.2. Hoạt động uốn đai
Trong thực tế sản xuất hiện nay, đai thép xây dựng chủ yếu vẫn đang là uốn bằng tay. Với cách thức này, người công nhân phải trải qua công đoạn duỗi thép và cắt thép ra từng đoạn théo kích thước lường trước. Tiếp đến, công nhân phải dùng càng và đồ gá để ngồi uốn từng đai thép một theo hình dang định sẵn.
Với phương thức này, hoạt động hoàn toàn thủ công nên độ chính xác và tốc độ hoàn toàn phụ thuộc vào tay nghề của công nhân và chất lượng của công đoạn duỗi và cắt thép. Độ bền của đai thép không được đảm bảo vì công nhân thường uốn sai rồi duỗi ra uốn lại.
Vì vậy, ở đây hệ thống sẽ thiết kế sao cho thép sau khi duỗi lập tức được đưa vào hệ thống uốn được vận hành hoàn toàn tự động. Hệ thống sẽ lần lượt uốn sắt định hình theo dạng hình vuông khép kín. Sau khi hoàn thành công đoạn uốn, hệ thống cắt sẽ
hoạt động để cắt rời đai thép ra khỏi cuộn và đưa ra ngoài. Để làm được công việc này, hệ thống có sử dụng các cảm biến từ để nhận biết thép và uốn tự động, vì vậy độ chính xác của đai là rất cao.
Hình 2.3: Uốn thép thủ công
2.1.3. Hoạt động cắt thép và lấy sản phẩm ra:
Thay vì cắt thép bằng kéo như đời thường thì máy cắt thép hoàn toàn tự động. Khi thép đã được uốn thành đai, cảm biến từ sẽ nhận biết và truyền tín hiệu về bộ xử lý trung tâm điều khiển xilanh duỗi ra và cắt thép.
Ở đây ta sử dụng hệ thống xilanh và khí nén để cắt thép nên cắt thép rất chính xác, nhanh và ko gây rung động.
Thép sau khi được uốn thành đai và cắt rời ra khỏi cuộn dây thép thì sẽ có cần gạt gạt đai thép sang một bên. Cần gạt này cũng hoạt động dựa vào hệ thống xilanh và khí nén.
Hình 2.4. Cắt thép thủ công
2.2. CÁC YÊU CẦU KHI THIẾT KẾ HỆ THỐNG
2.2.1. Các chuyển động chính:
- Chuyển động quay của cơ cấu duỗi dùng để duỗi thép cuộn thành thép thẳng. Cơ cấu này dược dẫn động bằng động cơ điện.
- Chuyển động tịnh tiến của piston dùng để đẩy cơ cấu uốn, uốn thép thẳng thành thép hình vuông.
- Chuyển động tịnh tiến của piston dùng để đẩy cơ cấu cắt, cắt đai thép rời ra khỏi cuộn,và cơ cấu lấy sản phẩm.
2.2.2. Các yêu cầu khi thiết kế:
Nhìn chung, khi xây dựng phương án bố trí cho các hệ thống tự động cần phải đảm bảo các điều kiện như sau:
- Hệ thống đơn giản, dễ điều khiển và đáng tin cậy.
- Công nhân làm việc được thoải mái, không phải chịu áp lực lao động.
- Ngoài ra phải đảm bảo được tính an toàn và tính kinh tế.
2.3. LỰA CHỌN PHƯƠNG ÁN THIẾT KẾ
2.3.1. Phương án 1
Ở phương án 1 ta phải sử dụng đến 3 piston khí nén. 1 piston có nhiệm vụ đẩy dao cắt, 2 piston có nhiệm vụ hỗ trợ lẫn nhau trong việc uốn đai thép.
Ưu và nhược điểm của phương án 1:
Ưu điểm: Hai piston thay nhau thực hiện lần lượt các công đoạn trong quá trình uốn nên cơ cấu uốn được thiết kế dễ dàng hơn.
Nhược điểm: Phải sử dụng nhiều piston khí nén làm tăng giá thành sản phẩm, sử dụng khá nhiều cảm biến nên hơi khó khăn trong quá trình điều khiển. Nó chưa có tính linh hoạt hơn, khó thay đổi kích thước và hình dạng của đai.
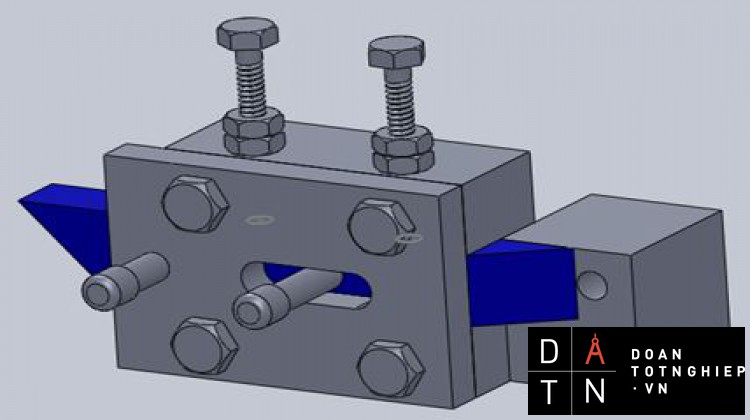
2.3.2. Phương án 2
Với phương án này ta chỉ sử dụng 2 piston khí nén và ít cảm biến hơn. 1 piston đảm nhận việc cắt và 1 piston đảm nhận việc uốn đai thép
Ưu và nhược điểm của phương án 2:
Ưu điểm: cần sử dụng ít cảm biến nên dễ dàng hơn trong công việc điều khiển, giảm được số piston cần dùng nên giảm được giá thành. Điều này rất có ý nghĩa trong kỹ thuật. Có khả năng tùy biến cao, có thể thay đổi kích thước đai dễ dàng và linh hoạt hơn.
