ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY TẤM ỐP CHÀY DẬP

NỘI DUNG ĐỒ ÁN
ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ
GIA CÔNG CHI TIẾT TẤM ỐP CHÀY DẬP
LỜI NÓI ĐẦU
Đồ án môn học là một công trình nghiên cứu sáng tạo trong phạm vi của ngành học và quá trình học tập nhằm sử dụng vốn kiến thức đã có để hoàn thành một công việc trong phạm vi của nghành học.
Hiện nay cùng với sự đi lên của ngành cơ khí, môn học công nghệ chế tạo máy thực sự là hành trang để mỗi một kĩ sư , một công nhân có thể dựa vào làm cơ sở thiết kế . môn công nghệ chế tạo máy là môn học được đưa vào giảng dạy ở hầu hết các trường kĩ thuật , và ngày càng không ngừng được cải tiến dưới sự nghiên cứu của các chuyên gia hàng đầu và ngày càng ứng dụng nhiều công nghệ mới góp phần tăng năng xuất và chất lượng gia công lên cao.Đối với sinh viên cơ khí ,đồ án môn học công nghệ chế tạo máy là môn học giúp làm quen với việc giải quyết các vấn đề tổng hợp của công nghệ chế tạo máy đã được học ở trường qua các giáo trình cơ bản về công nghệ chế tạo máy.
Việc sử dụng các phương án tối ưu của qui trình công nghệ và tối ưu về kỹ thuật theo đúng yêu cầu kỹ thuật của chi tiết giúp cho sinh viên ôn lại những kiến thức đã học về chọn tiến trình công nghệ tối ưu , tính chế độ cắt ,chọn chuẩn ,sai số chuẩn ,tính lượng dư gia công ,…Và những kiến thức này được vận dụng một cách đúng đắn và phù hợp dưới sự hướng dẫn của giáo viên.
Đây là lần đầu em làm quen với đồ án Công Nghệ Chế Tạo Máy có nội dung và kiến thức rất nhiều nên có nhiều thiếu xót trong quá trình thực hiện đồ án .Em rất mong được sự hướng dẫn và đóng góp ý kiến tận tình của thầy cô và của các bạn.
CHƯƠNG 1 : XÁC ĐỊNH DẠNG SẢN XUẤT
1.1 Sản lượng chi tiết cần chế tạo:
Mục đích là xác định hình thức tổ chức sản xuất ( đơn chiếc , hàng loạt nhỏ ,hàng loạt vừa , hàng loạt lớn , hàng khối ) để từ đó cải thiện tính công nghệ cho chi tiết , các phương pháp chế tạo phôi , chọn thiết bị công nghệ hợp lý cho việc gia công chi tiết .
Sản lượng chế tạo trong một năm của nhà máy được xác định theo công thức:
N: số chi tiết được sản xuất trong một năm
: số sản phẩm sản xuất trong một năm (10000 chiếc / năm )
m: số chi tiết trong một sản phẩm m=1
α: số chi tiết phế phẩm trong các xường đúc α=3%-6%
β: số chi tiết để chế tạo thêm dự trữ β=5%-7%
11342 (chi tiết/năm)
1.2 khối lượng của chi tiết :
(kg) (1)
V: thể tích chi tiết
: trọng lượng vật liệu của chi tiết: (kg/dm3 )
* Xác định gần đúng khối lượng của chi tiết bằng cách chia chi tiết ra lảm 3 phần thể tích:
V = (2)
* Các phần thể tích của chi tiết được tính như sau:
+ = + - -
= + ( - -
= + ( - -
= 74880 + 47783,62 – 6283,18 – 10618,58
105761,86 ( m )
+ = -
= (dài*rộng*h) - (dài*rộng*h)
= (48*130*65) – ( 95*16*65)
= 405600 – 98800
= 306800 ( m )
+ = 105761,86 ( m )
* Thế vào công thức (2), ta có:
+ V = 105761,86 + 306800 + 105761,86 518323,72 ( m )
0,51832372 ( d )
* Thế vào công thức (2), ta có:
→ Với M nằm trong khoản M = ( 2.5 5.0) và theo bảng 2.1 ( Tái liệu trang 25 ) ta xác định được đây là sản xuất hàng loạt vừa.
CHƯƠNG 2 : PHÂN TÍCH CHI TIẾT GIA CÔNG
2.1 Phân tích chức năng và điều kiện làm việc của chi tiết:
_ Tấm ốp chày dập là một dạng chi tiết trong chi tiết dãng hộp. Tấm ốp chày dập là bích an toàn, công dụng cùa nó là để bảo vệ công nhân khi chày bị vỡ, các mảnh vỡ không gây nguy hiểm đến người đứng dập.
_ Điều kiện làm việc của tấm ốp chày dập:
+ Điều kiện làm việc khắc nghiệt.
+ Chi tiết không chịu tải, không chịu ăn mòn, có va đập khi làm việc, nhiệt độ khi làm việc không cao.
2.2 Phân tích tính công nghệ trong kết cấu của chi tiết:
Các điều kiện kỷ thuật khi chế tạo chi tiết tấm ốp chày dập:
_ Độ nhám bề mặt của các mặt phẳng 1,6,8,10 có Ra = 6.3m.
_ Cấp chính xác kích thước rãnh : +0.035 mm.
_ Bề mặt tiếp xúc giũa chày và chi tiết đạt Ra = 3.2m.
_ Sai số kích thước giũa hai lỗ ren .
_ Các góc lượt bán kính là R3.
_ Phôi sau khi đúc xong được ủ hoặc thường hóa để tránh xảy ra hiện tượng biến cứng, rỗ khí, rỗ xỉ,…
* Qua các điều kiện kỷ thuật trên ta có thể đưa ra một số nét điển hình khi gia công tấm ốp chày dập:
_ Vì tấm ốp chày dập có kích thước không lớn lắm nên phôi ta nen chọn là phôi đúc và để đảm bảo các điều kiện làm việc của tấm ốp.
_ Kết cấu phải đảm bảo cho việc gia công nhiều chi tiết cùng lúc.
* Ta chọn phương pháp đúc thép để chế tạo tấm ốp chày dập do:
_ Tính nóng chảy cáo nên đúc được các vật đúc thành mỏng, phức tạp.
_ Khối lượng riêng của thép lớn nên ít có lẫn tạp chất, xỉ, bọt khí.
_ Công nghệ khuôn đúc không phức tạp, chất lượng đúc cao.
_ Nấu luyện đơn giản.
* Do đó, ta chọn vật liệu thép 40X làm vật liệu đúc.
_ Thép 40X có các tính chất cơ lý và thành phần hóa học như sau:
Tính chất cơ lý tính:
|
Mác Thép |
(Độ bền kéo đứt) |
Yield point(σs/MPa) |
Elongation(δ5/%) (Độ dãn dài tương đối) |
Reduction of Area(ψ/%) |
Impact Absorbing Energy(Aku2/J) |
Brinell Hardness(HBS100/3000) (Độ cứng) |
|
Annealing or High Tempering |
||||||
|
40X |
≥980 |
≥785 |
≥10 |
≥45 |
≥47 |
≤179HB |
Thành phần hóa học:
|
Mác thép |
Thành phần hoá học (%) |
|||||||
|
C |
Si |
Mn |
Cu |
Ni |
Cr |
P |
S |
|
|
40X |
0.36 - 0.44 |
0.17~0.37 |
0.50~0.80 |
≤0.3 |
≤0.3 |
0.80~1.10 |
0.030 max |
0.035 max |
CHƯƠNG 3 : XÁC ĐỊNH PHƯƠNG PHÁP CHẾ TẠO PHÔI
3.1 Xác định phương pháp chế tạo phôi:
Vật liệu chế tạo chi tiết dạng hộp có thể lấy gang hay thép. Tương ứng với 2 loại vật liệu này ta có hình thức chế tạo phôi là dập nóng, đúc và rèn tự do.
3.2 Chế tạo phôi bằng phương pháp đúc:
Được sử dụng rộng rãi hiện nay vì phôi đúc có hình dạng có kết cấu phức tạp và có thể đạt được kích thước từ nhỏ đến lớn. Cơ tính và độ chính xác của phôi đúc phụ thuộc vào phương pháp và độ chính xác làm khuôn đúc. Tùy theo tính chất sản xuất, vật liệu của chi tiết đúc, trình độ kỹ thuật mà chọn các phương pháp đúc khác nhau. Căn cứ vào chi tiết được giáo ta có thể chọn đúc khuôn kim loại hay trong khuôn cát.
3.2.1 Phương án 1: đúc trong khuôn kim loại:
vƯu điểm:
- Độ chính xác của phôi.
- Giảm được thơi gian làm khuôn.
vNhược điểm:
- Tính dẫn điện của khuôn cao nên khả năng điền đầy của khuôn kém.
- Sự co giản của khuôn lớn nên có thể gây ra rạn nứt phôi.
- Giá thành làm khuôn cao do việc chế tạo khuôn khó.
- Khó đúc được các phôi có hình dạng phức tạp.
3.2.2 Phương án 2: đúc trong khuôn cát:
vƯu điểm:
- Chế tạo khuôn mẫu đơn giản.
- Giá thành thấp.
- Có thể đúc phôi có hình dạng phức tạp.
- Khả năng điền đầy của khuôn cát tốt hơn khuôn kim loại.
vNhược điểm:
- Độc chính xác của phôi không cao.
- Mất nhiều thời gian làm khuôn.
- Độ bóng bề mặt kém, lượng dư gia công lớn.
3.3 Chế tạo phôi bằng phương pháp dập nóng:
Phôi dập thường được dung cho các chi tiết như: trục răng côn, trục răng thẳng, các loại bánh răng khác, chi tiết dạng càng, trục chữ thập, trục khuỷu.,,,
Các loại chi tiết được dập trên máy búa nằm ngang hay máy dập đứng có thể là máy thủy lực hoặc cơ.
vƯu điểm:chế tạo được phôi có cơ tính tốt đồng đều, không phụ thuộc vào tay nghề của công nhân, các thí kim loại và gân gờ tạo nên chi tiết có khả nâng chịu lực tốt. Tiết kiệm được nguồn nguyên liệu, cho năng suất cao, phù hợp với dạng sản xuất loạt lớn hàn khối.
vNhược điểm:phương pháp này yêu cầu thiết bị phức tạp, khuôn dập chế tạo khó khăn.
3.4 Chế tạo phôi bằng phương pháp rèn tự do:
Phôi rèn tự do: có hệ số dung sai lớn, cho độ bền cơ tính cao, phôi có tính dẻo và đàn hồi tốt. Ở phương pháp rèn tự do, thiết bị, dụng cụ chế tạo phôi là vạn năng, kết cấu đơn giản nhưng phương pháp này chỉ tạo chi tiết có dáng đơn giản và năng suất thấp.
Rèn khuôn: có độ chính xác cao, năng xuất cao nhưng phụ thuộc vào độ chính xác của khuôn, mặt khác khi rèn phải có khuôn chuyên dung cho từng chi tiết, chi phí làm khuôn cao. Phương pháp này khó đạt được các kích thước với độ chính xác cấp 7-8, những chi tiết có dạng phức tạp.
vƯu điểm:cơ tính của vật liệu tốt chỉ phù hợp với dạng sản xuất đơn chiếc, loại nhỏ với trang thiết bị đơn giản.
vNhược điểm:không tạo được những kết cấu phức tạp, không phù hợp với dạng sản xuất loạt lớn, độ chính xác thấp phụ thuộc vào tay nghề công nhân năng xuất thấp.
Kết luận:từ các phương án trên kết hợp với dạng sản xuất ta đi đến quyết định chọn phương pháp chế tạo phôi bằng phương pháp đúc khuôn cát – mẫu gỗ
Vì đây là dạng sản xuất hang loạt vừa , ta chọn cấp chính xác II.
Chi tiết làm bằng thép X40 đúc trong khuôn cát nên ta chọn cấp chính xác II
- Tra lượng dư mặt A:
+ kích thước lớn nhất : 198mm
+ kích thước danh nghĩa : 50mm
+ vị trí bề mặt khi rót khuôn : trên
ðLượng dư : 5mm
- Tra lượng dư mặt B,C,D,E,F:
+ kích thước lớn nhất : 198mm
+ kích thước danh nghĩa : 50mm
+ vị trí bề mặt khi rót khuôn : dưới
ðLượng dư : 4mm
- Tra lượng dư mặt G,H:
+ kích thước lớn nhất : 198mm
+ kích thước danh nghĩa : 50mm
+ vị trí bề mặt khi rót khuôn : dưới
ðLượng dư : 4mm
- Dung sai :
+ kích thước lớn nhất : 198mm
+ kích thước danh nghĩa : 50mm
ðDung sai : ± 0.8
Bản vẽ lòng phôi :
3.6 Dụng cụ kiểm tra:
_ Đo mặt phẳng, đo độ đồng tâm, độ song song dung đồng hồ so.
_ Đo độ vuông góc dùng 2 đồng hồ so và một trục có đường kính: d= 12mm.
_ Đo kích thước dùng thước cặp, panme.
CHƯƠNG 4: LẬP QUI TRÌNH CÔNG NGHỆ
4.1 Chọn phương pháp gia công các bề mặt của phôi:
_ Đánh số các bề mặt gia công:
_ Mục đích xác định trình tự gia công hợp lý nhằm đảm bảo độ chính xác về kích thước, vị trí tương quan và độ nhám các bề mặt theo yêu càu đề ra.
_ Dựa vào yêu cầu đặc tính kĩ thuật ta chọn phương pháp gia công cho các bề mặt như sau: phay, khoan, khoét, doa.
|
Bề mặt có thể được gia công với phương pháp |
|||
|
Phay |
Khoan |
Khoét |
Doa |
|
1,3,4,5,8,10,12,13 |
2,6,7,9,11 |
2,7,9,11 |
2,7,9,11 |
4.2 Chọn chuẩn công nghệ:
_ Ta chọn mặt số 1,14,15 làm chuẩn thô cho nguyên công đầu tiên để gia công các bề mặt tiếp theo.
_ Ta chọn mặt số 8 làm chuẩn tinh để gia công các bề mặt còn lại.
4.3 Chọn trình tự gia công các bề mặt:
Dựa vào phương pháp tự động đạt kích thước để phù hợp với môi trường sản xuất hàng loạt, xác định được 2 qui trình công nghệ:
* Qui trình công nghệ 1:
|
STT |
Tên nguyên công |
Số của bề mặt gia công |
Số của bề mặt định vị |
Dạng máy công nghệ |
|
1 |
Phay thô |
8 |
1,14,15 |
Máy phay đứng |
|
2 |
Phay thô |
1 |
8,14,15 |
Máy phay đứng |
|
3 |
Phay tinh |
8 |
1,14,15 |
Máy phay đứng |
|
4 |
Phay tinh |
1 |
8,14,15 |
Máy phay đứng |
|
5 |
Khoan,Khoét, doa |
2,7,9,11 |
1,14,15 |
Máy khoan cần |
|
6 |
Phay thô |
5 |
2,7,8 |
Máy phay đứng |
|
7 |
Phay thô |
10 |
1,2,7 |
Máy phay đứng |
|
8 |
Phay tinh |
5 |
2,7,8 |
Máy phay đứng |
|
9 |
Phay tinh |
10 |
1,2,7 |
Máy phay đứng |
|
10 |
Phay thô |
4 |
2,7,8 |
Máy phay đứng |
|
11 |
Phay thô |
3 |
2,7,8 |
Máy phay ngang |
|
12 |
Phay tinh |
4 |
2,7,8 |
Máy phay đứng |
|
13 |
Phay thô |
12,13 |
1,2,7 |
Máy phay đứng |
|
14 |
Khoan |
6 |
2,3,7,8 |
Máy khoan bàn |
* Qui trình công nghệ 2:
|
STT |
Tên nguyên công |
Số của bề mặt gia công |
Số của bề mặt định vị |
Dạng máy công nghệ |
|
1 |
Phay thô |
4 |
8,14,15 |
Máy phay đứng |
|
2 |
Phay thô |
3 |
8,14,15 |
Máy phay ngang |
|
3 |
Phay tinh |
4 |
8,14,15 |
Máy phay đứng |
|
4 |
Phay thô |
1 |
8,14,15 |
Máy phay đứng |
|
5 |
Phay thô |
8 |
1,14,15 |
Máy phay đứng |
|
6 |
Phay tinh |
1 |
8,14,15 |
Máy phay đứng |
|
7 |
Phay tinh |
8 |
1,14,15 |
Máy phay đứng |
|
8 |
Phay thô |
12,13 |
1,14,15 |
Máy phay dứng |
|
9 |
Khoan, khoét, doa |
2,7,9,11 |
1,14,15 |
Máy khoan cần |
|
10 |
Khoan |
6 |
2,3,7,8 |
Máy khoan bàn |
|
11 |
Phay thô |
5 |
1,14,15 |
Máy phay đứng |
|
12 |
Phay thô |
10 |
1,14,15 |
Máy phay đứng |
|
13 |
Phay tinh |
5 |
1,14,15 |
Máy phay đứng |
|
14 |
Phay tinh |
10 |
1,14,15 |
Máy phay đứng |
_ Lựa chọn qui trình công nghệ:
+ Sau khi so sánh giữa 2 qui trình công nghệ, ta thấy qui trình công nghệ 1 có nhiều điểm thuận lợi hơn như:
- Định vị và kẹp chặt chi tiết khi phay rãnh tốt hơn.
- Gia công các bề mặt chính xác hơn
- Năng suất cao hơn.
- Khả năng chọn chuẩn tốt hơn.
- Thứ tự sắp xếp gia công các bề mặt hợp lý hơn.
→ Do đó quyết định chọn qui trình Công nghệ 1 để gia công chi tiết” Tấm Ốp Chày Dập”.
CHƯƠNG 5: THIẾT KẾ NGUYÊN CÔNG CÔNG NGHỆ
5.1 Nguyên công 1:
* Gia công mặt 8:
_ Phay mặt 8.
_ Phương pháp gia công: phay thô.
5.1.1 Định vị:
_ Dùng 2 phiến tỳ khía nhám ( dùng phiến tỳ khía nhám vì mặt chuẩn chưa gia công) định vị tại mặt 1, sẽ định vị được 3 bậc tự do (tịnh tiến OZ, xoay theo OX, OY).
_ Dùng 2 khối V ngắn định vị 3 bậc tự do lần lượt tại mặt 14 và 15 ( tịnh tiến OX, OY và xoay theo OZ ).
* Sơ đồ định vị:
5.1.2 Chọn đồ gá:
_ 2 phiến tỳ khía nhám.
_ 2 khối V ngắn.
_ Dùng bulông để kẹp chặt chi tiết.
5.1.3 Chọn máy công nghệ:
* Tra bảng 9 – 38 trang 75 tại liệu số [6] chọn máy phay đứng 6H12.
_ Phạm vi tốc độ trục chính: 30 – 15007 (v/ph).
_ Công suất động cơ chính: 7 kw.
_ Công suất động cơ chạy dao: 1,7 kw.
_ Số cấp bước tiến bàn máy: 18.
_ Kích thước bề mặt làm việc bàn máy: L = 1250 mm, B1 = 320 mm.
5.1.4 Chọn dụng cụ cắt:
_ Chọn dao phay mặt đầu răng chắp mảnh hợp kim cứng.
_ Chọn các thông số dao: ( bảng 4-95 trang 376 tài liệu [4]).
+ Đường kính dao : D = 160 mm.
+ Số răng : z = 10.
+ Chu kì bền trung bình của dao phay: T = 180 phút. (bảng 5-40 trang 34 tài liệu [5]).
+ Mác hợp kim cứng khi gia công vật liệu thép hợp kim: T15K6 ( bảng 4.3 trang 293 [4]).
5.1.5 Dung dịch trơn nguội:
_ Dầu Emunxi.
5.1.6 Dụng cụ kiểm tra:
_ Thước cặp 0-200x0.01 mm.
5.2 Nguyên công 2:
* Gia công mặt 1:
_ Phay mặt 1.
_ Phương pháp gia công: phay thô.
5.2.1 Định vị:
_ Dùng 2 phiến tỳ phẳng định vị tại mặt 8, sẽ định vị được 3 bậc tự do (tịnh tiến OZ, xoay theo OX, OY).
_ Dùng 2 khối V ngắn định vị 3 bậc tự do lần lượt tại mặt 14 và 15 ( tịnh tiến OX, OY và xoay theo OZ ).
* Sơ đồ định vị:
5.2.2 Chọn đồ gá:
_ 2 phiến tỳ phẳng
_ 2 khối V ngắn
_ Dùng bulông để kẹp chặt chi tiết
5.2.3 Chọn máy công nghệ:
* Tra bảng 9 – 38 trang 75 tại liệu số [6] chọn máy phay đứng 6H12.
_ Phạm vi tốc độ trục chính: 30 – 15007 (v/ph).
_ Công suất động cơ chính: 7 kw.
_ Công suất động cơ chạy dao: 1,7 kw.
_ Số cấp bước tiến bàn máy: 18.
_ Kích thước bề mặt làm việc bàn máy: L = 1250 mm, B1 = 320 mm.
5.2.4 Chọn dụng cụ cắt:
_ Chọn dao phay mặt đầu răng chắp mảnh hợp kim cứng.
_ Chọn các thông số dao: ( bảng 4-95 trang 376 tài liệu [4]).
