ĐỒ ÁN THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT HỘP NỐI TRỤC CT

NỘI DUNG ĐỒ ÁN
MỤC LỤC ĐỒ ÁN THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT HỘP NỐI TRỤC CT
MỤC LỤC.................................................................................................... 3
PHẦN 1: PHÂN TÍCH CHI TIẾT GIA CÔNG
1. Điều kiện làm việc của chi tiết................................................................... 6
2. Phân tích vật liệu chế tạo chi tiết............................................................... 6
3. Phân tích về độ chính xác gia công............................................................ 6
4. Những bề mặt gia công chính xác............................................................ 10
PHẦN 2: PHƯƠNG PHÁP CHẾ TẠO PHÔI, LƯỢNG DƯ, DẠNG SX
1. Chọn phương pháp chế tạo phôi............................................................. 11
2. Lượng dư................................................................................................. 11
3. Dạng sản xuất ........................................................................................ 12
4. Khối lượng chi tiết .................................................................................. 13
5. Khối lượng phôi...................................................................................... 13
PHẦN 3: LẬP BẢNG QUY TRÌNH CÔNG NGHỆ GIA CÔNG CƠ
1. Mục đích................................................................................................. 14
2. Nội dung................................................................................................. 14
PHẦN 4: BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ
1. Nguyên công I: Chuẩn bị phôi................................................................. 15
2. Nguyên công II: Phay thô mặt A............................................................. 16
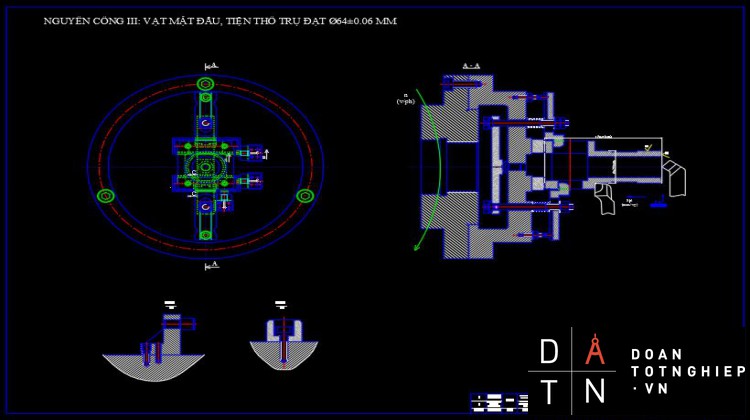
3. Nguyên công III: Vạt mặt, tiện thô trụ Æ640,06 mm........................... 21
4. Nguyên công IV: Tiện tinh mặt A........................................................... 34
5. Nguyên công V: Khoan, khoét, doa 4 lỗ Æ6........................................... 42
6. Nguyên công VI: Tiện tinh trụ 62, vát mép.......................................... 55
7. Nguyên công VII: Tiện thô, tiện bán tinh, tiện tinh lỗ bậc 46 và , vát mép 63
8. Nguyên công VIII: tiện thô, tiện tinh lỗ 46, vát mép....................................82
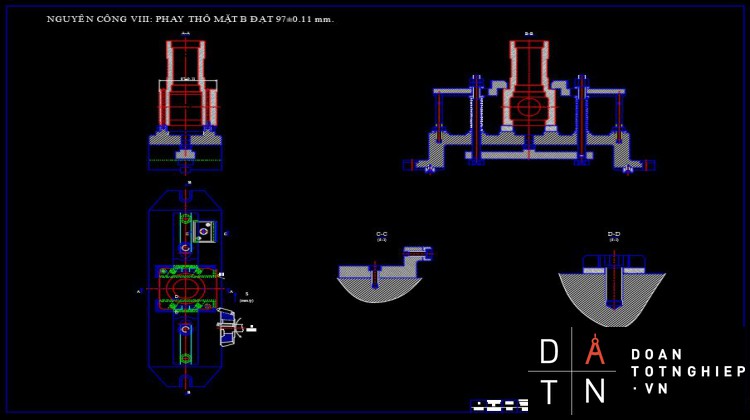
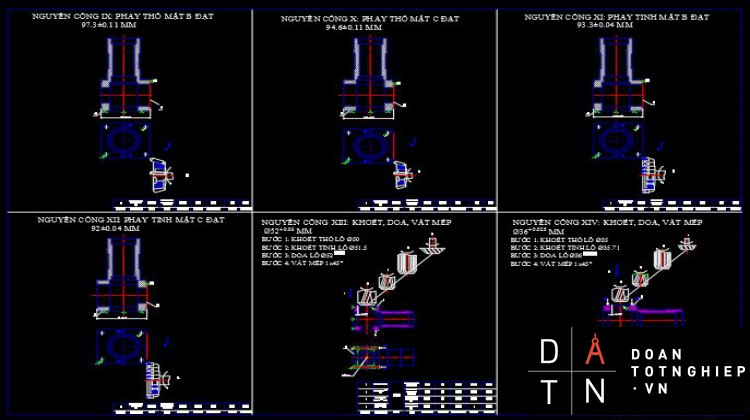
9. Nguyên công IX: phay thô mặt B............................................................ 90
10. Nguyên công X: phay thô mặt C........................................................... 96
11. Nguyên công XI: phay tinh mặt B....................................................... 101
12. Nguyên công XII: phay tinh mặt C..................................................... 106
13. Nguyên công XIII: khoét, doa, vát mép lỗ 52................................... 111
14. Nguyên công XIV: khoét, doa, vát mép lỗ 36................................... 123
15. Nguyên công XIV: khoan, vát mép, taro 6 lỗ M5 ở mặt B.................. 135
16. Nguyên công XV: khoan, vát mép, taro 6 lỗ M5 ở mặt C................... 144
17. Nguyên công XVI: khoan, vát mép, taro 6 lỗ M3 ở mặt A................. 152
18. Nguyên công XVII: Tổng kiểm tra...................................................... 161
PHẦN 4:
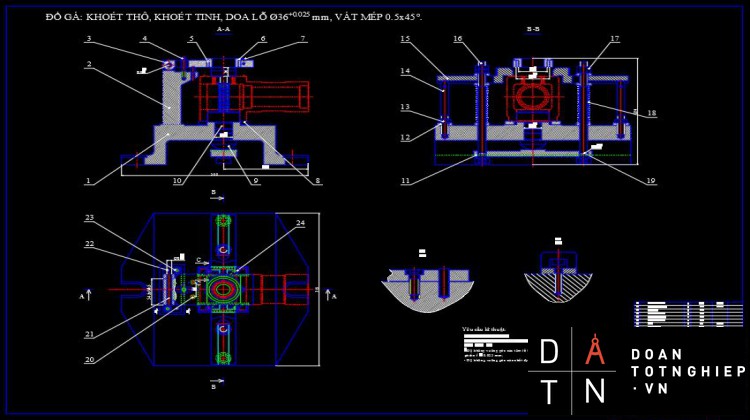
THIẾT KẾ ĐỒ GÁ KHOAN, KHOÉT DOA LỖ Æ36
- Phân tích yêu cầu kĩ thuật của nguyên công.................................... 161
- Phương pháp định vị và kẹp chặt.................................................... 161
- Tính lực kẹp..................................................................................... 161
- Sai số gà đặt ................................................................................... 165
- Hướng dẫn sử dụng đồ gá................................................................ 166
- Ưu khuyết diểm của đồ gá............................................................... 166
- Hướng dẫn bảo quản đồ gá.............................................................. 167
THIẾT KẾ ĐỒ GÁ KHOAN, KHOÉT DOA LỖÆ52
- Phân tích yêu cầu kĩ thuật của nguyên công.................................... 167
- Phương pháp định vị và kẹp chặt.................................................... 167
- Tính lực kẹp..................................................................................... 167
- Sai số gà đặt ................................................................................... 170
- Hướng dẫn sử dụng đồ gá................................................................ 171
- Ưu khuyết diểm của đồ gá............................................................... 172
- Hướng dẫn bảo quản đồ gá.............................................................. 172
PHẦN 5: KẾT LUẬN.............................................................................. 172
PHẦN 6: TÀI LIỆU THAM KHẢO....................................................... 172
Phần 1:
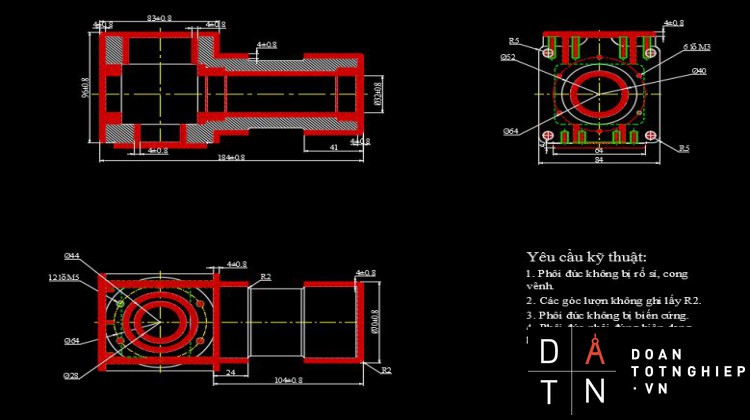
PHÂN TÍCH CHI TIẾT GIA CÔNG:
- Điều kện làm việc:
- Chi tiết làm việc trong điều kiện chịu tải trọng lớn nên cấn phải có độ cứng vững cao.
- Khi làm việc chi tiết được lắp với ổ bi và lắp vào thân máy nên các bề mặt cần gia công chính xác để lắp.
- Công dụng hộp nối trục để truyền động và biến đổi tốc độ quay của trục cũng như hướng truyền động.
- Chọn vật liệu:
- Thép cacbon là loại thép thông thường, ngoài Fe, C ra còn chứa các tạp chất thường có nhiều Mangan, Silic, phốt pho,....
- Thép cacbon kết cấu là loại thép có chất lượng cao hơn nhóm chất lượng thường thể hiện ở hàm lượng chứa các tạp chất có hại ít hơn: S0,04%, P0,035%, hàm lượng cacbon chính xác và chỉ tiêu cơ tính rõ ràng. Thép cacbon kết cấu được dùng để chế tạo các chi tiết máy chịu lực cao hơn như: bành răng, trục vít, cam, lò xo, thân máy,...
- Vật liệu của chi tiết là thép C45: là thép cacbon kết cấu với lượng cabon là 0,45%C.
- Phân tích độ chính xác gia công: (tra dung sai các kích thước chỉ dẫn):
- Mặt A, B, C:
Tra bảng 2.29 trang 97 sách Bảng tra dung sai lắp ghép – Nguyễn Thành Lâm:
ðChọn phương pháp gia công: phay thô và phay tinh bằng dao phay mặt đầu.
ðRa = 3.26.4 ().
Tra bảng 2.24 trang 94 sách Bảng tra dung sai lắp ghép – Nguyễn Thành Lâm:
ðTa chọn Ra = 3.2 ().
Tra bảng 2.33 trang 104 sách Bảng tra dung sai lắp ghép – Nguyễn Thành Lâm:
+ Kích thước danh nghĩa: 50-120 (mm)
+Ra = 3,2
ðMặt A, B, C có cấp chính xác IT7.
- Bề mặt trụ 62:
Tra bảng 2.29 trang 97 sách Bảng tra dung sai lắp ghép – Nguyễn Thành Lâm: Tiện ngoài chạy dao dọc: tiện thô và tiện tinh.
ðChọn Ra = 6,3 - 12,5
Tra bảng 2.24 trang 94 sách Bảng tra dung sai lắp ghép – Nguyễn Thành Lâm:
ðTa chọn Ra = 12,5 ().
Tra bảng 2.33 trang 104 sách Bảng tra dung sai lắp ghép – Nguyễn Thành Lâm:
+ Kích thước danh nghĩa: 50-120 (mm)
+Ra = 12,5
ðBề mặt trụ 62 có cấp chính xác IT11.
Tra bảng 1.30 trang 44 sách Bảng tra dung sai lắp ghép – Nguyễn Thành Lâm:
+ Cấp chính xác IT11
+ Kích thước danh nghĩa: 50 – 120
ðDung sai của bề mặt trụ 62 là 0,1 mm
ðVậy mặt trụ 62 có dung sai là 620,1 mm.
- Bề mặt lỗ 40:
Tra bảng 2.29 trang 97 sách CĐC-GCCK:
Tiện tinh chạy dao dọc:
ðChọn CCX IT10.
Tra bảng 2.33 trang 104 sách Bảng tra dung sai lắp ghép – Nguyễn Thành Lâm:
+ Kích thước danh nghĩa: 18 - 50 (mm)
+ CCX IT10.
ðLỗ 40 đạt độ nhám Ra = 6,3
Tra bảng 1.15 trang 21 sách Bảng tra dung sai lắp ghép – Nguyễn Thành Lâm:
+ Cấp chính xác IT11
+ Kích thước danh nghĩa: 40
ðDung sai của lỗ 40 là 0,05 mm
ðVậy lỗ 40 có dung sai là 400,05 mm.
- Bề mặt lỗ 46:
Tra bảng 2.29 trang 97 sách CĐC-GCCK:
Tiện tinh chạy dao dọc:
ðChọn CCX IT7.
Tra bảng 2.33 trang 104 sách Bảng tra dung sai lắp ghép – Nguyễn Thành Lâm:
+ Kích thước danh nghĩa: 18 - 50 (mm)
+ CCX IT7.
ðLỗ 46 đạt độ nhám Ra = 3,2
Tra bảng 1.14 trang18 sách Bảng tra dung sai lắp ghép – Nguyễn Thành Lâm:
+ Cấp chính xác IT7
+ Kích thước danh nghĩa: 46
ðDung sai của lỗ 46 là +0,025 mm
ðVậy lỗ 46 có dung sai là 46+0,025 mm.
- Bề mặt lỗ 52:
Tra bảng .
ðChọn CCX IT10.
Tra bảng 2.33 trang 104 sách Bảng tra dung sai lắp ghép – Nguyễn Thành Lâm:
+ Kích thước danh nghĩa: 18 - 50 (mm)
+ CCX IT10.
ðLỗ 52 đạt độ nhám Ra = 6,3
Tra bảng 1.15 trang 21 sách Bảng tra dung sai lắp ghép – Nguyễn Thành Lâm:
+ Cấp chính xác IT10
+ Kích thước danh nghĩa: 52
ðDung sai của lỗ 52 là 0,06 mm
ðVậy lỗ 52 có dung sai là 520,06 mm.
- Bề mặt lỗ 36:
Tra bảng 2.29 trang 97 sách CĐC-GCCK:
Doa bằng dao doa nhiều lưỡi cắt:
ðChọn CCX IT7.
Tra bảng 2.33 trang 104 sách Bảng tra dung sai lắp ghép – Nguyễn Thành Lâm:
+ Kích thước danh nghĩa: 18 - 50 (mm)
+ CCX IT7.
ðLỗ 36 đạt độ nhám Ra = 3,2
Tra bảng 1.15 trang 21 sách Bảng tra dung sai lắp ghép – Nguyễn Thành Lâm:
+ Cấp chính xác IT7
+ Kích thước danh nghĩa: 36
ðDung sai của lỗ 36 là +0,025 mm
ðVậy lỗ có dung sai là 36+0,025 mm.
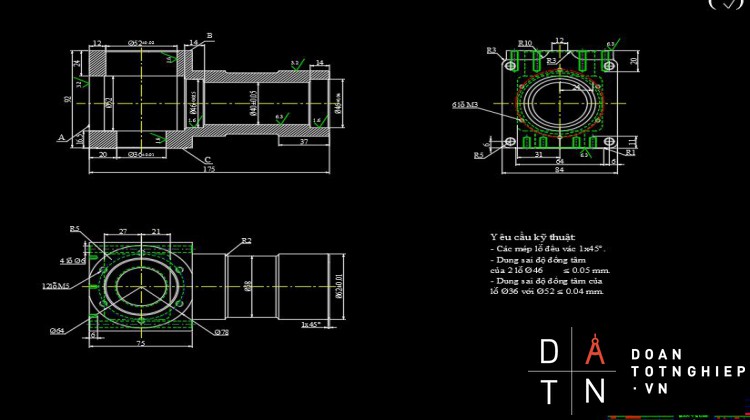
- Những bề mặt cần gia công chính xác:
- Độ không đồng tâm của lỗ 36 đối với lỗ 52:
Tra bảng 2.21 trang 91 sách CĐC-GCCK:
ðDung sai độ đồng tâm của lỗ 36 đối với lỗ 52 0,04 mm.
- Độ không đồng tâm của 2 lỗ 46:
Tra bảng 2.15 trang 82 sách CĐC-GCCK:
Dung sai độ đồng tâm của 2 lỗ 46 0,05 mm.
PHẦN 2:
PHƯƠNG PHÁP CHẾ TẠO PHÔI, LƯỢNG DƯ, DẠNG SẢN XUẤT:
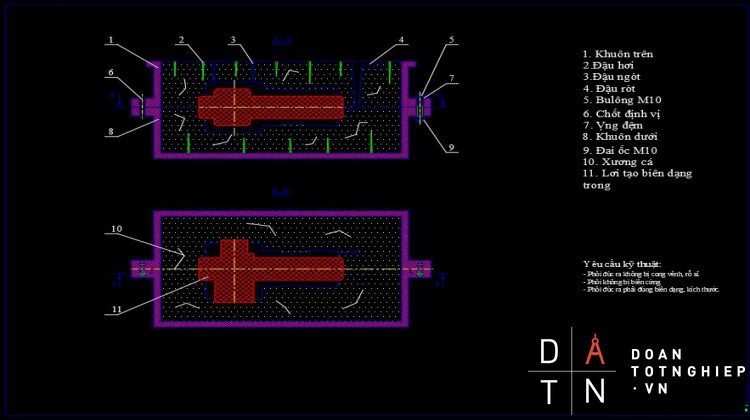
- Chọn phương pháp chế tạo phôi:
Chọn phương pháp đúc trong khuôn cát mẫu kim loại.
- Ưu điểm: được sử dụng nhiều lần, độ bóng và độ chính xác cao, tiết kiệm thời gian và vật làm khuôn, cơ tính và vật đúc tốt.
- Nhược điểm: không đúc được những chi tiết có kết cấu phức tạp và kích thước lớn, giá thành đắt dùng trong sản xuất hàng loạt vừa trở lên.
- Vậy với hình dạng và kích thước của phôi, ta chọn phương pháp chế tạo phôi là đúc trong khuôn cát mẫu kim loại. Vật đúc cấp chính xác 2 tương đương chi tiết đúc ra có cấp chính xác 13-16 (kích thước lớn nhất
- Lượng dư:
- Do vật liệu làm chi tiết là thép C45:
Tra bảng 5.10 trang 94 sách CNCTM1-Nguyễn Phùng Tấn:
o Kích thước lớn nhất là 175 mm.
o Chọn mặt phân khuôn là tâm chung O.
o Kích thước danh nghĩa là 92 mm.
ðDo chi tiết có dạng đối xứng nên ta lấy lượng dư theo mặt bên và mặt dưới là 40,08 mm.
- Dạng sản xuất:
Xác định sản lượng sản xuất hàng năm:
- Chi tiết có dạng hình hộp.
- Sản xuất theo dạng hàng loạt vừa.
- Do sản xuất theo dạng hàng loạt vừa và m(dựa vào bảng 1,2 trang 8 và thông tin trang 8 sách đề cương bài giảng TKQTCNGCCK- Nguyễn Phùng Tấn).
|
Dạng sản xuất |
Trọng lượng chi tiết |
||
|
>200 kg |
4 ¸ 200 kg |
< 4 kg |
|
|
Sản lượng hàng năm của chi tiết |
|||
|
Đơn chiếc Hàng loạt nhỏ Hàng loạt vừa Hàng loạt lớn Hàng khối |
< 5 5 ¸ 100 100 ¸ 300 300¸ 1000 >1000 |
< 10 10 ¸ 200 200 ¸ 500 500 ¸ 1000 >1000 |
< 100 100 ¸ 500 500 ¸ 5000 5000 ¸ 50000 >50000 |
ðSản lượng hàng năm của chi tiết N = 500 – 5000 (sản phẩm).
ðSố sản phẩm sản xuất được trong 1 năm
Ta có: N = N1.(1+ ) trong đó
5000 = N1(1+ )
ðN1 = 4629 (sản phẩm).
- Khối lượng chi tiết:
Theo hình vẽ của chi tiết thực với vật liệu chi tiết C45 ta tính ra được khối lượn chi tiết:
ðm = 3,2 (Kg).
- Khối lượng phôi:
Theo hình vẽ của phôi với vật liệu chi tiết C45 ta tính ra được khối lượng phôi:
ðM = 4,8 (Kg)
ðHệ số sử dụng phôi:
K = = = 0,67
ðHệ số sử dụng phoi đạt yêu cầu.
PHẦN 3: LẬP BẢNG QUY TRÌNH CÔNG NHỆ GIA CÔNG CƠ
1. MỤC ĐÍCH:
- Xác định các trình tự gia công hợp lý nhằm đảm bảo chính xác về kích thước, vị trí tương quan, hình dáng hình học, độ nhám bề mặt theo yêu cầu chi tiết cần chế tạo.
2. NỘI DUNG:
- Chọn phương pháp gia công các bề mặt phôi.
- Chọn chuẩn công nghệ và sơ đồ gá đặt.
Chọn trình tự gia công chi tiết bạc trong lốc lạnh:
PHẦN 4:
BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ
vTra lượng dư, chọn chuẩn, chọn máy, chọn dao, tra chế độ cắt:
- Nguyên công I: chuẩn bị phôi:
- Nguyên công này gồm 6 bước:
- Cắt bỏ đậu rót, đậu ngót.
- Làm sạch phôi (làm sạch cát bám).
- Lấy lõi.
- Cắt bỏ bavia.
- Kiểm tra khuyết tật của phôi ( không rỗ sỉ, không cong vênh, không bị biến cứng,...).
- Ủ phôi (để đảm bảo tính ổn định của phôi khi gia công)
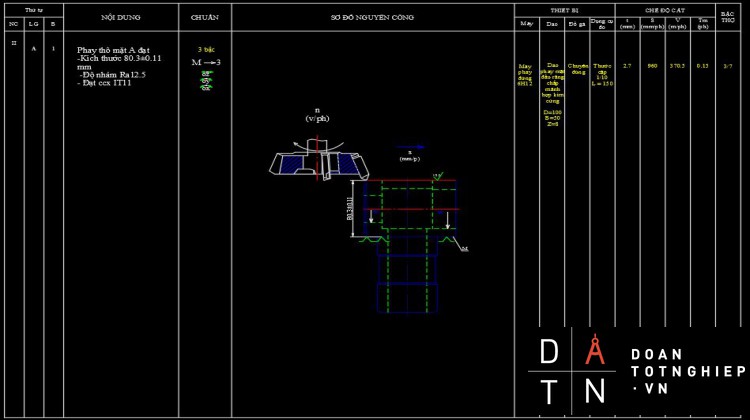
- Nguyên công II: phay thô mặt A:
- Để phay thô mặt A ta gá 1 lần và thực hiện phay trong 1 bước.
- Phay thô mặt A đạt:
o Đạt Ra12.5 (tra bảng 2.29 trang 97- sách BTDSLG- Nguyễn Thành Lâm).
o Đạt cấp chính xác IT11 (tra bảng 2.33 trang 104- sách BTDSLG- Nguyễn Thành Lâm).
o Đạt dung sai kích thước 80.30.11 mm (tra bảng 1.30 trang 44- sách BTDSLG- Nguyễn Thành Lâm).
- Để phay thô mặt N ta chọn mặt M làm chuẩn thô khử 3 bậc tự do: tịnh tiến theo Oz, chống xoay theo Ox, Oy.
- Lực kẹp đặt ở 2 mặt trong của 2 lỗ ở mặt B và mặt C.
- Chọn máy:
Chọn máy phay đứng 6H12 để phay thô mặt A với các thông số máy như sau:
(tra TMT máy 6H12 trang 221- sách CĐC-CGCK)
o Công suất máy N = 7 kw.
o Hiệu suất máy: 0,75.
o Bề mặt làm việc của bàn máy: 320x1250 mm2.
o Số vòng quay của trục chính từ : 30-1500 (vg/ph).
o Bước tiến của bàn máy : 30-1500 (mm/ph).
o Lực lớn nhất cho phép theo cơ cấu tiến của máy: 1500 kg.
- Chọn dao:
Vì gia công trên máy phay đứng 6H12 để phay thô mặt A, ta chọn loại dao phay mặt đầu răng chắp mảnh hợp kim cứng với các thông số dao như sau: z = 8 răng, bề dày dao B = 50 mm, bề rộng dao D = 100 mm. (tra bảng 4.95 trang 376- sổ tay công nghệ chế tạo máy 1).
- Đồ gá chuyên dùng.
- Dụng cụ đo: vì gia công thô nên không cần độ chính xác cao do đó ta chọn thước cặp 1/10, l = 150 mm để đo chi tiết gia công.
vChế độ cắt:
- Chọn chiều sâu cắt t:
Vì gia công thô nên ta chọn t = 2/3h = 2/3.4 2,7 (mm).
- Lượng chạy dao S:
o Lượng chạy dao thô khi phay mặt phẳng bằng dao phay mặt đầu gắn mãnh hợp kim cứng
(Tra bảng 6.5 trang 124 sách CĐC-CGCK):
(Tra bảng trang 238 sách CĐC-CGCK chọn HB = 165 và = 65 Kg/mm2.
ðSz = 0,09- 0,11 (mm/răng).
ðTa chọn Sz min = 0,11 (mm/răng).
- Tính vận tốc cắt:
Ta có công thức trang 117 sách CĐC-GCCK:
o Các trị số hệ số mũ và trị số mũ trong công thức
( Tra bảng 1.5 trang 119 sách CĐC-GCCK):
Cv qv Xv Yv Uv pv m
332 0,2 0,1 0,4 0,2 0 0,2
o Tuổi thọ trung bình của dao phay (Tra bảng 2.5 trang 122 sách CĐC-GCCK):
ðT = T0 = 180 phút.
o Hệ số hiệu chuẩn do ảnh hưởng của tính chất cơ học của vật liệu gia công đến tốc độ cắt:
(Tra bảng 2-1 trang 15 sách CĐC-GCCK):
ð = = 1,2
o Ảnh hưởng chất lượng phôi đến tốc độ cắt:
(Tra bảng 7-1 trang 17 sách CĐC-GCCK):
ðHệ số = 0.7
o Ảnh hưởng vật liệu phần cắt của dụng cụ dến tốc độ cắt:
(Tra bảng 8-1 trang 17 sách CĐC-GCCK):
ðKuv =1,54
ð = 1,2.0,7.1,54 = 1,2936 1,3
Thay vào công thức ta có:
= 337,2 (m/phút).
- Tính n:
Số vòng quay trong 1 phút của dao:
= 1073,9 (vòng/phút).
o Tra TMM trang 221 sách CĐC-GCCK:
ðChọn nt = 1180 (vg/phút).
ðVt = = 370,52 (m/phút).
- Tính lượng chạy dao phút và lượng chạy dao răng theo máy:
Sph = z.n.Sz = 8.1180.0,11 = 1038 (mm/phút).
Tra TMM trang 221 sách CĐC-GCCK:
ðSpht = 960 (mm/phút).
ðSzt = = = 0,1 (mm/răng).
- Thời gian chạy máy Tm:
(Công thức trang 207-208 sách CĐC-GCCK):
Với
L1 = = 0,5(100 - ) + 3
= 39 (mm)
L = 96 (mm) chiều dài gia công
L2 = (1-6) mm, ta chọn L2 = 5 (mm).
D = 100 (mm) đường kính dao phay.
i = 1 số lần chuyển dao.
ð = = 0,15 (phút)
- Tính lực cắt Pz:
Ta có công thức trang 117 sách CĐC-GCCK:
(Kg).
Hệ số và các chỉ số mũ trong công thức tính lực tiếp tuyến Pz khi phay:
Cp qp Xp Yp Up p
825 1,3 1,0 0,75 1,1 0,2
Công thức tính hệ số Kmp xét đến ảnh hưởng tính chất cơ lý của thép đúc đến lực cắt:
(Tra bảng 12-1 trqng 21 sách CĐC-GCCK):
Kmp = Kp = np = 0,75 = 0,89
(Tra bảng 13-1 trang 21 sách CĐC-GCCK => np = 0,75 )
Thay vào công thức:
= = 260,9 (Kg)
|
t( mm) |
S (mm/ph) |
V (m/phút) |
T (phút) |
|
2.7 |
960 |
370.5 |
0.15 |
- Nguyên công III: vạt mặt, tiện thô trụ 62:
- Nguyên công này chi tiết được gá 1 lần và thực hiện 2 bước để gia công chi tiết.
1) Bước 1: Vạt mặt đầu.
2) Bước 2: tiện bán tinh mặt đầu
3) Bước 3: Tiện thô trụ đạt mm.
- Để gia công các bước này ta chọn chuẩn là mặt A khử 3 bậc tự do ; tịnh tiến Oy,chống xoay Ox, chống xoay Oz ; Mặt K khử 2 bậc tự do tịnh tiến Ox,chống xoay Oz và mặt C khử 1 bậc tự do tịnh tiến Oz.
- Lực kẹp đặt trong 2 lỗ và 52.
- Chọn máy: Vì nguyên công này vừa vạt mặt đầu, vừa tiện thô trụ nên ta chọn máy tiện vạn năng 1K62 với các thông số máy như sau:( tra TMT máy trang 217 sách CĐC-GCCK):
o Công suất động cơ: 10 kw.
o Hiệu suất máy: 0,75.
o Chiều cao tâm: 200 mm.
o Số vòng quay trục chính từ 12,5 – 2000 vòng/phút.
o Lượng tiến dọc: 0,07 – 4,16 mm/vòng.
o Lượng tiến ngang: 0,035 – 2,08 mm/vòng.
o Lực cho phép của cơ cấu chạy dao: 360 kg.
- Vạt mặt đầu:
- Tiện thô mặt đầu đạt:
+ Đạt Ra12.5 (tra bảng 2.29 trang 97 –BTDSLG- Nguyễn Thành Lâm).
+ Đạt CCX IT11 (Tra bảng 2.33 trang 104-BTDSLG - Nguyễn Thành Lâm).
+ Đạt kích thước 176 (mm)(tra bảng 1.30 trang 44 sách BTDSLG-Nguyễn Thành Lâm).
- Chọn dao:
Chọn dao tiện đầu cong gắn mảnh hợp kim cứng BK6 với các thông số dao như sau: H=16 ; B=10 ; L=100 ;m=8 ; a=8 ; r= 0.5 (Tra bảng 4-4 trang 295- sổ tay CNCTM1).
- Đ.ồ gá: sử dụng đồ gá chuyên dùng.
- Dụng cụ đo: thước cặp 1/10, L = 150 mm.
vChế độ cắt:
- Chọn chiều sâu cắt t:
Vì bề mặt này gia công thô nên t = ¾.h = ¾.4 = 3 (mm)
- Chọn lượng chạy dao S:
Tra bảng 28-1 trang 31 sách CĐC-GCCK: lượng chạy dao khi tiện ngoài, tiện mặt đầu:
ðS = 0,45 mm/vòng.
- Tốc độ khi tiện thép cacbon, thép đúc bằng dao hợp kim cứng T15K6:
(Tra bảng 35-1 trang 35 sách CĐC-GCCK):
ðTốc độ cắt V = 287 (m/phút).
+ Theo độ chính xác của chi tiết gia công:
Trong đó:
+ K = 3 : chi tiết được kẹp 1 đầu còn 1 đầu tự do.
+ E = 2,1.104 Kg/mm2 : modun đàn hồi với vật liệu gia công là thép.
+ J = 0,05.D4 mm4 : mô men quán tính tiết diện ngang của chi tiết gia công hình trụ.
+ [f] = 0,25. = 0,25.0,08 = 0,02 độ võng cho phép theo độ chính xác của chi tiết gia công,
dung sai chi tiết ở bước đang thực hiện.
+ L = 176 mm : chiều dài chi tiết gia công.
Thay vào công thức ta được:
= = 0,33 (mm/vòng).
ðChọn S = Smin = 0,33 mm/vòng.
Tra TMM trang 217 sách CĐC-GCCK:
ðChọn Sm = 0,3 mm/vòng.
- Vận tốc cắt:
Tính theo công thức:
(m/phút)
- Trị số của các hệ số và số mũ trong công thức tính tốc độ cắt khi tiện:
(Tra bảng 1-1 trang 13 sách CĐC-GCCK):
Cv Xv Yv m T
292 0,15 0,3 0,18 45
o Hệ số hiệu chuẩn do ảnh hưởng của tính chất cơ học của vật liệu gia công đến tốc độ cắt:
(Tra bảng 2-1 trang 15 sách CĐC-GCCK):
ð = = 1,2
o Ảnh hưởng chất lượng phôi đến tốc độ cắt:
(Tra bảng 7-1 trang 17 sách CĐC-GCCK):
...........
Þ Sai số chế tạo cho phép của đồ gá: 0,02 mm.
- Hướng dẫn sử dụng đồ gá :
- Chi tiết được gá trên đồ gá và được định vị 5 bậc, 2 phiến tỳ khống chế 3 bậc và chốt trụ ngắn khống chế 2 bậc. Và chi riết được kẹp chặt bằng mỏ kẹp liên động. Trước tiên ta tháo 1 bên ốc để kéo 2 mỏ kẹp di trượt ra khỏi chi tiết. Do nguyên công này ta khoét, doa nên có tấm dẫn hướng. Để lấy chi tiết gia công ra trước tiên ta vặn vít chữ T song song với rãnh. Sau đó ta dở tấm dẫn hướng lên rồi tiếp tục lấy chi tiết ra khỏi chi tiết định vị.để lắp vào ta làm ngược lại.
Hình 5.2 : Đồ gá khoét doa lỗ Æ36
6. Ưu khuyết điểm của đồ gá:
- Các chi tiết định vị trên đồ gá đơn giản, dể thay thế khi mòn.
-Cơ cấu kẹp chặc gọn gàng dể thao tác khi gá đặt.
7. Hướng dẫn bảo quản đồ gá:
Khi gia công phải cẩn thận tránh làm hư hỏng các chi tiết định vị, bạc dẫn hướng. Lực kẹp phải vừa đủ, không quá lớn để không làm biến dạng chi tiết. Khi gia công phải lao chùi, tra dầu mỡ và cất giữ đồ gá cẩn thận.
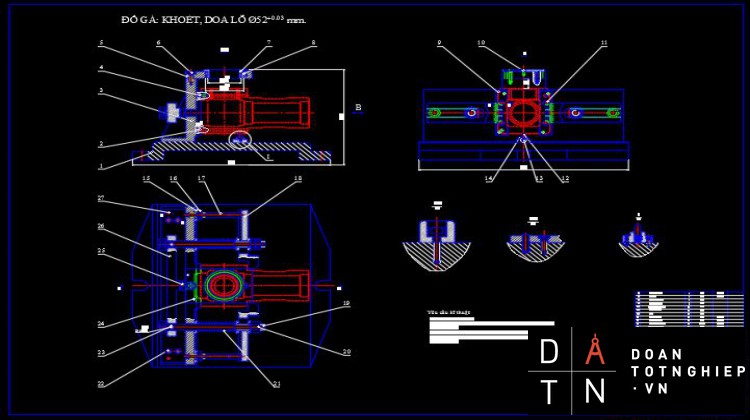
ĐỒ GÁ KHOÉT , DOA,VÁT MÉP LỖ f52:
1. Phân tích yêu cầu kỹ thuật của nguyên công:
Do ta đang dùng trong dạng sản xuất hàng loạt nên đòi hỏi phôi được gá phải nhanh chóng , chính xác nên ta cần thiết kế đồ gá chuyên dùng cho nguyên công này ( nguyên công XII ) cũng như những nguyên công khác.
2. Phương pháp định vị & kẹp chặt:
Định vị:
Chi tiết được định vị 6 bậc tự do:
Mặt A: 3 bậc ( tịnh tiến OY, xoay OX, OZ )
Hai lỗ : 3 bậc ( tịnh tiến OZ, OX, xoay OY)
Kẹp chặt:
- Sử dụng lực kẹp bằng cơ cấu kẹp liên động:
- Lực kẹp hướng vào bề mặt định vị chính A, lực kẹp vuông góc với mặt A.
3. Tính lực kẹp:
Khi khoan,doa,vat mep phôi chịu tác động của momen xoắn. Lực chạy dao và lực kẹp tác động và có xu hướng ép phôi vào mặt tỳ Mômen cắt có xu hướng làm chi tiết quay.
Xác định sơ đồ kẹp chặt của chi tiết, xác định phương chiều và điểm đặc của lực cắt, lực kẹp, lực ma sát và phản lực của mặt tỳ.
Momen xoắn do lực cắt tạo ra:
+ Mx = =
Trong đó: Trabảng 11.1 trang 19_CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ. Ta có:
|
Xp |
Yp |
|
|
300 |
1 |
0.75 |
(Tra bảng 12-1 trqng 21 sách CĐC-GCCK):
Kmp = Kp = np = 0,75 = 0,89
Tra bảng 13.1 trang 21_CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ. Ta có :
S = 2,5 mm/vòng
Phương trình căn bằng của chi tiết:
Với chi tiết được định vị bằng mặt phẳng và được kẹp bằng mỏ kẹp ta có phương trình căn bằng sau:
K . M = Q . f . a Þ Q =
Trong đó:
Q: lực kẹp của chi tiết ( Kg )
Mx = momen xoắn khi gia công. Mx = 15.5
a = 41 mm (khoảng cách từ tâm mũi khoan đến mỏ kẹp)
f : hệ số ma sát bề mặt kẹp: f = 1,2
K : hệ số an toàn
Theo bảng 7.7/233_ sách HƯỚNG DẪN THIẾT KẾ CNCTM_Nguyễn Đắc Lộc
K =K0. K1.K2.K3.K4.K5.K6.
Trong đó :
K0 - hệ số an toàn định mức. ở điều kiện lý tưởng , K0 = 1,5 cho mọi trường hợp.
K1 - hệ số tính tới hiện tượng tăng lực cắt do ảnh hưởng của nhấp nhô trên bề mặt phôi thô. Khi gia công thô K1 = 1,2. Gia công tinh K1 = 1.
K2 - hệ số tính tới hiện tượng tăng lực cắt do mòn dao. K2 kóa giá trị thay đổi từ 1 ÷ 1,9. Tra bảng 7.8 chọn K2 = 1,15.
K3 – hệ số tính tới hiện tượng tăng lực cắt do tính gián đoạn của quá trình cắt. K3 = 1,2
K4 – hệ số tính tới độ ổn định của lựa kẹp do cơ cấu kẹp gây ra. Khi lực kẹp bằng tay lực kẹp thường không ổn định. Chọn K4 = 1,3.
K5– hệ số tính tới mức độ thuận lợi của vị trí tay vặn trên cơ cấu kẹp chặt. trường hợp kẹp thuận lợi K5 = 1.
K6 – hệ số tính momen làm quay chi tiết. phôi được gá bằng mặt trên các chốt tỳ . K6 = 1
Þ K = 1,5.1,2.1,15.1,2.1,3.1.1 = 2,98
Þ Q = = 938 Kg
Tính chọn bulông:
Lực dọc tác dụng lên bulông: Q = 938 KG
Dựa vào công thức trang 241_ sách HƯỚNG DẪN THIẾT KẾ ĐỒ ÁN CHI TIẾT MÁY ( Nguyễn Đắc Lộc )
Ta có: d = C mm
Trong đó : - C = 1,4 đối với ren hệ mét.
- W : lực kẹp yêu cầu. W =
- s - ứng suất kéo. Với bulông làm từ thép C45 thì lấy s = 8 ÷ 10 (KG/ mm2).
- W: lực kẹp
- d : đường kính đỉnh ren
Þ d = 1,4. = 10.1 mm.
Chọn d = 12 => M12
Chọn cơ cấu kẹp ren
Lực của tay vặn hoặc của vô lăng: M = rtb .Q . tg() + Mms
rtb : đường kính trung bình của ren, rtb = 0,45d = 0,45.12=5.4 mm
: góc nâng của ren = 2030’
: góc ma sát của ren = 10030’
Mms : momem ma sát = . 0,15. 938. = 1163
Dng = 1,7d = 20.4 mm
Dtr = d = 12 mm
f = 0,15
M = 0,2d.Q = 0,2 . 12 . 938 = 2251
Lực tháo kẹp: M’ = 0,25dQ = 0,25 . 12 . 938 = 2814 N
4. Sai số đồ gá:
Sai số chuẩn: chuẩn định vị trùng với gốc kích thước nên sai số chuẩn
Sai số kẹp chặt :
Do phương của lực kẹp vuông góc với phương của kích thước nên
Sai số mòn : ta có công thức : = 0,18 . = 5,7 mm. = 0,0057 mm.
b: hệ số phụ thuộc vào kết cấu định vị. b = 0,18.
N: số lượng chi tiết được gá đặt trên đồ gá. Cho N = 1000 chi tiết.
Sai số điều chỉnh đồ gá : phụ thuộc vào khả năng của người lắp ráp đồ gá và dụng cụ để điều chỉnh. mm = 0,01 mm.
Sai số gá đặt cho phép = d =
Chọn .
Þ Sai số chế tạo cho phép của đồ gá:
0,02 mm.
5. Hướng dẫn sử dụng đồ gá :
Đầu tiên kiểm tra đồ gá trước khi tiến hành gá đặt chi tiết. Chi tiết được gá lên đồ gá theo hình dưới và được định vị trên đồ gá thông qua phiến tỳ khống chế 3 bậc tự do, 1 chốt trụ ngắn khống chế 2 bậc tự do và 1 chốt xén khống chế 1 bậc tự do. Sau khi chi tiết được định vị đúng vị trí trên đồ gá ta tiến hành đưa mỏ kẹp (1) vào và kẹp chặt chi tiết thông qua đai ốc (2). Quá trình khoan lổ đảm bảo đúng vị trí cần khoan nhờ ống dẫn hướng được lắp trên bản dưỡng. Tháo chi tiết : nới lỏng đai ốc, kéo mỏ kẹp ra lấy chi tiết.
6. Ưu khuyết điểm của đồ gá:
- Các chi tiết định vị trên đồ gá đơn giản, dể thay thế khi mòn.
-Cơ cấu kẹp chặc gọn gàng dể thao tác khi gá đặt.
- Hướng dẫn bảo quản đồ gá:
Khi gia công phải cẩn thận tránh làm hư hỏng các chi tiết định vị, bạc dẫn hướng. Lực kẹp phải vừa đủ, không quá lớn để không làm biến dạng chi tiết. Khi gia công phải lao chùi, tra dầu mỡ và cất giữ đồ gá cẩn thận.
PHẦN 5: KẾT LUẬN
Quy trình gia công các loại chi tiết trong ngành chế tạo cơ khí, ngoài việc đòi hỏi chính xác, đúng yêu cầu kỹ thuật còn phải đảm bảo tính kinh tế trong quá trình gia công. Sản phẩm làm ra phải đạt độ chính xác cao nhất nhưng giá thành rẻ. Vì vậy chúng ta phải chế tạo ra đồ gá để cho việc gia công hàng loạt đảm bảo đúng yêu cầu kĩ thuật và đạt năng suất cao. Nhưng chú ý khi chế tạo đồ gá thì các bề mặt lắp ghép, làm việc của đồ gá phải chính xác hơn đối với nguyên công đang thực hiện.
PHẦN 6:
TÀI LIỆU THAM KHẢO, TRA CỨU
1. Nguyễn Thành Lâm (2012), Bảng tra dung sai lắp ghép, trường CĐKT Cao Thắng.
2. GS.TS. Nguyễn Đắc Lộc (2005), Sổ tay công nghệ CTM tập 1-2, NXB Khoa học kỹ thuật, Hà Nội
3. GS.TS Trần Văn Địch ( 2004 ), Aslat Đồ Gá, NXB Khoa Học Và Kỹ Thuật Hà Nội.
4. Nguyễn Ngọc Đào, Trần Thế San, Hồ Viết Bình, Chế độ cắt GCCK, NXB Đà Nẵng.
5. Th.s Võ Văn Cường , Máy cắt kim loại, , NXB Trường Cao Đẳng Kỹ Thuật Cao Thắng.
6. Lưu Chí Đức ( 2000 ), Nguyên lý cắt kim loại, NXB Trường Cao Đẳng Kỹ Thuật Cao Thắng.
6. Võ Tùng Linh, Nguyễn Văn Thông ( 2009 ), Công nghệ chế tạo máy, NXB Trường Cao Đẳng Kỹ Thuật Cao Thắng.
7. Nguyễn Phùng Tấn, ĐỀ CƯƠNG BÀI GIẢNG CNCTM1, NXB Trường CĐKT Cao Thắng.
8. Trần Trọng Chính, ĐCBG Vật liệu cơ khí, NXB Trường CĐKT Cao Thắng.
- Nguyễn Đức Tài, Đồ gá, NXB Trường CĐKT Cao Thắng.









