THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GIÁ ĐỠ CHỈNH NHIỀU LỖ VUÔNG GÓC



NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GIÁ ĐỠ CHỈNH,
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy,
thiết kế quy trình công nghệ gia công chi tiết

Chương I: NGHIÊN CỨU CHI TIẾT GIA CÔNG
Mục đích của phần này là xem kết cấu và các điều kiện kỹ thuật cho trong bản vẽ chi tiết có phù hợp hay không đối với chức năng phục vụ và khả năng chế tạo.
1/ Phân tích chi tiết gia công:
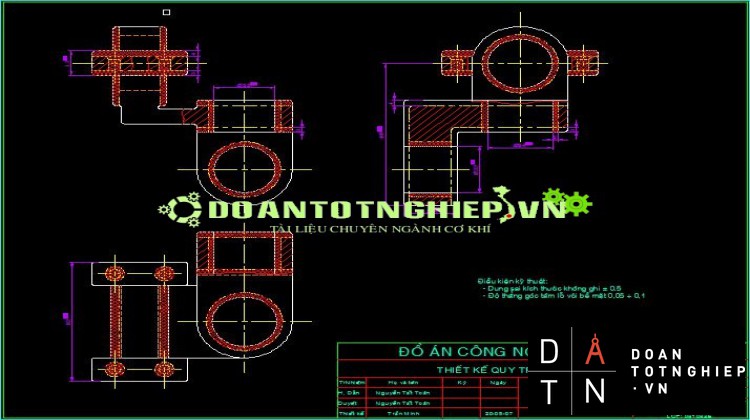
Giá đỡ là một chi tiết dạng hộp,là chi tiết có hình khối, cónhiều lỗ. Thường làm nhiệm vụ của chi tiết cơ sở để lắp các đơn vị lắp (nhóm cụm bộ phận)của những chi tiết khác lên nó tạo thành.
+ Công dụng của chi tiết: dùng để giá đỡ các trục, hệ thống trục vuông góc nhau, truyền động không gian.
+ Điều kiện làm việc: Chi tiết làm việc trong điều kiện chịu tác dụng bởi nhiều lực theo các phương khác nhau. Các trục truyền lực được lắp vào giá đỡ thông qua ổ bi.
2/ Tính năng công nghệ trong kết cấu chi tiết:
- 2 lỗ và 1 lỗ độ chính xác cấp 7 với lắp nghép ổ lăn ,độ bóng cấp 6 để lắp nghép vào hệ thống trục.
- Lổ ngang độ chính xác cấp 7 với lắp nghép ổ lăn, độ bóng cấp 6 lắp nghép để lắp nghép trục ngang.
- Lổ đứng độ chính xác cấp 7 với lắp nghép ổ lăn, độ bóng cấp 6 lắp nghép để lắp nghép trục đứng.
- Lổ ngang độ chính xác cấp 7 với lắp nghép ổ lăn, độ bóng cấp 6 lắp nghép để lắp nghép trục ngang.
- 2 Kích thước 50x16x10 trên có 4 lổ dùng ta rô ren: ta tiến hành khoan và sau đó phay thô ta rô ren.
- Để đảm bảo các trục lắp vào được vuông góc với nhau thì chọn độ không vuông góc giữa các trục là 0.1.
- Khi gia công chi tiết ta đặc biệt chú ý đến sự tương quan giữa các lỗ, độ vuông góc giữa các lỗ với các mặt phẳng đáy và giữa cáclỗ với nhau để có thể lắp ghép và sự truyền lực giữa các trục được dễ dàng.
- Các lỗ của giá đỡ phải được gia công đạt độ chính xác, độ bóng cấp 6 để lắp bọc đạn.
- Các mặt đầu của các lỗ cũng phải được gia công đặc biệt là hai mặt phẳng dùng để bắc vis F/906 phải đạt độ bóng cao tạo sự chính xác khi lắp ghép giá đỡ.
- Còn các mặt còn lại như mặt trục ngoài của cáclỗ… không dùng để lắp ghép thì ta có thể không cần gia công.
3/ Phân tích kỹ thuật:
..................................................................................................
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GIÁ ĐỠ CHỈNH, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết............................................................................................................................................................................
Chương III: CHỌN PHÔI
1.Chọn dạng phôi:
- Có rất nhiều phương pháp để tạo nên phôi. Do đó cần phải phân tích (phân tích ưu điểm, khuyết điểm) giữa các kiểu tạo phôi với nhau nhằm tìm ra phương pháp tạo phôi thích hợp cho quá trình gia công cơ sau này, nên ta có một số phương pháp tạo phôi sau:
- Ta có thể chọn nhiều phương án tạo phôi như: rèn,đức, dập… Nhưng với vật liệu Gang C421-40 ta chọn phương án đúc có tính hiệu quả và ít tốn kém hơn.
