ĐỒ ÁN TỐT NGHIỆP GIA CÔNG CHI TIẾT Nắp đỡ TRƯỜNG QUÂN SỰ
NỘI DUNG ĐỒ ÁN
ĐỒ ÁN TỐT NGHIỆP GIA CÔNG CHI TIẾT Nắp đỡ
KHOA CƠ KHÍ CỘNG HOÀ XÃ HỘI CHỦ NGHĨA VIỆT NAM
BỘ MÔN CHẾ TẠO MÁY Độc lập - Tự do - Hạnh phúc
--------------- -----------------------------------------
NHIỆM VỤ ĐỒ ÁN
CÔNG NGHỆ CHẾ TẠO MÁY
Họ và tên: Đỗ Văn Hội Lớp: CNCT Vũ Khí Khoá: K35
1. Tên đề tài: Thiết kế qui trình công nghệ gia công chi tiết“Nắp đỡ”
2. Các số liệu ban đầu:
- Bản vẽ chi tiết số : 112
- Trang thiết bị công nghệ : Tự chọn
- Dạng sản xuất : Loạt vừa
3. Nội dung bản thuyết minh :
Lời nói đầu
PHẦN I : PHÂN TÍCH SẢN PHẨM VÀ CHỌN PHÔI
- 1.1 Phân tích kết cấu yêu cầu kỹ thuật.
- 1.2. Phân tích tính công nghệ của sản phẩm.
- 1.3. Phân tích vật liệu và chọn phôi .
PHẦN II : THIẾT KẾ QUÁ TRÌNH CÔNG NGHỆ
- 2.1. Xác định đường lối công nghệ.
- 2.2. Thiết kế tiến trình công nghệ.
- 2.3. Thiết kế nguyên công.
- 2.4. Xác địnhlượng dư gia công cho các bề mặt.
- 2.5. Xác định chế độ cắt cho các bề mặt.
PHẦN III : TÍNH TOÁN, THIẾT KẾ ĐỒ GÁ
- 3.1. Thiết kế đồ gá cho nguyên công phay hai mặt.
- 3.2. Nguyên lý làm việc của đồ gá.
Kết luận
Tài liệu tham khảo
4. Bản vẽ :
- 01 Bản vẽ chi tiết đã điều chỉnh (khổ A3).
- 01 bản vẽ chi tiết lồng phôi (khổ A3).
- 01 bản vẽ nguyên công (khổ A0).
- 01 bản vẽ lắp đồ gá (khổ A1).
5. Tài liệu khác :
- 01 Tập phiếu công nghệ.
-
LỜI NÓI ĐẦU:
Thiết kế chế tạo là một tập hợp những nhiệm vụ liên tục nối tiếp lẫn nhau.Mỗi một công đoạn trong quá trình thiết kế chế tạo có một vai trò và nhiệm vụ riêng.Quá trình thiết kế chỉ được coi là hoàn thiện khi mà các ý tưởng nhà thiết kế đưa ra phải có tính ưu việt về tính năng sử dụng, tính kinh tế, tính phổ cập . . . và cuối cùng là tính công nghệ.
Tính công nghệ của sản phẩm là tính chất của mô hình nhà thiết kế đưa ra có cấu tạo sao cho khả năng công nghệ của đất nước có thể thực hiện được và hạn chế thấp nhất giá thành chế tạo.Tính công nghệ của mô hình thiết kế có ý nghĩa vô cùng quan trọng đối với mỗi sản phẩm chế tạo.
Giá thành chế tạo sản phẩm phụ thuộc rất nhiều vào công nghệ sản suất.Công nghệ sản suất đơn giản sẽ giảm thời gian sản xuất, giảm hao mòn máy móc . . . dẫn tới giảm được giá thành chế tạo. Chính vì vậy, việc thiết kế một quy trình công nghệ tối ưu có một ý nghĩa rất quan trọng trong thiết kế, sản suất, chế tạo.Nắm vững đặc tính công nghệ của quy trình sản xuất giúp cho người kỹ sư có một cái nhìn tổng quát làm cho các ý tưởng thiết kế của người kỹ sư phù hợp với khả năng công nghệ đảm bảo chắc chắn ý tưởng có thể thực hiện được.
Đồ án công nghệ chế tạo máy không nằm ngoài mục đích như vậy.Làm đồ án công nghệ chế tạo máy là một dịp để sinh viên làm quen với các quy trình chế tạo là cơ sở cho các ý tưởng thiết kế sau này.
Trong đồ án trình bày thiết kế quy trình gia công chi tiết “NẮP ĐỠ” với các nội dung sau:
- 01 bản vẽ A0 trình bày các nguyên công.
- 01 bản vẽ A1 thể hiện đồ gá cho nguyên công phay.
- 01 bản vẽ A3 thể hiện bản vẽ chi tiết.
- 01 bản vẽ A3 thể hiện bản vẽ lồng phôi.
- 01 bản thuyết minh A4.
Tôi xin chân thành cảm ơn thầy giáo Nguyễn Đức Phương thuộc bộ môn CHẾ TẠO MÁY đã tận tình hướng dẫn để đồ án được hoàn thành đúng tiến độ và công việc được giao với chất lượng đảm bảo. Do thời gian còn hạn chế nên đồ án không thể tránh được các thiếu sót, rất mong được sự đóng góp ý kiến sửa sai của các thầy giáo và các bạn.
-
PHẦN I: PHÂN TÍCH SẢN PHẨM VÀ CHỌN PHÔI
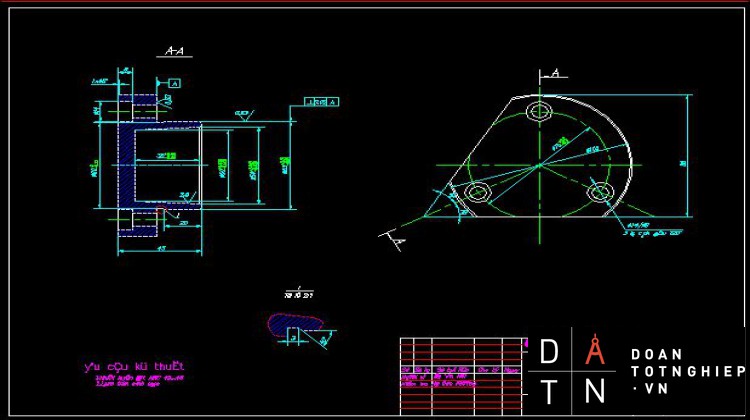
1.1-PHÂN TÍCH YÊU CẦU KỸ THUẬT CỦA CHI TIẾT
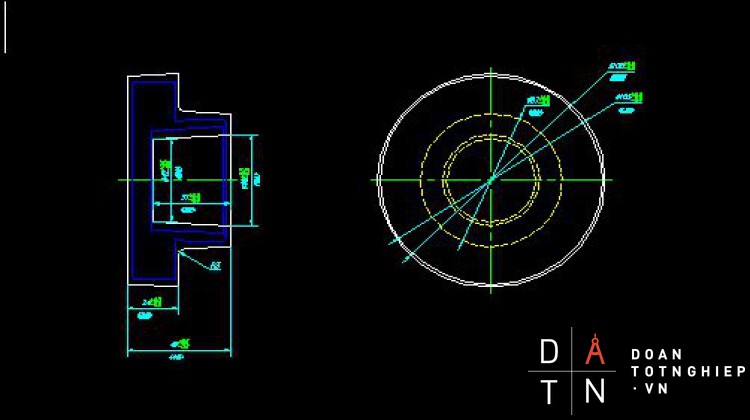
Chi tiết cần gia công trong đồ án là nắp đỡ thuộc nhóm chi tiết dạng bạc bích có các đặc điểm kỹ thuật như sau:
Chi tiết gồm hai phần cơ bản : đoạn trụ và mặt bích .
- Trên đoạn trụ có:
+ lỗ côn Ra2.5
+ 1 rãnh cắt đứt ,một vát
+mặt bích có 3 lỗ F14/F9 cách đều 1200
+ 2 mặt phẳng vát.
- Các bề mặt còn lại cần đạt Rz 20
- Vật liệu chế tạo chi tiết là thép 40Cr.
- Chi tiết có các bề mặt làm việc là mặt trụ F62 và mặt đáy.
1.2- PHÂN TÍCH TÍNH CÔNG NGHỆ TRONG KẾT CẤU CỦA CHI TIẾT
Từ hình dạng, kích thước và yêu cầu kỹ thuật của chi tiết ta có nhận xét như sau:
- Chi tiết yêu cầu phải nhiệt luyện đạt độ cứng HRC từ 48…52, nhiệt luyện sẽ làm giảm cấp chính xác và cấp độ nhám , tại mặt trụ trong F12 và 2 mặt bên hình khối chữ nhật yêu cầu cấp độ nhám cấp 8 đây là một yêu cầu cao.Ta có hai phương án để lựa chọn.
+Gia công chi tiết đạt cấp độ nhám 9-10 tại mặt trụ trong F12 và 2 mặt bên hình khối chữ nhật, sau đó nhiệt luyện.
+Gia công chi tiết theo yêu cầu, sau đó nhiệt luyện, cuối cùng mài các mặt trụ trong F12 và 2 mặt bên hình lập phương để đạt cấp độ nhám cấp 8.
Ta chọn phương án sau, bởi vì đạt được cấp độ nhám cấp 9-10 là rất khó và không kinh tế.
- Chi tiết có kích thước nhỏ, dạng hình khối cơ bản là khối chữ nhật.
- Vật liệu là thép C45 có cơ tính tương đối phù hợp cho các nguyên công cắt gọt.
- Hình dạng cơ bản là khối chữ nhật, lỗ tròn và lