THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THÂN GIÁ ĐỠ T7 ĐHSPKT HƯNG YÊN




NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THÂN GIÁ ĐỠ T7 ĐHSPKT HƯNG YÊN
Lời nói đầu
Hiện nay, các ngành kinh tế nói chung và ngành cơ khí nói riêng đòi hỏi kỹ sư cơ khí và cán bộ kỹ thuật cơ khí được đào tạo ra phải có kiến thức sâu rộng, đồng thời phải biết vận dụng những kiến thức đó để giải quyết những vấn đề cụ thể thường gặp trong sản xuất, sửa chữa và sử dụng.
Mục tiêu của môn học là tạo điều kiện cho người học nắm vững và vận dụng có hiệu quả các phương pháp thiết kế, xây dựng và quản lý các quá trình chế tạo sản phẩm cơ khí về kỹ thuật sản xuất và tổ chức sản xuất nhằm đạt được các chỉ tiêu kinh tế kỹ thuật theo yêu cầu trong điều kiện và qui mô sản xuất cụ thể. Môn học còn truyền đạt những yêu cầu về chỉ tiêu công nghệ trong quá trình thiết kế các kết cấu cơ khí để góp phần nâng cao hiệu quả chế tạo chúng.
Đồ án môn học công nghệ chế tạo máy nằm trong chương trình đào tạo của ngành chế tạo máy thuộc khoa cơ khí có vai trò hết sức quan trọng nhằm tạo cho sinh viên hiểu một cách sâu sắc về những vấn đề mà ngườ kỹ sư gặp phải khi thiết kế một qui trình sản xuất chi tiết cơ khí.
Được sự giúp đỡ tận tình của các thầy giáo,cụ giỏo trong khoa cơ khớ đặc biệt là thầy giáo Trần Văn Thắng đã giúp em hoàn thành tốt đồ án môn học này.Do mặt hạn chế về thời gian và tài liệu lờn đồ án của em cũn nhiều thiếu sút mong thầy cụ thụng cảm đúng gúp ý kiến cho em.Giỳp em hoàn thành tốt đồ ỏn. Em xin chân thành cảm ơn.
Đồ án môn học
Công Nghệ Chế Tạo Máy
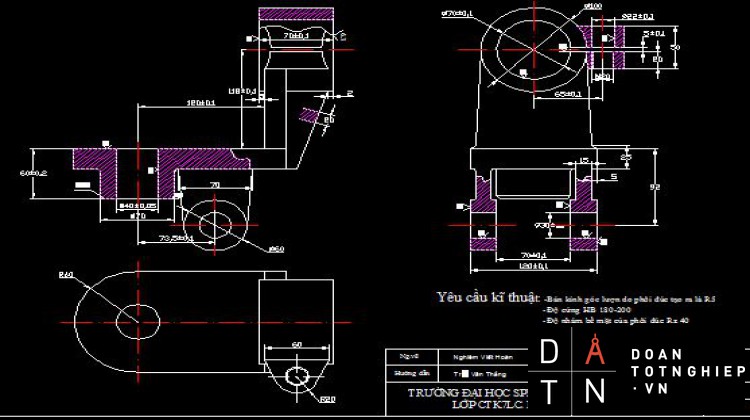
I. Phân tích chức năng làm việc của chi tiết.
Dựa vào bản vẽ chi tiết ta thấy thõn giá đỡ là chi tiết dạng hộp
Do thõn giá đỡ là loại chi tiết quan trọng trong một sản phẩm có lắp trục. Thõn giỏ đỡ làm nhiệm vụ đỡ trục của máy và xác định vị trí tương đối của trục trong không gian nhằm thực hiện một nhiệm vụ động học nào đó . Sau khi gia công xong thõn giá đỡ sẽ được lắp bạc làm nhiệm vụ đỡ trục.
Trên thõn giá đỡ có nhiều mặt phải gia công với độ chính xác khác nhau và cũng có một số bề mặt không phải gia công. Bề mặt làm việc chủ yếu là lỗ trụ F40
Cần gia công mặt phẳng đáy và các lỗ F30, F22 chính xác để làm chuẩn tinh gia công. Đảm bảo sự tương quan của lỗ F40 với các bề mặt gia công và kích thước từ tâm lỗ F40 đến mặt phẳng đứng là : 120± 0,1
Chi tiết làm việc trong điều kiện rung động và tải trọng thay đổi.
