ĐỒ ÁN THIẾT KẾ QUY TRÌNH CÔNG NGHỆ BÀN TĨNH ĐÀI GÁ DAO BÀO



NỘI DUNG ĐỒ ÁN
Mục lục ĐỒ ÁN THIẾT KẾ QUY TRÌNH CÔNG NGHỆ BÀN TĨNH ĐÀI GÁ DAO BÀO
MỤC LỤC
Trang
Lời nói đầu..................................................................................................... 1
Phần I: Phân tích chi tiết................................................................................... 2
Phần II: Chọn phôi và phương pháp chế tao phôi............................................ 7
Phần III: Bảng quy trình công nghệ gia công chi tiết......................................... 8
Phần IV: Biện luận quy trình công nghệ và tính chế độ cắt............................... 9
Phần V: Tính toán và thiết kế đồ gá................................................................ 49
Phần VI: Kết luận về quy trình công nghệ...................................................... 53
Tài liệu tham khảo.......................................................................................... 54
Lời nói đầu
*****
Hiện nay khoa học kỹ thuật nói chung và ngành cơ khí nói riêng đang phát triển với tốc độ rất cao. Nó có mặt trên hầu hết các lĩnh vực của đời sống xã hội, mang lại những lợi ích vô cùng to lớn cho con người không chỉ ở vật chất mà còn cả ở tinh thần.Nước ta đang hướng tới mục tiêu “Công Nghiệp Hóa – Hiện Đại Hóa” đất nước nhằm phục vụ cho đời sống phát triển công nghiệp. Hiện nay ngành cơ khí chế tạo máy là một ngành đóng vai trò hết sức quan trọng trong việc sản xuất ra các thiết bị, công cụ cho ngành kinh tế quốc dân. Để phục vụ cho sự phát triển của ngành cơ khí hiện nay chúng ta cần đẩy mạnh đào tạo cán bộ đội ngũ nhân viên kỹ thuật có trình độ kỹ thuật cao về các lĩnh vực công nghệ điển hình đông thời đáp ứng những công nghệ tiên tiến, công nghệ tự động trong sản xuất cơ khí.
Đồ án công nghệ chế tạo máy là một đồ án chuyên ngành chính của sinh viên ngành cơ khí nói chung. Là tiền đề hướng dẫn sinh viên giải quyết một số vấn đề tổng hợp về công nghệ chế tạo máy, sau thời gian trang bị được các kiến thức về công nghệ chế tạo máy và các môn liên quan, đồ án giúp sinh viên tổng hợp tất cả kiến thức đã được học trên lớp cũng như sự sáng tạo trong quá trình làm việc của sinh viên.
Vì vậy nay em được làm đồ án với đề tài “ THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT BÀN TĨNH ĐÀI GÁ DAO BÀO”. Dưới sự hướng dẫn tận tình của thầy Trần Trọng Thuyết đã giúp em hoàn thành đồ án này.
Do thời gian có hạn và cũng như chưa có kinh nghiệm thực tế nên không tránh khỏi những sai sót, kính mong các thầy cô có thể góp ý kiến nhận xét để em có thể hoàn thiện mình hơn sau khi ra trường.
NỘI DUNG CHÍNH : THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT ĐÀI TĨNH BÀN GÁ DAO BÀO
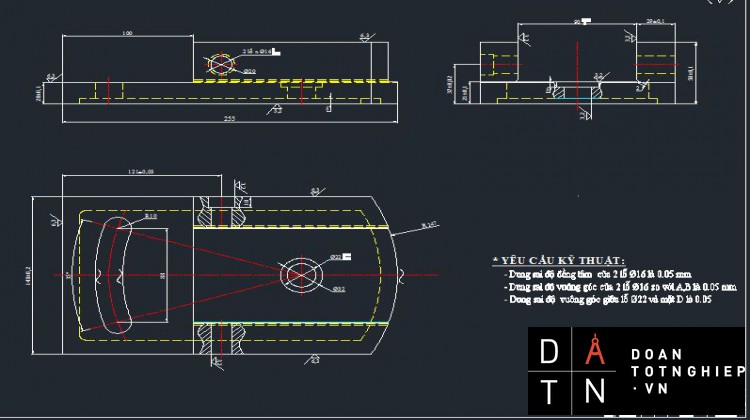
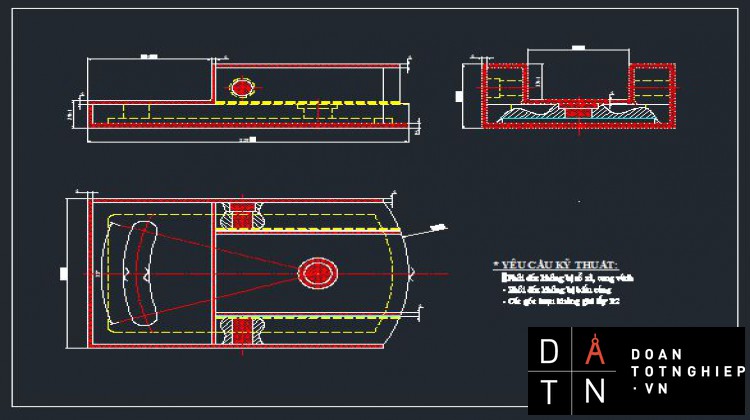
I. Phân tích chi tiết
- Phân tích công dụng
-Là chi tiết dùng trong các máy công cụ dùng để lắp ghép với bàn động di trượt lên xuống.
-Vị trí làm việc chính của chi tiết là: Mặt rãnh trượt và các lỗ bắt chốt dùng để định vị chi tiết với các thiết bị khác của máy
2 .Phân tích kết cấu chi tiết.
-Chi tiết thuộc dạng hộp, mặt phẳng làm việc chính là rãnh trượt vuông góc chi tiết có các lỗ làm việc chính xác.
3 .Phân tích vật liệu của chi tiết.
-Vật liệu chọn làm chi tiết la Gang Xám;
ký hiệu: GX 15-32.
Bảng phân tích thành phần vật liệu gang xám
|
C |
Si |
Mn |
P |
S |
|
2.5-3.5% |
1.5-3.0% |
0.5-1.0% |
0.1-0.2% |
0.1-0.12% |
-Gới hạn bền kéo: sbk =150N/mm2
-Gới hạn bền uốn: su= 320N/mm2
-Độ rắn: HB=160-229
4. Phân tích yêu cầu kỹ thuật
4.1 Về kích thước
4.1.1 Các kích thước có chỉ dẫn dung sai
- Kích thước 370,02
- kích thước danh nghĩa: 37 mm
- cấp chính xác:8
- sai lệch giới hạn:
Vậy Td=0,04 mm
- Kích thước 1210,03
- kích thước danh nghĩa: 121 mm
- cấp chính xác: 8
- sai lệch giới hạn:
Vậy Td= 0,06 mm
- Lỗ Æ22
- kích thước danh nghĩa: 22mm
- cấp chính xác: 8
- sai lệch giới hạn:
Vậy Td= 0,03 mm
- Lỗ Æ16
- kích thước danh nghĩa: 16 mm
- cấp chính xác: 10
- sai lệch giới hạn:
Vậy Td= 0,07 mm
- Kích thước 90+0,14
- kích thước danh nghĩa: 90 mm
- cấp chính xác: 10
- sai lệch giới hạn:
Vậy Td= 0,14 mm
- Kích thước 290,1
- kích thước danh nghĩa: 29 mm
- cấp chính xác: 12
- sai lệch giới hạn:
Vậy Td= 0,2 mm
- Kích thước 200,1
- kích thước danh nghĩa: 20mm
- cấp chính xác: 12
- sai lệch giới hạn:
Vậy Td= 0,2 mm
- Kích thước 210,1
- kích thước danh nghĩa: 14mm
- cấp chính xác: 12
- sai lệch giới hạn:
Vậy Td= 0,2 mm
- Kích thước 580,1
- kích thước danh nghĩa: 58mm
- cấp chính xác: 11
- sai lệch giới hạn:
Vậy Td= 0,2 mm
- Kích thước 1480,2
- kích thước danh nghĩa: 148mm
- cấp chính xác: 12
- sai lệch giới hạn:
Vậy Td= 0,4 mm
4.1.2 kích thước không chỉ dẫn dung sai
- Kích thước 100
- kích thước danh nghĩa: 100 mm
- Do 2 mặt gia công nên cấp chính xác : 12
Vậy dung sai là: 1000,2 mm
- Kích thước 255
- Do 1 mặt gia công, 1 mặt không gia công nên cấp chính xác : 14
Vậy dung sai là: 2550,6
- Kích thước 5
- Do 2 mặt không gia công nên cấp chính xác: 16
Vậy dung sai là: 5
4.2 . Dung sai bề độ nhám bề mặt
-Các bề mặt gia công tinh : Ra=3,2
-Các bề mặt gia công thô : Ra=6,3
-Các bề mặt không gia công : Rz=80.
4.3. Dung sai về vị trí
-2 lỗ Æ16 cần độ đồng tâm, dung sai là 0,05
-2 lỗ Æ16 và 2 mặt A, B cần độ vuông góc dung sai là 0,05
- Lỗ Æ22 và mặt D cần độ vuông góc dung sai là 0,05
4.4. Kết luận:
-Vị trí tương quan cao nhất là độ đồng tâm, cấp chính xác cao nhất là CCX 8
- Xác định sản lượng năm.
-Sản lượng hàng năm của chi tiết:
Khối lượng riêng của gang xám: g = 6,8 kg/ dm3
+Khối lượng của chi tiết là:
105 mm3 = 1,05 dm3
Mct= 1,05.6,8= 7 kg
Với dạng sản xuất là hàng loạt vừa và khối lượng chi tiết là 7 kg. Tra bảng ta đươc sản lượng hằng năm của chi tiết là: 200-500 (chiếc).
- CHỌN PHÔI, PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀ XÁC ĐỊNH LƯỢNG DƯ GIA CÔNG.
Trong gia công cơ khí các dạng phôi có thể là; phôi đúc, phôi rèn, phôi dập, phôi cán.
Xác định loại và phương pháp chế tạo phôi phải nhằm mục đích bảo đảm hiệu quả kinh tế-kỹ thuật chung của quy trình chế tạo chi tiết, đồng thời tổn phí chế tạo chi tiết kể từ công đoạn chế tạo phôi cho tới công đoạn gia công chi tiết phải thấp nhất.
Khi xác định loại phôi và phương pháp chế tạo phôi cho chi tiết ta cần quan tâm đến đặc điểm về kết cấu và yêu cầu chiệu tải khi làm việc của chi tiết (hình dạng, kích thước, vật liệu, chức năng, điều kiện làm việc….).
Điều kiện sản xuất thực tế xét về mặt kỹ thuật và tổ chức sản xuất (khả năng về trang thiết bị, trình độ kỹ thuật chế tạo phôi…).
Mặt khác khi xác định phương án chế tạo phôi cho chi tiết ta cần quan tâm đặc tính của các loại phôi và lượng dư gia công ứng với từng loại phôi. Sau đây là một vài nét về đặc tính của các loại phôi thường được sử dụng đối với chi tiết dạng hộp:
-Vì đây là chi tiết dạng hộp phức tạp, vật liệu là gang xám, có cơ tính là dễ tạo hình nên phương pháp chế tạo phôi là Đúc là thích hộp nhất.
-Phôi đúc: Hầu hết các chi tiết dạng hộp 95% được tạo phôi bằng phương pháp đúc và chủ yếu là gang xám.
-Chọn đúc trong khuôn cát, mẫu kim loại, làm khuôn bằng máy, độ chính xác của phôi cao, lương dư cắt gọt nhỏ. Phương pháp này thích hộp cho dạng sản xuất hàng loạt và hàng khối, phù hộp với kiểu sản xuất hàng loạt vừa của đề bài.
- Tra bảng 6.10/T488 sổ tay thiết kế cơ khí tập 1 ta có:
Trị số góc nghiêng của chi tiết đúc là : 5,5 °.
Xác định lượng dư gia công:
Vì đây là phôi đúc nên ta tra bảng 3.4 sách thiết kế đúc bảng tra lượng dư phôi đúc CCXII ta có:
+Kích thước lớn nhất của chi tiết là 255mm.
+Lượng dư khuôn trên là 5
+Lượng dư khuôn dưới và bên là 4
Lượng dư các bề mặt lần lượt là 259 , 156, 67, 29, 100, 37, 82.
- Tính hệ số sử dụng vật liệu:
Mp = 14kg
K= = = 0,5
Vì K > 0,7 nên đạt yêu cầu.
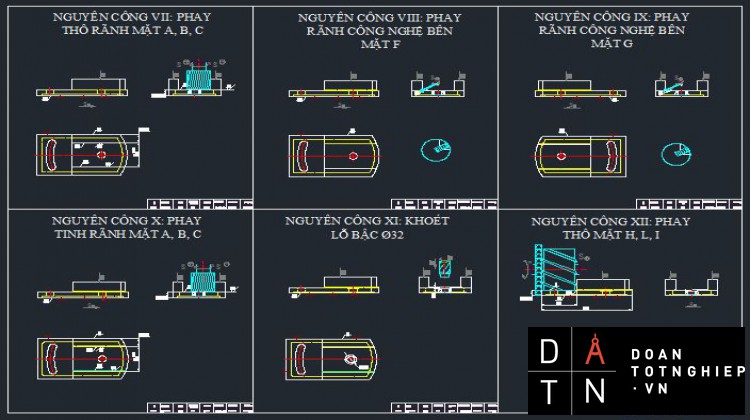
- LẬP BẢNG QUY TRÌNH CÔNG NGHỆ GIA CÔNG CƠ.
- BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ
vNguyên công I: Chuẩn bị phôi, gồm 4 bước:
- Cắt bỏ đậu rót, đậu ngót.
- Làm sạch cát bám trên phôi.
- Ủ để khử ứng suất dư do quá trình đúc để lại trong phôi.
- Kiểm tra các kích thước của phôi sau khi đúc
Nguyên công II: Phay thô mặt D, đạt:
-kích thước: 63
-Cấp chính xác: 14
-Nhám: Ra6,3
-Dùng dao phay mặt đầu răng chấp HKC BK8, D=160 mm, B=46mm, d=50 mm, Z=16.
-Gia công trên máy phay đứng: 6H12.
-Thông số máy:
+Bề mặt làm việc: 320-1250
+Công suất động cơ:7kw
+Hiệu suất:0.75
+Số vòng quay trục chính:30-1500v/p
+Bước tiến bàn máy:30-1500mm/p
+Lực lớn nhất theo cơ cấu của máy 1500kg
-Định vị chi tiết gia công:
- Mặt E khử 3 bậc tự do ,, bằng phiến tỳ có rãnh xiên.
+ Ta chọn mặt E vì mặt này nằm ở khuôn dưới khi đúc phôi, là mặt tương đối bằng phẳng, có diện tích lớn và có vị trí tương quan cao so với các bề mặt còn lại đúng với nguyên tắc chọn chuẩn thô.
- Mặt H khử 2 bậc tự do , bằng 2 chốt khía nhám.
- Mặt Cung R147 khử 1 bậc tự do bằng khối V di động.
+ Ta chọn như vậy vì chi tiết sẽ được khống chế 6 bậc tự do, không bị siêu định vị.
- Kẹp chặt: Hướng vào mặt định vị H.
- Chế độ cắt:
- Chiều sâu cắt:
t=h=4 mm
- Bước tiến:
S=0.2mm/răng ,chọn theo bảng (6-5) trang 24, sổ tay chế độ cắt gia công cơ khí.
- Vận tốc:
V = 126 (v/ph)
Tra bảng (41-5/Trang 139) => K=1
Tra bảng (42-5/Trang 139) =>K=1
Tra bảng (43-5/Trang 139) =>K=1
Tra bảng (44-5/Trang 139) =>K=1
Tra bảng (45-5/Trang 139) =>K=1
Tra bảng (46-5/Trang 139) =>K=1
V = 126 .1.1.1.1.1.1 = 126 m/p
- Số vòng quay:
n = = = 250,8 ( v/p )
Theo thuyết minh máy chọn n= 235(v/p)
- Vậy vận tốc cắt thực tế:
V = = =118 (m/p)
- Sp, Sz
Sp= n.z.Sz=235.16.0.2=752 (mm/ph)
Tra TMM chọn Sp= 475 (mm/ph)
Tính lại Sz= = = 0,19 (mm/r)
- Lực cắt:
Tra bảng (3-5) trang 122 sách chế độ cắt:
|
Xp |
yp |
up |
wp |
qp |
|
|
54.5 |
0.9 |
0,74 |
1 |
0 |
1 |
Tra bảng (12-1) trang 21 của sách chế độ cắt:
Tra bảng (13-1) : np=0.4
Kp=Kmp= np= 0.4 = 1
- =221 KG
- Công suất:
N= = = 3,6 KW
[N]. ŋ = 7.0,75 = 5,25KW So với công suất thì máy chạy an toàn.
-Thời gian chạy máy:
vNguyên công III: Phay thô 2 mặt F, G đạt:
-Kích thước: 148
-Cấp chính xác: 12
-Độ nhám: Ra6,3
-Dao phay đĩa 3 mặt cắt 2 con:BK8 có D=250 mm, d=50 mm, B=28 mm, Z=24.
-Gia công trên máy phay ngang: 6H82 , thông số máy là;
+Thông số máy:
o Bề mặt làm việc: 320-1250
o Công suất động cơ:7kw
o Hiệu suất:0.75
o Số vòng quay trục chính:30-1500v/p
o Bước tiến bàn máy:30-900mm/p
o Lực lớn nhất theo cơ cấu của máy 1500kg
-Định vị chi tiết gia công:
- Mặt D khử 3 bậc tự do ,, bằng phiến tùy có rãnh xiên.
+Ta chọn mặt D vi mặt này đã gia công rồi, là chuẩn tinh thống nhất.
- Mặt H khử 2 bậc tự do , bằng 2 chốt khía nhám.
- Mặt D khử 1 bậc tự do bằng 1 chốt khía nhám.
- Kẹp chặt: Hướng vào mặt định vị D.
- Chế độ cắt:
- Chiều sâu cắt:
t=h=4 mm
- Bước tiến:
S=0.25 mm/răng ,chọn theo bảng (4-5) trang 123, sách chế độ cắt.
3. Vận tốc:
Tra bảng (64-5/149) => V=32
- Số vòng quay:
n = = = 63,7 v/p
Theo thuyết minh máy chọn n=60 v/p
- Vậy vận tốc cắt thực tế:
V = = =47 (m/p)
4. Sp, Sz
Sp= n.z.Sz=60.16.0.25=240 (mm/ph)
Tra TMM chọn Sp=235 (mm/ph)
Tính lại Sz= = = 0,16 (mm/r)
5 .Lực cắt:
Tra bảng (3-5) trang 122 sách chế độ cắt:
|
Xp |
yp |
up |
wp |
qp |
|
|
30 |
0,83 |
0,65 |
1 |
0 |
0,83 |
Tra bảng (12-1) trang 21 của sách chế độ cắt:
Tra bảng (13-1) : np=0.4
Kp=Kmp= np= 0.4 = 1
= 173 KG
6 . Công suất:
N= = = 1.13 KW
[N]. ŋ = 7.0,75 = 5,25KW . So với công suất thì máy chạy an toàn.
-Thời gian chạy máy:
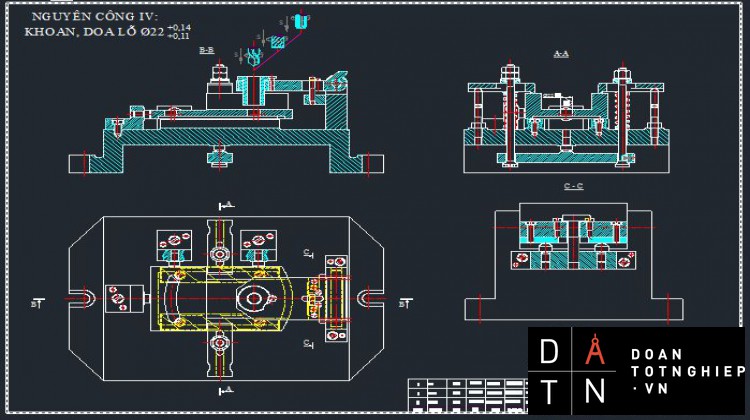
- Nguyên công IV: Khoan, khoét, doa lỗ Æ22 đạt:
-Kích thước:Æ22
-Cấp chính xác: 8
-Độ nhám: Ra3,2
- Bước 1: Khoan lỗ Æ22 đạt:
+ Kích thước: Æ21,50
+ Cấp chính xác: 12
+ Nhám: Rz40
-Dao khoan ruột gà đuôi côn, kiểu III ,thép gió P18, d=21,50 mm, L= 290mm, l=190mm.
-Gia công trên máy khoan 2H55,
+thông số máy:
o Côn mooc trục chính No=5
o Công suất máy 4KW
o Bước tiến 0,056 – 2,5 mm/v
o Số vòng quay trục chính: 20 - 2000 v/p
o Hiệu suất máy h=0.8
-Định vị chi tiết:
+Mặt D định vị khử 3 bậc tự do: ,, bằng phiến tỳ có rãnh xiên.
Chọn mặt D vì đây là mặt đã qua gia công tinh và được dùng làm chuẩn tinh thống nhất
- Mặt F khử 2 bậc tự do , bằng 2 chốt đầu phẳng.
- Mặt H khử 1 bậc tự do bằng 1 chốt khía nhám
-Kẹp chặt: Hướng vào mặt định vị D.
-Chế độ cắt khi khoan:
1. Chiều sâu cắt:
t= = = 10,75 mm
2. Lượng chạy dao:
Tra bảng (8-3/T88) sách chế độ cắt gia công cơ khí
S= 0,78.0,9.0,75 = 0,5 mm/v
Tra thuyết minh máy chọn S = 0,4 mm/v
- Vận tốc:
Tra bảng (18-3/Trang 95) => V =35
Tra bảng (19-3/Trang 96) => T = 75’
Tra bảng (20-3/Trang 96) =>K=1
Tra bảng (15-3/Trang 92) =>K=1
Tra bảng (16-3/Trang 92) =>K=1
V = 35.1.1.1 = 35 (m/p)
+ Số vòng quay:
n = = = 518 (v/p)
Theo thuyết minh máy chọn n = 375 ( v/p)
- Lực cắt khi khoan:
Po= Cp.Dzp.Syp.Kmpz
Bảng (7-3);
|
42.7 |
1 |
0 |
0.8 |
Bảng (13-1): np=0.6
Bảng (12-1):
Kmpz= np= 0.6 = 1,03
- Po= 42,7.21,501.0,40.8.1,03= 454 KG
+Momen xoắn: m= .Km
Bảng(7-3):
|
0.021 |
2 |
0.8 |
- M= .1,03 = 4,8 KG.m
- Công suất:
N= = = 2,3 KW
- [N]. ŋ = 6.0,8 = 3,2KW . So với công suất thì máy chạy an toàn.
+Thời gian máy:
...........................................
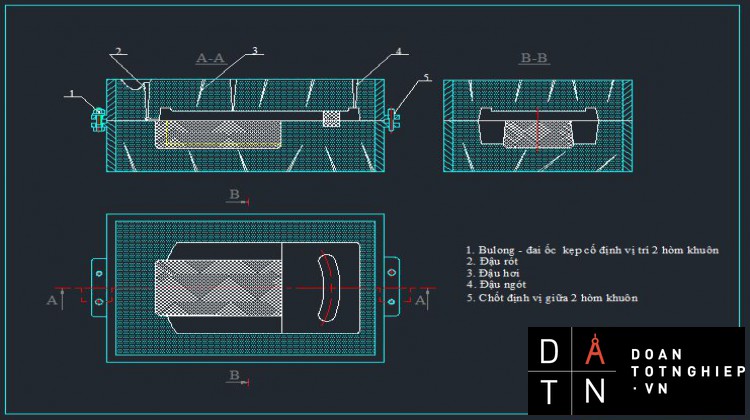
6.Sơ đồ lực tác dụng
Ta có phương trình tác dụng lực:
Fms1là lực ma sát giữa cho tiết gia công và cho tiết định vị.
Fms1 = f.W
Fms2 là lực ma sát giữa chi tiết gia công và chi tiết kẹp.
Fms2 = f.W
Vậy Wct = = = 229 N
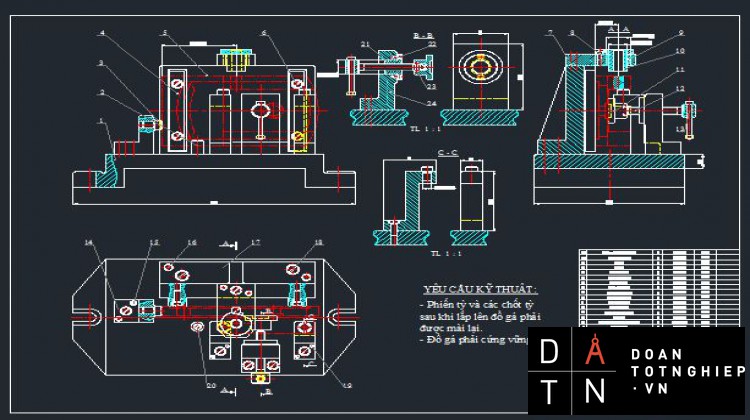
7. Hướng dẫn tháo lắp đồ gá:
+Lắp đặt: đặt đồ gá lên bàn máy dùng 2 bulông kẹp chặt vào bàn máy. Sau đó lắp chi tiết lên thân đồ gá sau khi định vị hoàn toàn ta dùng tay quay siết chặt đầu kẹp.Lúc đó chi tiết đã được kẹp chặt hoàn toàn có thể gia công.
+ Tháo chi tiết: Sau khi gia công xong ta chỉ cần nhả vít kẹp ra khỏi bề mặt kẹp chặt thì chi tiết sẽ được tháo ra nhanh chóng và lắp chi tiết mới lên để tiếp tục gia công. Đồ gá vừa đảm bảo tháo lắp nhanh và cơ cấu đơn giản phù hợp với dạng sản xuất hàng loạt vừa.
VI. KẾT LUẬN VỀ QUÁ TRÌNH CÔNG NGHỆ.
- Quá trình công nghệ đã đảm bảo các yêu cầu kỹ thuật quan trọng của chi tiết như: sau khi gia công lỗ xong ta tiếp tục gia công lỗ tiếp theo và doa đồng thời 2 lỗ để đảm độ đồng tâm giữa 2 lỗ, độ vuông góc giữa 2 lỗ và 2 bề mặt A, B.
- Đồ gá đã giải quyết được yêu cầu đó là dễ tháo lắp và cơ cấu hợp lý và dễ sữ dụng không bị siêu định vị.





