THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT TRỤC KHUỶU 2

NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT TRỤC KHUỶU 2, hướng dẫn thiết kế đồ gá
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
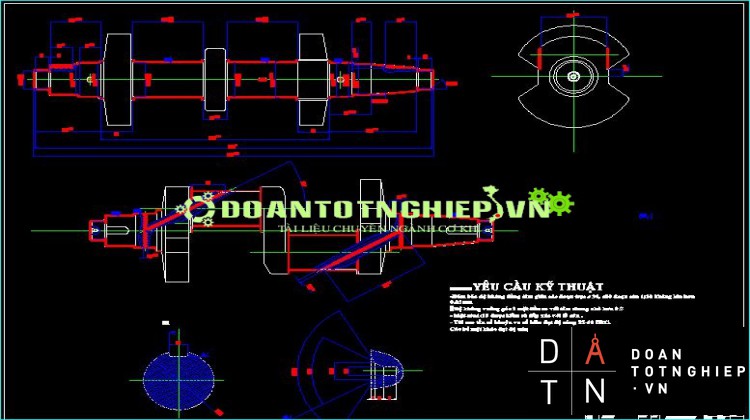
1.Phân tích chức năng làm việc của chi tiết.
Đây là một trục khuỷu dạng biến chuyển động quay thành chuyển tinh tiến và ngược lại nhờ tay biên .
Trục khuỷu chịu lực thể T,Z do lực khớ thể và lực quán tính của nhóm pistong thanh truyền gây ra .Ngoài ra truc khuỷu còn lực quán tính ly tâm của các khối lượng quay lệch tâm của bản thân truc khuỷu và các thanh truyền . Những lực này gây uốn ,xoắn ,dao động xoắn và dao động ngang của truc khuỷu bao gồm :
Cú hai cổ khuỷu hai
Hai đầu trục có then để lắp ghép bánh răng
Cả hai mỏ khuỷu
Một chốt khuỷu
+Cổ khuỷu được gia cụng và xử lý bề mặt đạt độ cứng và độ bền cao. Cổ khuỷu thường rỗng để làm rãnh dẫn dầu bôi trơn đến các cổ và chốt khác nhau của trục khuỷu .
+ Chốt khuỷu cũng được gia cụng và xử lý để đạt độ bóng và độ cứng cao
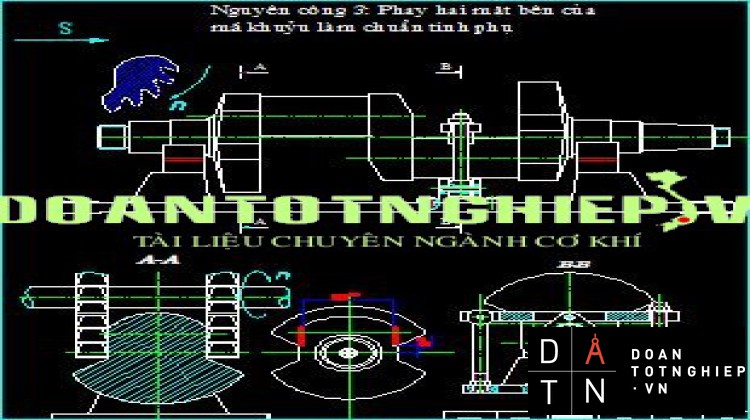
+ Má khuỷu ta dựng hai má khuỷu dạng nhằm giảm trọng lượng và cả sức bến đều .
...................................................................................
Chọn phôi và phương pháp chế tạo phôi
Đối với các chi tiết dạng trục ta dùng vật liệu bao gồm thép các bon như thép 35,40,45 ;thép hợp kim như thép crôm,crôm-niken;40X;40G;50G…
Trong bài này ta chọn vật liệu để gia công chi tiết trục khuỷu là thép 40X.
Trong sản xuất hàng loạt lớn và hàng khối phôi của trục được chế tạo bằng dập nóng trên máy dập hoặc ép trên máy ép. Bảng 3 -17 stcnctm tr190.
Từ đó ta thấy rằng chọn phôi dập nóng là tốt nhất bởi vì loại phôi này đảm bảo được những tiêu chuẩn như:hình dáng phôi gần với chi tiết gia công ,lượng dư hợp lí,có thể sản xuất phôi hàng loạt,…..
Dựng phương pháp dập để chế tạo phôi ,chi tiết này cú thể được dập trờn mỏy nằm ngang hoặc dập đứng .
....................................................................
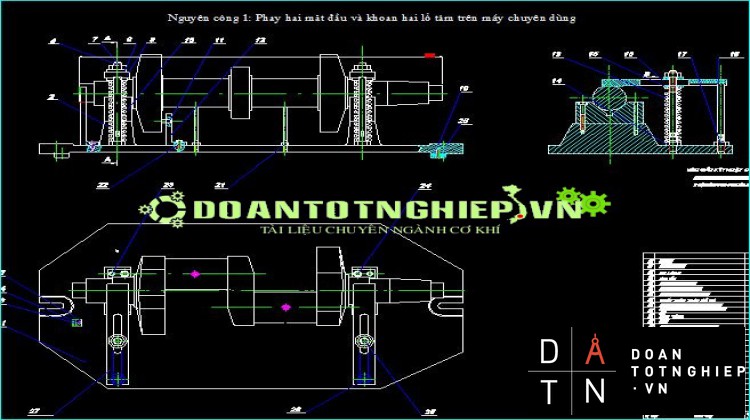
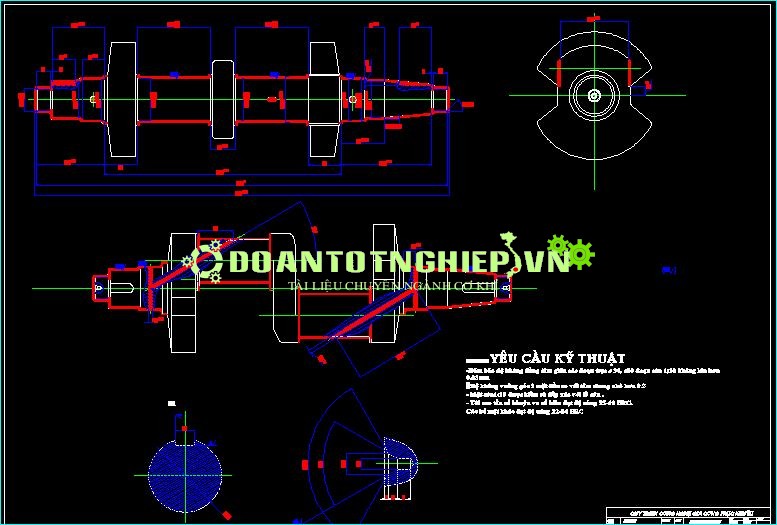
Đối với các chi tiết dạng trục yêu cầu về độ đồng tâm giữa các cổ trục là rất quan trọng.Để đảm bảo yêu cầu này,khi gia công trục cần phải dùng chuẩn tinh thống nhất.
Chuẩn thống nhất khi gia công các chi tiết dạng trục là hai lỗ tâm côn ở hai đầu của trục.Dùng hai lỗ tâm côn làm chuẩn có thể hoàn thành việc gia công thô và tinh hầu hết các bề mặt trục
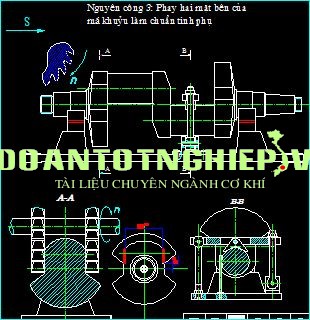
Khi gia công tinh ta lại lấy chuẩn là hai lỗ tâm,thực hiện bằng cách chống tâm hai đầu,để chống xoay chúng ta dùng thêm một cái tốc ở một đầu
Khi gia công các phần khác của trục như then,lỗ chúng ta dùng chuẩn là mặt ngoài của trục nhưng được thực hiện bằng cách dùng khối V kết hợp với các chốt tỳ để khống chế đủ số bậc tự do cần thiết