Đối với nhiệm vụ gia công mặt dưới của giá đỡ cần phải gia công chính xác các mặt bậc để đảm bảo khi lắp ghép với nửa trên chỉ có mặt làm việc tiếp xúc với nửa trên còn các mặt khác đảm bảo có khoảng cách để tránh siêu định vị đồng thời phải đảm bảo sự tương quan của lỗ F40 với các bề mặt gia công.
Vật liệu sử dụng là : GX 18-36 , có các thành phần hoá học sau :
C = 3 4 3,7 Si = 1,2 4 2,5 Mn = 0,25 4 1,00
S < 0,12 P =0,05 4 1,00
[d]bk = 150 MPa
[d]bu = 320 MPa

II. Phân tích tính công nghệ trong kết cấu chi tiết
Từ bản vẽ chi tiết ta thấy :
Mặt trên của giá đỡ có đủ độ cứng vững để khi gia công không bị biến dạng có thể dùng chế độ cắt cao , đạt năng suất cao
Các bề mặt làm chuẩn có đủ diện tích nhất định để cho phép thực hiện nhiều nguyên công khi dùng bề mặt đó làm chuẩn và đảm bảo thực hiện quá trình gá đặt nhanh .
Chi tiết thõn giá đỡ được chế tạo bằng phương pháp đúc . Kết cấu tương đối đơn giản , tuy nhiên khi gia công các lỗ vít , lỗ định vị và lỗ làm việc chính F40 cần phải gia công cho chính xác đảm bảo các yêu cầu kỹ thuật .
Các bề mặt cần gia công là :
- Gia công bề mặt phẳng đáy A với độ bóng cao để làm chuẩn tinh cho nguyên công sau .
- Gia công mặt trên B để làm chuẩn gia cụng lỗ F 70.
- Gia công lỗ F70 để làm mặt chuẩn gia cụng mặt C.
- Gia công lỗ F22 và M20 dựng để định vị gia cụng cỏc bề mặt sau này
- Gia công 2 mặt phẳng đầu F60 cùng với nửa trên.
- Gia cụng mặt đáy D.
- Phay vỏt trờn mặt phẳng D.
- Gia công phay mặt D,F và G, H.
- Gia công lỗ F 40.
- Gia công 2 lỗ F30.
- Phay rãnh bên có khoảng cách từ mặt A tới đuờng tâm của rãnh là 118.
IIi-xác định dạng sản xuất
Muốn xác định dạng sản xuất trước hết ta phải biết sản lượng hàng năm của chi tiết gia công . Sản lượng hàng năm được xác định theo công thức sau :
N = N1.m (1+)
Trong đó
N- Số chi tiết được sản xuất trong một năm
N1- Số sản phẩm được sản xuất trong một năm (2000 chiếc/năm)
m- Số chi tiết trong một sản phẩm
a- Phế phẩm trong xưởng đúc a =(3 ¸ 6) %
b- Số chi tiết được chế tạo thêm để dự trữ b =(5 ¸ 7)%
Vậy N =2000.1(1 +) =2260 chi tiết /năm
Trọng lượng của chi tiết được xác định theo công thức
Q = V.g (kg)
Trong đó
Q - Trọng lượng chi tiết
g - Trọng lượng riêng của vật liệu ggang xám= 6,8 ¸ 7,4 Kg/dm3
V - Thể tích của chi tiết1,3 dm3
Vậy Q = V.g = 1,3.7,2 =9,36 (kg)
Dựa vào bảng 2 (TKĐACNCTM) ta có dạng sản xuất là dạng sản xuất hàng loạt vừa.
IV- Xác định phương pháp chế tạo phôi và thiết kế bản vẽ chi tiết lồng phôi
Xác định phương pháp chế tạo phôi
Kết cấu của chi tiết không phức tạp nhưng vật liệu của chi tiết là gang xám18x36 nên ta dùng phương pháp đúc,ứng với sản xuất hàng loạt vừa nên ta chọn phương pháp đúc trong khuôn kim loại . Sau khi đúc cần có nguyên công làm sạch và cắt ba via .
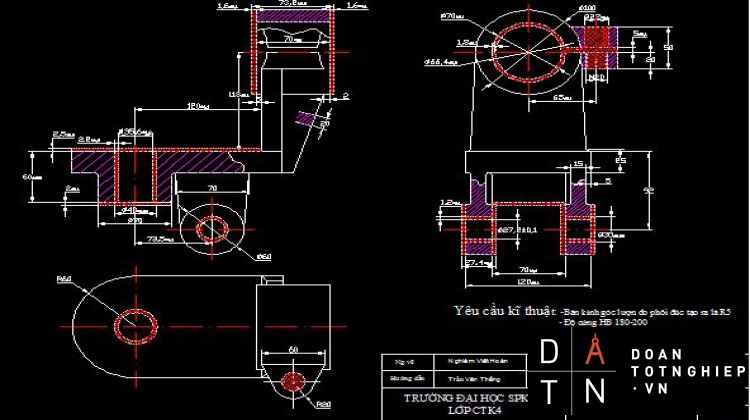
Bản vẽ lồng phôi:
* Yêu cầu kỹ thuật:
- Đảm bảo độ song song giữa tâm của lỗ f 40 với mặt đáy của giá đỡ
- Đảm bảo độ vuông góc giữa tâm của lỗ f 40 với mặt đầu của trụ
- Đảm bảo độ chính xác của khoảng cách giữa đường tâm của lỗ f 40 với mặt trên là 120.
- Đảm bảo độ chính xác của khoảng cách giữa đường tâm lỗ F 40 với đường tâm của 2 chân là 73,5
- Mặt lỗ trên đạt độ chính xác Rz = 1,6 mm
V. thứ tự các nguyên công
1. Xác định đường lối công nghệ
Do sản xuất hàng loạt vừa nên ta chọn phương pháp gia công một vị trí ,gia công tuần tự. Dùng máy vạn năng kết hợp với đồ gá chuyên dùng .
2. Chọn phương pháp gia công
- Gia công mặt phẳng A bằng phương pháp phay dùng dao phay mặt đầu , đầu tiên là phay thô sau đó là phay tinh.
- Gia công mặt B bằng dao phay mặt đầu.trước tiên là phay thô sau đó là phay tinh.
- Gia công mặt C cũng dùng dao phay mặt đầu.Đầu tiên là phay thô sau đó thì phay tinh để đạt cấp chính xác yêu cầu.
- Gia công lỗ f70 để đạt Rz = 1.6 bằng phương phỏp khoột doa .
- Gia công mặt C bằng dao phay mặt đầu.Trước tiên là phay thô sau đó thì phay tinh.
- Gia công lỗ f 22 và M20 bằng mũi khoan,cắt ren.
- Gia công mặt đáy D bằng dao phay măt đầu.Vì không yêu cầu về độ nhám lên không nhất thiết phải phay tinh mà chỉ cần phay thô.
- Gia cụng vỏt mộp mặt đấy D bằng dao tiện đầu cong.
- Gia công mặt EF G H bằng dao phay đĩa
-Gia công lỗf40 bằng mũi khoan, khoét, dao.Vì đây là lỗ làm viêc quan trọng nên phảI đảm bảo độ chính xác và độ bang cao.
- Gia công rãnh bên bằng dao phay đĩa.
