THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG ĐẦU CHIA



NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG ĐẦU CHIA, đồ án môn học công nghệ chế tạo máy ĐẦU CHIA, bài tập lớn công nghệ chế tạo máy ĐẦU CHIA, thiết kế quy trình công nghệ gia công chi tiết ĐẦU CHIA
- PHÂN TÍCH SẢN PHẨM
I.1. Phân tích về công dụng và điều kiện làm việc của sản phẩm:
- Dựa vào bản vẽ chi tiết gia công ta thấy rằng ĐẦU CHIA cần được gia công là 1 chi tiết dạng hộp, vì hộp là chi tiết hình khối rỗng thường làm chức năng của chi tiết cơ sở để lắp các đơn vị lắp ( nhóm , cụm , bộ phận) của những chi tiết khác lên tạo thành 1 bộ phận máy nhằm phục thực hiện một nhiệm vụ động học nào đó của toàn máy. Đầu chia thuộc dạng hộp nguyên.
- Ở chi tiết này có những mặt làm việc cần gia công đạt độ chính xác cao. Những kích thước, khoảng cách, độ song song, độ vuông góc giữa những bề mặt làm việc yêu cầu có độ chính xác cao.
- Chi tiết này khi làm việc chịu rung động, cần có độ cứng vững.
I.2. Phân tích độ chính xác và yêu cầu kĩ thuật của bản vẽ:
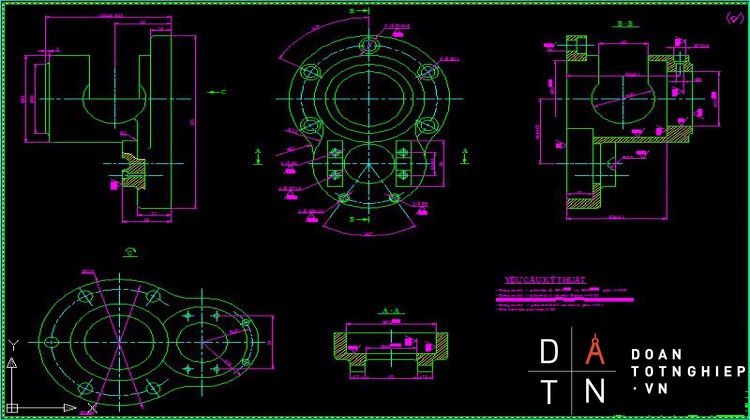
- Những yêu cầu kỹ thuật của đầu chia :
- Dung sai độ song song giữa tâm lỗ ø55+0.03 và ø40+0.025 phải <=0.05
- Dung sai độ song song giữa mặt A với mặt B phải <=0.05
- Dung sai độ vuông góc giữa lỗ ø55+0.03 và ø40+0.025 với mặt A phải <=0.05
- Dung sai độ song song giữa R6.5 với mặt A phải <=0.1
- Độ nhám bề mặt A đạt Ra=2,5
- Cấp chính xác kích thước lỗ ø55+0.03 và ø40+0.025 đạt cấp 7
- Độ nhám bề mặt lỗ chính xác Ra=2.5 - 1.25
- Hộp là dạng chi tiết làm viêc trong môi trường mài mòn cao .