- Với giá đỡ có hình dạng kết cấu phức tạp, các lỗ nằm trên các mặt phẳng vuông góc nhau mà các phương pháp chế tạo phôi khác khó có thể làm được. Và để nâng cao tính hiệu quả, đáp ứng kết cấu phức tạp của phôi thì ta nên chọn phương pháp đúc nào?
- Cá tính và độ chính xác của vật đức phụ thuộc vào phương pháp đúc và phương pháp làm khuôn đúc. Ta có thể đúc trong khuôn cát, khuôn kim loại, đúc li tâm, đúc áp lực… Có thể làm khuôn bằng tay hay khuôn bằng máy.
2. Phôi đúc:
- Phôi đúc có cơ tính không cao bằng phôi rèn dập, nhưng việc chế tạo khuôn đúc cho những chi tiết khá phức tạp vẫn dễ dàng, thiết bị lại khá đơn giản. Đồng thời chi tiết rất phù hợp với những chi tiết có vật liệu là gang vì có những đặc điểm như sau:
+ Lượng dư phân bố đều.
+ Tiết kiệm được vật liệu.
+ Giá thành rẻ, được dùng phổ biến.
+ Độ đồng đều của phôi cao, do đó việc điều chỉnh máy khi gia công giảm.
+ Tuy nhiên phôi đúc khó phát hiện khuyết tật bên trong (chỉ phát hiện lúc gia công) nên làm giảm năng suất và hiệu quả.
3. Phương pháp chế tạo phôi:
1/ Đúc trong khuôn cát:
a/ Làm khuôn bằng tay:
Ap dụng cho việc đúc với dạng sản xuất đơn chiếc hay những chi tiết có kích thước lớn, độ chính xác phụ thuộc vào tay nghề đúc
b/ Làm khuôn bằng máy:
Ap dụng cho đúc hàng loạt vừa và hàng khối, năng suất và độ chính xác cao.
2/ Đúc trong khuôn kim loại:
Sản phẩm đúc có kích thước chính xác có tính cao. Phương pháp này sản xuất cho hàng loạt lớn và hàng khối.
Vật đúc có khối lượng nhỏ, hình dạng vật đúc không phức tạp và không có thành móng.
3/ Đúc ly tâm:
Ap dụng vật đúc có dạng tròn xoay, do đó lực li tâm khi rót kim loại lỏng vào khuôn quay kết cấu của vật thể chặt chẽ hơn, nhưng không đồng đều từ ngoài vào trong.
4/ Đúc áp lực:
Ap dụng đối với các chi tiết có hình dạng phức tạp, phương pháp này cho ta độ chính xác cao, có tính rất tốt. Phương pháp đúc li tâm và các phương pháp khác có những nhược điểm mà phương pháp đúc áp lực có thể khắc phục được. Do đó thường áp dụng cho dạng sản xuất hàng loạt lớn, hàng khối và áp dụng đối với các chi tiết có kích thước nhỏ.
@ Tham khảo qua một số phương pháp đúc trên, căn cứ vào chi tiết dạng hộp có hình dáng tương đối phức tạp, kích thước không lớn lắm và là dạng sản xuất hàng loạt lớn. Vì thế ta chọn phương pháp đúc trong khuôn kim loại làm bằng máy khuôn mẫu kim loại.
- Hình dáng của các thành phần vật đúc cần hài hoà, không nên lấy quá nhỏ sẽ gay ra khó khăn cho việc điền đầy kim loai, dễ gây ta méo mó và tạo ra vết nứt. Còn nếu ta lấy quá lớn sẽ gây ra rỗ khi co ngót.
- Độ dốc thoát khuôn: 1o30
- Bán kính góc lượn: 3mm
- Chi tiết đúc chính xác cấp II nhận được nhờ các mẫu gỗ, dùng khuôn kim loại dễ tháo lắp và sấy khô. Phương pháp này thường dùng cho sản xuất hàng loạt.
- Lượng dư tổng hợp của bề mặt phôi ( tra bảng 3 sổ tay công nghệ chế tạo máy tập 1).
+ Bề mặt trên của phôi: 4mm.
+ Bề mặt dưới của phôi: 3mm.
+ Bề mặt bên của phôi: 3mm.
Bản vẽ đúc của chi tiết.
....................................................
Chương IV: LẬP TIẾN TRÌNH GIA CÔNG
1. Mục đích:
Xác định trình tự gia công hợp lý nhằm đảm bảo độ chính xác về kích thước, vị trí tương quan, hình dạng hình học, độ nhám, độ bóng của bề mặt theo yêu cầu của chi tiết cần chế tạo.
2. Nội dung:
- Chọn phương pháp gia công các bề mặt phôi.
- Chọn chuẩn tinh và sơ đồ gá đặt.
- Chọn chuẩn thô để định vị gia công chuẩn tinh.
- Lấy chuẩn tinh định vị để giacông các bề mặt chính xác.
- Sau đó gia công các bềmặt không chính xác.
a. Chọn phương pháp gia công các bề mặt phôi:
Sử dụng các thiết bị như: Máy phay, khoan, khoét, doa, …
b. Chọn chuẩn công nghệ:.......................................................
Khi phân tích chi tiết chế tạo ta chọn chuẩn tinh như hịnh vẽ để làm chuẩn gia công và kiểm tra các chi tiết khác như:
+ Độ song song giữa mặt chuẩn và mặt đầu còn lại của lỗ và kính thước mặt đầu của các lỗ torô ren.
+ Độ vuông góc giữa mặt chuẩn và mặt đầu của lỗ .
+ Độ song song giữa mặt chuẩn và 2 tâm lỗ ngang và.
+ Độ vuông góc giữa mặt chuẩn và tâm lỗ .
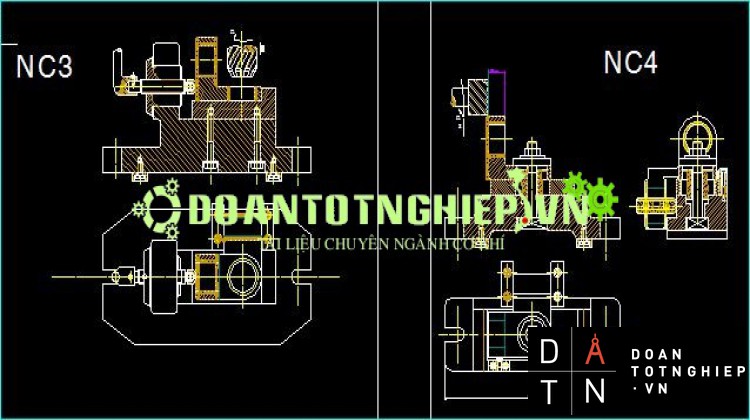
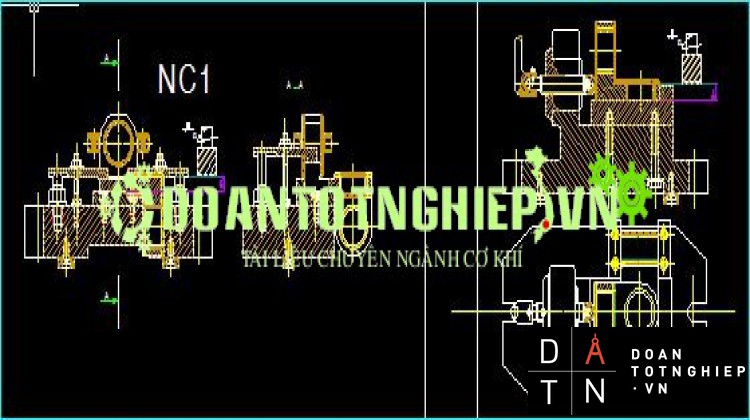
c. Chọn tiến trình gia công các bề mặt phôi:
Từ sự phân tích chuẩn trên đây, ta chọn các nguyên công để gia công chi tiết gồm:
1. Gia công mặt đầu của lỗ .
2. Gia công mặt đầu của lỗ còn lại.
3. Gia công thô và tinh lỗ .
4. Gia công 2 mặt đầu của lỗ .
5. Gia công thô và tinh lỗ .
6. Gia công mặt đầu của lỗ đứng.
7. Gia công thô và tinh lỗ đứng.
8. Gia công mặt phẳng kích thước 50x16.
9. Gia công lỗ vis F/90 6.
3.Phương án có thể gia công:
|
Phương án 1 |
Phương án 2 |
Phương án 3 |
|
Gia công thô và tinh mặt 7 |
Gia công thô và tinh mặt 9 |
Gia công thô và tinh mặt 1 |
|
Gia công thô và tinh mặt 3 |
Gia công thô & tinh mặt 10 |
Gia công thô & tinh mặt 2 |
|
Gia công thô và tinh lỗ 11 |
Gia công thô và tinh lỗ 8 |
Gia công thô và tinh lỗ 6 |
|
Gia công thô và tinh mặt 9,10 |
Gia công thô và tinh mặt 3,7 |
Gia công thô và tinh mặt 3,7 |
|
Gia công thô và tinh lỗ 8 |
Gia công thô và tinh lỗ 11 |
Gia công thô và tinh lỗ 11 |
|
Gia công thô và tinh mặt 1,2 |
Gia công thô và tinh mặt 1,2 |
Gia công thô và tinh mặt 9,10 |
|
Gia công thô và tinh lỗ 6 |
Gia công thô và tinh lỗ 6 |
Gia công thô và tinh lỗ 8 |
|
Gia công thô và tinh mặt 5 |
Gia công thô và tinh mặt 5 |
Gia công thô và tinh mặt 5 |
|
Gia công lỗ 4 |
Gia công lỗ 4 |
Gia công lỗ 4 |
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GIÁ ĐỠ CHỈNH, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết









