ĐỒ ÁN THIẾT KẾ VÀ CHẾ TẠO MÁY XỌC

NỘI DUNG ĐỒ ÁN
NỘI DUNG
Tên đề tài: ĐỒ ÁN THIẾT KẾ VÀ CHẾ TẠO MÁY XỌC
3.5. Xác định khoảng cách trục
Xác định khoảng cách trục sơ bộ:
Chọn A = 150mm
Tính vận tốc V của bánh răng và chọn cấp chính xác để chế tạo bánh răng
Từ vận tốc v ta tra bảng 3-11/46 CTM ta chọn cấp chính xác của bánh răng là cấp chính xác 7
Xác định tải trọng và khoảng cách trục A
Hệ số tải trọng : K =
: Hệ số tập trung tải trọng =1 (tải trọng ít thay đổi )
:hệ số tải trọng động =1,45
K=1.1,45=1,45
Xác định khoảng cách trục A :
(mm)
2.8. Xác định modul và chiều rộng bánh răng :
(mm)
Tra bảng 3-1/CTM chọn m=3,5 (mm)
Số răng bánh dẫn:
(răng)
(răng)
Chiều rộng bánh răng : bánh nhỏ
Bánh lớn B=100mm
Kiểm ngiệm sức bền uốn của răng (xem bang 3-18/52 CTM ) :
với y = 0,511; B = 100mm; n = 34,8
Kiểm ngiệm sức bền bánh răng khi chịu tải đột ngột
Ứng suất cho phép : (công thức 3-43/53 CTM )
.=3.520=1560
Ứng suất uốn cho phép
Kiểm ngiệm ứng suất bền tiếp xúc :
Bánh nhỏ:
Bánh lớn:
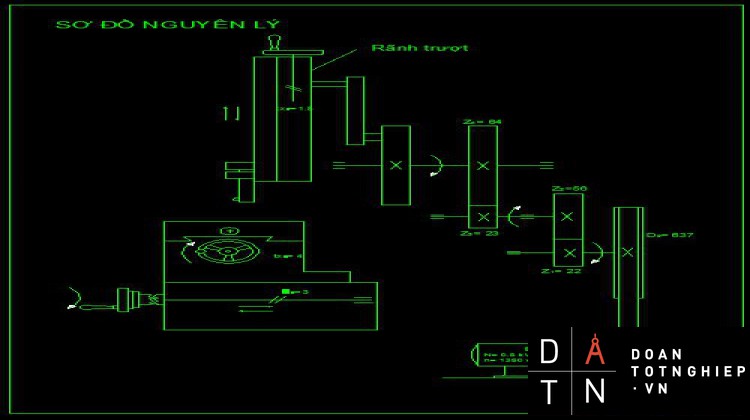
Các thông số hình học của bộ truyền :
Modul m = 3,5 mm
- Số răng = 23 răng ,
=64 răng
- Góc ăn khớp
- Đường kính vòng chia :dc1 = m.Z1=3,5.23 =80,5 (mm)
dc2=224 (mm)
- Đường kính vòng đỉnh : De1= m(Z1+2) = 87,5 (mm)
De2=231(mm)
- Đường kính vòng chân : Df1= m(Z1-2,5)=71,75(mm)
Df2=215,25(mm)
Lực tác dụng lên trục :
Lực vòng :
P2=2308,26(N)
Lực hướng tâm :
.
C. Tính trục
I. Chọn vật liệu
Vật liệu làm trục phải có độ bền cao,ít nhạy cảm với tập trung ứng suất,có thể nhiệt luyện được và dễ gia công.Thép cacbon và thép hợp kim là những vật liệu chủ yếu thường được sử dụng để chế tạo trục,vì vậy ta chọn thép 45 thường hóa có
II. Tình sức bền trục
- Tính đường kính trục I
1.1Tính đường kính gần đúng trục I
C: hệ số tập trung ứng suất xoắn cho phép đối với đầu trục vào và truyền chung.Thường lấy:
Chọn C = 120
Thay vào công thức ta có: chọn =25mm.
Tra bảng 17P chọn ổ lăn: d=25mm; D=62mm; B=17mm; D2=50,4mm;
d2=36,6mm.
1.2. Tính gần đúng trục I
1.2.1. Xác định các kích thước theo phương dọc trục
-Tra bảng 7.1, ta có: a = 10-15mm → a = 10mm
b = 35mm (chiều rộng bánh răng)
c = 10-15mm → c = 10mm
l = a+b+c = 55mm
= 27,5mm
-Ta có: d1 = 72mm; P1 = 1193N; Pr = 431,6N; Pa = P1=1193N
-Các moment tác dụng lên trục:
1.2.2. Tính phản lực tại các gối đỡ
-Xét trong mặt phẳng đứng.
-Xét trong mặt phẳng ngang
.
RAX = RCX =
........................................................
1.1Thanh truyền
Nhiệm vụ: Thanh truyền là chi tiết trung gian, một đầu nối với đĩa lệch tâm, đầu kia nối với đầu xọc. Thanh truyền làm nhiệm vụ truyền chuyển động quay của đĩa lệch tâm thành chuyển tịnh tiến của đầu xọc. Thanh truyền được chế tạo bằng cách cắt ra biên dạng, sau đó khoan lỗ và doa.
Hình 5.5 Thanh truyền
1.2Tấm che
Nhiệm vụ: Tấm che có nhiệm vụ che chắn 2 bánh đai nhằm mục đích an toàn cho người sử dụng. Tấm che được chế tạo bằng cách đo đạc kích thước máy,sau đó mua tôn và cắt theo biên dạng máy sau đó uốn theo hình dáng mong mốn.
Hình 5.6 Tấm che bánh đai
- Lắp ráp
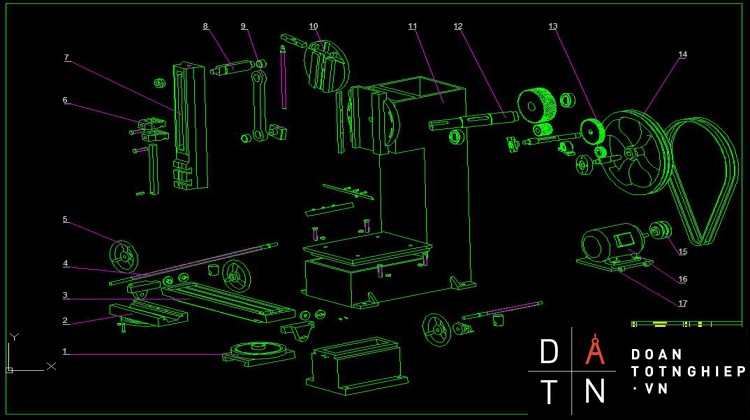
2.1Khung máy
Nhiệm vụ: Giữ vững và cố định động cơ các cơ cấu truyền động cũng như các chi tiết khi lắp ráp cũng như gia công.Thân máy thường được chế tạo từ những vật liệu cứng giúp giảm rung động như gang xám,…
Hình 5.7 Khung máy xọc
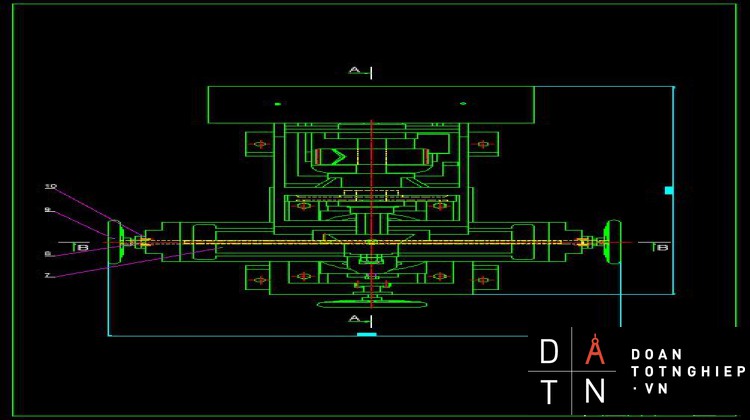
2.2 Bàn máy
Nhiệm vụ: Bàn máy giúp giữ cố định đồ gá, di chuyển giúp định vị chính xác vị trí của chi tiết so với dụng cụ cắt để gia công chính xác.
Hình 5.8 Bàn máy
Hình 5.9 Một số hình ảnh khi lắp ráp bàn máy
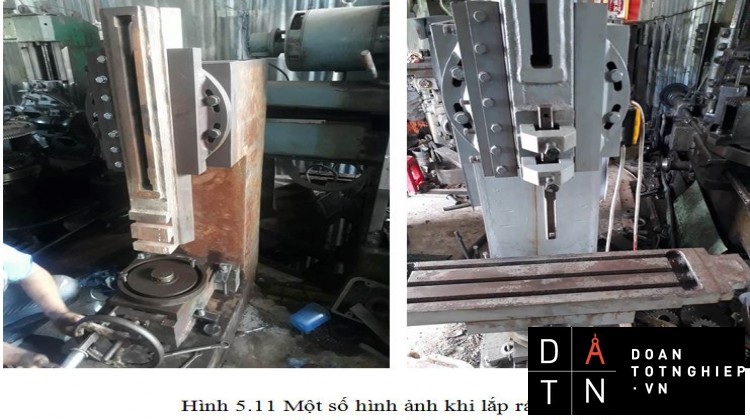
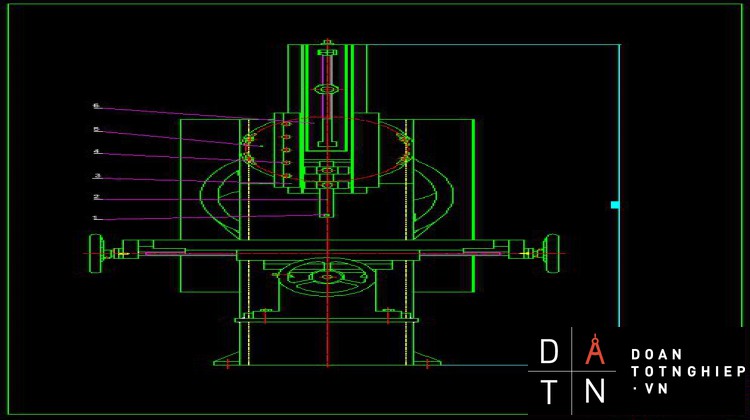
2.3 Đầu xọc
Nhiệm vụ: Đầu xọc nhận chuyển động từ đĩa lệch tâm thông qua thanh truyền. Trên đầu xọc có gắn dao,đầu xọc trượt trên rãnh trượt, chuyển động tịnh tiến giúp dao cắt chi tiết.
Hình 5.10 Đầu xọc
Hình 5.11 Một số hình ảnh khi lắp ráp đầu xọc
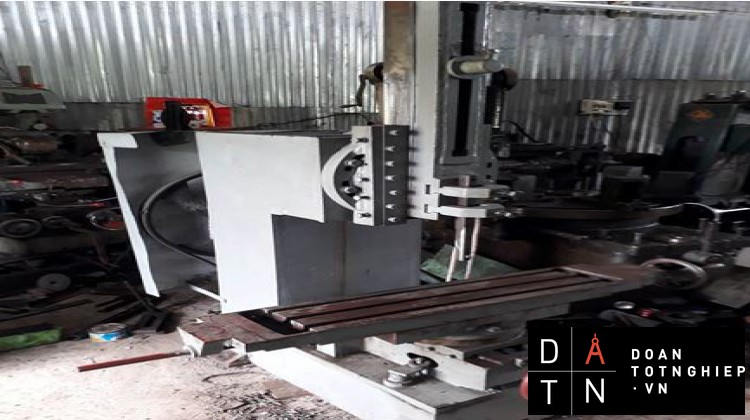
2.4 Máy
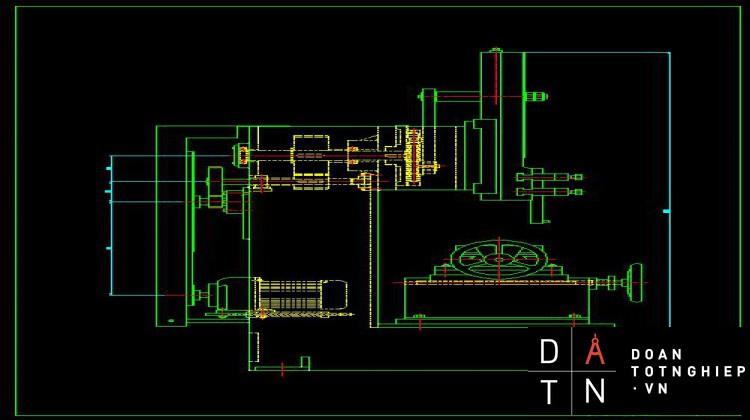
Hình 10.12 Máy
Hình 10.13 Một số hình ảnh máy sau khi lắp ráp xon
- Hướng dẫn sử dụng và bảo trì bảo dưỡng
- Hướng dẫn sử dụng
- Những bước khi sử dụng máy:
-Kiểm tra nguồn điện và các thiết bị đều tốt.
-Gá đặt chi tiết vào đồ gá và canh chỉnh cho chính xác.
-Chỉnh dao.
-Bật CB và nhấn nút ON.
-Sau khi gia công xong, tắt máy, lau sạch chi tiết và kiểm tra kích thước, nếu chi tiết đạt yêu cầu thì cất thước và các dụng cụ đo gọn gàng.
-Tháo chi tiết ra và lau dọn máy.
- Những điều cần lưu ý khi sử dụng máy:
- Nguồn điện sử dụng cho máy phải đảm bảo đủ công suất và cường độ.
-Khi máy đang chạy tuyệt đối không được chạm tay vào bánh đai, đầu xọc và chi tiết. Đặc biệt chỉ được phép đo khi máy đã dừng hẳn.
-Không được đùa giỡn khi sử dụng máy.
-Khi máy xảy ra trục trặc hay đứng thì lập tức tắt máy tìm hiểu nguyên nhân để khắc phục rồi sau đó mới hoạt động tiếp.
- Bảo trì,bảo dưỡng
-Sử dụng máy phải có kế hoạch bảo trì, bảo dưỡng khoa học tùy thuộc vào tần số sử dụng để máy có thể hoạt động tốt,đảm bảo được công suất tối đa.
-Cần chú ý một số vấn đề khi bảo trì máy:
+ Kiểm tra bộ căng đai.
+ Kiểm tra độ rung lắc của các ổ lăn, các cặp bánh răng và trục.
+ Kiểm tra đường dây điện.
+ Kiễm tra tất cả bu lông, đai ốc, vít và tiến hành bôi trơn.
KẾT LUẬN – KIẾN NGHỊ
- Kết luận.
- Những kết quả đạt được:
-Hoàn thành tính toán và thiết kế máy xọc.
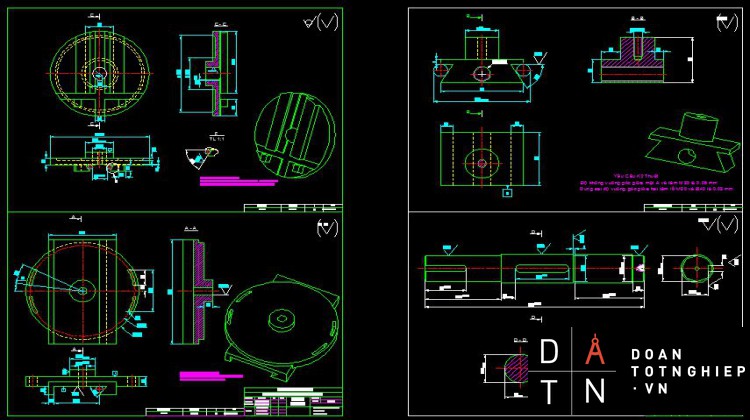
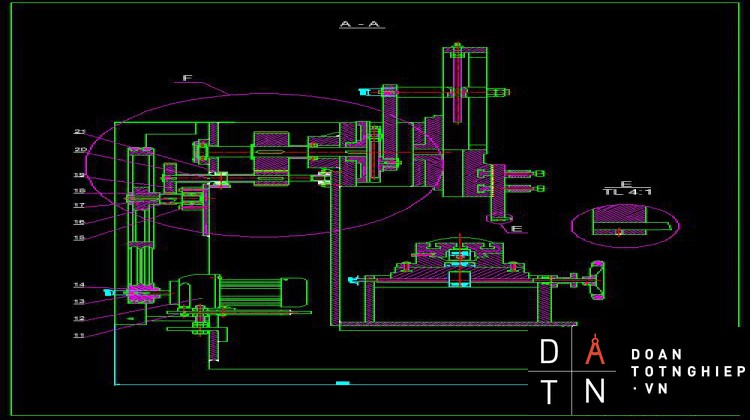
-Thể hiện được các chi tiết trên phần mềm AutoCad 2D
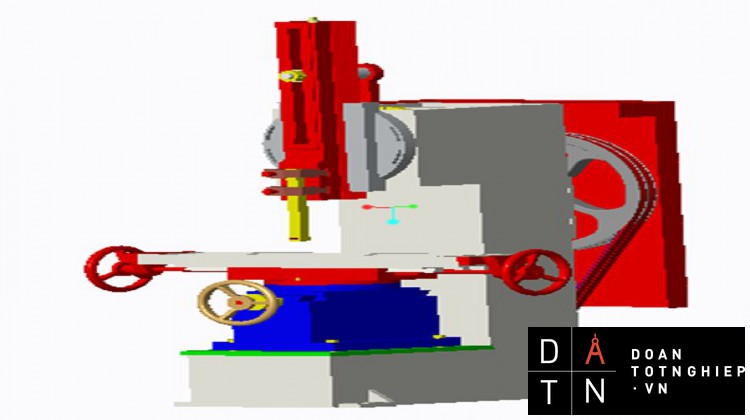
-Xây dựng chương trình mô phỏng được hoạt động của máy trên phần mềm Creo 3.0.
-Gia công được một số chi tiết máy.
-Lắp ráp hoàn chỉnh máy xọc đúng với yêu cầu thực tế đặt ra.
-Hiểu được nguyên lý máy, cách hoạt động, bảo trì, tháo lắp.
- Những vấn đề chưa đạt được:
-Máy chưa có nhiều cấp tốc độ khi gia công các chi tiết khác nhau
-Canh chỉnh đầu xọc còn thủ công
- Hướng phát triển:
-Cải tiến máy có nhiều cấp tốc độ để gia công các chi tiết khác nhau.
-Chế tạo thêm bộ canh chỉnh đầu xọc.
Mục lục
CHƯƠNG I. TỒNG QUAN NGHIÊN CỨU ĐỀ TÀI. 5
- Giới thiệu đề tài.5
1.1Phướng pháp xọc. 5
1.1.1 Chuyển động tạo hình. 5
1.1.2 Dụng cụ cắt (dao xọc). 5
1.1.3 Khả năng công nghệ của xọc. 6
1.1.4 Các biện pháp công nghệ khi xọc. 6
1.2Máy xọc. 7
1.3 Một số loại máy xọc trên thị trường:. 7
- Mục tiêu nghiên cứu đề tài.9
2.1 Khoa học. 9
2.2 Thực tiển. 9
3. Phạm vi nghiên cứu đề tài.9
CHƯƠNG II. CƠ SỞ LÝ THUYẾT.. 10
2.1 Chế độ cắt khi xọc.10
2.2 Lực. 10
- Trong tính toán thiết kế bộ truyền đai:. 10
- Trong tính toán thiết kế bộ truyền bánh răng:. 11
- Trong tính toán thiết kế trục:. 12
2.3 Vật liệu xọc. 13
2.4 Các bề mặt gia công được:. 13
CHƯƠNG III. PHƯƠNG HƯỚNG VÀ CÁC GIẢI PHÁP.. 14
CHƯƠNG IV. TÍNH TOÁN THIẾT KẾ MÁY.. 16
A.Chế độ cắt khi xọc:. 16
1. Chọn chiều sâu cắt t (mm).16
2. Lượng chạy dao (S).16
3. Tốc độ cắt.16
4. Số hành trình kép. 17
5. Lực cắt Pz. 17
6. Công suất cắt gọt. 18
7. Phân phối tỉ số truyền. 18
B. Tính toán các bộ truyền:. 19
1. Thiết kế bộ truyền đai19
2. Thiết kế bộ truyền bánh răng 1. 23
3. Thiết kế bộ truyền bánh răng 2. 28
C. Tính trục. 33
I. Chọn vật liệu. 33
II. Tình sức bền trục. 33
III. Tính toán ổ lăn. 56
CHƯƠNG V. CHẾ TẠO THỬ NGHIỆM... 62
- Thiết kế chế tạo và lắp ráp. 62
- Thiết kế chế tạo.62
- Lắp ráp. 64
- Hướng dẫn sử dụng và bảo trì bảo dưỡng. 70
- Hướng dẫn sử dụng. 70
- Bảo trì,bảo dưỡng. 70
KẾT LUẬN – KIẾN NGHỊ. 71
TÀI LIỆU THAM KHẢO.. 72
CHƯƠNG I. TỒNG QUAN NGHIÊN CỨU ĐỀ TÀI
- Giới thiệu đề tài.
1.1Phướng pháp xọc
- Xọc là phương pháp gia công có tính vạn năng, chuyển động cắt đơn giản, được sử dụng rộng rãi trong sản xuất hàng loạt nhỏ và sản xuất đơn chiếc.
- Khuyết điểm: Phương pháp xọc có năng suất thấp do:
+ Có hành trình chạy dao không.
+ Vận tốc cắt không lớn.
+ Không có khả năng gia công bằng nhiều dao.
+Dao chịu va đập có thể mẻ, giảm tuổi thọ do có hành trình chạy tới
-Đế tăng năng suất khi xọc, hành trình gia công tốc độ chậm, hành trình chạy dao không tốc độ nhanh.
1.1.1 Chuyển động tạo hình:
-Chuyển động chính: Chuyển động tịnh tiến của đầu xọc mang dao.
-Chuyển động tiến: Chuyển động tịnh tiến của bàn máy mang chi tiết.
1.1.2 Dụng cụ cắt (dao xọc):
-Vật liệu làm dao:
+Vật liệu làm thân dao: Thường làm bằng thép kết cấu cacbon như C35, C40, C45,..
+Vật liệu làm phần cắt gọt: như của dao tiện nhưng chịu uốn,va đập nhìu hơn như: BK8, BK6, T15K6,…
-Kết cấu của dao: Giống như của dao tiện nhưng có đặc điểm sau:
+Thân dao thường làm cong, mũi dao trùng với mặt đáy của thân dao để tránh khi dao bị uốn cong không ăn sâu vào chi tiết làm hụt kích thước.
Hình 1.1 Một số loại dao xọc
1.1.3 Khả năng công nghệ của xọc
-Xọc chủ yếu dùng gia công các rãnh then trong lỗ, ngoài ra xọc còn có thể gia công then hoa, bánh răng trong, các mặt định hình,…
Hình 1.2 Bánh răng được xọc then
1.1.4 Các biện pháp công nghệ khi xọc
-Trong sản xuất đơn chiếc → gá đặt phôi theo dấu, rà gá, cắt thử.
-Trong sản xuất hàng loạt → dùng đồ gá, cử so dao để gá đặt chi tiết.
1.2Máy xọc
- Khái niệm: Là máy cắt kim loại kiểu bào đứng, dùng gia công các rãnh, rãnh then bên trong lỗ,bánh răng trong,then hoa và các bề mặt định hình khác trong đó có các loại khe,rãnh,trong lỗ xuyên thông,…
- Chuyển động: - Chính: là chuyển động tịnh tiến theo phương
đứng của đầu xọc mang dao,có thể xoay nghiêng đầu xọc đi một góc nào đó để xọc mặt nghiêng.
-Tiến: là chuyển động tịnh tiến do bàn máy mang chi tiết thực hiện.