I.3. Phân tích về độ chính xác kích thước:
Kích thước Ø40+0,025 :
Kích thước danh nghĩa: Ø40
Sai lệch trên: +0,025
Sai lệch dưới: 0
Dung sai giới hạn: 0,025
Miền dung sai: H7
Kích thước Ø55+0,03 :
Kích thước danh nghĩa: Ø55
Sai lệch trên: +0,03
Sai lệch dưới: 0
Dung sai giới hạn: 0,03
Miền dung sai: H7
Kích thước Ø72+0,19 :
Kích thước danh nghĩa: Ø72
Sai lệch trên: +0,19
Sai lệch dưới: 0
Dung sai giới hạn: 0,19
Miền dung sai: H11
Kích thước Ø78+0,19
Kích thước danh nghĩa: Ø78
Sai lệch trên: +0,19
Sai lệch dưới: 0
Dung sai giới hạn: 0,19
Miền dung sai: H11
Kích thước 100±0,045
Kích thước danh nghĩa: 100
Sai lệch trên: +0,045
Sai lệch dưới: -0,045
Dung sai giới hạn: 0.09
Miền dung sai: Js9
Kích thước 80±0,1
Kích thước danh nghĩa: 80
Sai lệch trên: +0,1
Sai lệch dưới: -0,1
Dung sai giới hạn: 0.2
Miền dung sai: Js11
Kích thước 23±0,1 :
Kích thước danh nghĩa: 23
Sai lệch trên: +0,1
Sai lệch dưới: -0,1
Dung sai giới hạn: 0,2
Miền dung sai: Js12
Kích thước 90±0,1 :
Kích thước danh nghĩa: 90
Sai lệch trên: +0,1
Sai lệch dưới: -0,1
Dung sai giới hạn: 0,2
Miền dung sai: Js11
Kích thước 66±0,05 :
Kích thước danh nghĩa: 66
Sai lệch trên: +0,05
Sai lệch dưới: -0,05
Dung sai giới hạn: 0,1
Miền dung sai: Js10
I.4. Phân tích về độ chính xác độ nhám bề mặt:
Lỗ Ø40+0,025 đạt độ nhám bề mặt Ra= 1.25 (cấp 7)
Lỗ Ø55+0,03 đạt độ nhám bề mặt Ra= 2.5 ( cấp 6)
Bề mặt đáy (mặt A) đạt độ nhám Ra=2.5 ( cấp 6)
Bề mặt B đạt độ nhám Rz=20 ( cấp 5)
I.5. Phân tích về vật liệu chế tạo chi tiết:
- Đầu chia được chế tạo từ vật kiệu gang xám 15-32 . Vì giá thành của gang không cao , có thể tạo phôi có hình dáng phức tạp , gang xám cũng dễ gia công và có tính chống rung rất tốt .
- KH: GX 15 - 32
Giới hạn bền kéo Dbk =150 N/m2
- Giới hạn bền uốn
- Giới hạn giản dài =0.5%
- Có độ cứng HB = 163-229
- Dạng graphit là tấm thô
- Thành phần cơ bản vật liệu :
- C = 2.8 - 3,5%
- Si = 1,5 - 3 %
- Mn = 0,5 - 1%
- P = 0,1 - 0,2%
- S = 0,08 - 0,12 %
- Gang xám có cấu trúc tinh thể ở dạng cacbon tự do, độ bền kém, độ dẻo dai kém nhưng graphit làm tăng khả năng chịu mài mòn có tác dụng giảm rung động và dao động cộng hưởng. Gang xám giá thành rẻ , dễ chế tạo.Từ những điều kiện trên ta thấy việc chọn gang xám làm vật liệu chế tạo đầu chia là hợp lý
- Biện luận dạng sản xuất và sản lượng:
II.1. Thể tích sản phẩm:
- Dựa vào phầm mềm Pro_Engineer ta tính được thể tích của chi tiết là : 2.9x105 mm3 = 0.29 dm3
II.2. Khối lượng sản phẩm:
Tra bảng 2.1 “ Trọng lượng riêng của một số vật liệu thông dụng”/tr.7 tập Bài giảng Bài tập lớn CNCTM ta dược khối lượng riêng của gang xám là: γ= 7.2( Kg/dm3)
-Từ công thức d= => m= d×V
Thay vào ta được: m= d×V = 0.29×7.2 = 2.088 (Kg)
II.3. Dạng sản xuất và sản lượng hằng năm:
Tra bảng 2.2. Xác định dạng sản xuất dựa vào chi tiết/ Tr.7 Bài giảng Bài tập lớn CNCTM. Với dạng sản xuất hàng loạt vừa ta có sản lượng hằng năm trong khoảng từ 500 ÷ 5000 sản phẩm/năm.
Ta chọn sơ bộ sản phẩm trong năm là 4000 sản phẩm.
Xác định dạng sản xuất là xác định hình thức tổ chức sản xuất để cải thiện tính công nghệ của chi tiết để xác định dạng tạo phôi và chọn thiết bị công nghệ hợp lý cho việc gia công chi tiết.
Để thực hiện việc này trước đó ta cần xác định sản lượng chi tiết cần chế tạo trong 1 năm theo công thức:
N = N1×(1 +
Trong đó: N – số chi tiết sản xuất được trong 1 năm.
N1 = 4000 – số sản phẩm sản xuất được trong 1 năm.
m = 6% – số chi tiết được chế tạo thêm để dự trữ.
β = 1% – số chi tiết phế phẩm trong 1 năm.
Vậy:
N = 4000× (1 + = 4280 chiếc/năm.
- Phân tích chọn phôi, phương pháp chế tạo phôi, lượng dư gia công:
III.1. Chọn phôi
- Kí hiệu: GX 15 – 32.
- Tên gọi: gang xám.
