ĐỒ ÁN TỐT NGHIỆP GIA CÔNG CHI TIẾT CÀNG CUA TRƯỜNG QUÂN SỰ



NỘI DUNG ĐỒ ÁN
ĐỒ ÁN TỐT NGHIỆP GIA CÔNG CHI TIẾT CÀNG CUA
PHẦN I
PHÂN TÍCH CHI TIẾT GIA CÔNG
- NGHIÊN CỨU CHỨC NĂNG, YÊU CẦU KỸ THUẬT VÀ KẾT CẤU CỦA CHI TIẾT.
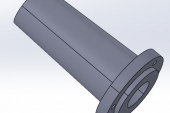
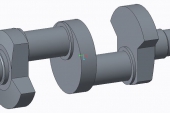
CHI TIẾT GIA CÔNG LÀ CÀNG CUA, THUỘC DẠNG CÀNG, CHỨC NĂNG BIẾN CHUYỂN ĐỘNG QUAY THÀNH CHUYỂN ĐỘNG TỊNH TIẾN VÀ NGƯỢC LẠI CÓ THỂ BIẾN CHUYỂN ĐỘNG TỊNH TIẾN THÀNH CHUYỂN ĐỘNG QUAY, CHI TIẾT ĐƯỢC SỬ DỤNG TRONG KẾT CẤU CỦA VŨ KHÍ. CHI TIẾT CÓ ĐẶC ĐIỂM CHÍNH :
- BIÊN DẠNG CHI TIẾT CÓ HÌNH DẠNG RẤT PHỨC TẠP
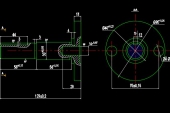
- ĐẦU NHỎ CÓ LỖ CƠ BẢN 13.
- ĐẦU TO CÓ LỖ Æ60, 3 LỖ REN ĐỂ GHÉP VỚI CHI TIẾT LÀM VIỆC KHÁC, RÃNH 14, RÃNH THÔNG 11, LỖ REN M20.
CÁC BỀ MẶT LÀM VIỆC CHÍNH :
- MẶT BÊN, CÁC MẶT NÀY CÓ THỂ ĐƯỢC TIẾP XÚC VỚI MẶT PHẲNG CỦA CHI TIẾT ĐƯỢC LẮP GHÉP VỚI NÓ
- CÁC MẶT TRỤ TRONG CỦA CÁC LỖ ĐƯỢC LẮP GHÉP VỚI CÁC ĐOẠN TRỤC HOẶC CHỐT NÀO ĐÓ
- RÃNH NHỎ ĐỂ LẮP GHÉP THEN
- LỖ REN ĐỂ NÓI GHÉP VỚI CHI TIẾT KHÁC
ĐIỀU KIỆN LÀM VIỆC CỦA CHI TIẾT, CHI TIẾT CHỊU TẢI TRỌNG ĐỘNG, CÓ VA ĐẬP DẠNG CHU KỲ, CÁC BỀ MẶT LẮP GHÉP LÀM VIỆC CHÍNH CHỊU MÀI MÒN TRONG QUÁ TRÌNH LÀM VIỆC .DO VẬY TRONG QUÁ TRÌNH LÀM VIỆC CHI TIẾT CHỊU PHÁ HUỶ MỎI, MÒN.
ĐỘ CHÍNH XÁC, ĐỘ NHÁM BỀ MẶT,CƠ TÍNH CỦA VẬT LIỆU CÓ ẢNH HƯỞNG LỚN
ĐẾN CHẤT LƯỢNG LÀM VIỆC CỦA CHI TIẾT.DO VẬY YÊU CẦU CỦA CHI TIẾT KHI
CHẾ TẠO PHẢI ĐẢM BẢO CÁC YÊU CẦU SAU:
- CHI TIẾT CÓ ĐỘ BỀN MỎI CAO
- ĐỘ CỨNG VỮNG CAO, TRONG QUÁ TRÌNH GIA CÔNG, TRONG QUÁ TRÌNH SỬ
DỤNG
- ĐỘ CHÍNH XÁC, ĐỘ NHÁM PHẢI ĐẢM BẢO THEO YÊU CẦU
- TIẾN HÀNH NHIỆT LUYỆN ĐẠT ĐỘ CỨNG THEO YÊU CẦU
II. PHÂN TÍCH TÍNH CÔNG NGHỆ CỦA CHI TIẾT
CHI TIẾT CẦN GIA CÔNG LÀ CÀNG CUA CÓ DẠNG CÀNG KẾT CẤU CHI TIẾT VỚI BIÊN DẠNG PHỨC
TẠP NÊN TRONG CHẾ TẠO PHÔI NẾU RÈN TỰ DO HOẶC CÁN XẼ GẶP KHÓ KHĂN, TRONG
GIA CÔNG CƠ DO KẾT CẤU PHỨC TẠP NÊN KHÓ KHĂN TRONG ĐẢM BẢO ĐỘ CỨNG
VỮNG TRONG GIA CÔNG CƠ
CHI TIẾT DẠNG TẤM DÀY HAI MẶT BÊN SONG SONG NHAU NÊN THUẬN TIỆN TRONG QUÁ TRÌNH GIA CÔNG NHIỀU CHI TIẾT CÙNG MỘT LÚC
HÌNH DÁNG CỦA CÀNG THUẬN LỢI CHO VIỆC CHỌN CHUẨN THÔ VÀ CHUẨN TINH
THỐNG NHẤT (CÁC MẶT TRỤ NGOÀI VÀ CÁC MẶT ĐẦU)
CHI TIẾT KHÔNG CÓ TÍNH ĐÔÍ XỨNG NÊN KHÓ KHĂN TRONG QUÁ TRÌNH ĐỊNH VỊ CHI TIẾT
PHẦN II
CHỌN PHÔI VÀ PHƯƠNG PHÁP TẠO PHÔI
CHI TIẾT CÓ DẠNG CÀNG CÓ KẾT CẤU TƯƠNG ĐỐI PHỨC TẠP,ĐỂ CHẾ TẠO CHI TIẾT CÓ
THỂ SỬ DỤNG PHÔI ĐÚC, RÈN KHUÔN,DẬP NÓNG TRONG KHUÔN HỞ
- ĐỐI VỚI PHƯƠNG PHÁP ĐÚC, THƯỜNG LÀ ĐÚC CÁC LOẠI CÀNG LÀ THÉP CÁCBON, THÉP HỢP KIM VÀ GANG GRAFIT CẦU. PHƯƠNG PHÁP ĐÚC CÓ NHỮNG ƯU ĐIỂM NHƯ: TRỌNG LƯỢNG PHÔI VÀ LƯỢNG DƯ GIA CÔNG NHỎ, ĐỒNG THỜI CÓ THỂ ĐÚC ĐƯỢC NHỮNG KẾT CẤU PHỨC TẠP CỦA CHI TIẾT KHIẾN CHO VIỆC PHÂN BỐ KHỐI LƯỢNG BÊN TRONG TRỤC KHUỶU CÓ THỂ THỰC HIỆN THEO Ý MUỐN ĐỂ ĐẠT ĐƯỢC SỨC BỀN CAO NHẤT. TUY NHIÊN PHƯƠNG PHÁP ĐÚC CÒN CÓ RẤT NHIỀU NHƯỢC ĐIỂM, ĐÓ LÀ:
- THÀNH PHẦN KIM LOẠI ĐÚC KHÓ ĐỒNG ĐỀU; THÉP KẾT TINH KHÔNG ĐỀU TINH THỂ PHÍA TRONG THÔ HƠN TINH THỂ PHÍA NGOÀI, GANG GRAFIT CẦU CÓ QUÁ TRÌNH CẦU HOÁ KHÔNG HOÀN TOÀN NÊN ẢNH HƯỞNG ĐẾN SỨC BỀN CỦA CHI TIẾT.
- DỄ XẢY RA CÁC KHUYẾT TẬT ĐÚC NHƯ RỖ NGÓT, RỖ KHÍ, RẠN NỨT NGẦM,..
- CHI TIẾT CÓ KẾT CẤU KHÔNG ĐỀU NÊN KHI NGUỘI XẼ KHÔNG ĐỀU ẢNH HƯỞNG ĐẾN CƠ TÍNH CỦA CHI TIẾT
- SỨC BỀN KÉO , NÉN TẠI CÁC BỀ MẶT CHUYỂN TIẾP KÉM
ĐỐI VỚI PHƯƠNG PHÁP RÈN THƯỜNG ÁP DỤNG VỚI CHI TIẾT CÓ KẾT CẤU ĐƠN GIẢN, TRƯỚC KHI GIA CÔNG TA PHẢI TIẾN HÀNH Ủ VÀ THƯỜNG HOÁ ĐỂ KHỬ NỘI LỰC. TRƯỚC KHI MÀI PHẢI TÔI HOẶC RAM. NĂNG SUẤT KHÔNG CAO, THƯỜNG ÁP DỤNG CHO DẠNG SẢN XUẤT LOẠT NHỎ.
ĐỐI VỚI PHƯƠNG PHÁP DẬP CÓ NHỮNG ƯU ĐIỂM:
CƠ TÍNH CỦA PHÔI CAO TĂNG SỨC BỀN MỎI CỦA CHI TIẾT TRONG QUÁ TRÌNH LÀM VIỆC
- HÌNH DÁNG PHÔI SÁT CHI TIẾT CẦN GIA CÔNG
- LƯỢNG DƯ GIA CÔNG NHỎ
- TÍNH CẮT GỌT CAO
VỚI ĐIỀU KIỆN LÀM VIỆC CỦA CHI TIẾT CHỊU TẢI TRỌNG ĐỘNG VÀ MÀI MÒN
CAO, ĐÒI HỎI CƠ TÍNH CỦA CHI TIẾT PHẢI CÓ SỨC BỀN MỎI CAO,ĐỒNG THỜI TĂNG
ĐỘ CỨNG VỮNG CỦA CHI TIẾT TRONG QUÁ TRÌNH GIA CÔNG, TA SỬ DỤNG PHÔI CHẾ
TẠO CHI TIẾT LÀ PHÔI DẬP SỬ DỤNG PHƯƠNG PHÁP DẬP NÓNG TRONG KHUÔN HỞ.
PHẦN III
THIẾT KẾ QUÁ TRÌNH CÔNG NGHỆ
I. LẬP TRÌNH TỰ GIA CÔNG.
CHI TIẾT ĐƯỢC GIA CÔNG VỚI DẠNG SẢN XUẤT LOẠT VỪA VÀ VỚI ĐIỀU KIỆN NỀN
CÔNG NGHIỆP CỦA VIỆT NAM HIỆN NAY CẦN BẢO ĐẢM SẢN LƯỢNG LỚN, DO VẬY NÊN
SỬ DỤNG PHƯƠNG PHÁP PHÂN TÁN NGUYÊN CÔNG.
ĐỐI VỚI CHI TIẾT CHI TIẾT NÀY TA CÓ THỂ PHÂN CHIA THÀNH CÁC NGUYÊN CÔNG,
THỨ TỰ THỰC HIỆN CÁC NGUYÊN CÔNG NHƯ SAU.
- NGUYÊN CÔNG 1: PHAY 2 MẶT BÊN CỦA CÀNG CUA.
- NGUYÊN CÔNG 2: KHOÉT THÔ LỖ Æ 60.
- NGUYÊN CÔNG 3: DOA THÔ LỖ, DOA TINH,VÁT MÉP LỖ Æ 60.
- NGUYÊN CÔNG 4: KHOAN LỖ Æ 13.
- NGUYÊN CÔNG 5: DOA THÔ LỖ, DOA TINH LỖ CƠ BẢN Æ 13.
- NGUYÊN CÔNG 6: KHOAN LỖ THOÁT DAO Æ4,KHOAN, TARO REN 3 LỖ M8.
- NGUYÊN CÔNG 7: KHOAN, TARO REN LỖ M20.
- NGUYÊN CÔNG 8: PHAY GÓC 12X15.
- NGUYÊN CÔNG 9: PHAY RÃNH 14.
- NGUYÊN CÔNG 10: PHAY RÃNH 11.
- NGUYÊN CÔNG 11: NHIỆT LUYỆN.
- NGUYÊN CÔNG12: NÉN THẲNG CHI TIẾT.
- NGUYÊN CÔNG 13:MÀI THÔ, MÀI TINH LỖ Æ60
- NGUYÊN CÔNG14:MÀI THÔ, MÀI TINH LỖ Æ13
II. THIẾT KẾ NGUYÊN CÔNG CÔNG NGHỆ.
1.NGUYÊN CÔNG1: PHAY 2 MẶT PHẲNG CỦA CÀNG CUA.
- CHỌN CHUẨN ĐỂ GIA CÔNG LÀ MẶT PHẲNG CÒN LẠI CỦA CÀNG CUA
- CHỌN ĐỒ GÁ CHUYÊN DÙNG
- SƠ ĐỒ GÁ ĐẶT:
o CHI TIẾT ĐƯỢC ĐẶT LÊN PHIẾN TỲ PHẲNG HẠN CHẾ 3 BẬC TỰ DO
o CHỐT TRỤ NGẮN HẠN CHẾ 2 BẬC TỰ DO
o CHỐT CHỐNG XOAY HẠN CHẾ 1 BẬC TỰ DO
o PHƯƠNG, CHIỀU, ĐIỂM ĐẶT CỦA LỰC KẸP NHƯ HÌNH VẼ
- CHỌN MÁY : SỬ DỤNG MÁY PHAY ĐỨNG VẠN NĂNG CÔNGXÔN 6P10
+ ĐƯỜNG KÍNH LỖ TRỤC CHÍNH :17MM
+ ĐƯỜNG KÍNH TRỤC GÁ DAO: 22; 27; 32; 40 MM
+ SỐ CẤP TỐC ĐỘ TRỤC CHÍNH: 12
+ PHẠM VI TỐC ĐỘ TRỤC CHÍNH 50-2240 VG/PH
+ CÔNG SUẤT ĐỘNG CƠ CHÍNH: 2,8 KW
+CÔNG SUẤT ĐỘNG CƠ CHẠY DAO: 0,6 KW
- CẤU TRÚC NGUYÊN CÔNG :
+PHAY MẶT PHẲNG THỨ NHẤT
+PHAY MẶT PHẲNG THỨ HAI
- CHỌN DỤNG CỤ GIA CÔNG :
VỚI LOẠI MÁY ĐÃ CHỌN VÀ BỀ MẶT GIA CÔNG (PHÔI DẬP) CHỌN DAO PHAY
MẶT ĐẦU, VẬT LIỆU CHẾ TẠO DAO LÀ THÉP GIÓ (P18), THÔNG SỐ TRA BẢNG
4-92(SỔ TAY CNCTM T1)
- ĐƯỜNG KÍNH NGOÀI CỦA DAO : D = 80 MM
- CHIỀU RỘNG CỦA DAO : L = 45 MM
- ĐƯỜNG KÍNH TRONG CỦA DAO : D = 32 MM
- SỐ RĂNG : Z =16
2. NGUYÊN CÔNG 2: KHOÉT THÔ LỖ Æ60.
- CHỌN CHUẨN ĐỂ GIA CÔNG:
o PHIẾN TỲ PHẲNG HẠN CHẾ 3 BẬC TỰ DO
o 2 CHỐT TỲ CÙNG 1 PHIẾN TỲ HẠN CHẾ 3 BẬC TỰ DO
- CHỌN ĐỒ GÁ CHUYÊN DÙNG
- SƠ ĐỒ GÁ ĐẶT:
o CHI TIẾT ĐƯỢC ĐẶT LÊN PHIẾN TỲ PHẲNG HẠN CHẾ 3 BẬC TỰ DO
o 2 CHỐT TRỤ NGẮN CÙNG PHIẾN TỲ HẠN CHẾ 3 BẬC TỰ DO CÒN LẠI
o PHƯƠNG, CHIỀU, ĐIỂM ĐẶT CỦA LỰC KẸP NHƯ HÌNH VẼ
- CHỌN MÁY :
- SỬ DỤNG MÁY KHOAN, KHOÉT, DOA LIÊN HỢP CỦA NGA 6902. CÁC THÔNG SỐ CƠ BẢN: BẢNG 9-31 (SỔ TAY CNCTMT3)
+ KÍCH THƯỚC BỀ MẶT LÀM VIỆC CỦA BÀN 320X250
+ SỐ VỊ TRÍ TRONG Ổ CHỨA DAO 30
+ ĐƯỜNG KÍNH LỚN NHẤT CỦA DỤNG CỤ ĐƯỢC LẮP VÀO Ổ CHỨA DAO
- KHÔNG CÓ VỎ CHỨA: 63 MM
- CÓ VỎ CHỨA 100 MM
+ SỐ CẤP TỘ TRỤC CHÍNH 18
+ SỐ VÒNG QUAY TRỤC CHÍNH :50-2500(VG/PH)
+ SỐ LƯỢNG CẤP CHẠY DAO LÀM VIỆC :22
- + CÔNG SUẤT ĐỘNG CƠ TRUYỀN DẪN CHÍNH :3 KW
- CẤU TRÚC NGUYÊN CÔNG :
o KHOÉT LỖ
- CHỌN DỤNG CỤ GIA CÔNG :
+ DỤNG CỤ ĐỂ KHOÉT: MŨI KHOÉT LẮP MẢNH HỢP KIM CỨNG, CHUÔI LẮP.