Nhược điểm: khi thép đi tới vị trí cần uốn thì việc dừng ngay động cơ là vấn đề khó giải quyết vì lý do lực quán tính.
- Chốt tỳ
- Cảm biến 1
- Cảm biến 2
- Cảm biến 3
- Xilanh uốn
- Xilanh cắt
- Dao cắt
8. Bàn cắt
Hình 2.5. Sơ đồ phương án 2
=> Dựa vào các phân tích ở trên nhóm đồ án chọn phương án 2 để thiết kế hệ thống, các thiết bị dùng trong hệ thống sẽ được phân tích ở các phần sau
................................................................................
CHƯƠNG VII KẾT LUẬN 7.1. KẾT QUẢ
Sau khi hoàn thành đề tài này, chúng em đã nắm bắt được khá nhiều kiến thức cơ bản về các lĩnh vực điều khiển lập trình, cơ cấu truyền động, cơ cấu chấp hành. Nắm vững các công cụ hỗ trợ vẽ và thiết kế, công cụ lập trình và các thiết bị điều khiển khả trình như PLC.
Trên cơ sở lý thuyết đã tìm hiểu được, chúng em tiến hành thiết kế, chế tạo và đạt được sản phẩm cụ thể, đó là xây dựng thành công mô hình “Máy uốn đai thép cho công trình xây dựng ”; hệ thống hoạt động tương đối chính xác và đáng tin cậy. Mô hình “Máy uốn đai thép cho công trình xây dựng” với thiết kế đơn giản, độ ổn định cao, dễ lắp đặt, vận hành. Góp phần vào việc nâng cao khả năng tự động hóa trong sản xuất, giảm nhẹ áp lực lao động cho công nhân, tăng năng suất lao động và hạ giá thành sản phẩm.
Tuy vậy, do thời gian thực hiện ngắn, điều kiện tài liệu và cơ sở kỹ thuật còn hạn chế nên đề tài của em chắc chắn sẽ còn tồn tại nhiều vấn đề chưa thực hiện hợp lý. Vì vậy nhóm đồ án mong nhận được sự góp ý xây dựng từ các thầy cô để chúng em có thể phát triển và hoàn thiện hơn.
7.2. HƯỚNG PHÁT TRIỂN
Trong thời gian tới, em sẽ tiếp tục nghiên cứu và phát triển đề tài của mình hoàn thiện hơn như: Có khả năng đếm và dừng khi đủ sản phẩm, cắt thép theo chiều dài được nhập từ bảng điều khiển, tốc độ vận hành cao hơn và ổn định hơn, sử dụng với nhiều kích cỡ thép khác nhau và thay đổi kích thước sản phẩm dễ dàng và chính xác hơn.
TÀI LIỆU THAM KHẢO
[1] Trần Ngọc Hải, Điều khiển thủy khí và lập trình PLC,Khoa cơ khí trường Đại Học Bách Khoa Đà Nẵng
[2] Nguyễn Trọng Hữu,Thiết kế sản phẩm với Solidworks 2006,Nhà xuất bản thống kê
[3] Châu Mạnh Lực, Phạm Văn Song, Trang bị công nghệ và cấp phôi tự đông, Khoa Cơ khí trường Đại Học Bách Khoa Đà Nẵng
[4] Ninh Đức Tốn, Dung sai và lắp ghép,Nhà xuất bản giáo dục, năm 2007
[5] Trần Nguyên Vinh,Vật Liệu Kỹ Thuật, Khoa Cơ khí trường Đại Học Bách Khoa Đà Nẵng
[6] Tôn yên,Công nghệ dập nguội,Nhà xuất bản khoa học kỹ thuật Hà Nội ,1974
[7] Trần Đình Sơn,Nguyên lý cắt và dụng cụ cắt, Khoa cơ khí Trường Đại Học Bách Khoa Đà Nẵng
*TÀI LIỆU THAM KHẢO
1. Nguyễn Hữu Lộc, Cơ sở thiết kế máy, NXB ĐHQGTP Hồ Chí Minh, 2004.
2. Nguyễn Trọng Hiệp, Chi tiết máy tập 1, 2 NXB Giáo dục, 1998.
3. Nguyễn Hữu Lộc, Bài tập chi tiết máy, NXB ĐHQGTP Hồ Chí Minh, 2003.
4. Nguyễn Hữu Lộc, Độ tin cậy trong thiết kế kỹ thuật , NXB ĐHQGTP Hồ Chí Minh, 2002.