+ Đường kính dao : D = 160 mm.
+ Số răng : z = 10.
+ Chu kì bền trung bình của dao phay: T = 180 phút. (bảng 5-40 trang 34 tài liệu [5]).
+ Mác hợp kim cứng khi gia công vật liệu thép hợp kim: T15K6 ( bảng 4.3 trang 293 [4]).
5.2.5 Dung dịch trơn nguội:
_ Dầu Emunxi.
5.2.6 Dụng cụ kiểm tra:
_ Thước cặp 0-200x0.01 mm.
5.3 Nguyên công 3:
* Gia công mặt 8:
_ Phay mặt 8.
_ Phương pháp gia công: phay tinh.
5.3.1 Định vị:
_ Dùng 2 phiến tỳ phẳng định vị tại mặt 1, sẽ định vị được 3 bậc tự do (tịnh tiến OZ, xoay theo OX, OY).
_ Dùng 2 khối V ngắn định vị 3 bậc tự do lần lượt tại mặt 14 và 15 ( tịnh tiến OX, OY và xoay theo OZ ).
* Sơ đồ định vị:
5.3.2 Chọn đồ gá:
_ 2 phiến tỳ khía nhám.
_ 2 khối V ngắn.
_ Dùng bulông để kẹp chặt chi tiết.
5.3.3 Chọn máy công nghệ:
5.2.3 Chọn máy công nghệ:
* Tra bảng 9 – 38 trang 75 tại liệu số [6] chọn máy phay đứng 6H12.
_ Phạm vi tốc độ trục chính: 30 – 15007 (v/ph).
_ Công suất động cơ chính: 7 kw.
_ Công suất động cơ chạy dao: 1,7 kw.
_ Số cấp bước tiến bàn máy: 18.
_ Kích thước bề mặt làm việc bàn máy: L = 1250 mm, B1 = 320 mm.
5.3.4 Chọn dụng cụ cắt:
_ Chọn dao phay mặt đầu răng chắp mảnh hợp kim cứng.
_ Chọn các thông số dao: ( bảng 4-95 trang 376 tài liệu [4]).
+ Đường kính dao : D = 160 mm.
+ Số răng : z = 10.
+ Chu kì bền trung bình của dao phay: T = 180 phút. (bảng 5-40 trang 34 tài liệu [5]).
+ Mác hợp kim cứng khi gia công vật liệu thép hợp kim: T14K8 ( bảng 4.3 trang 293 [4]).
5.3.5 Dung dịch trơn nguội:
_ Dầu Emunxi.
5.3.6 Dụng cụ kiểm tra:
_ Thước cặp 0-200x0.01 mm.
5.4 Nguyên công 4:
* Gia công mặt 1:
_ Phay mặt 1.
_ Phương pháp gia công: phay tinh.
5.4.1 Định vị:
_ Dùng 2 phiến tỳ phẳng định vị tại mặt 8, sẽ định vị được 3 bậc tự do (tịnh tiến OZ, xoay theo OX, OY).
_ Dùng 2 khối V ngắn định vị 3 bậc tự do lần lượt tại mặt 14 và 15 ( tịnh tiến OX, OY và xoay theo OZ )
* Sơ đồ định vị:
5.4.2 Chọn đồ gá:
_ 2 phiến tỳ phẳng .
_ 2 khối V ngắn.
_ Dùng bulông để kẹp chặt chi tiết.
5.4.3 Chọn máy công nghệ:
* Tra bảng 9 – 38 trang 75 tại liệu số [6] chọn máy phay đứng 6H12.
_ Phạm vi tốc độ trục chính: 30 – 15007 (v/ph).
_ Công suất động cơ chính: 7 kw.
_ Công suất động cơ chạy dao: 1,7 kw.
_ Số cấp bước tiến bàn máy: 18.
_ Kích thước bề mặt làm việc bàn máy: L = 1250 mm, B1 = 320 mm.
5.4.4 Chọn dụng cụ cắt:
_ Chọn dao phay mặt đầu răng chắp mảnh hợp kim cứng.
_ Chọn các thông số dao: ( bảng 4-95 trang 376 tài liệu [4]).
+ Đường kính dao : D = 160 mm.
+ Số răng : z = 10.
+ Chu kì bền trung bình của dao phay: T = 180 phút. (bảng 5-40 trang 34 tài liệu [5]).
+ Mác hợp kim cứng khi gia công vật liệu thép hợp kim: T14K8 ( bảng 4.3 trang 293 [4]).
5.4.5 Dung dịch trơn nguội:
_ Dầu Emunxi.
5.4.6 Dụng cụ kiểm tra:
_ Thước cặp 0-200x0.01 mm.
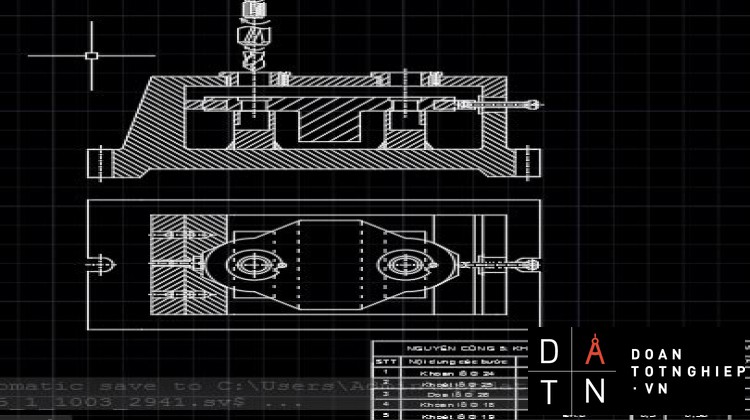
5.5 Ngyên công 5:
* Gia công các lỗ 2,7,9,11:
_ Khoan, khoét, doa lỗ 2,7,9,11.
_ Phương pháp gia công: Khoan, khoét, doa.
5.5.1 Định vị:
_ Dùng 2 phiến tỳ phẳng định vị tại mặt 1, sẽ định vị được 3 bậc tự do (tịnh tiến OZ, xoay theo OX, OY).
_ Dùng 2 khối V ngắn định vị 3 bậc tự do lần lượt tại mặt 14 và 15 ( tịnh tiến OX, OY và xoay theo OZ ).
* Sơ đồ định vị:
5.5.2 Chọn đồ gá:
_ 2 phiến tỳ phẳng .
_ 2 khối V ngắn.
_ Dùng bulông để kẹp chặt chi tiết.
5.5.3 Chọn máy công nghệ:
* Tra phụ lục trang 220 tại liệu số [7] chọn máy khoan cần 2A55.
_ Đường kính lớn nhất khoan được: 50 mm.
_ Công suất đầu khoam: N = 2,8 kw.
_ Công suất nâng xà nganng: N = 1,7 kw.
5.5.4 Chọn dụng cụ cắt:
Chọn mũi khoan, khoét, doa lỗ có đường kính 20.
* Chọn mũi khoan:
_ Chọn mũi khoan ruột gà đuôi trụ thép gió P18 ( bảng 4-2 trang 291 [4] ).
_ Chọn các thông số dao: bảng (4 – 41) trang 326 [4].
+ d = 18 mm.
+ L = 241 mm.
+ l = 158 mm.
+ Chu kì bền của mũi khoan: T = 60 phút ( bảng 5-90 trang 86 [5] ).
* Chọn mũi khoét:
_ Chọn mũi khoét gắn mảnh hợp kim cứng để gia công các chi tiết bằng thép, thép không gỉ và thép chịu nhiệt chuôi côn.
_ Chọn các thông số mũi khoét: (bảng 4 - 47 trang 332[4]).
+ Đường kính mũi khoét: D = 19 mm.
+ Chiều dài toàn bộ mũi khoét : L = 200 mm.
+ Chiều dài phần làm việc của mũi khoét: l = 150 mm.
+ Góc nghiêng chính của mũi cắt: .
+ Tuổi bền dao T = 30 phút (bảng 5 – 108 trang 100[5]).
+ Mác hợp kim: BK8 (bảng 4.3 trang 294[4]).
* Chọn mũi doa:
_ Chọn mũi doa có gắn mảnh hợp kim cứng chuôi côn:
_ Chọn các thông số của mũi doa: ( bảng 4-49 trang 336 [4] ).
+ Đường kính mũi doa: D = 20 mm.
+ Chiều dài toàn bộ mũi doa: L = 160 mm.
+ Chiều dài phần làm việc của mũi doa: l = 18 mm.
+ Góc nghiêng chính của mũi cắt: .
+ Tuổi bền dao T = 40 phút (bảng 5-113 trang 105 tài liệu [5] ).
+ Mác hợp kim: T15K6 (bảng 4.3 trang 294 [4]).
Chọn mũi khoan, khoét, doa lỗ có đường kính 26.
* Chọn mũi khoan:
_ Chọn mũi khoan ruột gà đuôi côn thép gió P18.
_ Chọn các thông số dao: bảng (4 – 41) trang 326 [4].
+ d = 24 mm.
+ L = 365 mm.
+ l = 245 mm.
+ Chu kì bền của mũi khoan: T = 75 phút ( bảng 5-90 trang 86 [5] ).
* Chọn mũi khoét:
_ Chọn mũi khoét thép gắn mảnh hợp kim cứng để gia công các chi tiết bằng thép, thép không gỉ và thép chịu nhiệt chuôi côn.
_ Chọn các thông số mũi khoét: (bảng 4 - 47 trang 332[4]).
+ Đường kính mũi khoét: D = 25 mm.
+ Chiều dài toàn bộ mũi khoét : L = 200 mm.
+ Chiều dài phần làm việc của mũi khoét: l = 150 mm.
+ Góc nghiêng chính của mũi cắt: .
+ Tuổi bền dao T = 40 phút (bảng 5 – 108 trang 100[5]).
+ Mác hợp kim: BK8 (bảng 4.3 trang 294[4]).
* Chọn mũi doa:
_ Chọn mũi doa có gắn mảnh hợp kim cứng chuôi côn:
_ Chọn các thông số của mũi doa: ( bảng 4-49 trang 336 [4] ).
+ Đường kính mũi doa: D = 26 mm.
+ Chiều dài toàn bộ mũi doa: L = 160 mm.
+ Chiều dài phần làm việc của mũi doa: l = 18 mm.
+ Góc nghiêng chính của mũi cắt: .
+ Tuổi bền dao T = 120 phút (bảng 5-113 trang 105 tài liệu [5] ).
+ Mác hợp kim: T15K6 (bảng 4.3 trang 294 [4]).
5.5.5 Dung dịch trơn nguội:
_ Dầu Emunxi.
5.5.6 Dụng cụ kiểm tra:
_ Thước cặp 0-200x0.01 mm.