- Vật liệu chế tạo gang xám GX15-32.
- Độ chính xác của phôi đúc đạt cấp II.
- Dùng gang xám vì: Gang xám có cấu trúc graphit dạng tấm có thể làm giảm rung động do các lực sinh ra trong quá trình gia công truyền đến. Có khả năng chống mài mòn do ma sát cao.
- Cơ tính của gang xám: độ cứng gang xám khoảng 150-250HB, độ dãn dài tương đối 0,5%, dễ gia công cắt.
- Thành phần hóa học của gang xám:
|
C |
Si |
Mn |
P |
S |
|
2,8-3,5% |
1,5-3% |
0,5-1% |
0,1-0,2% |
0,08-0,12% |
Ngoài ra còn có Cr, Mo, Ni, Cu.
III.2. Chọn phương pháp chế tạo phôi:............................
III.3. Xác định lượng dư gia công:
- Sử dụng phương pháp tra bảng.
- Phôi đúc đạt cấp chính xác II. Tra bảng 3.2 bài giảng bài tập lớn công nghệ chế tạo máy ta được:
+ Bề mặt A lượng dư 3.5mm.
+ Bề mặt B lượng dư 3.5mm.
+ Bề mặt E và F có lượng dư là 3mm
+ Lỗ Ø40 lượng dư là 4x2=8mm, khi đúc ra kích thước của lỗ là Ø32±0.5
+ Lỗ Ø55 lượng dư là 4.5x2=9mm, khi đúc ra kích thước của lỗ là Ø46±0.5
+ Lỗ Ø72 lượng dư là 4.5x2=9mm, khi đúc ra kích thước của lỗ là Ø63±0.8
+ Lỗ Ø78 lượng dư là 4.5x2=9mm, khi đúc ra kích thước của lỗ là Ø69±0.8
+ Các lỗ Ø16, Ø11, Ø10, Ø8, Ø7, Ø6, Ø4 thì được đúc đặc
Lượng dư gia công được thể hiện rõ trên bản vẽ lồng phôi.
- BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ
IV.1. Biện luận tiến trình công nghệ
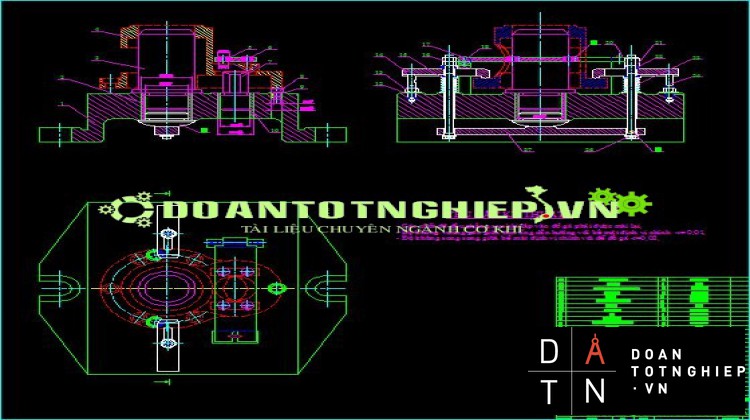
Sau nguyên công chuẩn bị phôi ta tiến hành gia công các bề mặt cần thiết.
Nguyên công II, III, IV, V phay thô và phay tinh 2 mặt A và B. Sau đó nguyên công VI gia công thô 2 mặt E.
Tiếp theo nguyên công VII gia công 2 lỗ Ø40 và Ø55 để lấy lấy mặt đáy ( mặt A) và 2 lỗ Ø40, Ø55 làm chuẩn thống nhất để gia công các nguyên công còn lại. Gia công 2 lỗ Ø40 và Ø55 trên cùng 1 nguyên công vì yêu cầu khoảng cách và độ song song của 2 lỗ này cao.
Nguyên công VIII : Khoét 2 lỗ Ø72 và Ø78.
Nguyên công IX : Khoan 5 lỗ Ø11 và khoét 5 lỗ Ø16x8
Nguyên công X : Khoan 4 lỗ Ø4 và khoét 4 lỗ Ø7x5
Nguyên côngXI: Khoan 2 lỗ Ø6 và khoét 2 lỗ Ø8x10
Nguyên công XII: Khoan lỗ Ø6 và khoét lỗ Ø10x6
Nguyên công XIII: Phay rãnh R6.5
Nguyên công XIV: Tổng kiểm tra
BẢNG QUY TRÌNH CÔNG NGHỆ..........................................
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG ĐẦU CHIA, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết







