ĐỒ ÁN THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT VÒNG CHẶN BÁNH RĂNG
NỘI DUNG ĐỒ ÁN
ĐỒ ÁN THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT VÒNG CHẶN BÁNH RĂNG
MỤC LỤC
Lời nói đầu ....................................................................................................................... 3
Lời nhận xét của giáo viên hướng dẫn ............................................................................. 4
Chương 1: PHÂN TÍCH CHI TIẾT GIA CÔNG .......................................................... 5
- Phân tích tính năng và công dụng chi tiết gia công .............................................. 5
- Phân tích độ chính xác gia công ........................................................................... 5
- Phân tích độ chính xác của chi tiết ....................................................................... 6
Chương 2: XÁC ĐỊNH DẠNG SẢN XUẤT ................................................................ 9
- Tính trọng lượng chi tiết ...................................................................................... 9
- Sản luợng chế tạo trong một năm ........................................................................ 10
Chương 3: CHỌN PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI ............................ 12
- Chọn vật liệu làm phôi ........................................................................................ 12
- Phương pháp chế tạo phôi ................................................................................... 12
- Xác định lượng dư gia công ................................................................................ 13
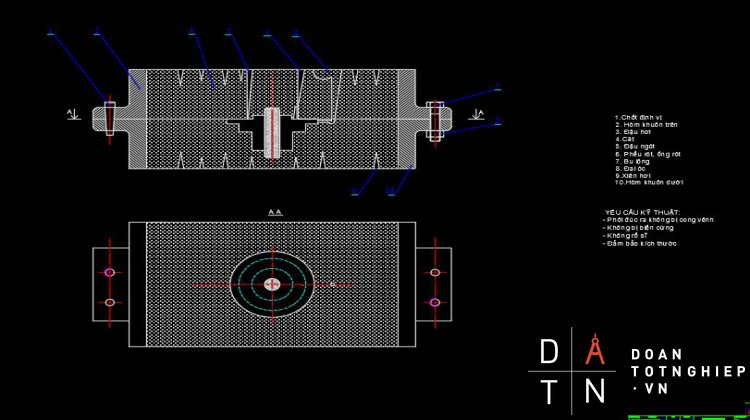
- Yêu cầu kỹ thuật và sơ đồ đúc ............................................................................ 14
Chương 4: BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ ............................................... 15
Chương 5: TÍNH CHẾ ĐỘ CẮT .................................................................................. 22
Chương 6: TÍNH TOÁN VÀ THIẾT KẾ ĐỒ GÁ ....................................................... 41
Tài liệu tham khảo ................................................................................................................... 47
Chương 1: PHÂN TÍCH CHI TIẾT GIA CÔNG
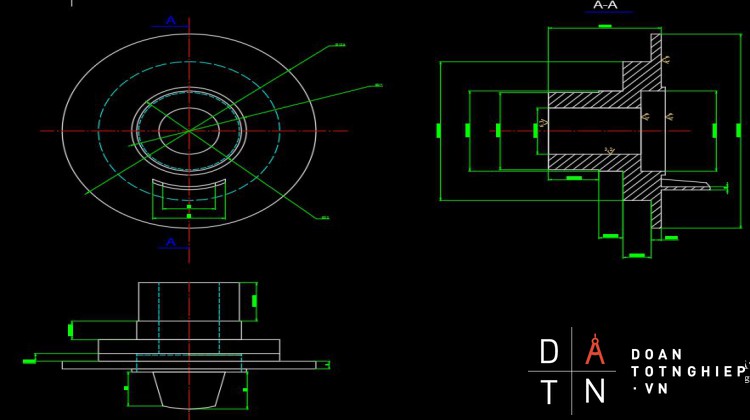
I. Phân tích tính năng công dụng của chi tiết gia công.
- Vòng chặn bánh răng là một chi tiết thuộc dạng hợp. Vì dạng hợp là một chiết có hình dạng không tròn, hợp nhiều mặt, thường có một hoặc một số lỗ cơ bản cần được gia công chính xác, các lỗ này có quan hệ song song vuông góc với một số lỗ nào đó, các lỗ này cũng co quan hệ về vị trí các đường tâm lỗ so với mặt đầu của nó. Ngoài những lỗ cơ bản trên dạng hợp còn có những lỗ kẹp chặt và những lỗ khác cần được gia công. Chiết tiết dạng càng có chức năng cần nối giữa chi tiết này với chi tiết khác. Vậy tay biên thuộc một loại dạng hợp .Vòng chặn bánh răng làm việc chủ yếu ở lỗ 30±0.14 , lỗ bậc 52±0.12,. Vòng chặn bánh răng làm việc trong môi trường tiếp xúc thường xuyên với dầu mỡ và các chất bôi trơn khác. Trong quá trình làm việc sẽ sinh ra lực ma sát trượt ở lỗ 52±0.18 . Khi máy hoạt động sẽ sinh ra lực tác dụng lên vòng chặn bánh răng .
II. Phân tích vật liệu chế tạo chi tiết .
- Vật liệu dùng chế tạovòng chặn bánh răng là GX 15-32 : là loại vật liệu thường được sử dụng trong việc chế tạo các chi tiết. Ký hiệu GX 15-32.
+ GX: ký hiệu theo gang xám theo TCVN.
+ 15 là giới hạn bền kéo bk = 150 N/m2
+ 32 là giới hạn bền uốn bu = 320 N/m2
+ Giới hạn giãn dài = 0.5%
+ Có độ cứng HB = 170 ÷ 229 kg/mm2
- Gang xám là thành phần sắt, cacbon và các nguyên tố có hàm lượng như sau :
+ C = 3 ÷ 3.8%
+ Si = 0.5 ÷ 3%
+ Mn = 0.5 ÷ 0.8%
+ P = 0.15 ÷ 0.04%
+ S = 0.12 ÷ 0.2%
+ Còn lại là Fe
- Gang xám có cấu trúc tinh thể ở dạng cacbon tự do. Garphit có độ bền cơ học rất kém, nó làm giam độ bên chặt của cấu trúc kim loại. Do đó gang xám có độ bền kém, độ dẻo dai kém nhưng graphit làm tăng khả năng chịu mài mòn của gang xám có tác dụng làm giảm rung động va chịu ma sát. Gang xám giá thành rẽ, dễ chế tạo.
- Từ những tính chất trên và dựa vào điều kiện làm việc của vòng chặn bánh răng ta thấy vòng chặn bánh răng được chế tạo bằng gang xám là hợp lý.
III. Phân tích về độ chính xác của chi tiết.
- Chi tiết gia công phải đảm bảo các yêu cầu về kích thước sau:
3.1) Độ chính xác về kích thước:
a) Kích thước không chỉ dẫn:
- Kích thước 57±0.18 :
Kích thước danh nghĩa là 23 theo bảng 1.4 trang 11 sổ tay lắp ghép của Nguyễn Thành Lâm có ES = 0.09 ; EI = 0.09 ; IT = 0.18 . Theo TCVN 2244-77 kích thước này đạt cấp chính xác IT12 .
- Kích thước 25±0.21
Kích thước danh nghĩa là 25. Theo bảng 1.14 trang 34 sổ tay dung sai lắp ghép của Nguyễn Thành Lâm có ES = 0.105 ; EI = 0.105; IT = 0.21 . Theo TCVN 2244-99 kích thước này đạt cấp chính xác 12.
- Kích thước 12±0.18 .
Kích thước danh nghĩa là 12 theo bảng 1.4 trang 11 sổ tay lắp ghép của Nguyễn Thành Lâm có ES = 0.09 ; EI = 0.09 ; IT = 0.18 . Theo TCVN 2244-77 kích thước này đạt cấp chính xác IT11 .
- Kích thước 5±0.12 .
Kích thước danh nghĩa là 5 theo bảng 1.4 trang 11 sổ tay lắp ghép của Nguyễn Thành Lâm có ES = 0.06 ; EI = 0.06 ; IT = 0.12 . Theo TCVN 2244-77 kích thước này đạt cấp chính xác IT11 .
b) Kích thước chỉ dẫn:
- Kích thước lỗ 30±0.14 :
Kích thước danh nghĩa la 30 . Theo bảng 1.14 trang 34 sổ tay dung sai lắp ghép của Nguyễn Thành Lâm có ES = 0.07 ; EI = 0.07 ; IT = 0.14 . Theo TCVN 2244-99 kích thước này đạt cấp chính xác 32H12.
- Kích thước lỗ 52±0.12 :
Kích thước danh nghĩa là 40 . Theo bảng 1.14 trang 34 sổ tay dung sai lắp ghép của Nguyễn Thành Lâm có ES = 0.06 ; EI = 0.06 ; IT = 0.12 . Theo TCVN 2244-99 kích thước này đạt cấp chính xác 52H12.
- Kích thước trụ 126±0.18 :
Kích thước danh nghĩa la 126 . Theo bảng 1.14 trang 34 sổ tay dung sai lắp ghép của Nguyễn Thành Lâm có ES = 0.09 ; EI = 0.09 ; IT = 0.18 . Theo TCVN 2244-99 kích thước này đạt cấp chính xác 12.
- Kích thước trụ 90±0.15 :
Kích thước danh nghĩa la 90 . Theo bảng 1.14 trang 34 sổ tay dung sai lắp ghép của Nguyễn Thành Lâm có ES = 0.15 ; EI = 0 ; IT = 0.15 . Theo TCVN 2244-99 kích thước này đạt cấp chính xác 12.
- Kích thước trụ 52±0.12 :
Kích thước danh nghĩa la 52 . Theo bảng 1.14 trang 34 sổ tay dung sai lắp ghép của Nguyễn Thành Lâm có ES = 0.06 ; EI = 0.06 ; IT = 0.12 . Theo TCVN 2244-99 kích thước này đạt cấp 12
- Kích thước trụ 50±0.12 :
Kích thước danh nghĩa la 50 . Theo bảng 1.14 trang 34 sổ tay dung sai lắp ghép của Nguyễn Thành Lâm có ES = 0.06 ; EI = 0.06 ; IT = 0.12 . Theo TCVN 2244-99 kích thước này đạt cấp chính xác 12.
3.2) Độ chính xác về vị trí tương quan.
- Theo bảng 2.14 trang 81 sổ tay dung sai lép ghép của Nguyễn Thành Lâm có TCVN10-80 xác định được :
+ Độ không song song giữa 2 mặt A và F phải ≤ 0.25/100 (mm) bán kính mặt đầu.
+ Độ không vuông góc giữa tâm lỗ 30±0.14 với mặt A phải
≤ 0.1/100 (mm) bán kính.
3.3) Độ chính xác về hình dạng hình học.
- Theo bảng 2.7 trang 74 sổ tay dung sai lắp ghép của Nguyễn Thành Lâm có TCVN 10-80 xác định được :
+ Độ không phẳng của các mặt A ≤ 0.25 (mm).
+ Độ không phẳng của các mặt F ≤ 0.12 (mm).
3.4) Độ chính xác về mặt gia công.
- Theo bảng 2.8 trang 75 sổ tay dung sai lắp ghép của Nguyễn Thành Lâm có TCVN 2511- 99 xác định được :
+ Mặt phăng A,F có độ nhám bề mặt Ra= 6.3 tra bảng 3.5 trang 64 và tài liệu dung sai kỹ thuật đo lường ta được cấp độ nhám bề mặt cấp 11.
+ Lỗ 30 có độ nhám là Ra= 3,2 tra bảng 3.5 trang 64 và tài liệu dung sai kỹ thuật đo lường ta được cấp độ nhám bề mặt cấp 7.
Chương 2: XÁC ĐỊNH DẠNG SẢN XUẤT
I. Tính trọng lượng chi tiết:
- Ta tiếng hành chia ra nhiều phần nhỏ để tính toán sau đó tổng các thể tích đó lai ta được trọng lượng chi tiết .
- Gọi V là tổng thể của các thể tích nhỏ được chia trên chi tiết . Sau đây là thể tích toàn phần.
+ V1 là thể tích trụ52 :
V1 = × l × r2
= 3.14 × 37 × 262
= 78537 mm3
+ V2 là thể tích trụ 90 :
V2 = × l × r2
= 3.14 × 14 × 452
= 89019 mm3
+ V3 là thể tích trụ126 :
V3 = × l × r2
= 3.14 × 5 × 632
= 62313 mm3
+ V4 là thể tích trụ 57 :
V4 = × l × r2
= 3.14 × 1× 28.52
= 5100 mm3
+ V5 là thể tích lỗ 30 :
V5 = × l × r2
= 3.14 × 37 × 152
= 26140 mm3
+ V6 là thể tích lỗ 90 :
V6 = × l × r2
= 3.14 × 14 × 452
= 17475 mm3
+ V7 là thể tích lỗ 52 :
V7 = × l × r2
= 3.14 × 5 × 262
= 10613 mm3
+ V8 là thể tích lỗ 52 :
V8 = × l × r2
= 3.14 × 1 × 262
= 4245 mm3
+ V9 là thể tích hcn :
V9 =
= 1250 mm3
+ Vậy ta có thể tích tổng là :
V = ( V1 + V2 + V3 + V4 +V9 )+( V5 + V6 + V7 + V8 )
= (78537 + 89019 + 62313+ 5100+1250) (26140+ 27475 + 10613 + 4245)
= 117425 mm3 = 0,117425 dm2
- Trọng lượng chi tiết:
G = × V = 7,3 × 0,11 = 1.1 kg
Trong đo: = 7,3 trọng lượng riêng của gang xám.
V là thể tích của chi tiết.
G là trọng lượng của chi tiết .
II. Sản lượng chế tạo trong một năm.
Chi tiết đã cho ở dạng sản xuất hàng loạt vừa có khối lượng 1.1kg nên theo bảng tra dạng sản xuất trong sách công nghệ chế tạo máy biên soạn Võ Tùng Linh, Nguyễn Văn Thông ta có số lượng hàng năm là 500 ÷ 5000 sp/năm.
Với sản phẩm như vậy ta có đặc điểm sản xuất hàng loạt vừa. Độ chính xác gia công cao nhờ đồ gá.
Chương 3: CHỌN PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI:
- Chọn vật liệu làm phôi:
- Vật liệu chế tạo chi tiết là gang xám GX 15-32.
- Thành phần gang xám gồm sắt, cacbon và các nguyên tố có hàm lượng như sau :
+ C = 3 ÷ 3.8%
+ Si = 0.5 ÷ 3%
+ Mn = 0.5 ÷ 0.8%
+ P = 0.15 ÷ 0.04%
+ S = 0.12 ÷ 0.2%
+ Còn lại là Fe
- Từ những tính chất trên và dựa vào điều kiện làm việc của vòng chặn bánh răng ta thấy vòng chặn bánh răng được chế tạo bằng gang xám là hợp lý.
II. Phương pháp chế tạo phôi:
- Đối với phôi đúc thì có nhiều phương pháp chế tạo, có các phương pháp sau:
2.1) Đúc trong khuôn kim loại:
- Phương pháp này được đuc chi tiết có độ chính xác cao nhưng giá thành chế tạo phôi cao, thiết bị phức tạp đầu tư lớn. Lòng khuôn có hình dạng ,vị trí tương quan giốnh như hình dạng chi tiết cần đúc .
- Phương pháp nay chủ yếu dung để đúc kim loại và hợp kim nhôm.
- Phương pháp này không đúc được chi tiết phức tạp, thành mỏng có khối lượng lớn. Không có khả năng thoát khí nên khó khăn cho công nghệ đúc.
- Phương pháp này thích hợp cho trong sản xuất hàng loạt với vật đúc đơn giản, nhỏ hoặc trung bình.
2.2) Đúc trong khuôn cát:
- Đây là phương pháp được sử dụng phổ thông nhất. Tuy nhiên việc chế tạo phôi rất tốn thời gian, độ chính xác không cao, giá thành thấp, trang thiết bị đơn giản. Do đó phương pháp này thích hợp cho dạng sản xuất đơn chiếc và hàng loạt vừa.
2.3) Đúc trong khuôn mẫu nóng chảy:
- Phương pháp này đúc được chi tiết phức tạp, thành mỏng từ 15m, đúc đươc các lỗ có đường kính nhỏ.
- Phương pháp này có cơ tính cao, năng suất cao nhờ điền đầy nhanh.
- Đối với phương pháp này vật đúc có độ chính xác cao nhờ lòng khuôn không phải lắp ở mặt phân khuôn, không cần chế tạo tháo riêng.
- Độ nhám bề mặt được đảm bảo nhờ lòng khuôn nhẵn, không cháy. Vật đúc có thể là vật liệu khó nóng chảy. Độ chính xác đạt cấp 1112 , Rz = 40 m.
- Tuy nhiên phương pháp này không dùng được tháo cắt vì dong chảy có áp lực.
2.4) Đúc áp lực :
- Phương pháp này đúc ra vật không tồn tại khuyết tật lỗ khí, đậu co, đậu ngót, tạo ra vật đúc không cần tháo, ít hao phí kim loại. Thích hựp đúc chi tiết có dạng tròn xoay.
- Tuy nhiên phương pháp này đúc các lỗ có đường kính kém chính xác, chất lượng bề mặt kém, giá thành cao.
2.5) Kết luận :
- Dựa vào các yêu cầu kỹ thuật của chi tiết kết hợp với mặt kinh tế và dạng sản xuất nên ta chọn đúc trong khuôn cát. Vì chi tiết cần độ chính xác , thiết bị đơn giản, dạng sản xuất hàng loạt vừa nên chọn khuôn cát.
- Phôi đạt cấp chính xác cấp 2.
III. Xác định lượng dư tổng cho các bề mặt phôi:
- Tra bảng lượng dư gia công của vật đúc bằng gang cấp chính xác II trong sổ tay công nghệ chế tạo máy của Nguyễn Đắc Lộc ta được:
+ Lượng dư mặtA : 5mm
+ Lương dư mặt F :4mm.
+ Lượng dư mặt trụ C : 4mm.
+ Lượng dư mặt trụ D : 4mm.
+ Lượng dư mặt trụ G : 4mm.
+ Lượng dư mặt trụK : 4mm.
+ Lượng dư lỗ 30 : 4mm.
+ Lượng dư lỗ 52 : 4mm.
- Các vị trí số trên được tra trong bảng 28.1 tài liệu sổ tay CNCTM của Nguyễn Đắc Lộc . Phôi đúc sau khi đúc xong phải qua các công đoạn mài bỏ đậu ngót hệ thống rót chưa lấy hết ở NC thoát phôi đưa qua máy hoá chất để làm sạch mặt ngoài của phôi.
IV. Yêu cầu kỹ thuật:
- Phôi không bị rỗ sỉ , rỗ khí , rỗ co , cháy cát.
- Phôi không bị biến dạng.
- Phôi không bị nứt.
- Phôi đảm bảo đúng hình dáng hình học kích thước và lượng dư đúng dung sai .
Chương 4: BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ:
- Biên luận chung:
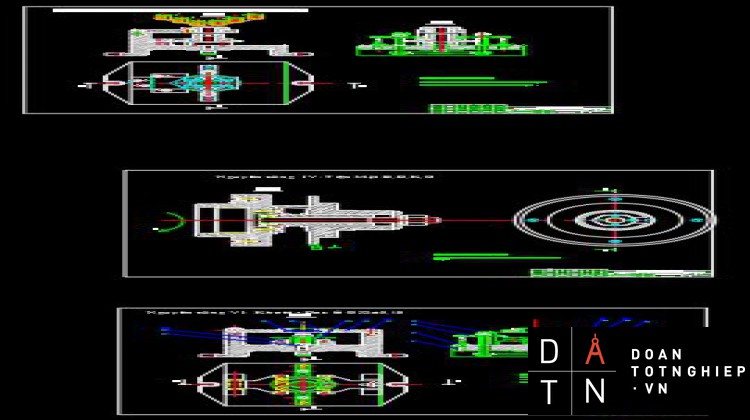
- Sự sắp xếp của các nguyên công có ảnh hưởng đến chất lượng sản phẩm, ảnh hưởng đến quá trình gia công . Chính vì thế thứ tự các nguyên công cần được sắp xếp hợp lý. Trong quá trình công nghệ gia công vòng chặn bánh răng được sắp xếp như sau:
+ Nguyên công I : Chuẩn bị phôi.
+ Nguyên công II: tiện mặt đầu A .
+ Nguyên công III: khoét ,doa lỗ 30±0.12 .
+ Nguyên công IV: tiện mặt đầuF .
+ Nguyên công V: tiện trụ ngoài các mặt D,G,K,B.
+ Nguyên công VI: Khoét , doa lỗ 52±0.012
+ Nguyên công VII: Tổng kiểm tra.
II. Biên luận nguyên công.
2.1) Nguyên công I : chuẩn bị phôi
- Bước 1: Chọn phôi.
Ta chọn phôi đúcvì đây là vật liệu làm bằng gang xám. Ta chọn phương pháp đúc trong khuôn kim loại cho phù hợp với độ chính xác cao dạng sản xuất hàng loạt vừa. Cấp chính xác cấp II.
- Bước 2: Làm sạch phôi.
Trong quá trình đúc thành phẩm phôi thường có các ba via phần dư thừa do đó nên cần mài bỏ trước khi vào các nguyên công tiếp theo ta cũng phải làm sạch vết cháy cả ở bên ngoài.
- Bước 3: kiểm tra phôi.
Để đảm bảo gia công chính xác ở các nguyên công ta phải kiểm tra kích thước phôi sau khi đúc, phôi đúc ra phải đúng yêu cầu đã được ghi trên bản vẽ đúc. Kiểm tra các khuyết tật của phôi như độ cong vênh rạn nứt , có bọt khí hay không để đảm bảo chất lượng của phôi, cơ tính của phôi.
- Bước 4: Ủ phôi
Phôi sau khi đúc thường bị hoá cứng gây khó khăn cho việc gia công cơ sau này do đó cần phải ủ đẳng nhiệt để cải thiện cơ tính của phôi, khử được ứng suất và lớp biến cứng của kim loại làm tăng độ bền của kim loại.
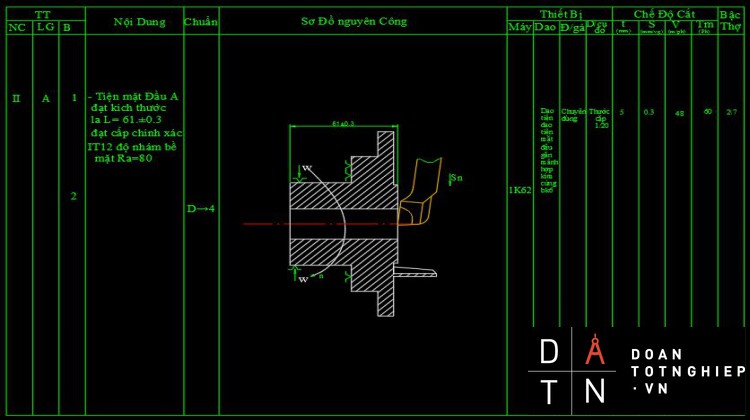
2.2) Nguyên công II:Tiện mặt đầu A.
- Biện luân thứ tự:
Ta chọn mặt A vì mặt A có vị trí tương quan với các mặt còn lại nhiều nhất . Nó sẽ là chuẩn định vị cho nguyên công sau.
- Biên luận nội dung nguyên công:
Nguyên công này ta gia công 1 bước :
+Tiện mặt đầu mặt A đạt độ nhám Ra = 6.3.
+ Chuẩn định vị : Ta định vị hoàn toàn một chi tiết để đảm bảo chính xác vị trí tương quan của các bề mặt.
Mặt C: 3 bậc tự do. Mặt trụ 52 : 2 bậc tự do.
- Phân tích máy:
+ Để gia công mặt A ta chọn máy tiện 1K62 để gia công . Các thông số cơ bản của máy 1K62:
+ Công suất động cơ : 7 kw.
+ Hiệu suất máy: 0.75
+ Số vòng quay trục chính: 30÷1500(vòng/phút).
+ Bước tiến của bàn máy: 30÷1500(mm/phút).
+ Lực lớn nhất cho phép theo cơ cấu tiến dao: 1500KG.
- Phân tích về dao:
Để gia công mặt A ta chọn dao tiện mặt đầu P18.
Chọn dao P18 gia công thô vì P18 có độ dẻo và chịu va đập tốt
- Phân tích về đồ gá:
Trong sản xuất hàng loạt người ta thường sử dụng đồ gá chuyên dùng để giảm thời gian gá đặt và đạt cấp chính xác cao hơn , tính hấp dẫn cao dẫn tới năng xuất cao giá thành rẻ.
- Sử dụng cử so dao hình đãi .
- Phân tích về dùng cụ đo:
Ta dùng thước cặp 1/50 để kiểm tra kích thước này là đủ vì các góc kích thước chưa được gia công.
2.3) Nguyên công III : khoét ,doa lỗ 30±0.12 .
- Biện luận thứ tự nguyên công:
Sau khi gia công được mặt A làm chuẩn thô để định vị ta tiến hành gia công khoét ,doa lỗ 30±0.12 vì bề mặt này gia công xong dùng làm chuẩn tinh
- Biện luận nội dung nguyên công:
+ Chuẩn định vị mặt A khử 3 bậc tự
+ Mặt trụ 126khử 2 bậc.
- Phân tích máy:
- Phân tích về máy:
Để gia công lỗ trên ta thực hiện trên máy khoan 2A135.
Các thông số cơ bản máy 2A135:
+ Đường kính lớn nhất khoan được 35mm.
+ Conmooc trục chính N0 = 4.
+ Công suất động cơ 6kw.
+ Hiệu suất n = 0.8
+ Số vòng quay trục chính : 32.5 ÷ 1400 (vòng/phút).
+ Bước tiến (mm/v) 0.1 ÷ 1.6
+ Lực hướng trục cho phép của cơ cấu tiến dao Pmax = 1500kg.
- Phân tích về dao:
+ Sử dụng mũi khoét liền khối đuôi côn: D = 26 ; L = 190 ; I = 95.
+ Sử dụng mũi khoét liền khối đuôi côn: D = 28 ; L = 190 ; I = 95.
+ Sử dụng mũi khoét liền khối đuôi côn: D = 29.5 ; L = 190 ; I = 95.
+ Sử dụng mũi doa liền khối đuôi côn: D = 29.75 ; L = 190 ; I = 95.
+ Sử dụng mũi doa liền khối đuôi côn: D = 29.93 ; L = 190 ; I = 95.
+ Sử dụng mũi doa liền khối đuôi côn: D = 30 ; L = 190 ; I = 95.
- Phân tích đố gá:
Sử dụng đồ gá chuyên dùng đạt độ chính xác và hiệu quả kinh tế.
- Phân tích dụng cụ đo: Dùng thước Panme.
2.4) Nguyên công IV: Tiện mặt đầu F.
- Biên luận nội dung nguyên công:
Nguyên công này ta gia công 1 bước :
+Tiện mặt đầu mặt F đạt độ nhám Ra = 6.3.
+ Chuẩn định vị : Ta định vị hoàn toàn một chi tiết để đảm bảo chính xác vị trí tương quan của các bề mặt.
Mặt A: 3 bậc tự do. Mặt trụ 126 : 2 bậc tự do.
- Phân tích máy:
+ Để gia công mặt A ta chọn máy tiện 1K62 để gia công . Các thông số cơ bản của máy 1K62:
+ Công suất động cơ : 7 kw.
+ Hiệu suất máy: 0.75
+ Số vòng quay trục chính: 30÷1500(vòng/phút).
+ Bước tiến của bàn máy: 30÷1500(mm/phút).
+ Lực lớn nhất cho phép theo cơ cấu tiến dao: 1500KG.
- Phân tích về dao:
Để gia công mặt F ta chọn dao tiện mặt đầu P18.
Chọn dao P18 gia công thô vì P18 có độ dẻo và chịu va đập tốt
- Phân tích về đồ gá:
Trong sản xuất hàng loạt người ta thường sử dụng đồ gá chuyên dùng để giảm thời gian gá đặt và đạt cấp chính xác cao hơn , tính hấp dẫn cao dẫn tới năng xuất cao giá thành rẻ.
- Sử dụng cử so dao hình đãi .
- Phân tích về dùng cụ đo:
Ta dùng thước cặp 1/50 để kiểm tra kích thước này là đủ vì các góc kích thước chưa được gia công.
2.5) Nguyên công V: Tiện trụ B,G,K,D.
- Biên luận nội dung nguyên công:
Nguyên công này ta gia công 1 bước :
+Tiện mặt đầu mặt B,G,K,D đạt độ nhám Ra = 6.3.
+ Chuẩn định vị : Ta định vị hoàn toàn một chi tiết để đảm bảo chính xác vị trí tương quan của các bề mặt.
Mặt A: 1 bậc tự do. Mặt trụ 30 : 4 bậc tự do.
- Phân tích máy:
+ Để gia công ta chọn máy tiện 1K62 để gia công . Các thông số cơ bản của máy 1K62:
+ Công suất động cơ : 7 kw.
+ Hiệu suất máy: 0.75
+ Số vòng quay trục chính: 30÷1500(vòng/phút).
+ Bước tiến của bàn máy: 30÷1500(mm/phút).
+ Lực lớn nhất cho phép theo cơ cấu tiến dao: 1500KG.
- Phân tích về dao:
Để gia công ta chọn dao tiện mặt đầu P18.
Chọn dao P18 gia công thô vì P18 có độ dẻo và chịu va đập tốt
- Phân tích về đồ gá:
Trong sản xuất hàng loạt người ta thường sử dụng đồ gá chuyên dùng để giảm thời gian gá đặt và đạt cấp chính xác cao hơn , tính hấp dẫn cao dẫn tới năng xuất cao giá thành rẻ.
- Sử dụng cử so dao hình đãi .
- Phân tích về dùng cụ đo:
Ta dùng thước cặp 1/50 để kiểm tra kích thước này là đủ vì các góc kích thước chưa được gia công.
- 2.6) Nguyên công VI: khoét doa lỗ Ø52