CÁC THÔNG SỐ HÌNH HỌC CỦA MŨI KHOÉT CHO TRONG BẢNG 4-47,4-48 (SỔ TAY CNCTMT1)
- ĐƯỜNG KÍNH MŨI KHOÉT D = 60 MM
- CHIỀU DÀI TOÀN BỘ L= 200 MM
- CHIỀU DÀI PHẦN LÀM VIỆC L =100 MM
- ĐƯỜNG KÍNH LỖ LẮP GHÉP D = 32 MM
3. NGUYÊN CÔNG 3: DOA THÔ, DOA TINH, VÁT MÉP LỖ Æ60.
- CHỌN CHUẨN ĐỂ GIA CÔNG:
o PHIẾN TỲ PHẲNG HẠN CHẾ 3 BẬC TỰ DO
o 2 CHỐT TỲ CÙNG 1 PHIẾN TỲ HẠN CHẾ 3 BẬC TỰ DO
- CHỌN ĐỒ GÁ CHUYÊN DÙNG
- SƠ ĐỒ GÁ ĐẶT:
o CHI TIẾT ĐƯỢC ĐẶT LÊN PHIẾN TỲ PHẲNG HẠN CHẾ 3 BẬC TỰ DO
o 2 CHỐT TRỤ NGẮN CÙNG PHIẾN TỲ HẠN CHẾ 3 BẬC TỰ DO CÒN LẠI
o PHƯƠNG, CHIỀU, ĐIỂM ĐẶT CỦA LỰC KẸP NHƯ HÌNH VẼ
- CHỌN MÁY :
- SỬ DỤNG MÁY KHOAN, KHOÉT, DOA LIÊN HỢP CỦA NGA 6902. CÁC THÔNG SỐ CƠ BẢN: BẢNG 9-31 (SỔ TAY CNCTMT3)
+ KÍCH THƯỚC BỀ MẶT LÀM VIỆC CỦA BÀN 320X250
+ SỐ VỊ TRÍ TRONG Ổ CHỨA DAO 30
+ ĐƯỜNG KÍNH LỚN NHẤT CỦA DỤNG CỤ ĐƯỢC LẮP VÀO Ổ CHỨA DAO
- KHÔNG CÓ VỎ CHỨA: 63 MM
- CÓ VỎ CHỨA 100 MM
+ SỐ CẤP TỘ TRỤC CHÍNH 18
+ SỐ VÒNG QUAY TRỤC CHÍNH :50-2500(VG/PH)
+ SỐ LƯỢNG CẤP CHẠY DAO LÀM VIỆC :22
- + CÔNG SUẤT ĐỘNG CƠ TRUYỀN DẪN CHÍNH :3 KW
- CẤU TRÚC NGUYÊN CÔNG :
o DOA THÔ LỖ
o DOA TINH LỖ
o VÁT MÉP
- CHỌN DỤNG CỤ GIA CÔNG:
+ DỤNG CỤ ĐỂ DOA THÔ: KÍCH THƯỚC VÀ THÔNG SỐ HÌNH HỌC CỦA DAO TRA BẢNG 4- 49, 4-50, 4-53 (SỔ TAY CNCTMT1), MŨI DOA CÓ GẮN CÁC LƯỠI BẰNG THÉP GIÓ, CHUÔI LẮP.
- ĐƯỜNG KÍNH NGOÀI D = 60 MM
- CHIỀU DÀI TOÀN BỘ L = 90 MM
- CHIỀU DÀI PHẦN LÀM VIỆC L = 40 MM
-,F=0.2; F1=1.2
+ DỤNG CỤ ĐỂ KHOÉT TINH: KÍCH THƯỚC VÀ THÔNG SỐ HÌNH HỌC CỦA DAO TRA BẢNG 4- 49, 4-50, 4-53 (SỔ TAY CNCTMT1), MŨI DOA CÓ GẮN CÁC LƯỠI BẰNG THÉP GIÓ, CHUÔI LẮP.
- ĐƯỜNG KÍNH NGOÀI D = 60 MM
- CHIỀU DÀI TOÀN BỘ L = 90 MM
- CHIỀU DÀI PHẦN LÀM VIỆC L = 40 MM
-,F=0.2; F1=1.2
+ DỤNG CỤ VÁT MÉP: DAO VÁT MÉP
4. NGUYÊN CÔNG 4: KHOAN LỖ Æ13
CHỌN CHUẨN ĐỂ GIA CÔNG: MẶT TRỤ TRONG Æ60, MẶT PHẲNG VÀ MẶT BÊN CỦA CHI TIẾT.
- CHỌN ĐỒ GÁ CHUYÊN DÙNG:
- SƠ ĐỒ GÁ ĐẶT:
+ MẶT TỲ PHẲNG HẠN CHẾ 3 BẬC TỰ DO.
+ MẶT TRỤ TRONG Æ60 HẠN CHẾ 2 BẬC TỰ DO, DÙNG CHI TIẾT ĐỊNH VỊ LÀ CHỐT TRỤ NGẮN.
+ SỬ DỤNG 1 CHỐT CHỐNG XOAY, HẠN CHẾ 1 BẬC TỰ DO.
+ PHƯƠNG, CHIỀU, ĐIỂM ĐẶT CỦA LỰC KẸP NHƯ HÌNH VẼ.
- CHỌN MÁY ĐỂ GIA CÔNG: SỬ DỤNG MÁY KHOAN, KHOÉT, DOA LIÊN HỢP CỦA NGA 6902
CÁC THÔNG SỐ CƠ BẢN: BẢNG 9-31 (SỔ TAY CNCTMT3)
+ KÍCH THƯỚC BỀ MẶT LÀM VIỆC CỦA BÀN 320X250
+ SỐ VỊ TRÍ TRONG Ổ CHỨA DAO 30
+ ĐƯỜNG KÍNH LỚN NHẤT CỦA DỤNG CỤ ĐƯỢC LẮP VÀO Ổ CHỨA DAO
- KHÔNG CÓ VỎ CHỨA: 63 MM
- CÓ VỎ CHỨA 100 MM
+ SỐ CẤP TỘ TRỤC CHÍNH 18
+ SỐ VÒNG QUAY TRỤC CHÍNH :50-2500(VG/PH)
+ SỐ LƯỢNG CẤP CHẠY DAO LÀM VIỆC :22
+ CÔNG SUẤT ĐỘNG CƠ TRUYỀN DẪN CHÍNH :3 KW
- CẤU TRÚC NGUYÊN CÔNG :
+ KHOAN
- CHỌN DỤNG CỤ ĐỂ GIA CÔNG :
+ DỤNG CỤ ĐỂ KHOAN: SỬ DỤNG MŨI KHOAN RUỘT GÀ THÉP GIÓ LOẠI TRUNG BÌNH CÁC THÔNG SỐ HÌNH HỌC CỦA MŨI KHOAN:
- ĐƯỜNG KÍNH MŨI KHOAN D = 12 MM
- CHIỀU DÀI TOÀN BỘ L = 102 MM
- CHIỀU DÀI PHẦN LÀM VIỆC L = 51 MM
5. NGUYÊN CÔNG 5: DOA THÔ, DOA TINH LỖ Æ13
CHỌN CHUẨN ĐỂ GIA CÔNG: MẶT TRỤ TRONG Æ60, MẶT PHẲNG VÀ MẶT BÊN CỦA CHI TIẾT.
- CHỌN ĐỒ GÁ CHUYÊN DÙNG:
- SƠ ĐỒ GÁ ĐẶT:
+ MẶT TỲ PHẲNG HẠN CHẾ 3 BẬC TỰ DO.
+ MẶT TRỤ TRONG Æ60 HẠN CHẾ 2 BẬC TỰ DO, DÙNG CHI TIẾT ĐỊNH VỊ LÀ CHỐT TRỤ NGẮN.
+ SỬ DỤNG 1 CHỐT CHỐNG XOAY, HẠN CHẾ 1 BẬC TỰ DO.
+ PHƯƠNG, CHIỀU, ĐIỂM ĐẶT CỦA LỰC KẸP NHƯ HÌNH VẼ.
- CHỌN MÁY ĐỂ GIA CÔNG: SỬ DỤNG MÁY KHOAN, KHOÉT, DOA LIÊN HỢP CỦA NGA 6902
CÁC THÔNG SỐ CƠ BẢN: BẢNG 9-31 (SỔ TAY CNCTMT3)
+ KÍCH THƯỚC BỀ MẶT LÀM VIỆC CỦA BÀN 320X250
+ SỐ VỊ TRÍ TRONG Ổ CHỨA DAO 30
+ ĐƯỜNG KÍNH LỚN NHẤT CỦA DỤNG CỤ ĐƯỢC LẮP VÀO Ổ CHỨA DAO
- KHÔNG CÓ VỎ CHỨA: 63 MM
- CÓ VỎ CHỨA 100 MM
+ SỐ CẤP TỘ TRỤC CHÍNH 18
+ SỐ VÒNG QUAY TRỤC CHÍNH :50-2500(VG/PH)
+ SỐ LƯỢNG CẤP CHẠY DAO LÀM VIỆC :22
+ CÔNG SUẤT ĐỘNG CƠ TRUYỀN DẪN CHÍNH :3 KW
- CẤU TRÚC NGUYÊN CÔNG :
+ DOA THÔ.
+ DOA TINH.
- CHỌN DỤNG CỤ ĐỂ GIA CÔNG :
+ DỤNG CỤ ĐỂ DOA THÔ: KÍCH THƯỚC VÀ THÔNG SỐ HÌNH HỌC CỦA DAO TRA BẢNG 4-49, 4-50, 4-53 (SỔ TAY CNCTMT1), MŨI DOA LIỀN KHỐI, CHUÔI TRỤ KIỂU I.
- ĐƯỜNG KÍNH NGOÀI D =13 MM
- CHIỀU DÀI TOÀN BỘ L = 120 MM
- CHIỀU DÀI PHẦN LÀM VIỆC L = 52 MM
-,F=0.8; F1=0.15
+ DỤNG CỤ ĐỂ DOA THÔ: KÍCH THƯỚC VÀ THÔNG SỐ HÌNH HỌC CỦA DAO TRA BẢNG 4-49, 4-50, 4-53 (SỔ TAY CNCTMT1), MŨI DOA LIỀN KHỐI, CHUÔI TRỤ KIỂU I.
- ĐƯỜNG KÍNH NGOÀI D =13 MM
- CHIỀU DÀI TOÀN BỘ L = 120 MM
- CHIỀU DÀI PHẦN LÀM VIỆC L = 52 MM
-,F=0.8; F1=0.15
6. NGUYÊN CÔNG 6: KHOAN LỖ THOÁT DAO Æ4; KHOAN, TARO REN 3 LỖ M8
CHỌN CHUẨN ĐỂ GIA CÔNG: MẶT TRỤ TRONG Æ60, MẶT PHẲNG VÀ MẶT BÊN CỦA CHI TIẾT.
- CHỌN ĐỒ GÁ CHUYÊN DÙNG:
- SƠ ĐỒ GÁ ĐẶT:
+ MẶT TỲ PHẲNG HẠN CHẾ 3 BẬC TỰ DO.
+ MẶT TRỤ TRONG Æ60 HẠN CHẾ 2 BẬC TỰ DO, DÙNG CHI TIẾT ĐỊNH VỊ LÀ CHỐT TRỤ NGẮN.
+ MẶT TRỤ TRONG Æ13 HẠN CHẾ 1 BẬC TỰ DO, DÙNG CHI TIẾT ĐỊNH VỊ LÀ CHỐT VÁT
+ PHƯƠNG, CHIỀU, ĐIỂM ĐẶT CỦA LỰC KẸP NHƯ HÌNH VẼ.
- CHỌN MÁY ĐỂ GIA CÔNG: SỬ DỤNG MÁY KHOAN, KHOÉT, DOA LIÊN HỢP CỦA NGA 6902
CÁC THÔNG SỐ CƠ BẢN: BẢNG 9-31 (SỔ TAY CNCTMT3)
+ KÍCH THƯỚC BỀ MẶT LÀM VIỆC CỦA BÀN 320X250
+ SỐ VỊ TRÍ TRONG Ổ CHỨA DAO 30
+ ĐƯỜNG KÍNH LỚN NHẤT CỦA DỤNG CỤ ĐƯỢC LẮP VÀO Ổ CHỨA DAO
- KHÔNG CÓ VỎ CHỨA: 63 MM
- CÓ VỎ CHỨA 100 MM
+ SỐ CẤP TỘ TRỤC CHÍNH 18
+ SỐ VÒNG QUAY TRỤC CHÍNH :50-2500(VG/PH)
+ SỐ LƯỢNG CẤP CHẠY DAO LÀM VIỆC :22
+ CÔNG SUẤT ĐỘNG CƠ TRUYỀN DẪN CHÍNH :3 KW
- CẤU TRÚC NGUYÊN CÔNG :
+ KHOAN LỖ Æ4
+ KHOAN 3 LỖ Æ6,5
+ TARÔ REN 3 LỖ M8
- CHỌN DỤNG ĐỂ GIA CÔNG :
+ DỤNG CỤ ĐỂ KHOAN Æ4: SỬ DỤNG MŨI KHOAN RUỘT GÀ THÉP GIÓ KIỂU IV, CÁC THÔNG SỐ HÌNH HỌC CỦA MŨI KHOAN:
- ĐƯỜNG KÍNH MŨI KHOAN D = 4 MM
- CHIỀU DÀI TOÀN BỘ L = 90 MM
- CHIỀU DÀI PHẦN LÀM VIỆC L = 60 MM
+ DỤNG CỤ ĐỂ KHOAN Æ6,5: SỬ DỤNG MŨI KHOAN RUỘT GÀ THÉP GIÓ KIỂU IV, KÍCH THƯỚC VÀ THÔNG SỐ HÌNH HỌC TRA BẢNG 4-41, (SỔ TAY CNCTMT1),
- ĐƯỜNG KÍNH NGOÀI D =6,5 MM
- CHIỀU DÀI TOÀN BỘ L = 125 MM
- CHIỀU DÀI PHẦN LÀM VIỆC L = 85 MM
+ DỤNG CỤ ĐỂ TARÔ: SỬ DỤNG TA RÔ NGẮN CÓ CỔ DÙNG CHO REN HỆ MÉT, KÍCH THƯỚC VÀ THÔNG SỐ HÌNH HỌC TRA BẢNG 4-135:
- ĐƯỜNG KÍNH D =8 MM
- CHIỀU DÀI TOÀN BỘ L = 80 MM
- CHIỀU DÀI PHẦN LÀM VIỆC L = 24 MM
7.NGUYÊN CÔNG 7: KHOAN, TARO REN M20
CHỌN CHUẨN TINH ĐỂ GIA CÔNG: 1 MẶT PHẲNG ĐÃ GIA CÔNG, 2 MẶT TRỤ TRONG Æ60,Æ13
- CHỌN ĐỒ GÁ CHUYÊN DÙNG:
- SƠ ĐỒ GÁ ĐẶT:
+ BỀ MẶT ĐỊNH VỊ 1 MẶT PHẲNG HẠN CHẾ 3 BẬC TỰ DO, CHI TIẾT ĐỊNH VỊ SỬ DỤNG 2 PHIẾN TỲ.
+ MẶT TRỤ TRONG LỖ Æ60 HẠN CHẾ 2 BẬC TỰ DO, DÙNG CHI TIẾT ĐỊNH VỊ LÀ CHỐT TRỤ NGẮN.
+ MẶT TRỤ TRONG LỖ Æ13 HẠN CHẾ 1 BẬC TỰ DO, DÙNG CHI TIẾT ĐỊNH VỊ LÀ CHỐT TRÁM.
+ PHƯƠNG, CHIỀU, ĐIỂM ĐẶT CỦA LỰC KẸP NHƯ HÌNH VẼ.
- CHỌN MÁY ĐỂ GIA CÔNG: SỬ DỤNG MÁY KHOAN, KHOÉT, DOA LIÊN HỢP CỦA NGA 6904
CÁC THÔNG SỐ CƠ BẢN: BẢNG 9-31 (SỔ TAY CNCTMT3 )
+ KÍCH THƯỚC BỀ MẶT LÀM VIỆC CỦA BÀN 500X400
+ SỐ VỊ TRÍ TRONG Ổ CHỨA DAO 30
+ ĐƯỜNG KÍNH LỚN NHẤT CỦA DỤNG CỤ ĐƯỢC LẮP VÀO Ổ CHỨA DAO
- KHÔNG CÓ VỎ CHỨA: 63 MM
- CÓ VỎ CHỨA: 160 MM
+ SỐ CẤP TỘ TRỤC CHÍNH 19
+ SỐ VÒNG QUAY TRỤC CHÍNH :32-2000(VG/PH)
+ SỐ LƯỢNG CẤP CHẠY DAO LÀM VIỆC :31
+ CÔNG SUẤT ĐỘNG CƠ TRUYỀN DẪN CHÍNH 4.5 KW
- CẤU TRÚC NGUYÊN CÔNG :
+ KHOAN
+ TARO REN
- CHỌN DỤNG CỤ ĐỂ GIA CÔNG :
+ DỤNG CỤ ĐỂ KHOAN: SỬ DỤNG MŨI KHOAN RUỘT GÀ ĐUÔI CÔN, CÁC THÔNG SỐ KÍCH THƯỚC, HÌNH HỌC TRA BẢNG 4-41, 4-42, 4-44,
- ĐƯỜNG KÍNH CỦA MŨI KHOAN D = 17MM
- CHIỀU DÀI TOÀN BỘ L=235 MM
- CHIỀU DÀI PHẦN LÀM VIỆC L = 154 MM
-
+ DỤNG CỤ TARO REN: SỬ DỤNG TARO NGẮN CÓ CHUÔI CÔN CHUYỂN TIẾP CÁC THÔNG SỐ HÌNH HỌC
- ĐƯỜNG KÍNH DANH NGHĨA D = 20 MM
- CHIỀU DÀI TOÀN BỘ L = 149 MM
- CHIỀU DÀI PHẦN LÀM VIỆC L =37MM
8. NGUYÊN CÔNG 8: PHAY GÓC 12X15 MM
- CHỌN CHUẨN TINH ĐỂ GIA CÔNG :1 MẶT PHẲNG, 2 MẶT TRỤ TRONG CỦA 2 LỖ CƠ BẢN.
- CHỌN ĐỒ GÁ CHUYÊN DÙNG:
- SƠ ĐỒ GÁ ĐẶT:
+ MẶT PHẲNG ĐỊNH VỊ HẠN CHẾ 3 BẬC TỰ DO, CHI TIẾT ĐỊNH VỊ SỬ DỤNG 2 PHIẾN TỲ.
+ MẶT TRỤ TRONG LỖ Æ60 HẠN CHẾ 2 BẬC TỰ DO, DÙNG CHI TIẾT ĐỊNH VỊ LÀ CHỐT TRỤ NGẮN.
+ MẶT TRỤ TRONG LỖ Æ13 HẠN CHẾ 1 BẬC TỰ DO, DÙNG CHI TIẾT ĐỊNH VỊ LÀ CHỐT VÁT.
+ PHƯƠNG, CHIỀU, ĐIỂM ĐẶT CỦA LỰC KẸP NHƯ HÌNH VẼ.
- CHỌN MÁY ĐỂ GIA CÔNG: SỬ DỤNG MÁY PHAY NGANG VẠN NĂNG 6H81, CÁC THÔNG SỐ CỦA MÁY TRA BẢNG 9-38 (SỔ TAY CNCTMT3 )
+ ĐƯỜNG KÍNH LỖ TRỤC CHÍNH :17MM
+ ĐƯỜNG KÍNH TRỤC GÁ DAO: 22;27;32 MM
+SỐ CẤP TỐC ĐỘ TRỤC CHÍNH:16
+ PHẠM VI TỐC ĐỘ TRỤC CHÍNH 65-1800 VG/PH
+ CÔNG SUẤT ĐỘNG CƠ CHÍNH:4.5 KW
+CÔNG SUẤT ĐỘNG CƠ CHẠY DAO:1.7KW
- CHỌN DỤNG ĐỂ GIA CÔNG :
+ DỤNG CỤ ĐỂ PHAY: SỬ DỤNG DAO PHAY ĐĨA 3 MẶT RĂNG BẰNG THÉP GIÓ, CÁC THÔNG
SỐ KÍCH THƯỚC, HÌNH HỌC TRA BẢNG 4-82
- ĐƯỜNG KÍNH NGOÀI CỦA DAO PHAY D = 80 MM
- ĐƯỜNG KÍNH TRONG CỦA DAO PHAY D = 27 MM
- SỐ RĂNG Z = 20
- CHIỀU RỘNG B =14 MM
9. NGUYÊN CÔNG 9: PHAY RÃNH 14 MM
CHỌN CHUẨN TINH ĐỂ GIA CÔNG LÀ: 1 MẶT PHẲNG, 2 MẶT TRỤ TRONG CỦA 2 LỖ CƠ BẢN.
- CHỌN ĐỒ GÁ CHUYÊN DÙNG.
SƠ ĐỒ GÁ ĐẶT
+ MẶT PHẲNG ĐỊNH VỊ HẠN CHẾ 3 BẬC TỰ DO, CHI TIẾT ĐỊNH VỊ SỬ DỤNG 2 PHIẾN TỲ.
+ MẶT TRỤ TRONG LỖ Æ60 HẠN CHẾ 2 BẬC TỰ DO, DÙNG CHI TIẾT ĐỊNH VỊ LÀ CHỐT TRỤ NGẮN.
+ MẶT TRỤ TRONG LỖ Æ13 HẠN CHẾ 1 BẬC TỰ DO, DÙNG CHI TIẾT ĐỊNH VỊ LÀ CHỐT TRÁM.
+ PHƯƠNG, CHIỀU, ĐIỂM ĐẶT CỦA LỰC KẸP NHƯ HÌNH VẼ.
- CHỌN MÁY : SỬ DỤNG MÁY PHAY ĐỨNG VẠN NĂNG CÔNGXÔN 6P10
+ ĐƯỜNG KÍNH LỖ TRỤC CHÍNH :17MM
+ ĐƯỜNG KÍNH TRỤC GÁ DAO: 22; 27; 32; 40 MM
+ SỐ CẤP TỐC ĐỘ TRỤC CHÍNH: 12
+ PHẠM VI TỐC ĐỘ TRỤC CHÍNH 50-2240 VG/PH
+ CÔNG SUẤT ĐỘNG CƠ CHÍNH: 2,8 KW
+CÔNG SUẤT ĐỘNG CƠ CHẠY DAO: 0,6 KW
- CHỌN DỤNG CỤ GIA CÔNG :
ĐỂ PHAY RÃNH DÙNG DAO PHAY NGÓN CHUÔI TRỤ LOẠI 1, KÍCH THƯỚC CỦA DAO PHAY THEO BẢNG 4-65(STCNCTMT1)
+ ĐƯỜNG KÍNH NGOÀI CỦA DAO: D= 14 MM
+ CHIỀU DÀI TOÀN BỘ CỦA DAO L = 83 MM
+ CHIỀU DÀI PHẦN LÀM VIỆC CỦA DAO L = 26 MM
10. NGUYÊN CÔNG 10: PHAY RÃNH 11X46 MM
CHỌN CHUẨN TINH ĐỂ GIA CÔNG LÀ: 1 MẶT PHẲNG, 2 MẶT TRỤ TRONG CỦA 2 LỖ CƠ BẢN.
- CHỌN ĐỒ GÁ CHUYÊN DÙNG.
SƠ ĐỒ GÁ ĐẶT
+ MẶT PHẲNG ĐỊNH VỊ HẠN CHẾ 3 BẬC TỰ DO, CHI TIẾT ĐỊNH VỊ SỬ DỤNG 2 PHIẾN TỲ.
+ MẶT TRỤ TRONG LỖ Æ60 HẠN CHẾ 2 BẬC TỰ DO, DÙNG CHI TIẾT ĐỊNH VỊ LÀ CHỐT TRỤ NGẮN.
+ MẶT TRỤ TRONG LỖ Æ13 HẠN CHẾ 1 BẬC TỰ DO, DÙNG CHI TIẾT ĐỊNH VỊ LÀ CHỐT TRÁM.
+ PHƯƠNG, CHIỀU, ĐIỂM ĐẶT CỦA LỰC KẸP NHƯ HÌNH VẼ.
- CHỌN MÁY: SỬ DỤNG MÁY PHAY NGANG VẠN NĂNG 6H81, CÁC THÔNG SỐ CỦA MÁY TRA BẢNG 9-38 (SỔ TAY CNCTMT3 )
+ ĐƯỜNG KÍNH LỖ TRỤC CHÍNH :17MM
+ ĐƯỜNG KÍNH TRỤC GÁ DAO: 22;27;32 MM
+SỐ CẤP TỐC ĐỘ TRỤC CHÍNH:16
+ PHẠM VI TỐC ĐỘ TRỤC CHÍNH 65-1800 VG/PH
+ CÔNG SUẤT ĐỘNG CƠ CHÍNH:4.5 KW
+CÔNG SUẤT ĐỘNG CƠ CHẠY DAO:1.7KW
- CHỌN DỤNG CỤ GIA CÔNG :
ĐỂ PHAY RÃNH DÙNG DAO PHAY CẮT RÃNH SỐ RĂNG LOẠI 1, KÍCH THƯỚC CỦA DAO PHAY THEO BẢNG 4-86(STCNCTMT1)
+ ĐƯỜNG KÍNH NGOÀI CỦA DAO: D = 160 MM
+ ĐƯỜNG KÍNH TRONG CỦA DAO: D = 32 MM
+ CHIỀU RỘNG CỦA DAO B = 6 MM
+ SỐ RĂNG CỦA DAO Z = 100 MM
11. NGUYÊN CÔNG 11: NHIỆT LUYỆN
12.NGUYÊN CÔNG 12: NÉN THẲNG CHI TIẾT
13. NGUYÊN CÔNG 13: MÀI THÔ, MÀI TINH MẶT TRỤ TRONG Æ60
- CHỌN CHUẨN:SỬ DỤNG 1 MẶT PHẲNG, MẶT TRỤ TRONG Æ13 VÀ 1 MẶT BÊN
- CHỌN ĐỒ GÁ: SỬ DỤNG ĐỒ GÁ CHUYÊN DÙNG.
SƠ ĐỒ ĐỊNH VỊ:
+ MẶT PHẲNG ĐỊNH VỊ HẠN CHẾ 3 BẬC TỰ DO, CHI TIẾT ĐỊNH VỊ SỬ DỤNG 2 PHIẾN TỲ.
+ MẶT TRỤ TRONG LỖ Æ13 HẠN CHẾ 2 BẬC TỰ DO, DÙNG CHI TIẾT ĐỊNH VỊ LÀ CHỐT TRỤ NGẮN.
+ SỬ DỤNG 1 CHỐT TỲ VÀO MẶT BÊN, HẠN CHẾ 1 BẬC TỰ DO.
+ CƠ CẤU KẸP CHẶT NHƯ HÌNH VẼ
CHỌN MÁY: CHỌN MÁY MÀI KHÔN
CHỌN DỤNG CỤ GIA CÔNG: ĐẦU MÀI KHÔN
14. NGUYÊN CÔNG 14: MÀI THÔ, MÀI TINH MẶT TRỤ TRONG Æ13
- CHỌN CHUẨN: SỬ DỤNG 1 MẶT PHẲNG, MẶT TRỤ TRONG Æ60 VÀ 1 MẶT BÊN
- CHỌN ĐỒ GÁ: SỬ DỤNG ĐỒ GÁ CHUYÊN DÙNG.
SƠ ĐỒ ĐỊNH VỊ:
+ MẶT PHẲNG ĐỊNH VỊ HẠN CHẾ 3 BẬC TỰ DO, CHI TIẾT ĐỊNH VỊ SỬ DỤNG 2 PHIẾN TỲ.
+ MẶT TRỤ TRONG LỖ Æ60 HẠN CHẾ 2 BẬC TỰ DO, DÙNG CHI TIẾT ĐỊNH VỊ LÀ CHỐT TRỤ NGẮN.
+ SỬ DỤNG 1 CHỐT TỲ VÀO MẶT BÊN, HẠN CHẾ 1 BẬC TỰ DO.
- + CƠ CẤU KẸP CHẶT NHƯ HÌNH VẼ
CHỌN MÁY :SỬ DỤNG MÁY MÀI KHÔN
- CHỌN DỤNG CỤ GIA CÔNG :SỬ DỤNG ĐẦU MÀI KHÔN
III. TÍNH TOÁN, TRA LƯỢNG DƯ CHO CÁC NGUYÊN CÔNG:
TÍNH TOÁN LƯỢNG DƯ CHO GIA CÔNG LỖ Æ60:
TA ÁP DỤNG CÔNG THỨC:
TRONG ĐÓ:
RZI-1 - CHIỀU CAO NHẤP NHÔ TẾ VI Ở BƯỚC CÔNG NGHỆ SÁT TRƯỚC ĐỂ LẠI
HI-1 - CHIỀU SÂU LỚP KIM LOẠI BỊ HƯ HỎNG DO BƯỚC CÔNG NGHỆ TRƯỚC ĐỂ LẠI
rI-1 - TỔNG SAI LỆCH KHÔNG GIAN HAY SAI LỆCH VỊ TRÍ TƯƠNG QUAN CỦA BỀ MẶT GIA CÔNG
eI - SAI SỐ GÁ ĐẶT Ở BƯỚC CÔNG NGHỆ ĐANG THỰC HIỆN.
A. PHÔI TRA BẢNG 3.71[STCNCTM T1-TR.238], TA CÓ: RZ = 160, H = 200
TRA BẢNG 3.76[STCNCTM T1-TR.239]:
ĐỘ LỆCH TÂM CỦA LỖ: ÄLT = 0,8 MM = 800 ỠM
ĐỘ CONG VÊNH CỦA LỖ: ÄCV = 0,5 MM = 500 mM
TỔNG SAI LỆCH KHÔNG GIAN CỦA LỖ: r = mM
BẢNG 3.35 [STCNCTM T1-TR.209]: SAI SỐ ĐƯỜNG KÍNH LỖ: d = 280 mM
VẬY LƯỢNG DƯ ĐỂ KHOÉT LỖ NẾU KHÔNG KỂ ĐẾN SAI SỐ GÁ ĐẶT: e = 0
2.Z1MIN = 2(160 + 200 + 945) = 2610 mM
SAU KHOÉT THÔ: CẤP CHÍNH XÁC 11; RZ = 50mM, H = 50 mM.
SAI LỆCH KHÔNG GIAN GIẢM THEO HỆ SỐ SAI LỆCH 0,05
r = 945 X 0,05 = 47 mM
DUNG SAI KÍCH THƯỚC: d = 190 mM
VẬY LƯỢNG DƯ ĐỂ DOA THÔ LỖ NẾU KHÔNG KỂ ĐẾN SAI SỐ GÁ ĐẶT
2.Z2MIN = 2(50 + 50 + 47) = 298 mM
SAU KHI DOA THƯỜNG ĐẠT CẤP CHÍNH XÁC 10, RZ = 10, H = 20; SAI LỆCH KHÔNG GIAN CỦA LỖ: 47.0,05 = 2,35 mM.
VẬY LƯỢNG DƯ ĐỂ DOA TINH:
2.Z3MIN = 2(20 + 20 + 2,35) = 85 mM
SAU KHI DOA TINH: CẤP CHÍNH XÁC 8, RZ = 3,2; H = 5 mM; DUNG SAI d = 46 mM.
QUA NHIỆT LUYỆN, ĐÔ CHÍNH XÁC GIẢM ĐI 1 CẤP, ĐỘ NHÁM TĂNG 1 CẤP.
RZ = 6,3 mM; LƯỢNG CONG VÊNH r = 120 mM.
SAU KHI NHIỆT LUYỆN BỎ QUA ĐẠI LƯỢNGH, TA CÓ LƯỢNG DƯ GIA CÔNG ĐỂ MÀI THÔ
2Z4MIN = 2(6,3 + 120) = 253 mM
MÀI THÔ ĐẠT CẤP CHÍNH XÁC 8, DUNG SAI d = 46 mM, RZ = 3,2 mM, ĐỘ CONG VÊNH GIẢM CÒN: r = 120X0,06 = 7,2 mM
LƯỢNG DƯ CHO MÀI TINH:
2Z5MIN = 2(3,2 + 7,2) = 20,8 mM
KẾT QUẢ TÍNH LƯỢNG DƯ CHO LỖ Æ60+0,046 MM, RZ = 0,63 ĐƯỢC GHI Ở BẢNG SAU:
|
THỨ TỰ GIA CÔNG BỀ MẶT LỖ Æ60 |
CÁC YẾU TỐ CẤU THÀNH LƯỢNG DƯ (mM) |
LƯỢNG DƯ TÍNH TOÁN 2ZIMIN (mM) |
KÍCH THƯỚC TÍNH TOÁN (MM) |
DUNG SAI d (mM) |
KÍCH THƯỚC GIỚI HẠN (MM) |
TRỊ SỐ GIỚI HẠN CỦA LƯỢNG DƯ (mM) |
||||
|
RZ |
H |
r |
MAX |
MIN |
MAX |
MIN |
||||
|
LỖ Æ60 1. PHÔI 2. KHOÉT THÔ 3. DOA THÔ 4. DOA TINH 5. NHIỆT LUYỆN 6. MÀI THÔ 7. MÀI TINH |
160 50 10 3,2 6,4 3,2 0,63 |
200 50 20 5
|
945 47 2,35 - 120 6
|
2610 298 85
253 20 |
56,734 59,344 59,642 59,727
59,980 60,000 |
300 190 120 50
50 46 |
57,000 59,530 59,760 59,770
60,030 60,046 |
56,700 59,340 59,640 59,720
59,980 60,000 |
2640 300 80
260 20 3300 |
2530 230 10
260 16 3046 |
TRA BẢNG 3-130, 3-131, 3-137, 3-142 (SỔ TAY CNCTMT1) CÓ LƯỢNG DƯ CÁC NGUYÊN CÔNG.
|
NGUYÊN CÔNG |
BƯỚC |
NỘI DUNG CÁC BƯỚC |
LƯỢNG DƯ [MM] |
GHI CHÚ |
|
I |
1 |
PHAY MẶT PHẲNG THỨ NHẤT |
2 |
|
|
2 |
PHAY MẶT PHẲNG THỨ HAI |
2 |
|
|
|
II |
1 |
KHOÉT THÔ LỖ Æ60 |
1,25 |
|
|
III |
1 |
DOA THÔ LỖ Æ60 |
0,3 |
|
|
2 |
DOA TINH LỖ Æ60 |
0,09 |
|
|
|
3 |
VÁT MÉP |
1,5 |
|
|
|
IV |
1 |
KHOAN LỖ Æ12 |
6 |
|
|
V |
1 |
DOA THÔ LỖ Æ12.5 |
0,25 |
|
|
2 |
DOA TINH LỖ Æ12.8 |
0,15 |
|
|
|
VI |
1 |
KHOAN LỖ THOÁT DAO Æ4 |
2 |
|
|
2 |
KHOAN 3 LỖ Æ6,5 |
3,25 |
|
|
|
3 |
TARO REN 3 LỖ M8 |
0,75 |
|
|
|
VII |
1 |
KHOAN LỖ Æ17 |
8,5 |
|
|
2 |
TARO REN M20 |
1,5 |
|
|
|
VIII |
1 |
PHAY GÓC 12X15 |
15 |
|
|
IX |
1 |
PHAY RÃNH 14 |
14 |
|
|
X |
1 |
PHAY RÃNH 11 MM |
11 |
|
|
XI |
1 |
NHIỆT LUYỆN |
|
|
|
XII |
1 |
NÉN THẲNG CHI TIẾT |
|
|
|
XIII |
1 |
MÀI THÔ LỖ Æ60 |
0,25 |
|
|
2 |
MÀI TINH LỖ Æ60 |
0,02 |
|
|
|
XIV |
1 |
MÀI THÔ LỖ Æ13 |
0,08 |
|
|
2 |
MÀI TINH LỖ Æ13 |
0,02 |
|
IV.TÍNH VÀ TRA CHẾ ĐỘ CẮT CHO CÁC NGUYÊN CÔNG
TÍNH CHẾ ĐỘ CẮT CHO NGUYÊN CÔNG ĐIỂN HÌNH
NGUYÊN CÔNG KHOÉT LỖ Æ60
CHIỀU SÂU CẮT T: 2T = 2,6 MM
LƯỢNG CHẠY DAO S:
THEO BẢNG 5-26, VỚI MŨI KHOÉT BẰNG THÉP GIÓ S = 1,3 MM/VÒNG [STCNCTMT2]
TỐC ĐỘ CẮT V: M/PH
CÔNG THỨC TÍNH:
TRONG ĐÓ CÁC HỆ SỐ TRA THEO BẢNG 5-29:
CV = 16,3; Q = 0,3; X = 0,2; Y = 0,5; M = 0,3
CHU KỲ BỀN DAO, THEO BẢNG 5-30: T = 80 PH.
KV = KMV.KUV.KLV.KNV.
KMV: PHỤ THUỘC VẬT LIỆU GIA CÔNG, THEO BẢNG 5-1:
, THEO BẢNG 5-2: KN = 1,2; NV = 1,05; sB = 700 N/CM2
VẬY KMV = 1,29
KUV: PHỤ THUỘC VẬT LIỆU DỤNG CỤ CẮT, THEO BẢNG 5-1:
KUV = 1,0
KLV = PHỤ THUỘC CHIỀU SÂU CẮT, THEO BẢNG 5-31:
KLV = 1,0
HỆ SỐ ĐIỀU CHỈNH BỔ SUNG:KNV, BẢNG 5-5, PHÔI RÈN DẬP KNV = 0,8
KV = 1,29.1,0.1,0.0,8 = 1,032
TỐC ĐỘ CẮT: M/PH
MÔMEN XOẮN MX, LỰC CHIỀU TRỤC P0
KHI KHOÉT: MX = 10.CM.DQ.TX.SY.KP
THEO BẢNG 5-32:
CM = 0,09; Q = 1,0; X = 0,9; Y = 0,8
HỆ SỐ KP TRA THEO BẢNG 5-9 KP = 0,75
VẬY: MX = 10.0,09.601.1,30,91,30,8.0,75 = 63,26 NM
LỰC CHIỀU TRỤC:
P0 = 10.CP.DQ.TX.SY.KP
THEO BẢNG 5-32
CP = 67; X = 1,2; Y = 0,65
VẬY P0 = 10.68.1,31,21,30,65.0,75 = 828 NM
CÔNG SUẤT CẮT NC:
VỚI V/PH. TA CHỌN SỐ VÒNG QUAY THEO DÃY SỐ CỦA MÁY LÀ: 63 VG/PH
VẬY CÔNG SUẤT CẮT CỦA MÁY: NC = 0,41 KW
NC < NMÁY NHƯ VẬY ĐẢM BẢO CÔNG SUẤT CẮT.
THỜI GIAN MÁY T0 PH:
CÔNG THỨC TÍNH:
TRONG ĐÓ:
SỐ VÒNG QUAY CỦA MÁY: N = 63 VG/PH
L1 CHIỀU SÂU GIA CÔNG L1 = 34 MM
L2 = 2 MM
L3 = 0,3.D = 0,3.60 = 18 MM
NHƯ VẬY PH
TRA CHẾ ĐỘ CẮT CHO CÁC NGUYÊN CÔNG:
1.TRA CHẾ ĐỘ CẮT CHO NGUYÊN CÔNG I :PHAY MẶT ĐẦU
TRA BẢNG 5-19,BẢNG 5-120, BẢNG 5-125, BẢNG 5-126, BẢNG 5-129 TÀI LIỆU (2)
TỪ ĐÓ CÓ BẢNG CHẾ ĐỘ CẮT:
|
CHẾ ĐỘ CẮT BƯỚC |
T[MM] |
S [MM/P] |
N[V/P] |
NC[KW] |
T0[PH] |
|
PHAYMẶT PHẲNG |
2 |
102 |
630 |
3 |
3 |
|
PHAYMẶT PHẲNG |
2 |
102 |
630 |
3 |
3 |
2.TRA CHẾ ĐỘ CẮT CHO NGUYÊN CÔNG 2: KHOÉT LỖ Æ60
TRA BẢNG 5-19,BẢNG 5-120, BẢNG 5-125, BẢNG 5-126, BẢNG 5-129 TÀI LIỆU (2)
TỪ ĐÓ CÓ BẢNG CHẾ ĐỘ CẮT:
|
CHẾ ĐỘ CẮT BƯỚC |
T[MM] |
S [MM/VG] |
N[V/P] |
NC[KW] |
T0[PH] |
|
KHOÉT THÔ |
1,25 |
1,3 |
63 |
0,41 |
0.66 |
3. TRA CHẾ ĐỘ CẮT CHO NGUYÊN CÔNG III: DOA THÔ,DOA TINH,VÁT MÉP Æ60
TRA BẢNG 5-104, BẢNG 5-105,5-110, 5-113 TÀI LIỆU (2)
TỪ ĐÓ TA CÓ BẢNG CHẾ ĐỘ CẮT CHO NGUYÊN CÔNG II:
|
CHẾ ĐỘ CẮT BƯỚC |
T[MM] |
S [MM/VG] |
N[V/P] |
NC[KW] |
T0[PH] |
|
DOA THÔ |
0,15 |
1,7 |
80 |
0,3 |
0,3 |
|
DOA THÔ TINH |
0.09 |
1,4 |
80 |
0,2 |
0,35 |
4. TRA CHẾ ĐỘ CẮT CHO NGUYÊN CÔNG IV: KHOAN LỖ Æ12
TRA BẢNG5-105, 5-112, 5-113 TÀI LIỆU (2)
BẢNG TRA CHẾ ĐỘ CẮT CHO NGUYÊN CÔNG III:
|
CHẾ ĐỘ CẮT BƯỚC |
T[MM] |
S [MM/VG] |
N[V/P] |
NC[KW] |
T0[PH] |
|
KHOAN LỖ Æ13 |
6 |
0,2 |
160 |
2 |
1,6 |
5.TRA CHẾ ĐỘ CẮT CHO NGUYÊN CÔNGV: DOA THÔ, DOA TINH LỖ Æ13
TRA BẢNG 5-170, 5-171,5-174 TÀI LIỆU (2)
|
CHẾ ĐỘ CẮT BƯỚC |
T[MM] |
S [MM/VG] |
N[V/P] |
NC[KW] |
T0[PH] |
|
PHAY LẦN 1 |
0,25 |
0.8 |
200 |
1 |
0,25 |
|
PHAY LẦN 2 |
0,15 |
0.5 |
200 |
0,7 |
0,4 |
6.TRA CHẾ ĐỘ CẮT CHO NGUYÊN CÔNG VI: KHOAN Æ4, KHOAN 3 LỖ Æ6, TA RÔ REN 3 LỖ M8
BẢNG CHẾ ĐỘ CẮT CHO NGUYÊN CÔNG V: CÁC BẢNG TRA NHƯ NGUYÊN CÔNG III
|
CHẾ ĐỘ CẮT BƯỚC |
T[MM] |
S [MM/VG] |
N[V/P] |
NC[KW] |
T0[PH] |
|
KHOAN LỖ Æ4 |
2 |
0,2 |
250 |
1,5 |
0,8 |
|
KHOAN LỖ Æ6,5 |
3,25 |
0,18 |
250 |
1,5 |
0,55 |
|
TA RÔ REN M8 |
0,75 |
1,25 |
63 |
1,5 |
0,2 |
7.TRA CHẾ ĐỘ CẮT CHO NGUYÊN CÔNG VII: KHOAN, TA RÔ REN M20
TRA BẢNG5-182,5-183,5-167 TÀI LIỆU(2), LẬP ĐƯỢC BẢNG CHẾ ĐỘ CẮT NGUYÊN CÔNG VI:
|
CHẾ ĐỘ CẮT BƯỚC |
T[MM] |
S [MM/VG] |
NC[KW] |
NC[KW] |
T0[PH] |
|
KHOAN |
8,5 |
0,27 |
200 |
2 |
1,76 |
|
TA RÔ |
1,5 |
2,5 |
63 |
2 |
0,6 |
8. TRA CHẾ ĐỘ CẮT CHO NGUYÊN CÔNGVIII: PHAY GÓC 12X15 MM
TRA BẢNG 5-218, TÀI LIỆU [2] TA CÓ BẢNG CHẾ ĐỘ CẮT CHO NGUYÊN CÔNG VII:
|
CHẾĐỘ CẮT BƯỚC |
T[MM] |
SZ[MM/PH] |
N[V/P] |
NC[KW] |
T0[PH] |
|
PHAY |
15 |
102 |
630 |
2,2 |
0,4 |
9. TRA CHẾ ĐỘ CẮT CHO NGUYÊN CÔNGIX: PHAY RÃNH 14 MM
TRA BẢNG 5-218, TÀI LIỆU [2] TA CÓ BẢNG CHẾ ĐỘ CẮT CHO NGUYÊN CÔNG VII:
|
CHẾĐỘ CẮT BƯỚC |
T[MM] |
SZ[MM] |
V[M/P] |
NC[KW] |
T0[PH] |
|
PHAY |
20 |
0.06 |
800 |
2,1 |
0,42X2 |
10. TRA CHẾ ĐỘ CẮT CHO NGUYÊN CÔNG X : PHAY RÃNH 11 MM
TRA BẢNG 5-204, BẢNG 5-205 TÀI LIỆU 2], TA CÓ BẢNG CHẾ ĐỘ CẮT CHO MÀI TINH:
|
CHẾĐỘCẮT BƯỚC |
T[MM] |
SDS[M/P] |
NCT[V/P] |
NC[KW] |
T0[PH] |
|
PHAY |
46 |
0,02 |
800 |
3 |
1,7X2 |
11. TRA CHẾ ĐỘ CẮT CHO NGUYÊN CÔNG XIII:MÀI THÔ, TINH Æ60
TRA BẢNG 5-204, BẢNG 5-205 TÀI LIỆU 2], TA CÓ BẢNG CHẾ ĐỘ CẮT CHO MÀI THÔ
|
CHẾ ĐỘCẮT BƯỚC |
T[MM] |
S[MM/VG] |
N[V/P] |
NC[KW] |
T0[PH] |
|
MÀI THÔ |
0,25 |
1,7 |
800 |
1 |
0,5 |
|
MÀI TINH |
0,02 |
1 |
800 |
0,6 |
0,6 |
TRA CHẾ ĐỘ CẮT CHO NGUYÊN CÔNG XI: DOA TINH LỖ
TRA BẢNG5-105, 5-112, 5-113 TÀI LIỆU (2)
12. BẢNG TRA CHẾ ĐỘ CẮT CHO NGUYÊN CÔNG XIV:
|
CHẾ ĐỘ CẮT BƯỚC |
T[MM] |
S [MM/VG] |
N[V/P] |
NC[KW] |
T0[PH] |
|
MÀI THÔ |
0,08 |
1,7 |
1000 |
1 |
0,5 |
|
MÀI TINH |
0,02 |
1 |
1000 |
0,6 |
0,6 |
CHƯƠNG VI: TÍNH TOÁN VÀ THIẾT KẾ ĐỒ GÁ PHAY RÃNH 11X46 MM
KÍCH THƯỚC CỦA BÀN MÁY:
KÍCH THƯỚC LÀM VIỆC CỦA BÀN MÁY: 250X1000 MM
SỐ RÃNH CHỮ T: 3 MM
CHIỀU RỘNG RÃNH CHỮ T: B1 = 14 MM
KHOẢNG CÁCH GIỮA 2 RÃNH CHỮ T: L1 = 50
DỊCH CHUYỂN LỚN NHẤT CỦA BÀN MÁY: MM
DỌC: 600
NGANG:200
THẲNG ĐỨNG:350
TÍNH TOÁN KÍCH THƯỚC CỦA CHI TIẾT KẸP CHẶT:
SƠ ĐỒ ĐỊNH VỊ VÀ LỰC CẮT TÁC DỤNG VÀO CHI TIẾT:
ĐỂ ĐƠN GIẢN CHO TÍNH TOÁN TA CHỈ XÉT ĐẾN THÀNH PHẦN LỰC PZ:
LỰC CẮT THEO PHƯƠNG TIẾP TUYẾN ĐƯỢC XÁC ĐỊNH:
DỰA VÀO CHẾ ĐỘ CẮT KHI PHAY CẮT ĐỨC, TA CÓ:
ĐƯỜNG KÍNH DAO PHAY: D = 160 MM
CHIỀU SÂU CẮT: T = 46 MM
CHIỀU RỘNG CẮT: B = 6 MM
LƯỢNG CHẠY DAO: SZ = 0,02 MM/RĂNG
SỐ VÒNG QUAY CỦA DAO: N = 160 VÒNG/PH
CÁC HỆ SỐ TRA THEO BẢNG 5-41, TA CÓ:
CP = 68,2; X = 0,86; Y = 0,72; W = 0; U = 1; Q = 0,86
KMP TRA THEO BẢNG 5-9, TA CÓ:
, TRONG ĐÓ N = 0,3/0,3 =1; sB = 750; VẬY KMP = 1.
THAY CÁC GIÁ TRỊ VÀO, TA CÓ:
N
DO ĐỊNH VỊ BẰNG 2 CHỐT VÀ LỰC PHAY TÁC DỤNG ĐỒNG PHẲNG NÊN TA KHÔNG CẦN TÍNH LỰC KẸP CHẶT, TA PHẢI TÍNH CHỌN ĐỂ LỰC PHAY KHÔNG LÀM PHÁ HUỶ 2 CHỐT ĐỊNH VỊ.
SƠ ĐỒ TÍNH TOÁN:
PHƯƠNG TRÌNH CÂN BẰNG LỰC:
VẬY
CHỐT ĐỊNH VỊ LÀ CHI TIẾT DẠNG REN, CHỊU TÁC DỤNG CỦA LỰC CẮT VUÔNG GÓC, VẬY ĐỂ CHI TIẾT KHÔNG BỊ PHÁ HUỶ:
, TRONG ĐÓ:
I: SỐ MẶT CHỊU CẮT; I = 1
[t] : ỨNG SUẤT CẮT CHO PHÉP, ĐỐI VỚI CHI TIẾT CHỊU TẢI TRỌNG ĐỘNG:
[t] = 0,3. sCH = 0,3.20000 = 6000 N/CM2.
VẬY ĐƯỜNG KÍNH NHỎ NHẤT CỦA CÁC CHỐT:
CHỐT THỨ NHẤT:
CM. CHỌN D1 = 16 MM.
CHỐT THỨ HAI:
CM. CHỌN D2 = 8 MM.