ĐỒ ÁN MÔN HỌC GIA CÔNG CHI TIẾT THÂN VAN CÓ REN
NỘI DUNG ĐỒ ÁN
LỜI NÓI ĐẦU
Trong những năm gần đây, chúng ta đã chứng kiến sự phát triển mạnh mẽ của các ngành công nghiệp mới nói chung và ngành cơ sở của mọi ngành nói riêng đó là nghành Cơ khí.
Là một ngành đã ra đời từ lâu với nhiệm vụ là thiết kế và chế tạo máy móc phục vụ cho các ngành công nghiệp khác. Do vậy đòi hỏi kỹ sư và cán bộ nghành Cơ khí phải tích luỹ đầy đủ & vững chắc những kiến thức cơ bản nhất của ngành, đồng thời không ngừng trau rồi và nâng cao vốn kiến thức đó, quan trong nhất là phải biết vận dụng những kiến thức đó để giải quyết những vấn đề cụ thể thường gặp trong quá trình sản xuất thực tiễn. Trong chương trình đào tạo kỹ sư Cơ khí tại Trường Đại Học Sư phạm Kỹ thuật Đà Nẵng, sinh viên được trang bị những kiến thức cơ sở của nghành Công nghệ Chế tạo máy qua các giáo trình: Công nghệ Chế tạo máy, Chi tiết máy, Nguyên lý máy, Đồ gá, Dao và các giáo trình khác có liên quan đến ngành Công nghệ Chế tạo máy. Nhằm mục đích cụ thể hoá và thực tế hoá những kiến thức mà sinh viên đã được trang bị, thì môn Đồ án Công nghệ Chế tạo máy nhằm mục đích đó. Trong quá trình thiết kế đồ án môn học sinh viên sẽ được làm quen với cách sử dụng tài liệu, sổ tay công nghệ, tiêu chuẩn và có khả năng kết hợp, so sánh những kiến thức lý thuyết với thực tế sản xuất. Mặt khác khi thiết kế đồ án, sinh viên có dịp phát huy tối đa tính độc lập sáng tạo, những ý tưởng mới lạ để giải quyết một vấn đề công nghệ cụ thể. Do tính quan trọng của Đồ án mà môn bắt buộc đối với sinh viên chuyên ngành Cơ khí và một số ngành có liên quan. Qua một thời gian tìm hiểu với sự hướng dẫn chỉ bảo tận tình , em đã hoàn thành Đồ án môn học Công nghệ Chế tạo máy được giao. Với kiến thức được trang bị và quá trình tìm hiểu các tài liệu có liên quan và cả trong thực tế. Tuy nhiên sẽ không tránh khỏi những sai sót ngoài ý muốn do thiếu kinh nghiệm thực tế trong thiết kế. Do vậy, em rất mong được sự chỉ bảo của các thầy cô giáo trong Bộ môn Công nghệ Chế tạo máy và sự đóng góp ý kiến của bạn bè để hoàn thiện hơn đồ án của mình cũng như hoàn thiện hơn vốn kiến thức của mình.
Chương 2: Phân Tích Chi Tiết Gia Công Và Xác Định Dạng Sản Xuất
2.1 Phân tích chức năng và điều kiện làm việc của chi tiết
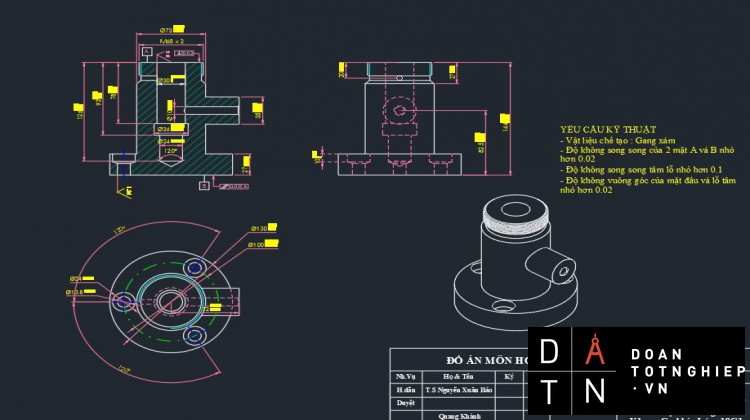
Dựa vào bản vẽ chi tiết ta thấy gối đỡ là chi tiết dạng hộp. Do gối đỡ là chi tiết quan trọng trong một sản phẩm có lắp trục. Gối đỡ làm nhiệm vụ đỡ trục của máy và xác định vị trí tương đối của trục trong không gian nhằm thực hiện một nhiệm vụ động học nào đó. Trên gối đỡ có nhiều bề mặt cần phải gia công với độ chính xác khác nhau và cũng có nhiều bề mặt k cần phải gia công. Bề mặt làm việc chủ yếu là lỗ trụ Ø30.Cần phỉ gia công mặt đáy β với lỗ trụ Ø 30 chính xác để làm chuẩn tinh gia công. Đảm bảo kích thước từ lỗ tâm Ø30 đên mặt đáy β là 144+0,1
Chi tiết làm việc trong điều kiện rung động và thay đổi
Vật liệu sử dụng là GX15-32 có các thành phần hóa học sau:
- C=3-3,7%
- Si=1,2-2,5%
- Mn=0,25-1%
- S<0,12%
- P=0,05-1%
- [σ]bk =150 MPa
- [σ]bu=320 MPa
2.2 Phân tích tính công nghệ trong kết cấu của chi tiết
Từ bản vẽ chi tiết ta thấy
- Gối đỡ có đọ cứng vứng không cao, để gkhi gia công không bị biến dạng có thể dùng chế độ dao cắt cao để đạt đc năng suất cao.
- Các bề mặt làm chuẩn có đủ điều kiện nhất định để cho phép thực hiện nhiều nguyên công khi dùng bề mặt đó làm chuẩn và đảm bảo thực hiện quá trình gá đặt nhanh.
- Kết cấu phức tạp khi gia công:
+ Các bề mặt lỗ Ø30, Ø13,5, Ø10 có yêu cầu độ bóng cao
+ Mặt phẳng đáy làm chuẩn tinh nên phải gia công Ra=2,5
+ Các mặt phẳng còn lại gia công đạt đạt độ nhám Ra=2,5
+ Các mặt phẳng bên lỗ Ø13,5 gia công đạt độ nhám Rz=40
+ Còn tất cả bề mặt còn lại đúc đạt độ nhám Rz=80
*Điều kiện kĩ thật của chi tiết:
- Chi tiết dạng hộp làm bằng vật liệu GX25-32
- Bề mặt làm việc chính bao gồm mặt đáy, mặt trụ Ø30 và ba lỗ Ø13,5. Từ phân tích điều kiện làm việc của chi tiết, ta có những yêu càu kĩ thuật sau:
+Độ không vuông góc giữa tâm lỗ Ø30 với mặt đáy là [0,05/100]
+Lỗ Ø13,5 đảm độ vuông góc với mặt đáy là 0,03
+Độ lệch tâm Ø13,5 với mặt bên R12 là 0,1
+Lỗ Ø 10 đảm bảo không lệch tâm so với mặt trụ ngoài là 0,8
+Những bề mặt không cần gia công với độ nhám là Rz=80
2.3 Xác định dạng sản xuất
2.3.1 Các dạng sản xuất thường gặp
Dạng sản xuất (loại hình sản xuất) là một khái niệm kinh tế, kỹ thuật tổng hợp phản ánh mối quan hệ qua lại giữa các đặc trưng về kỹ thuật, về công nghệ của nhà máy với các hình thức tổ chức sản xuất, hạch toán kinh tế được sử dụng trong quá trình đó nhằm tạo ra các sản phẩm đảm bảo các chỉ tiêu kinh tế – kỹ thuật.
Để phân loại dạng sản xuất có nhiều quan điểm khác nhau. ở đây phân loại dạng sản xuất theo sản lượng hàng năm và khối lượng chi tiết.
Theo quan điểm này dạng sản xuất chia làm ba loại:
+ Dạng sản xuất đơn chiếc.
+ Dạng sản xuất hàng loạt.
+ Dạng sản xuất hàng khối.
Trong DSX hàng loạt, căn cứ vào sản lượng người ta phân thành:
+ Dạng sản xuất loạt nhỏ
+Dạng sản xuất loạt vừa
+ Dạng sản xuất loạt lớn
Dạng sản xuất loạt nhỏ có đặc điểm rất giống như với dạng sản xuất đơn chiếc.
Dạng sản xuất loạt lớn có đặc điểm rất giống như với dạng sản xuất hàng khối. Vì vậy trong thực tế người ta phân dạng sản xuất thành ba loại sau:
+ Dạng sản xuất đơn chiếc, loạt nhỏ.
+ Dạng sản xuất loạt vừa.
+ Dạng sản xuất loạt lớn, hàng khối.
2.3.2 Đặc điểm của các dạng sản xuất:
Dạng sản xuất đơn chiêc loạt nhỏ: Là dạng sản xuất mà sản lượng gia công của mỗi mặt hàng rất nhỏ, thường chỉ một đến vài chục chiễc. Số chủng loại mặt hàng nhiều, các mặt hàng không lặp lại hoặc lặp lại theo một chu kỳ.
Đặc điểm:
- Sử dụng máy: chủ yếu là máy vạn năng.
- Bố trí máy: thường bố trí máy theo nhóm máy.
- Đồ gá và các trang bị công nghệ: chủ yếu là vạn năng.
- Phương pháp gá đặt: chủ yếu sử dụng phương pháp rà gá.
- Phương pháp đảm bảo độ chính xác gia công: chủ yếu sử dụng phương pháp đo dò cắt thử.
- Định mức kĩ thuật: rất đơn giản, thường định mức theo kinh nghiệm.
- Bậc thợ: thợ đứng máy đòi hỏi tay nghề cao, không cần thợ điều chỉnh.
- Văn kiện công nghệ: được lập rất đơn giản thường chỉ sử dụng phiếu tiến trình công nghệ.
Dạng sản xuất loạt lớn thành khối: Là dạng sản xuất mà số chủng loại mặt hàng rất ít, sản lượng gia công của một mặt hàng rất lớn, sản phẩm rất ổn định, lâu dài.
Đặc điểm:
- Sử dụng máy: chủ yếu là máy chuyên dùng, máy tự động cho năng suất cao.
- Bố trí máy: theo quy trình công nghệ. Tại mỗi máy thường chỉ hoàn thành một công việc nhất định của một quy trình công nghệ nhất định.
- Đồ gá, trang thiết bị công nghệ: chủ yếu là chuyên dùng.
- Phương pháp gá đặt: chủ yếu sử dụng phương pháp tự động đạt kích thước.
- Phương pháp đảm bảo độ chính xác gia công: thường sử dụng phương pháp chỉnh sẵn dao.
- Định mức kỹ thuật: rất tỉ mỉ và chính xác, thường sử dụng các phương pháp như tính toán phân tích, bấm giờ, chép thực ngày làm việc...v.v.
- Bậc thợ: cần thợ điều chỉnh có tay nghề cao, thợ đứng máy không cần có tay nghề cao.
- Văn kiện công nghệ: được lập rất tỉ mỉ, thường phải sử dụng đến phiếu nguyên công.
Sản xuất loạt vừa: Là dạng sản xuất mà sản lượng của mỗi mặt hàng không quá ít, số chủng loại mặt hàng không quá nhiều, sản phẩm tương đối ổn định và lặp lại theo chu kỳ.
Đặc điểm: Kết hợp giữa hai dạng sản xuất trên.
2.3.3 Định dạng sản xuất
Muốn xác đinh dạng sản xuất trước hết ta phải biết sản lượng hàng năm của chi tiết gia công. Sản lượng hàng năm được tính theo công thức sau:
N = N1.m (1+ ) (chiếc/năm)
Trong đó: N - số chi tiết sản xuất trong một năm.
N1 - Số sản phẩm (số máy) được sản xuất trong 1 năm.
Theo đề bài: N1 =7000 (Chiếc/năm).
m - Số lượng chi tiết như nhau trong một sản phẩm chế tạo (m = 1)
β - số chi tiết được chế tạo thêm để dự trữ (khoảng 5%÷7%)
Chọn β = 5%
a - số phần trăm chi tiết phế phẩm trong quá trình chế tạo (khoảng 3÷5%)
Lấy a = 5%
N= 7000.1.(1+) = 7700 (chiếc/năm).
Khối lượng chi tiết được xác định theo công thức:
Q= V.g (kg)
Trong đó:
+ Q trọng lượng chi tiết
+ V thể tích chi tiết tính bằng AutoCad
+ g = (6,8-7,4) kg/dm3 trọng lượng riêng của gang xám
Sử dụng phần mềm trong AutoCad 3D ta tính được khối lượng của chi tiết là:
Volume (thể tích) = 751398 mm3=0,751398 dm3
Khối lượng của chi tiết là: Q = 0.751398.7.20 = 5.41 (Kg)
Từ kết quả thu được ở trên và đối chiếu với bảng 2 cách xác định dạng sản xuất (Thiết kế đồ án CÔNG NGHỆ CHẾ TẠO MÁY _GS.TS. NGUYỄN VĂN ĐỊCH – NHÀ XUẤT BẢN KHOA HỌC VÀ KỸ THUẬT HÀ NỘI - 2007).
Bảng 1: Các định dạng sản xuất.
|
|
sản |
xuất |
Q – Trọng lượng của chi tiết |
|
||
|
Dạng |
>200 kG |
4÷200 kG |
< 4 kG |
|||
|
|
Sản lượng hàng năm của chi tiết (chiếc) |
|||||
|
Đơn chiếc |
<5 |
<10 |
<100 |
|||
|
Hàng loạt nhỏ |
5-10 |
10-200 |
100-500 |
|||
|
Hàng loạt vừa |
100-300 |
200-500 |
500-5000 |
|
||
|
Hàng loạt lớn |
300-1000 |
500-1000 |
5.000-50.000 |
|
||
|
Hàng khối |
>1000 |
>5000 |
>50.000 |
|
||
Với: Q > 4kG và N = 7700 (chiếc/năm).
Vậy suy ra:
Dạng sản xuất hàng loạt lớn.
- Chọn phương pháp đúc khuôn kim loại lõi đất sét
- Lượng dư gia công 3mm (Bảng 3-94. Sách 4 trang 252)
Chương 3: Xác Định Phương Pháp Chế Tạo Phôi Và Bản Vẽ Chi Tiết Lồng Phôi
3.1 Xác định phương pháp chế tạo phôi
Phôi thép thanh hay dùng để chế tạo các chi tiết như con lăn, các chi tiết kẹp chặt, các loại trục xilanh, piston, bạc, bánh răng có đường kính nhỏ
Phôi dập thường được dùng cho các loại chi tiết như trục răng côn, trục răng thẳng, các loại bánh răng khác, các chi tiết dạng càng, trục chữ thập, trục khuỷu
Phôi rèn tự do dùng trong sản xuất đơn chiếc và hàng loạt nhỏ
Phôi đúc được dùng cho các loại chi tiết như: các gối đỡ, các chi tiết dạng hộp, các loại càng phức tạp, các loại trục chữ thập. Đúc được thực hiện trong khuôn cát, khuôn kim loại, khuôn vỏ mỏng và các phương pháp đúc li tâm, đúc áp lực, đúc theo mẫu chảy.
3.2 Chọn phương pháp chế tạo phôi
Chi tiết gia công là gối đỡ trục, vật liệu bằng gang xám. Dạng sản xuất hàng loạt lớn, nên ta dùng phương pháp đúc trong khuôn kim loại làm phương pháp chế tạo phôi. Loại phôi này có cấp chính xác: IT14¦IT16. Độ nhám bề mặt Rz=80m.
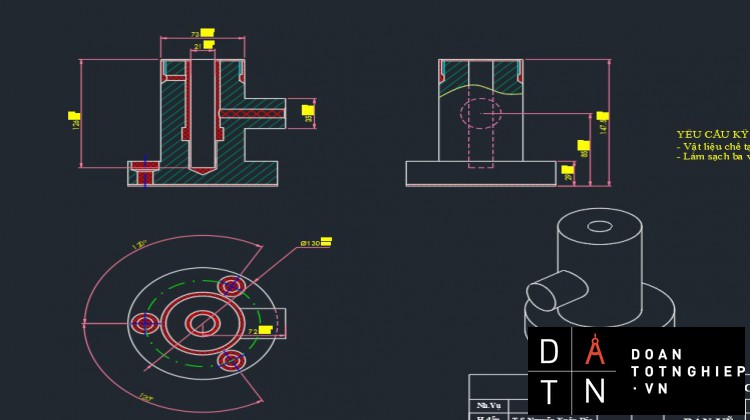
3.3 Thiết kế bản vẽ lồng phôi
Bản vẽ lồng phôi của chi tiết gối đỡ
Hình 3.1: Bản vẽ lồng phôi
Yêu cầu kĩ thuật:
- Vật liệu chế tạo: Gang xám.
- Làm sạch ba via, xỉ.
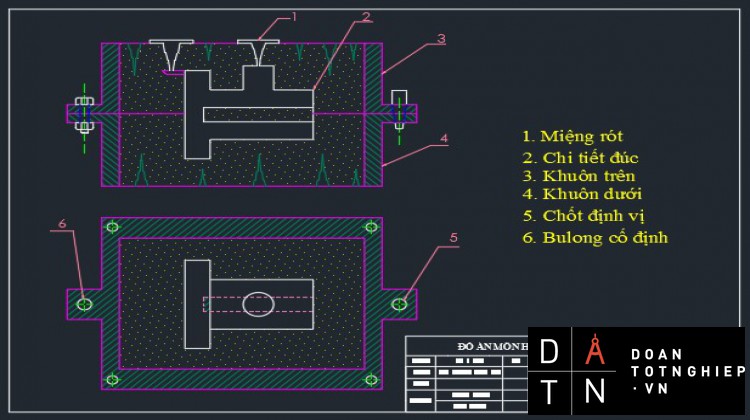
3.4 Thiết kế bản vẽ khuôn đúc
Hình 3.2: Bản vẽ khuôn đúc
òTrong đó:
- Miệng rót
- Chi tiết đúc
- Khuôn trên
- Khuôn dưới
- Chốt định vị
- Bulong cố định
Chương 4: THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT
4.1 Phân tích chuẩn định vị và lập trình tự các nguyên công của quy trình công nghệ gia công.
4.1.1 Phân tích chọn chuẩn và định vị khi gia công
Trước khi tiến hành gia công trên các nguyên công, chi tiết phải được gá đặt vào vị trí yêu cầu. Gá đặt gồm hai giai đoạn: Định vị và kẹp chặt. định vị là quá trình xác định ví trí chính xác của phôi trong hệ tọa độ tương đối so với dụng cụ cắt, còn kẹp chặt có nhiệm vụ cố định vị trí vừa định vị, chống dịch chuyển của phôi liệu trong quá trình gia công. Quá trình định vị bao giờ cũng được thực hiện trước, quá trình kẹp chặt thực hiện sau.
Trong sản xuất hàng loạt và loạt lớn quá trình gá đặt được thực hiện trên đồ gá theo phương pháp tự động đạt kích thước nhờ các mặt chuẩn trên chi tiết.
Chọn chuẩn hợp lí sẽ cho phép nâng cao độ chính xác gia công, đơn giản quá trình gá đặt và kết cấu của các cơ cấu định vị và kẹp chặt, giảm bớt thòi gian phụ. Trong phần lớn các trường hợp, để gia công một chi tiết hoàn thiện thường phải sử dụng nhiều loại máy với nhiều sơ đồ gá đặt và bề mặt chuẩn khác nhau.
Có một số loại mặt chuẩn sau:
Chuẩn thiết kế là chuẩn được sử dụng trong quá trình thiết kế. Chúng được dùng để xác định vị trí của các bề mặt và khoảng cách tính toán của chúng so với bề mặt còn lại.
Chuẩn đo là chuẩn mà dựa vào đó người ta xác định các kích thước cần thực hiện khi gia công hoặc kiểm tra vị trí tương đối của bề mặt chi tiết.
Chuẩn công nghệ là các bề mặt chuẩn được sử dụng để xác định vị trí của phôi trong quá trình chế tạo và lắp ghép.
Chuẩn gia công dùng để xác định vị trí của các bề mặt cần gia công. Chuẩn gia công bao giờ cũng là chuẩn thực. Chuẩn gia công sẽ tiếp xúc trực tiếp với các phần tử định vị của đồ gá. Chuẩn gia công có thể là chuẩn thô hoặc chuẩn tinh.
Chuẩn thô là những bề mặt dùng làm chuẩn nhưng chưa qua gia công.
Chuẩn tinh là những bề mặt được dùng làm chuẩn và đã được qua gia công trước.
Chuẩn lắp ráp là bề mặt được sử dụng để xác định vị trí tương quan của các phần tử tham gia vào quá trình lắp ráp.
Chọn chuẩn phải được thực hiện sao cho đảm bảo tốt hai yêu cầu quan trọng của quá trình gia công:
- Đảm bảo chất lượng chi tiết
- Nâng cao năng suất và giảm giá thành
Trong quá trình gia công người ta thường sử dụng hai loại chuẩn là chuẩn thô và chuẩn tinh. Khi chọn chuẩn thô ta dựa vào 5 nguyên tắc chọn chuẩn thô:
- Nếu trên chi tiết có một bề mặt không gia công tốt nhất ta chọn bề mặt đó làm chuẩn thô để gia công các bề mặt còn lại.
- Nếu trên chi tiết có tất cả các bề mặt gia công ta chọn chuẩn thô là bề mặt không gia công nào có yêu cầu độ chính xác vị trí tương quan cao nhất so với các mặt gia công cao nhất.
- Nếu tất cả các bề mặt của chi tiết đều phải gia công thì nên chọn mặt nào đó có lượng dư nhỏ, yêu cầu độ chính xác vị trí so với các bề mặt còn lại là cao nhất làm chuẩn thô.
- Chuẩn thô nên chọn là các mặt có độ bằng phẳng tốt, không có đậu rót hoặc quá gồ gề.
- Chuẩn thô chỉ nên dùng một lần trong cả quá trình gia công.
Chuẩn tinh là những bề mặt được chọn làm chuẩn đã qua gia công cơ. Khi chọn chuẩn tinh ta cũng tuân theo 5 điểm sau:
- Sử dụng nguyên tắc dùng chuẩn thống nhất.
- Cố gắng chọn chuẩn tinh là chuẩn tinh chính.
- Cố gắng chọn chuẩn định vị trùng với chuẩn đo để tránh gây ra sai số chuẩn.
- Chuẩn tinh để gia công các mặt được chọn sao cho kết cấu đồ gá đơn giản và thuận tiện khi sử dụng.
- Chọn chuẩn sao cho khi gia công chi tiết không bị biến dạng do lực cắt, lực kẹp.
Từ đó ta phân tích chọn chuẩn thô chi tiết “Gối đỡ trục” là bề mặt đầu Ø73 chi tiết cho nguyên công đầu tiên khi gia công mặt dầu còn lại vì nó có kích thước đủ lớn, khá bằng phẳng và cho phép gá đặt phôi thuận lợi trên đồ gá bằng mâm cặp 3 chấu tự định tâm, Còn mặt đầu Ø136 sau khi gia công xong sẽ được sử dụng làm chuẩn tinh để gia công các bề mặt còn lại, do đó mà tránh gây ra sai số chuẩn.
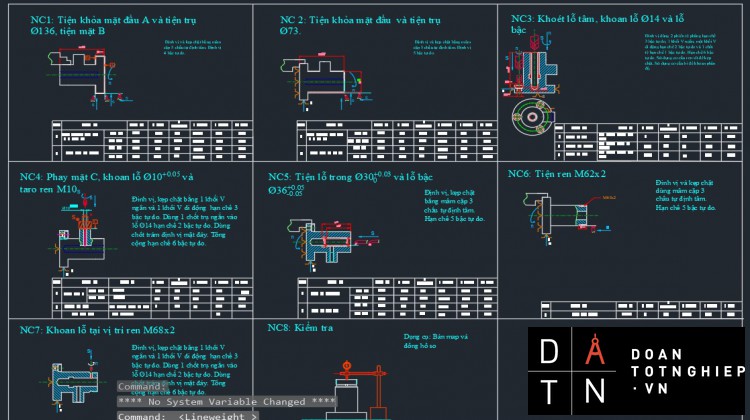
4.1.2 Trình tự các nguyên công của quy trình công nghệ gia công
Trình tự các nguyên công:
- Nguyên công 1: Tiện khỏa mặt đầu A, tiện trụ Ø136, tiện mặt B.
- Nguyên công 2: Tiện khỏa mặt đầu, tiện trụ Ø73.
- Nguyên công 3: Khoan lỗ tâm, lỗ Ø13,5 và lỗ Ø24
- Nguyên công 4: Phay mặt C, khoan lỗ Ø10 và taro ren
- Nguyên công 5: Tiện mặt đầu, tiện lỗ trong Ø30 và lỗ bậc Ø36
- Nguyên công 6: Tiện ren M68*2
- Nguyên công 7: Khoan lỗ tại vị trí ren M68
- Nguyên công 8: Kiểm tra yêu cầu kĩ thuật
4.2 Nội dung chi tiết các nguyên công
4.2.1 Nguyên công 1: Tiện khỏa mặt đầu A, tiện trụ Ø136, tiện mặt B.
4.2.1.1 Sơ đồ định vị và kẹp chặt
Hình 4.1: Sơ đồ định vị và kẹp chặt của NC1
- Định vị: Chi tiết được định vị bằng mâm cặp 3 chấu tự định tâm. Hạn chế 4 bậc tự do của chi tiết.
- Kẹp chặt: Mâm cặp vừa định vị vừa kẹp chặt chi tiết.
4.2.1.2 Chọn máy và dao gia công
a) Chọn máy
Ở nguyên công này chúng ta tiến hành gia công mặt tròn xoay nên phải gia công trên máy tiện. Căn cứ vào kích thước chiều dài và đường kính của phôi nên ta chọn máy tiện T616.
Máy tiện ren vít vạn năng T616:( sổ tay CN CTM tập 3. bảng 9-3 trang 16) cho nguyên công 1.
Máy có các thông số như sau:
- Đường kính gia công: 20-320(mm)
- Chiều dài chi tiết gia công: 400-500mm
- Dịch chuyển lớn nhất của bàn dao dọc: 640-930-1330mm
- Dịch chuyển lớn nhất của bàn dao ngang: 250mm
- Phạm vi bước tiến dao dọc: 0,07-4,16mm/vg
- Phạm vi bước tiến dao ngang: 0,035-2,18mm/vg
- Công suất động cơ tiện: N= 4,5-7,5kW
- Số vòng quay trục chính 12 cấp tốc độ: 44, 66, 91, 120, 173, 248, 350, 503, 723, 958, 1380, 1980 (vg/ph).
b) Chọn dao
- Dùng dao tiện ngoài thân thẳng có gắn mảnh hợp kim cứng BK8, có góc nghiêng 90º
- Có các thông số kĩ thuật như sau: (bảng 4-7, STCNCTM tập 1 trang 297)
h= 20 mm; b=12 mm; L=100 mm; l=12 mm; R=1 mm
4.2.1.3 Tính toán
Bước 1: Tiện khỏa mặt đầu D= 136mm (bề mặt làm việc).
Với bề mặt độ nhám đạt Ra=2.5
+ Tốc độ cắt được tính toán theo công thức:
Trị số tuổi thọ trung bình của tuổi bền T: Chọn T = 45ph
Hệ số Kv = KMV. KUV. KTV. KTC
Trong đó: KMV= 0.4 Hệ số điều chỉnh phụ thuộc vào tính cơ lý của thép và hợp kim.
+ K = 1 (Bảng 5-6[2]). Hệ số điều chỉnh phụ thuộc vào vật liệu dụng cụ cắt.
+K = 1 (Bảng 5-7 [2]). Hệ số thay đổi chu kì bền theo số dụng cụ đồng thời làm việc.
+ K = 1 (tra bản 5-8 [2]. Hệ số thay đổi chu kì bền theo số máy đồng thời làm việc.
Suy ra: Kv= 0.4.1.1.1. = 0.4
Ta có t = 2,75 mm; D = 136 mm; S = 0.8 mm, bảng (5-60) sổ tay CN CTM 2
Tra bảng (5-65) sổ tay công nghệ CTM tập 2 ta có: Vb = 154 (vg/ph)
Vt= 154.0,4 = 61.6(m/ph)
n = = 144.28 (v/ph)
Theo máy chọn nm = 173 (v/ph)
Vtt = (mm/ph)
Tra bảng (5-68), sổ tay CN CTM 2 ta có:
Công suất cắt: N = 2.9 kW (thõa mãn).
- Thời gian tiện thô: Sơ đồ tiện mặt đầu phôi
S=0.8 mm/vg, n= 173 vg/ph, t = 2,75 mm
L = D/2 = 68; L1 = + (0,5 ÷ 2) mm = + 1,5 = 4.25 mm
L2 = (0.5 ÷ 5) mm = 3mm => T0 = = 0.55 (phút)
+ Tiện tinh:
Ta có t = 0,25 mm; D = 136 mm; S = 0.25 mm, bảng (5-60) sổ tay CN CTM 2
Tra bảng (5-65) sổ tay công nghệ CTM tập 2 ta có: Vb = 250 (vg/ph)
Vt= 250.0,4 = 100 (m/ph)
n = = 234.17 (v/ph)
Theo máy chọn nm = 350 (v/ph)
Vtt = (mm/ph)
Tra bảng (5-68), sổ tay CN CTM 2 ta có:
Công suất cắt: N = 3,4 kW (thõa mãn).
- Thời gian tiện tinh: Sơ đồ tiện mặt đầu phôi đặc:
S=0.25 mm/vg, n= 350 vg/ph, t = 0,25 mm
L = 136/2 = 68; L1 = + (0,5 ÷ 2) mm = + 1,5 = 1,75 mm
L2 = (0.5 ÷ 5) mm = 3mm => T0 = = 0,84 (phút)