1.3Một số loại máy xọc trên thị trường:
- Trên thị trường hiện nay có rất nhiều loại máy xọc như máy xọc cơ, máy xọc thủy lực vạn năng, máy xọc CNC....một số loại máy xọc phổ biến như máy xọc 743, máy xọc B5030, B5032, máy xọc 7A412, 7A420, 7M430, 745M, SL200, BYW5032, CSL 600S CNC…
Một số hình ảnh về máy xọc:
Hình 1.3 Một số loại máy xọc
1.4. Một số sản phẩm của máy xọc.
Hình 1.4 Một số sản phẩm xọc
- Mục tiêu nghiên cứu đề tài.
2.1Khoa học
-Rèn luyện kỹ năng tổng hợp các kiến thức trên mọi phương diện
-Rèn luyện tính tự chủ và tinh thần trách nhiệm trong công việc,biết vận dụng kiến thức vào thực tiễn.
2.2Thực tiển
-Làm quen với việc thiết kế và chế tạo ra một loại máy móc.
-Giải quyết được các vấn đề phát sinh trong lúc làm đồ án.
-Giúp cho đơn vị gia công có thêm máy phục vụ sản xuất.
3. Phạm vi nghiên cứu đề tài.
- Không gian:đơn vị gia công đồ án.
-Thời gian: từ ngày 29/5/2017 đến ngày 24/6/2017.
-Đề tài: Cách tính toán thiết kế máy xọc, cách gia công các chi tiết máy,cách lắp ráp và vận hành máy cho ra sản phấm.
CHƯƠNG II. CƠ SỞ LÝ THUYẾT
Để tính toán thiết kế và chế tạo mô hình máy xọc, phài dựa trên lý thuyết và các công thức tính toán:
2.1 Chế độ cắt khi xọc.
- Chiều sâu cắt t (mm): Xác định trên cơ sở tương tự nguyên công tiện khi gia công thô và tinh.
- Bước tiến(mm/htk): Xác định theo các bảng (30-2), (31-2), (32-2).
- Vận tốc cắt: V=
- Số hành trình kép:
- Lực cắt:
- Công suất cắt gọt:
- Tỉ số truyền chung:
2.2 Lực
- Trong tính toán thiết kế bộ truyền đai:
-Kiểm nghiệm vận tốc:
-Chiều dài sơ bộ của bộ truyền đai:
-Tính chính xác khoảng cách trục:
-Tính góc ôm bánh nhỏ:
- Tính góc ôm bánh lớn:
-Chiều rộng bánh đai: B = (Z-1).t +2S (mm)
-Đường kính bánh đai: D = D1 + 2.h0 (mm)
-Lực căng đai: (N)
- Trong tính toán thiết kế bộ truyền bánh răng:
-Ntd:
-Ứng suất tiếp xúc cho phép:
-Úng suất uốn cho phép:
-Hệ số tải sơ bộ:
-Hệ số chiều dài bánh răng sơ bộ:
-Khoảng cách trục sơ bộ:
-Vận tốc của bánh răng:
-Hệ số tải trọng:
-Khoảng cách trục:
-Xác định modul:
-Xác định số răng:
-Chiều rộng bánh răng:
-Kiểm nghiệm sức bền uốn:
-Kiểm nghiệm bền khi chịu tải đột ngột:
-Ứng suất uốn cho phép:
-Kiểm nghiệm bền tiếp xúc:
-Đường kính vòng chia:
-Đường kính vòng đỉnh:
-Đường kính vòng chân:
-Lực vòng:
-Lực hường tâm:
- Trong tính toán thiết kế trục:
-Đường kính sơ bộ:
-Ứng suất tương đương:
-Đường kính trục rỗng ngoài:
-Hệ số an toàn:
-Hệ số an toàn chỉ xét riêng ứng suất pháp:
-Hệ số an toàn chỉ xét riêng ứng suất tiếp:
-Ứng suất xoắn:
-Ứng suất uốn:
2.3 Vật liệu xọc
Máy xọc có thể xọc được các vật liệu như :
+Gang cầu
+Thép cac bon
+Nhựa
+Đồng
+Nhôm
+Thiết
+Chì
+Gỗ
2.4 Các bề mặt gia công được:
Máy xọc với chuyển động chính là chuyển động tịnh tiến của đầu xọc mang dao nên xọc chủ yếu gia công được mặt phẳng, mặt định hình có đường sinh thẳng như gia công rãnh then, then hoa,..







