THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT NẮP CHẮN

NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT NẮP CHẮN, đồ án môn học công nghệ chế tạo máy NẮP CHẮN, bài tập lớn công nghệ chế tạo máy NẮP CHẮN, thiết kế quy trình công nghệ gia công chi tiết NẮP CHẮN
 CHƯƠNG 2:PHÂN TÍCH CHI TIẾT GIA CÔNG
CHƯƠNG 2:PHÂN TÍCH CHI TIẾT GIA CÔNG
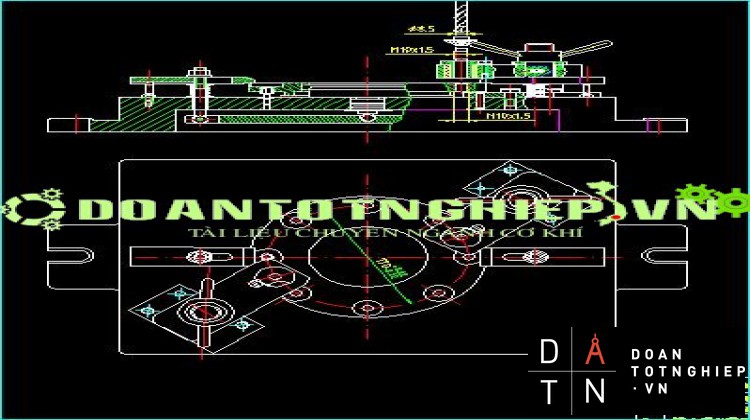
2.1Công dụng : chi tiết là nắp chặn vì vậy công chủ yếu là dùng để che chắn , định vị và dẫn hướng các chi tiết khác nằn bên dưới hoặc bên trong máy
_ Chi tiết nắp chặn này thuộc loại nắp ổ hở , dùng để lắp trục xuyên qua .
_ Chi tiết có thể làm việc trong các hộp giảm tốc hoặc các cơ cấu như trục quay cần chắn dầu hoặc mỡ bôi trơn cho ổ. chi tiết còn có mục đích là nhằm chắn bụi cho ổ cũng như các bộ phận khác ở bên trong hộp . _ Chi tiết làm việc trong trạng thái tĩnh; không có lực tác dụng.
2.2 Vật liệu
Vật liệu là gang xám GX15-32 có cơ tính như sau:
|
Vật liêu |
Giới hạn bền kéo (N/mm2) |
Giới hạn bền uốn (N/mm2) |
Giới hạn bền nén (N/mm2) |
Độ giản dài d (%) |
Độ cứng (HB) |
|
GX15-32 |
150 |
320 |
600 |
0,5 |
163¸229 |
Gang xám GX15-32 có cơ tính trung bình, để làm các các chi tiết chịu tải trung bình và chịu mài mòn ít
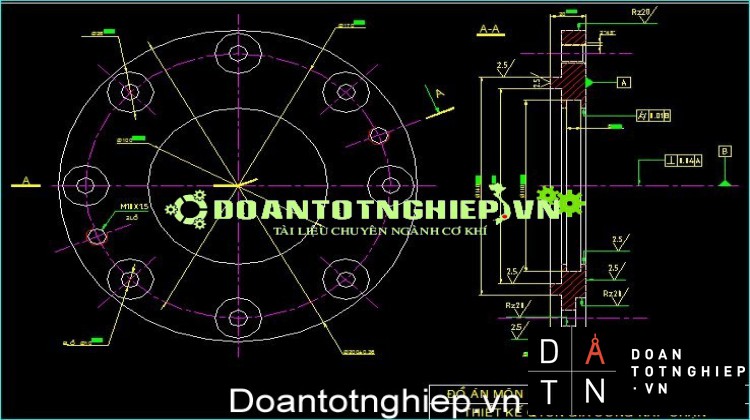
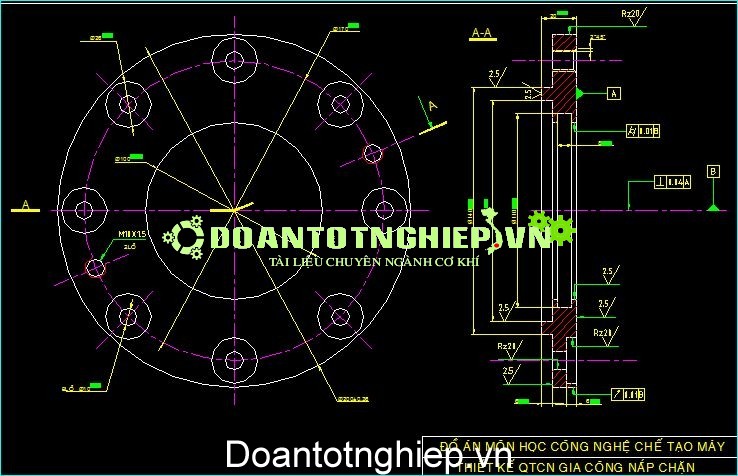
2.3/Yêu cầu kỹ thuật chi tiết :
+Đảm bảo độ song song và độ tròn giữa các lỗ dẫn hướng ngoài và lỗ tâm là 0.1 mm trên 100 mm chiều dài
+Đảm bảo độ vuông góc của lỗ tâm so với mặt đầu là 0.1 trên 100 mm chiều dài
+Đảm bảo độ không song song của lỗ tâm 0.11 mm.
2.4/ Tính công nghệ trong kết cấu của chi tiết
_ Đây là chi tiết dạng đĩa; vật liệu là gang xám GX15 - 32( chỉ số đầu chỉ giới hạn bền kéo, chỉ số sau chỉ giới hạn bền uốn của vật liệu ).
_ Hình dạng chi tiết có độ phức tạp trung bình . Các bề mặt làm việc có vị trí tương quan tương đối đơn giản; đối xứng , độ dày chi tiết đều đặn.
Sử dụng các phương pháp gia công truyền thống như tiện, khoan, khoét ,tarô để đạt được yêu cầu kỹ thuật
CHƯƠNG 3 :CHỌN PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI :
3.1/ Chọn dạng phôi và phương pháp chế tạo phôi
Dựa vào hình dáng chi tiết và vật liệu chế tạo chi tiết là Gang (GX15-32) , kích thước trung bình chi tiết không quá phức tạp nên ta chọn phương pháp chế tạo phôi là phương pháp Đúc trong khuôn cát mẫu kim loại.
làm khuôn bằng máy.
_ Vật đúc được đúc trong hai hòm khuôn, chỉ có một mặt phân khuôn. Vị trí mặt phân khuôn như hình vẽ :
CHƯƠNG 1: XÁC ĐỊNH DẠNG SẢN XUẤT
1.1/ Xác định sản lượng sản phẩm sản xuất hàng năm:
Mục Đích: xác định số sản phẩm sản xuất hàng năm nhằm để xác định dạng sản xuất và từ đó đề ra phương án sữ dụng thiết bị công nghệ ( chuyên dùng hay vạn năng)và thiết kế đồ gá phù hợp với qui trình sản xuất .
Áp dụng công thức :......................................................
1.2/ Xác định khối lượng chi tiết
a/thể tích chi tiết
V1= P.R2.h =P.1002.14=439823 (mm3)
V2= P(702-62,52).6 = 18732 (mm3)
V3= P(.132.6 + P.52.8).8 =30511 (mm3)
V4= 2.P.52.14 =2199 (mm3)
V5=P.502.14=109956 (mm3)
V6=P.8.(552-502) = 13195 (mm3)
- V= V1 + V2 - (V3 + V4 + V5 + V6) = 302694 (mm3)
b/ Khối lượng riêng GX15-32: 7200 Kg/m3
Þkhối lượng chi tiết: m = 7200x302694 .10-9 = 2.18kg
1.3/Dạng sản xuất và đặt trưng của nó
Þ Dạng sản xất:loạt vừa
Nhịp sản xuất : t=60f/n =60.2920/11960=4.88 (phút)
*Đặt trưng dạng sản xuất loạt vừa:
- Có sản lượng hàng năm không quá ít, sản phẩm được chế tạo thành từng loạt theo chu kỳ xác định
- Trình độ chuyên môn hoá trung bình
- Trang thiết bị dụng cụ chuyên dùng
..............................................Vậy ta chọn:
* Các chi tiết khác của đồ gá( trang13 sổ tay atlas đồ gá)
- Đế đồ gá làm bằng gang
Chọn B= 300 mm ; H = 60 mm ; L = 800 mm
- Bạc làm bằng thép 9XC
Chọn D = 30 ; d = 8.5 ; H= 20
- Ngoài ra ta còn sử dụng bạc tháo nhanh và đầu khoan tháo nhanh
- Bảo quản đồ gá:
- Nếu không sử dụng thì tháo rời, bôi mỡ dầu định kỳ chống rỉ sét…
KẾT LUẬN
Qua việc nghiên cứu thiết kế qui trình công nghệ chế tạo “nắp chặn”, em đã xây dựng được quy trình công nghệ như đã nêu ở phần trình bày trên các bước thực hiện, nội dung của từng bước…
Trong các trình tự trên em đã giới thiệu sơ lược cách tính toán, vì chỉ tính cho một bề mặt, hay một nguyên công nên chất lượng không thể đạt chính xác cao, nhưng phần nào cũng thỏa mãn được yêu cầu của đề bài đã ra.
Qui trình công nghệ được thiết kế ở trên tương đối đơn giản, yêu cầu về độ chính xác, độ nhám bề mặt không cao nên thực hiện trên máy truyền thống cũng có thể đạt được, không cần gia công trên các máy hiện đại, nhưng phải thường xuyên kiểm tra qui trình. Vì thế giá thành tương đối thấp hơn so với thực hiện trên máy hiện đại.
Trong quá trình làm đồ án môn học này, em được sự giúp đỡ rất tận tình của bộ môn, ............và những ý kiến đóng góp của cô giúp em hoàn thành đồ án này. Em xin chân thành cám ơn sự quan tâm giúp đỡ của bộ môn và của cô.
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT NẮP CHẮN, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết









