ĐỒ ÁN THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG DẠNG CÀNG GẠT ĐỐI XỨNG T3
NỘI DUNG ĐỒ ÁN
MỤC LỤC ĐỒ ÁN THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG DẠNG CÀNG GẠT ĐỐI XỨNG T3
……………………….
Trang
Lời nói đầu. 1
Nhận xét của giáo viên 2
Mục lục 3
Chương I: Phân tích chi tiết gia công 4
Chương II:
Phân tích chọn phôi –phương pháp chế tọa phôi 7
Lượng dư gia công
Chương III:
Lập quy trình công nghệ gia công chi tiết 11
Chương IV: Biện luận quy trình công nghệ
A. Biện luận quy trình công nghệ 13
B. Biện luận về chế độ cắt 21
Chương V: Tính toán thiết kế đồ gá
1.Phân tích phương án chọn chuẩn định vị 31
2.Chi tiết định vị 32
3.Chi tiết kẹp chặt 33
4.Chi tiết dẫn hướng
5.Sai số chuẩn 34
6.Chon kiểu lắp ghép
7.Yêu cầu kỹ thuật của nguyên công
8.Tính lực kẹp 35
9.Yêu cầu kỹ thuật của đồ gá
10.Hướng dẫn sử dụng đồ gá
11.Bảo quản đồ gá
Kết luận 36
Chương I
PHÂN TÍCH CHI TIẾT GIA CÔNG
I/ Phân tích công dụng:
Chi tiết càng gạt có công dụng là để thay đổi cấc quan hệ động học và động lực học của máy bằng cách dịch chuyển tịnh tiến li hợp,bánh răng hay những chi tiết tương tự khác.
II/ Phân tích vật liệu chế tạo cần gạt:
Trong quá trình làm việc chi tiết bị rung , nén vì vậy ta chọn vật liệu là GX 15-32 . Gang này có tính chống rung , chịu nén cao , dễ gia công cơ khí và cơ tính cao do graphit nhỏ mịn .
1/ Giải thích ký hiệu :
GX : Là kí hiệu gang xám
15 : Giới hạn bền kéo(kg/mm2).
32 : Giới hạn bền uốn (kg/mm2 ).
2/ Thành phần :
Thành phần chính là sắt (Fe) và cacbon (C) , trong đó C = 3.5-4.5 % . Ngoài ra còn có một số nguyên liệu khác như :
Mn = 0,5 %
Si = 0,8 %
P < 0,03 %
S < 0,03 %
Ni < 0,30 %
Co < 0,30 %
III/ Phân tích kết cấu hình dạng chi tiết gia công :
+ Chi tiết gia công có kết cấu tương đối đơn giản,hợp lý
+ Chi tiết gia công thuộc dạng càng
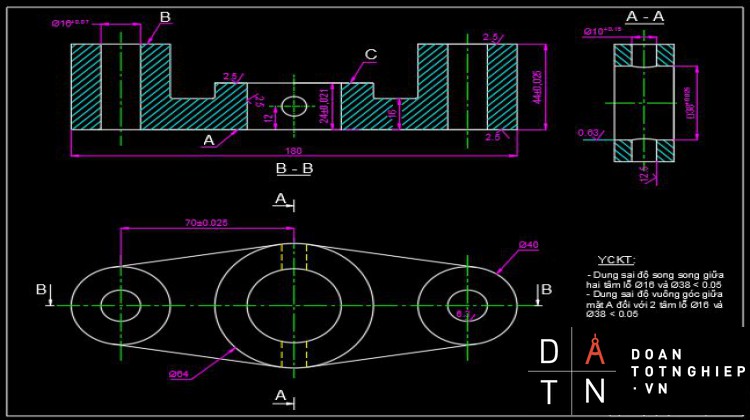
+ Bề mặt đặc biệt quan tâm khi gia công la bề mặt lỗ Ư38+0.021 (lỗ không liên tục),bề mặt quan trọng kế tiếp là lỗ Ư16+0.07 với độ nhám cao nhất là Ra0.63
IV/ Phân tích về độ chính xác của chi tiết gia công :
1/ Phân tích độ chính xác của kích thước :
a/ Các kích thước có sai lệch chỉ dẫn :
vKích thước : Ư 38 + 0,025 có :
-Sai lệch trên ES = 0,025
-Sai lệch dưới EI = 0
-Dung sai IT = ES –EI =0.025
Bảng 1.4: kích thước Ư 38+0,025 có cấp chính xác 7
Bảng 1.7 : kích thước Ư 38+ 0,025 có sai lệch cơ bản là H
=> Có thể viết Ư 38+0,025 = Ư 38 H7 .
vĐường kính Ư 16 +0,07 có :
-Sai lệch trên ES = 0,07
-Sai lệch dưới EI = 0
-Dung sai IT = ES –EI =0.07
Bảng 1.4: kích thước Ư 16+0,07 có cấp chính xác 10
Bảng 1.7 : kích thước Ư16+ 0,07 có sai lệch cơ bản là H
=> Có thể viết Ư 16+0,07 = Ư 16H7
vkích thước70±0.025 có :
-Sai lệch trên ES = 0,025
-Sai lệch dưới EI = 0.025
-Dung sai IT = ES –EI =0.05
Bảng 1.4: kích thước 70±0.025 có cấp chính xác 9
Bảng 1.30 : kích thước 70±0.025 cósai lệch cơ bản là Js
=> Có thể viết 70±0.025 = 70Js9
vKích thước24±0.021 có :
-Sai lệch trên ES = 0,021
-Sai lệch dưới EI = 0.021
-Dung sai IT = ES –EI =0.05
Bảng 1.4: kích thước 24±0.021 có cấp chính xác 8
Bảng 1.30 : kích thước 24±0.021 có sai lệch cơ bản là Js
ðCó thể viết 24±0.021 = 24Js8
ðĐường kính Ư10+0,07 có :
-Sai lệch trên ES = 0,07
-Sai lệch dưới EI = 0
-Dung sai IT = ES –EI =0.07
Bảng 1.4: kích thước Ư 10+0,07 có cấp chính xác 12
Bảng 1.7 : kích thước Ư 10+0,07 có sai lệch cơ bản là H
=> Có thể viết Ư 10+0,07 = Ư 10H12
b/ Các kích thước sai lệch giới hạn không chỉ dẫn :
vKích thước 16 khoảng cách giữa một bề mặt gia côngvà một bề mặt không gia công,không chỉ dẫn lấy cấp chính xác 14
Bảng 1.4: kích thước 16 có dung sai IT=0.43
Là kích thước khoảng cách nên lấy sai lệch cơ bản là Js14
=> Cóthể viết kích thước 16±0.21 = 16Js14
vKích thước Ư64 (R32) là khoảng cách giữa hai bề mặt không gia công, không chỉ dẫn lấy cấp chính xác 16 (phôi lấy cấp chính xác II )
vBảng 1.4: kích thước 64 có dung sai IT=2.5
Là kích thước khoảng cách nên lấy sai lệch cơ bản là Js16
=> Có thể viết Ư64±1.25 = Ư64 js16
vKích thước 40 là khỏang cách giữa hai bề mặt gia công,không chỉ dẫn lấy cấp chính xác 12
Bảng 1.4: kích thước 40 có dung sai IT=0.3
Là kích thước khoảng cách nên lấy sai lệch cơ bản là Js12
=> Có thể viết 40±0.095 =40 Js12
=> Như vậy có hai kích thước chính xác nhất chúng ta cần quan tâm khi thiết kế quy trình cơng nghệ gia công cơ là Ư38 + 0,025 va Ư 16 +0,07 đạt cấp 7
3/ Phân tích độ chính xác về hình dáng hình học :
vDung sai độ phẳng của mặt A,B,C ≤ 0.008
Bảng 2.7:kích thước 24 có dung sai IT = 8µm cấp 7
vDung sai độ tròn,độ trụ của Ư38 + 0,025 :
ITđộ tron = 1/2 ITkt = 1/2 0.025 =0.013
ITđộ trụ = 1/2 ITkt = 1/2 0.025 =0.013
Bảng 2.7:kích thước 38 co dung sai IT = 16µm cấp 7
4/ Phân tích độ chính xác chất lượng về bề mặt :
a/ Độ nhám bề mặt :
Đường kính Ư 38 có Ra 0,63 Tra TCVN2511-95 => nhóm cấp 7
Bề mặt A,B và C có Ra 2.5 .Tra TCVN 2511-95 => nhóm cấp 8
Đường kính Ư 10, có Ra 12.5 Tra TCVN2511-95 => nhóm cấp 12
b/ Độ cứng bề mặt :không có yêu cầu ghi về độ cứng trên bản vẽ , nên
Kết luận chung :
Cấp chính xác cao nhất về kích thước cấp 7 .
Cấp chính xác thấp nhất về kích thước cấp 13 .
V/ Xác định sản lượng hàng năm :
Để tính được khối lương của chi tiết gia công ta có thể dùng phần mềm 3D Proe 5.0 để tính:
V=0.626 dm3
Khối lượng riêng của gang = 7-7.4 kg/dm3
=> Lấy = 7.2 kg/dm3
Mct = . V= 7.2*0.326 = 2.35 kg
Ứng với dạng sản xuất hàng loat vừa :
Khối lượng chi tiết gia công Mct = 2.35 kg
=> Sản lượng hàngg năm la 500 CTGC/năm
Chương II
PHÂN TÍCH VIỆC CHỌN PHÔI – PHƯƠNG PHÁP CHẾ TẠO PHÔI - LƯỢNG DƯ GIA CÔNG
I/ Biện luận việc chọn phôi :
Có nhiều phương pháp để tạo phôi , do đó cần phải phân tích ưu khuyết điểm giữa các cách tạo phôi với nhau nhằm tìm ra phương pháp tạo phôi thích hợp .
1/ phôi đúc :
a/ Đúc trong khuôn cát : cấp chính xác IT 15 , Rz = 80 (mm)
làm bằng tay :
Mẫu gỗ : dùng trong sản xuất đơn chiếc và loạt nhỏ , vật đúc có hình dạng bất kỳ , lĩnh vực sử dụng dùng trong hợo không đòi hỏi chất lượng cao .
Mẫu kim loại : dùng trong trường hợp sản xuất hàng loạt vừa vất đúc nhỏ , trung bình không qúa phức tạp . Dùng khi đòi hỏi độ chính xác cao .
Làm khuôn bằng máy :
Trên máy ép và máy dằn ; dùng trong sản xuất loạt vừa , vật đúc nhỏ , đơn giản dùng khi yêu cầu năng suất cao hòm khuôn không quá 200 mm .
Trên máy thổi cát : dùng trong sản xuất loạt nhỏ và trung bình , chi tiết có hình dạng bất kỳ , có kích thước lớn , trung bình . Dùng khi đúc các vật đúc có chiều cao , kích thước chiều ngang lớn, hòm khuôn lớn .
b/ Đúc đặt biệt : dùng khuôn kim loại
Điền đầy kim loại dẻo bằng cách rót tự do . Dùng trong sản xuất hàng loạt lớn , vật đúc nhỏ , trung bình ,có cấu tạo đơn giản . Lĩnh vực sử dụng đúc các kim loại khác nhau có cơ tính cao .
2/ Rèn phôi : rèn là phương pháp gia công bằng áp lực , vì chi tiết gia công là dạng hộp nên sử dụng phôi rèn và phôi con là không hợp lý .
3/ Phôi dập : cấp chính xác 15, Rz 6,3
Dập là phương pháp gia công kim loại bằng áp lực , thực chất của phương pháp dập là làm biến dạng kim loại hạn chế trong lòng khuôn .
Phương pháp dập có các đặc điểm sau :
+Sử dụng 1 bộ khuôn có hình dáng kích thước lòng khuôn giống vật gia công .
+Độ chính xác của vật dập cao đặc biệt là các kim loại theo chiều cao và sai lệch giữa 2 nửa khuôn ít .
+Trạng thái ứng suất của vật gia công nói chung là nén khối . Do đó kim loại có tính dẻa cao hơn , biến dạng triệt để hơn , cơ trình sản phẩm cao hơn và khả năng gia công được vật đúc phức tạp hơn .
+Dễ cơ khí hóa nên năng suất cao hơn rèn tự do .
+Hệ số sử dụng vat cao hơn rèn .
Thiết bị sử dụng cho dập có công suất lớn chuyển động chính xác , việc chế tạo khuôn đắt tiền .
Do những đặc điểm trên phương pháp dập được dùng trong sản xuất hàng loạt và hàng khối .
Kết Luận :Như vậy từ sự phân tích các dạng phôi trên kết hợp với yêu cấu chi tiết gia công của đồ án này : Dạng sản xuất hàng loạt vừa hình dáng chi tiết bên ngoài không qúa phức tạp , nên ta chọn phôi đúc trong khuôn cat, mẫu gỗ , làm khuôn bằng tay vì :
+Giá thành rẻ , chế tạo vật đúc rẻ .
+Thiết bị đầu tư ở phương pháp này đơn giản , cho nên đầu tư thấp .
Phù hợp với sản xuất hàng loạt vừa .
+Độ nhám bề mặt , độ chính xác sau khi đúc có thể chấp nhận để tiếp tục gia công tiếp theo .
+Vật liệu thép GX15-32 .
+Dạng phôi này có cấp chính xác kích thước là IT 15 .
+Độ nhám bề mặt Rz 80 .
II/ Biện luận phương pháp chế tạo phôi :
1/ Giai đoạn làm khuôn : chuẩn bị mẫu và hỗn hợp làm khuôn
a/ hỗn hợp làm khuôn và mẫu : thành phần chính gồm cát và đất sét , trong cát thành phần cơ bản là SiO2 có nhiệt độ chảy cao Z0ch = 17130C
+ Hỗn hợp cát và đất sét : khi tạo hỗn hợp ta chia ra loại gọi là cát áo và cát đệm , cát áo có chất lượng cao hơn khi làm khuôn mẫu hỗn hợp này phủ lên trên mẫu 1 lớp dày khoảng 40 – 100 mm . Cát đệm có chất lượng thấp hơn dùng điền đầy phần còn lại của khuôn để tận dụng phần cát cũ phục hồi lại .
Lõi được làm bằng hỗn hợp cát riêng biệt ngoài sau khi làm xong phần hình dạng bên ngoài của mẫu ta tháo khuôn ra . Lúc này cho lõi vào lòng khuôn định vị chặt và tiến hành rót kim loại lỏng vào .
b/ phương án chọn mặt phân khuôn :
Phương án 1 : chọn mặt phân khuôn theo chiều dàn nhất của chi tiết , phương án này ưu điểm là không phải sử dụng mẫu rới làm khuôn tiện lợi hơn nhưng phương án này có các nhược điểm sau :
Hàm khuôn đặt ở tư thế nằm ngang , vì cơ tính của kim loại khi đúc không ổn định thường là phần dưới kim loại tốt , còn phần trên do xỉ và tạp chất nổi lên bề mặt dẫn đến vật liệu ở phần này kém chất lượng . Trong công nghệ đúc ta luôn ưu tiên cho bề mặt làm việc của chi tiết nên đối với chi tiết này việc đúc sản phẩm ở tư thế nằm ngang là không hợp lý
Khi mặt phân khuôn nằm ngang , các bề mặt có mặt phân khuôn điqua sẽ có bavia , điều này không cho phép chúng ta chọn các bề mặt này làm chuẩn thô được , còn nếu chọn hai mặt làm chuẩn thô để gia công mặt C thì không đảm bảo độ cứng vững cho chi tiết gia công . Vì vậy phương án này không phù hợp với chi tiết.
Phương án 2 :chọn bề mặt phân khuôn ngay bề mặt đáy dưới của chi tiết , phương án này tuy phức tạp hơn do to phải sử dụng 4 mẫu ghép lại về 1 lõi riêng biệt , nhưng theo sơ đồ đúc ta thấy phương án này khắc phục được 2 nhược điểm của phương án tiện .
2/ Phương pháp làm khuôn :
Đầu tiên ta cho hòm khuôn số 2 xuống nền đất bằng phẳng sau đó cho hỗn hợp vào gạt bằng và đấm chặt tiếp đến ta cho mẫu vào theo trình tự . Bề mặt làm việc của chi tiết nằm ở phía dưới .
Bước đầu cho mẫu 10 xuống hòm khuôn dưới kế đến đật mẫu 5 lên , sau đó ghép hai mẫu 9 và 11 vào và dùng chốt định vị lại . Lúc này cho hỗn hợp cát vào và đấm chặt , khi hỗn hợp ngang bằng với bề mặt hòm khuôn dưới ta rải lớp bột phân cách bề mặt khuôn và nắp hòm khuôn rồi định vị chặt sau đó tiếp tục cho hỗn hợp vào đấm chặt cho đến khi đầy khuôn .
3/ Phương pháp thoát mẫu ra khỏi hòm khuôn :
Tháo chốt định vị hòm khuôn trên lên , thoát mẫu 5 theo hương đi lên , kế tiếp thoát mẫu 9 và 11 theo phương ngang và lấy lên như hình vẽ , tiếp tục thoát mẫu 10 lên . Lõi được đúc bằng cát riêng ở ngoài như chi tiết 12 .
Sau khi nấu khuôn xong ta để hòm khuôn dưới theo vị trí ban đầu cho lõi vào . Lõi được gác trên bề mặt rong của hòm khuôn dưới sau đó cho hòm khuôn trên vào định vị chặt và tiến hành rót kim loại như hình vẽ . Trên hai hòm khuôn ta bố trí hệ thống phểu rót , đậu ngót , lỗ thoát khí , lỗ xiên hơi . Sau khi đúc xong ta phá khuôn để lấy sản phẩm ra ngoài tiếp tục các công đoạn kế tiếp .
III/ Xác định lượng dư gia công của :
Với dạng sản xuất hàng loạt vừa , phôi có chính xác II, chúng ta tra bảng xác định lượng dư tổng cộng như sau:
+ Mặt A có vị trí khi đúc la mặt dưới khuôn,mặt B,C là
mặt trên khuôn,các mặt trụ la mặt bên
+ Kích thước lớn nhất của chi tiết là lỗ Ư38 đúc rỗng
Bảng 1.34 cho các số liệu lượng dư tổng cộng va dung sai phôi đúc
- Kích thước lớn nhất 120-260,kích thước danh nghĩa =40(<50) ,mặt đáy có lượng dư Z=3mm,mặt trên có lượng dư Z=4mm,dung sai ±0.8mm
- Kích thước lớn nhất 120-260,kích thước danh nghĩa = Ư38 mặt bên có lượng dư Z=3mm,dung sai ±0.8mm
Chương III :
LẬP BẢNG QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT
Có nhiều đường lối để gia công sản phẩm , sau đây em đưa ra 2 phương án tối ưu so sánh với nhau để tìm ra 1 phương án công nghệ hợp lý đạt về chất lượng và giảm về giá thành trong qúa trình gia công .
A/ Tiến hành gia công :
I/ Phương án 1 :
|
STT |
Tên NC |
Bề mặt gia công |
Bề mặt kẹp chặt |
Bề mặt định vị |
Bề mặt chuẩn |
Máy |
Dao |
Bậc thợ |
|
1 |
Phay thô |
Mặt A |
Ư40
|
Ư40
|
Mặt B |
6H12 |
Dao phay mặt đầu |
2/7 |
|
2 |
Phay thô |
Mặt B,C |
Ư40
|
Ư40
|
Mặt A |
6H82 |
Dao phay trụ |
2/7 |
|
3 |
Phay tinh |
Mặt A |
Ư40
|
Ư40
|
Mặt B |
6H12 |
Dao phay mặt đầu |
2/7 |
|
4 |
Phay tinh |
Mặt B,C |
Ư40
|
Ư40
|
Mặt A |
6H82 |
Dao phay trụ |
2/7 |
|
5 |
Khoét,doa Ư38+0.025
|
Ư38+0.025 |
Ư40
|
Ư40
|
Mặt A |
2A55 |
Mũi khoét,doa |
2/7 |
|
6 |
Khoan, khoét ,Ư16+0.07
|
Ư16+0.07 |
Mặt C
|
Ư16
|
Mặt A |
2A135 |
Mũi khoan, khoét |
2/7 |
|
7 |
Khoan Ư10+0.15 |
Ư10+0.15 |
Mặt B
|
Ư10
|
Mặt A |
2A135 |
Mũi khoan |
2/7 |
|
8 |
TỔNG KIỂM TRA |
|||||||
II/ Phương án 2 :
|
STT |
Tên NC |
Bề mặt gia công |
Bề mặt kẹp chặt |
Bề mặt định vị phụ |
Bề mặt chuẩn |
Máy |
Dao |
Bậc thợ |
|
1 |
Phay thô |
B va C |
Ư40
|
Ư40
|
A |
6H82 |
Dao phay trụ |
2/7 |
|
2 |
Phay thô |
A |
Ư40
|
Ư40
|
B |
6H12 |
Dao phay mặt đầu |
2/7 |
|
3 |
Phay tinh |
B va C |
Ư40
|
Ư40
|
A |
6H82 |
Dao phay trụ |
2/7 |
|
4 |
Phay tinh |
A |
Ư40
|
Ư40
|
B |
6H12 |
Dao phay mặt đầu |
2/7 |
|
5 |
khoét,doa Ư38+0.025
|
Ư38+0.025 |
Ư40
|
Ư40
|
Mặt A |
2A135 |
Mũi khoét,doa |
2/7 |
|
6 |
Khoan, khoét Ư16+0.07
|
Ư16+0.07 |
Mặt B
|
Ư38
|
Mặt A |
2135 |
Mũi khoan,khoét |
2/7 |
|
7 |
Khoan Ư8+0.15 |
Ư10+0.15 |
Mặt B |
Ư16
|
Mặt A |
2A135 |
Mũi khoan |
2/7 |
|
8 |
TỔNG KIỂM TRA |
|||||||
Nhận Xét
So sánh hai phương án công nghệ trên ta nhận thấy đường lối gia công của phương án 1 tuy có đảm bảo đường lối gia công rút ngắn thời gian gia công , nhưng không sử dụng được vì mặt B cóvị trí khi đúc la mặt trên khuôn,nên chất lượng bề mặt sau khi đúc không được tốt và không đáp ứng được yêu cầu kỹ thuật trong quá trình gia công .
Đối với phương án 2 ta sử dụng mặt A để định vi trong lần gia công đầu tiên vì bề mặt mặt này trong khi đúc có vi trí la mặt dưới khuôn cho nên chất lượng bề mặt sau khi đúc tương đối được đảm bảo, đường lối gia công thứ tự từng bước kết cấu rất chặt chẽ điều đó đảm bảo tính công nghệ cao .
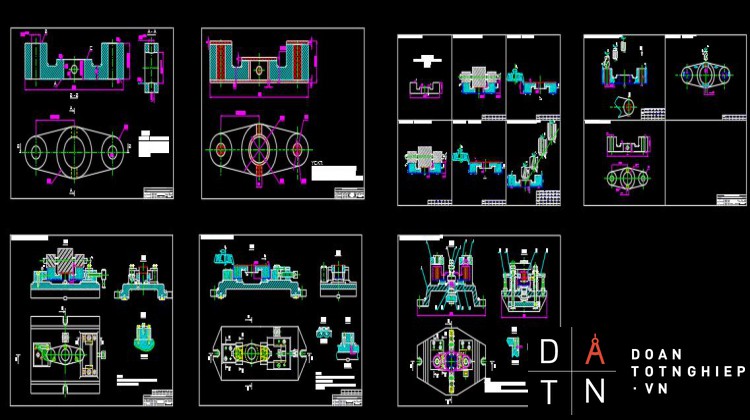
B/ Bảng quy trình công nghệ :
Chương IV
BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ
A.Biện luận về quy trình công nghệ:
I.NGUYÊN CÔNG I:Chuẩn bị phôi.
1.Loại bỏ các phần thừa trên vật đúc :
+ Phôi đúc trong khi thoát mẫu, các bề mặt của phôi còn gồ ghề do còn xót lại của đậu ngót đậu hơi…
+ Dể đảm bảo yêu cầu trên ta dùng máy mài hai đá để mài bỏ đi các phần thừa đó
2. Làm sạch phôi :
Làm sạch các dính, bám trên các bề mặt của phôi. Để hoàn thành và đạt yêu cầu, ta làm sạch phôi bằng cách dùng máy làm sạch phôi có thùng máy quay kêt hợp với việc phun bi. Có nghĩa la ta cho chi tiết vào thùng của máy, thùng máy quay các chi tiết sẽ quay va đập với các viên bi được phun vào làm cho các bám trên các bề mặt phôi bị văng ra
+ Làm sạch phôi bằng phương pháp này đả bảo chất lượng và phù hợp với dạng sản xuất hàng loạt vừa.
3. Kiểm tra kích thước của phôi
Yêu cầu: Loại bỏ những phôi không đủ kích thước lượng dư cắt gọt.
+ Để kiểm tra kích thước của phôi ta dùng thước cặp 1/10 để đo kiểm, vì phôi đúc song chưa qua gia công cắt gọt nên dùng thước cặp là thích hợp nhất.
4. Kiểm tra yêu cầu kỹ thuật của phôi
+ Bề mặt không bị cong, vênh, lõm.
+ Phôi không bị lẫn các tạp chất.
+ Phôi không bị rỗ xỉ, rỗ khí, rỗ co.
+ Bề mặt phôi không bị chay cứng xù xì do các cháy.
v Sau khi phôi đã được kiểm tra về kích thước thì ta phải kiểm tra về chất lượng của phôi. Vì các khuyết tật nằm bên trong của phôi mà ta không thể kiểm tra bằng mắt thường được.
- NGUYÊN CÔNG II:Phay thô mặt B và C
1. Biện luận về độ nhám đạt được
Độ nhám đạt được khi gia công phay thô đạt được Ra12.5
2. Biện luận về chuẩn và kẹp chặt
+ Ta chọn mặt A là mặt định vị chính khử 3 bậc tự do:quay quanh 0X, quay quanh 0Y, tịnh tiến theo 0Z. Ta chọn mặt A là mặt định vị chính là vì mặt này có vị trí khi đúc là bề mặt dưới khuôn nên chất lượng bề mặt được đảm bảo
Mặt trụ ngoài Þ40 khử 2 bậc tự do: tịnh tiến theo 0X, tịnh tiến theo 0Y
Mặt trụ ngoài Þ40 khử 1 bậc tự do: quay quanh 0Z
+ Lực kẹp hướng vào mặt định
3. Biện luận về máy
Do chi tiết có kích thước nhỏ nên ta chọn máy phay ngang 6H82 để gia công
Các thông số kỹ thuật của máy
- Bề mặt làm việc của bàn: 320x1250
- Công suất động cơ: 7Kw
- Số vòng quay trục chính:301500 (v/p)
- Giới hạn bước tiến của bàn: 30900 (mm/ph)
4. Biện luận việc chọn dao
+ Để phay thô mặt B va C ta chọn dao phay mặt đầu có gắn mảnh hợp kim cứng BK6. Ta dùng loại dao có các kích thước tra trong cuốn sổ tay công nghệ chế tạo máy ta có D1=90mm Z1=8,D2=50mm ,Z2=12mm
+ Sử dụng đồ gá chuyên dùng
5. Chọn bậc thợ là 2/7.
III. NGUYÊN CÔNG III:Phay thô mặt A
1. Biện luận về độ nhám đạt được
Độ nhám đạt được khi gia công phay thô đạt được Ra10
2. Biện luận về chuẩn và kẹp chặt
+ Ta chọn mặt Blà mặt định vị chính khử 3 bậc tự do:quay quanh 0X, quay quanh 0Y, tịnh tiến theo 0Z
Mặt trụ ngoài Þ40 khử 2 bậc tự do: tịnh tiến theo 0X, tịnh tiến theo 0Y
Mặt trụ ngoài Þ40 khử 1 bậc tự do: quay quanh 0Z
+ Lực kẹp hướng vào mặt định vị
3. Biện luận về máy
Do chi tiết có kích thước nhỏ nên ta chọn máy phay đứng 6H12 để gia công
Các thông số kỹ thuật của máy
- Bề mặt làm việc của bàn: 320x1250
- Công suất động cơ: 7Kw
- Số vòng quay trục chính:301500(v/p)
- Giới hạn bước tiến của bàn: 301500 (mm/ph)
4. Biện luận việc chọn dao
+ Để phay thô mặt A ta chọn dao phay mặt đầu có gắn mảnh hợp kim cứng BK6. Ta dùng loại dao có các kích thước tra trong cuốn sổ tay công nghệ chế tạo máy ta có D=100, Z=8, d=32,B=50
+ Sử dụng đồ gá chuyên dùng
5. Chọn bậc thợ là 2/7
- NGUYÊN CÔNG IV: Phay tinh mặt B va C
1. Biện luận về độ nhám đạt được
Độ nhám đạt được khi gia công phay tinh đạt được Ra=2.5
2. Biện luận về chuẩn và kẹp chặt
+ Ta chọn mặt A là mặt định vị chính khử 3 bậc tự do:quay quanh 0X, quay quanh 0Y, tịnh tiến theo 0Z
Mặt trụ ngoài Þ40 khử 2 bậc tự do: tịnh tiến theo 0X, tịnh tiến theo 0Y
Mặt trụ ngoài Þ40 khử 1 bậc tự do: quay quanh 0Z
+ Lực kẹp hướng vào mặt định vị
3. Biện luận về máy
Do chi tiết có kích thước nhỏ nên ta chọn máy pha ngang 6H82 để gia công
Các thông số kỹ thuật của máy
- Bề mặt làm việc của bàn: 320x1250
- Công suất động cơ: 7Kw
- Số vòng quay trục chính:301500(v/p)
- Giới hạn bước tiến của bàn: 30900 (mm/ph)
4. Biện luận việc chọn dao
+ Để phay tinhặt A ta chọn dao phay mặt đầu có gắn mảnh hợp kim cứng BK6. Ta dùng loại dao có các kích thước tra trong cuốn sổ tay công nghệ chế tạo máy ta có D=160, Z=10, d=50,B=60
+ Sử dụng đồ gá chuyên dùng
5. Chọn bậc thợ là 2/7.
V. NGUYÊN CÔNG V:Phay tinh mặt A
1. Biện luận về độ nhám đạt được
Độ nhám đạt được khi gia công phay thô đạt được Ra=2.5
2. Biện luận về chuẩn và kẹp chặt
+ Ta chọn mặt B là mặt định vị chính khử 3 bậc tự do:quay quanh 0X, quay quanh 0Y, tịnh tiến theo 0Z
Mặt trụ ngoài Þ40 khử 2 bậc tự do: tịnh tiến theo 0X, tịnh tiến theo 0Y
Mặt trụ ngoài Þ40 khử 1 bậc tự do: quay quanh 0Z
+ Lực kẹp hướng vào mặt định vị
3. Biện luận về máy
Do chi tiết có kích thước nhỏ nên ta chọn máy pha đứng 6H12 để gia công
Các thông số kỹ thuật của máy
- Bề mặt làm việc của bàn: 320x1250
- Công suất động cơ: 7Kw
- Số vòng quay trục chính:301500(v/p)
- Giới hạn bước tiến của bàn: 301500 (mm/ph)
4. Biện luận việc chọn dao
+ Để phay tinht A ta chọn dao phay mặt đầu có gắn mảnh hợp kim cứng BK6. Ta dùng loại dao có các kích thước tra trong cuốn sổ tay công nghệ chế tạo máy ta có D=100, Z=8, d=32,B=50
+ Sử dụng đồ gá chuyên dùng
5.Chọn bậc thợ là 2/7
VI NGUYÊN CÔNG VI :Khoét-Doa lỗ 38+0.025
1. Thực hiện các bước:
v Bước 1:khoét thô lỗ 32 đạt kích thước 36+0.25 độ nhám bề mặt Ra10 ta có cấp độ nhám cấp 12
v Bước 2:Khoét tinh lỗ 36 đạt kích thước 37.5+0.062 độ nhám bề mặt Ra2.5 dung sai ta có cấp độ nhám cấp 9
v Bước 3:Doa thô đạt khích thước 37.9+0.039độ nhám bề mặt Ra1.25 ta có cấp độ nhám cấp 8
v Bước 4:Doa tinh đạt khích thước 38+0.025độ nhám bế mặt Ra0.63 ta có cấp độ nhám cấp 7
2. Biện luận về chuẩn và kẹp chặt
+ Ta chọn mặt A là mặt định vị chính khử 3 bậc tự do:quay quanh 0X, quay quanh 0Y, tịnh tiến theo 0Z
Mặt trụ ngoài Þ40 khử 2 bậc tự do: tịnh tiến theo 0X, tịnh tiến theo 0Y
Mặt trụ ngoài Þ40 khử 1 bậc tự do: quay quanh 0Z
+ Lực kẹp hướng vào mặt định vị chính ,mặt A
3. Biện luận về máy
Vì ở nguyên công này gia công lỗ nên ta chọn máy 2A55
Các thông số kỹ thuật của máy
+ Đường kính lớn nhất khoan được: 50mm
+ Côn moóc trục chính: N0=5
+ Công suất động cơ 4.5 Kw.
+ Số vòng quay trục chính: 30 1700(v/p).
+ Giới hạn bước tiến của bàn: 0,05¸ 2,2(mm/vòng).
4. Biện luận về chọn dao.
Vì có 4 bước nên ta có 4 dao:
a. Mũi khoét dài gắn mảnh hợp kim cứng có D=36mm, l=32mm,côn moóc số 4
b. Mũi khoét dài gắn mảnh hợp kim cứng có D=37.5mm , l=32mm,côn moóc số 4
c. Dao doa răng chắp có D=37.9mm,L=45mm, l=32mm, côn moóc số 3
d. Dao doa răng chắp có D=38mm,L=45mm, l=32mm, côn moóc số 3
5. Biện luận về bậc thợ:chọn bậc thợ 2/7.
VII. NGUYÊN CÔNG VII:Khoan,khoét 2lỗ Ư16+0.07
1. Thực hiện các bước:
v Bước 1:khoan lỗ đạt kích thước Ư15.5 , độ nhám bế mặt Ra10 ta có cấp độ nhám cấp 12
v Bước 2:Khoét lỗ Þ15.5 đạt kích thước Ư16+0.07 đo nhám bế mặt Ra6.3 ta có cấp độ nhám cấp 10
v Bước 3:khoan lỗ đạt kích thước Ư15.5 , độ nhám bế mặt Ra10 ta có cấp độ nhám cấp 12
v Bước 4:Khoét lỗ Þ15.5 đạt kích thước Ư16+0.07 đo nhám bế mặt Ra6.3 ta có cấp độ nhám cấp 10
2. Biện luận về chuẩn và kẹp chặt
+ Ta chọn mặt A là mặt định vị chính khử 3 bậc tự do:quay quanh 0X, quay quanh 0Y, tịnh tiến theo 0Z
Mặt trụ trong Þ38 khử 2 bậc tự do: tịnh tiến theo 0X, tịnh tiến theo 0Y
Mặt trụ ngoài Þ40 khử 1 bậc tự do: quay quanh 0Z
+ Lực kẹp hướng vào mặt định vị
3. Biện luận về máy
Vì kích thước Þ16 có đường kính nhỏ nên ta chọn máy khoan 2A135
Các thông số kỹ thuật của máy
+ Đường kính lớn nhất khoan được: 35mm
+ Côn moóc trục chính: N0=4
+ Công suất động cơ 6 Kw.
+ Số vòng quay trục chính: 68 1100(v/p).
+ Giới hạn bước tiến của bàn: 0,11¸ 1.6(mm/vòng )
4. Biện luận về chọn dao.
Vì có 4 bước nên ta có 4 dao:
a. Mũi khoan có d=15.5mm,L=80mm, l=50mm
- Mũi khoét có d=16mm,L=80mm, l=50mm
c. Mũi khoan có d=15.5mm,L=80mm, l=50mm
d Mũi khoan có d=16mm,L=80mm, l=50mm
5. Biện luận về bậc thợ:chọn bậc thợ 2/7
VIII. NGUYÊN CÔNG VIII:khoan lỗ Ư10
1. Biện luận về độ nhám đạt được
Độ nhám đạt được khi gia công phay thô đạt được Ra12.5
2. Biện luận về chuẩn và kẹp chặt
+ Ta chọn mặt A là mặt định vị chính khử 3 bậc tự do:quay quanh 0X, quay quanh 0Y, tịnh tiến theo 0Z
Mặt trụ trong Þ16 khử 2 bậc tự do: tịnh tiến theo 0X, tịnh tiến theo 0Y
Mặt trụ trong Þ16 khử 1 bậc tự do: quay quanh 0Z
+ Lực kẹp hướng vào mặt định vị chính, mặt A
3. Biện luận về máy
Do chi tiết có kích thước nhỏ nên ta chọn máy khoan 2A135
Vì ở nguyên công này gia công lỗ nên ta chọn máy 2A135
Các thông số kỹ thuật của máy
+ Đường kính lớn nhất khoan được: 35mm
+ Côn moóc trục chính: N0=4
+ Công suất động cơ 6 Kw.
+ Số vòng quay trục chính: 68 1100(v/p).
+ Giới hạn bước tiến của bàn: 0,11¸ 1.6(mm/vòng )
4. Biện luận việc chọn dao
Để khoan lỗ Ư10 ta sử dụng mũi khoan ruot gà chuôi trụ có L=120,d=10,l=100
+ Sử dụng đồ gá chuyên dùng
5. Chọn bậc thợ là 2/7
IX.NGUYÊN CÔNG IX:TỔNG KIỂM TRA:
Kiểm tra kích thước và độ nhám đạt được của chi tiết sau khi gia công và đảm bảo các yêu cầu kỹ thuật sau:
-Dung sai độ phẳng của mặt A,B,C Ư 0.008