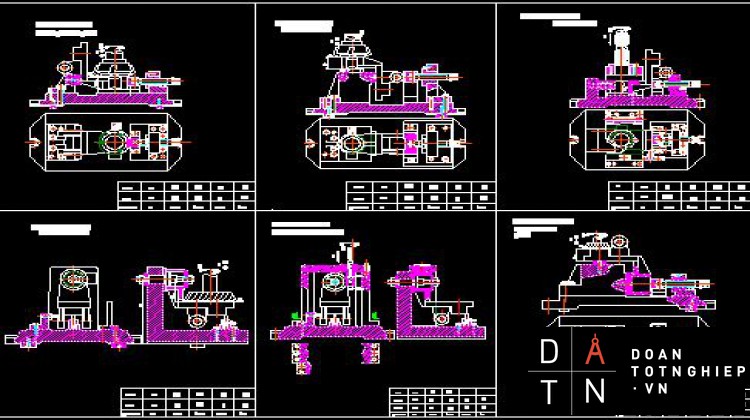
*Lập thứ tự các nguyên công
Phương án 1
1. BƯỚC I : Đúc chi tiết trong kim loại.
2. BƯỚC II : Làm sạch và cắt ba via
3. Nguyên công I: Gia công mặt phẳng đáy A bằng phương pháp phay
4. Nguyên công II : Gia công mặt phẳng B bằng phương pháp phay
5. Nguyên công III:. Gia công lỗ F70 bằng dao khoột sau đó thì doa.
6. Nguyên công IV : Gia công mặt C bằng phương pháp phay
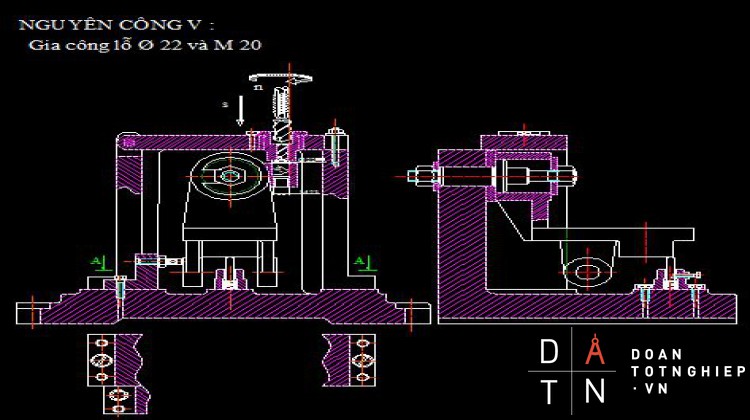
7. Nguyên công V : Gia công lỗ F22 bằng mũi khoan. Gia công M20 bằng cách khoan lỗ 20 sau đó taro ren .
8. Nguyên công VI: Phay mặt đáy D bằng dao phay măt đầu.
9. Nguyên công VII : Phay mặt nghiờng trờn mặt D
10. Nguyên công VIII :. Phay mặt bờn E F G H.
11. Nguyên công IX: Gia công lỗ F40 bằng phương pháp khoét sau đó doa.
12. Nguyên công X : Gia cụng lỗ f 30 bằng phương phỏp khoột doa.
13. Nguyên công XI: C ắt rónh bờn bằng dao phay đĩa.
14. Nguyên công XII :Kiểm tra độ đồng tõm của 2 lộ F 30 và độ vuụng gúc giữa tõm lỗ f30 và mặt đầu.
Phương án 2
1. Bước I : Đúc chi tiết trong khuôn kim loại.
2. Bước II : Làm sạch và cắt ba via
3. Nguyên công I: Gia công mặt phẳng đáy A bằng phương pháp phay
4. Nguyên công II : Gia công mặt phẳng B bằng phương pháp phay
5. Nguyên công III: Gia công mặt lắp ghép C bằng phương pháp phay
6. Nguyên công IV : Gia công lỗ F 22 bằng dao khoét.
7. Nguyên công V : Gia công ren M20 bằng mũi khoan sau đó taro ren.
8. Nguyên công VI : Gia công lỗ F40 bằng dao khoét và dao doa.
9. Nguyên công VII : Gia công mặt D bằng dao phay mặt đầu.
10. Nguyên công VIII : Gia công măt bên bằng dao phay đia.
11. Nguyên công IX: Gia cụng lỗ f 30 bằng phương phỏp khoet và doa.
12. Nguyên công X : Gia công ranh bên bằng dao phay đĩa.
13. Nguyên công XI:Gia cụng lỗ f 70 bằng phương phỏp khúet và doa.
14. Nguyên công XII:Nguyờn cụng kiểm tra.
Để đảm bảo độ chính xác các mặt gia công của chi tiết thân giá đỡ đặc biệt độ chính xác của lỗ F40, độ vuông góc giữa mặt A và mặt B nên em chọn phương án 1.
BƯỚC I : đúc chi tiết trong khuôn kim loại.
Chi tiết đúc chính xác cấp II
Tính công nghệ khi gia công chi tiết đúc là sự xuất hiện của các lỗ. Trong sản xuất hàng loạt các lỗ có đường kính nhỏ hơn 30 thì đúc đặc. Các bậc dầy hơn 25 mm và các rãnh có chiều sâu lớn hơn 6 mm trên các vật đúc nhỏ và vừa đều được tạo nên ngay từ đầu.
Kích thước 15 độ dốc 1o30’
Kích thước 35 độ dốc 1o
Bán kính góc lượn giữa phần đế và phần trên R = 5 mm
BƯỚC II : Làm sạch các chi tiết đúc bằng cách phun cát khô bán tự động.Cắt bỏ ba via, lau sạch.
Nguyên công I : Phay thô, phay tinh mặt đáy A
*Sơ đồ định vị và kẹp chặt:
.......................................
Từ (2) và (3) ta có: N2 = 557 (N) ; N1 = -72 (N)
Lực kẹp cần thiết: W=k.W
k : là hệ số an toàn có tính đến khả năng làm tăng lực cắt trong quá trình gia công.
k=ko.k1.k2.k3.k4.k5.k6
ko: hệ số an toàn cho tất cả các trường hợp, ko=1,5.
k1: hệ số làm tăng lực cắt khi dao mòn, k1=1,0.
k2: hệ số số tính đến trường hợp tăng lực cắt khi độ bóng thay đổi, khi gia công thô k2=1,5.
k3: hệ số tăng lực cắt khi gia công gián đoạn, k3=1.
k4: hệ số tính đến sai số của cơ cấu kẹp chặt, khi kẹp bằng tay k4=1,3.
k5: hệ số tính đến mức độ thuận lợi của cơ cấu kẹp bằng tay,k5=1,2
k6: hệ số tính đến mô men làm quay chi tiết, k6=1,5.
Þ k=1,5.1.1,5.1.1,3.1,2.1,5=5,265
Þ W=256.5,265=1348(N)
Tra bảng 8.50[2] và 8.51[2] có vít kẹp và đai ốc:
Vít kẹp: đường kính ren tiêu chuẩn d = 8 mm
Đai ốc : Dường kính ren tiêu chuẩn d = 8 mm
Chiều dài tay vặn L = 120 mm tạo lực kẹp Q = 1700 N
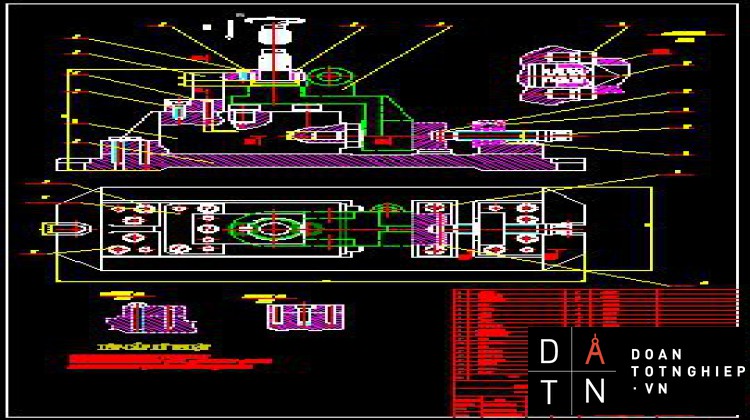
2.Xác định sai số chế tạo cho phép của đồ gá.
Sai số chế tạo cho phép của đồ gá được tính bằng công thức:
[ect]=[egd]-([ec]+ek+em+e dc)
Trong đó:
egd : sai số gá đặt, được lấy bằng d/3, với d là dung sai nguyên công, d=130 mm.
Þ egd = 130/3 = 43,3 mm.
ec : sai số chuẩn, do chuẩn định vị không trùng gốc kích thước.
Sai số chuẩn được xác định theo công thức trong bảng 8.11[2] có:
ec = (do - dc)/2 = (0,05 - 0,025)/2 = 12,5 mm
ek: Sai số kẹp chặt:
ek =0,4Q/2L = o,4.1,384/100 = 5 mm
em: Sai số do mòn đồ gá.
em = b.N
b: Hệ số phụ thuộc kết cấu đồ định vị, b = 0,3.
N: Số lượng chi tiết được gia công trên đồ gá, N = 3000.
Þ em = 0,3. 3000 = 16mm.
edc : sai số điều chỉnh, edc = 10 mm.
Þ [ect] ={43,3- (12,5+5+16+10)}= 37 mm.
Điều kiện kỹ thuật của đồ gá.
Độ không vuông góc của tâm bạc dẫn so với mặt đáy đồ gá £ 0,037 mm.
Độ không song song giữa mặt phiến tỳ với mặt đáy đồ gá £ 0,037 mm.
Độ không vuông góc giữa chốt trụ và mặt đáy đồ gá £ 0,037mm.
Đồ định vị phải đạt độ cứng : dùng thép CD80A ,nhiệt luyện
Bảng kờ khai cỏc chi tiết của đồ gá trong bản vẽ đồ gỏ.
TÀI LIỆU THAM KHẢO
1] : Thiết kế đồ án công nghệ chế tạo máy
[2] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 3 tập)
[3] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[4] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[5] : Sổ tay nhiệt luyện
[6] : Công nghệ chế tạo máy tập 1
[7] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 7 tập)
[8] : Sổ tay công nghệ chế tạo máy toàn tập (trường ĐHBK