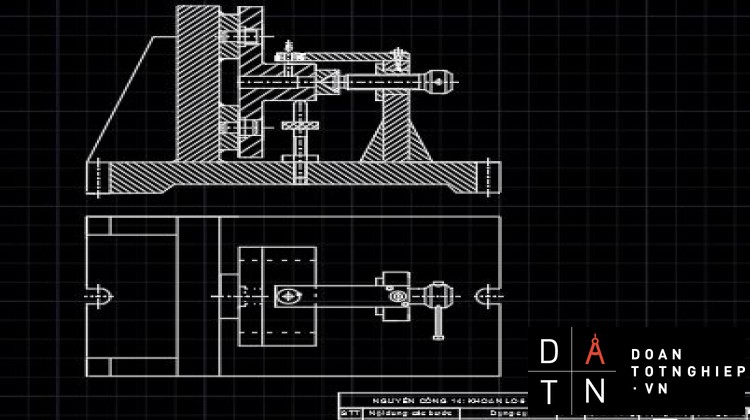
5.6 Nguyên công 6:
* Gia công mặt 5:
_ Phay rãnh mặt 5.
_ Phương pháp gia công: phay thô.
5.6.1 Định vị:
_ Dùng 2 phiến tỳ phẳng định vị tại mặt 8, sẽ định vị được 3 bậc tự do (tịnh tiến OZ, xoay theo OX, OY).
_ Dùng 1 chốt trụ ngắn định vị tại lỗ 2 sẽ khống chế được 2 bậc tự do( tịnh tiến OX, OY ) và 1 chốt trám dịnh vị tại lỗ 7 sẽ khống chế được bậc tự do còn lại ( xoay theo OZ ).
* Sơ đồ định vị:
5.6.2 Chọn đồ gá:
_ 2 phiến tỳ phẳng .
_ 1 chốt trụ ngắn, 1 chốt trám .
_ Dùng cơ cấu kẹp liên động để kẹp chặt chi tiết.
5.6.3 Chọn máy công nghệ:
* Tra bảng 9 – 38 trang 75 tại liệu số [6] chọn máy phay đứng 6H12.
_ Phạm vi tốc độ trục chính: 30 – 15007 (v/ph).
_ Công suất động cơ chính: 7 kw.
_ Công suất động cơ chạy dao: 1,7 kw.
_ Số cấp bước tiến bàn máy: 18.
_ Kích thước bề mặt làm việc bàn máy: L = 1250 mm, B1 = 320 mm.
5.6.4 Chọn dụng cụ cắt:
_ Chọn dao phay rãnh then gắn mảnh hợp kim cứng chuôi côn.
_ Chọn các thông số dao: ( bảng 4-75 trang 363 tài liệu [4]).
+ Đường kính dao : D = 14 mm.
+ Chiều dài toàn bộ mũi khoan: L = 86 mm.
+ Chiều dài làm việc: l = 16 mm.
+ Chu kì bền trung bình của dao phay: T = 60 phút. (bảng 5-40 trang 34 tài liệu [5]).
+ Mác hợp kim cứng khi gia công vật liệu thép hợp kim: T15K6 ( bảng 4.3 trang 293 [4]).
5.6.5 Dung dịch trơn nguội:
_ Dầu Emunxi.
5.6.6 Dụng cụ kiểm tra:
_ Thước cặp 0-200x0.01 mm.
5.7 Nguyên công 7:
* Gia công mặt 10:
_ Phay rãnh mặt 10.
_ Phương pháp gia công: phay thô.
5.7.1 Định vị:
_ Dùng 2 phiến tỳ phẳng định vị tại mặt 1, sẽ định vị được 3 bậc tự do (tịnh tiến OZ, xoay theo OX, OY).
_ Dùng 1 chốt trụ ngắn định vị tại lỗ 2 sẽ khống chế được 2 bậc tự do ( tịnh tiến OX, OY ) và 1 chốt trám định vị tãi lỗ 7 sẽ khống chế được bậc tự do còn lại ( xoay theo OZ ).
* Sơ đồ định vị:
5.7.2 Chọn đồ gá:
_ 2 phiến tỳ phẳng .
_ 1 chốt trụ ngắn, 1 chốt trám.
_ Dùng cơ cấu kẹp liên động để kẹp chặt chi tiết.
5.7.3 Chọn máy công nghệ:
* Tra bảng 9 – 38 trang 75 tại liệu số [6] chọn máy phay đứng 6H12.
_ Phạm vi tốc độ trục chính: 30 – 15007 (v/ph).
_ Công suất động cơ chính: 7 kw.
_ Công suất động cơ chạy dao: 1,7 kw.
_ Số cấp bước tiến bàn máy: 18.
_ Kích thước bề mặt làm việc bàn máy: L = 1250 mm, B1 = 320 mm.
5.7.4 Chọn dụng cụ cắt:
_ Chọn dao phay rãnh then gắn mảnh hợp kim cứng chuôi côn.
_ Chọn các thông số dao: ( bảng 4-75 trang 373 tài liệu [4]).
+ Đường kính dao : D = 16 mm.
+ Chiều dài toàn bộ mũi khoan: L = 101 mm.
+ Chiều dài làm việc: l = 16 mm.
+ Chu kì bền trung bình của dao phay: T = 60 phút. (bảng 5-40 trang 34 tài liệu [5]).
+ Mác hợp kim cứng khi gia công vật liệu thép hợp kim: T15K6 ( bảng 4.3 trang 293 [4]).
5.7.5 Dung dịch trơn nguội:
_ Dầu Emunxi.
5.7.6 Dụng cụ kiểm tra:
_ Thước cặp 0-200x0.01 mm.
5.8 Nguyên công 8:
* Gia công mặt 5:
_ Phay rãnh mặt 5.
_ Phương pháp gia công: phay tinh.
5.8.1 Định vị:
_ Dùng 2 phiến tỳ phẳng định vị tại mặt 8, sẽ định vị được 3 bậc tự do (tịnh tiến OZ, xoay theo OX, OY).
_ Dùng 1 chốt trụ ngắn định vị tại lỗ 2 sẽ khống chế được 2 bậc tự do( tịnh tiến OX, OY ) và 1 chốt trám dịnh vị tại lỗ 7 sẽ khống chế được bậc tự do còn lại ( xoay theo OZ ).
* Sơ đồ định vị:
5.8.2 Chọn đồ gá:
_ 2 phiến tỳ phẳng .
_ 1 chốt trụ ngắn, 1 chốt trám .
_ Dùng cơ cấu kẹp liên động để kẹp chặt chi tiết.
5.8.3 Chọn máy công nghệ:
* Tra bảng 9 – 38 trang 75 tại liệu số [6] chọn máy phay đứng 6H12.
_ Phạm vi tốc độ trục chính: 30 – 15007 (v/ph).
_ Công suất động cơ chính: 7 kw.
_ Công suất động cơ chạy dao: 1,7 kw.
_ Số cấp bước tiến bàn máy: 18.
_ Kích thước bề mặt làm việc bàn máy: L = 1250 mm, B1 = 320 mm.
5.8.4 Chọn dụng cụ cắt:
_ Chọn dao phay rãnh then gắn mảnh hợp kim cứng chuôi côn.
_ Chọn các thông số dao: ( bảng 4-75 trang 363 tài liệu [4]).
+ Đường kính dao : D = 14 mm.
+ Chiều dài toàn bộ mũi khoan: L = 86 mm.
+ Chiều dài làm việc: l = 16 mm.
+ Chu kì bền trung bình của dao phay: T = 60 phút. (bảng 5-40 trang 34 tài liệu [5]).
+ Mác hợp kim cứng khi gia công vật liệu thép hợp kim: T14K8 ( bảng 4.3 trang 293 [4]).
5.8.5 Dung dịch trơn nguội:
_ Dầu Emunxi.
5.8.6 Dụng cụ kiểm tra:
_ Thước cặp 0-200x0.01 mm.
5.9 Nguyên công 9:
* Gia công mặt 10:
_ Phay rãnh mặt 10.
_ Phương pháp gia công: phay tinh.
5.9.1 Định vị:
_ Dùng 2 phiến tỳ phẳng định vị tại mặt 1, sẽ định vị được 3 bậc tự do (tịnh tiến OZ, xoay theo OX, OY).
_ Dùng 1 chốt trụ ngắn định vị tại lỗ 2 sẽ khống chế được 2 bậc tự do ( tịnh tiến OX, OY ) và 1 chốt trám định vị tãi lỗ 7 sẽ khống chế được bậc tự do còn lại ( xoay theo OZ ).
* Sơ đồ định vị:
5.9.2 Chọn đồ gá:
_ 2 phiến tỳ phẳng.
_ 1 chốt trụ ngắn, 1 chốt trám .
_ Dùng cơ cấu kẹp liên động để kẹp chặt chi tiết.
5.9.3 Chọn máy công nghệ:
* Tra bảng 9 – 38 trang 75 tại liệu số [6] chọn máy phay đứng 6H12.
_ Phạm vi tốc độ trục chính: 30 – 15007 (v/ph).
_ Công suất động cơ chính: 7 kw.
_ Công suất động cơ chạy dao: 1,7 kw.
_ Số cấp bước tiến bàn máy: 18.
_ Kích thước bề mặt làm việc bàn máy: L = 1250 mm, B1 = 320 mm.
5.9.4 Chọn dụng cụ cắt:
_ Chọn dao phay rãnh then gắn mảnh hợp kim cứng chuôi côn.
_ Chọn các thông số dao: ( bảng 4-75 trang 373 tài liệu [4]).
+ Đường kính dao : D = 16 mm.
+ Chiều dài toàn bộ mũi khoan: L = 101 mm.
+ Chiều dài làm việc: l = 16 mm.
+ Chu kì bền trung bình của dao phay: T = 60 phút. (bảng 5-40 trang 34 tài liệu [5]).
+ Mác hợp kim cứng khi gia công vật liệu thép hợp kim: T14K8 ( bảng 4.3 trang 293 [4]).
5.9.5 Dung dịch trơn nguội:
_ Dầu Emunxi.
5.9.6 Dụng cụ kiểm tra:
_ Thước cặp 0-200x0.01 mm.
5.10 Nguyên công 10:
* Gia công mặt 4:
_ Phay mặt 4.
_ Phương pháp gia công: phay thô.
5.10.1 Định vị:
_ Dùng 2 phiến tỳ phẳng định vị tại mặt 8, sẽ định vị được 3 bậc tự do (tịnh tiến OZ, xoay theo OX, OY).
_ Dùng 1 chốt trụ ngắn định vị tại lỗ 2 sẽ khống chế được 2 bậc tự do( tịnh tiến OX, OY ) và 1 chốt trám dịnh vị tại lỗ 7 sẽ khống chế được bậc tự do còn lại ( xoay theo OZ ).
* Sơ đồ định vị:











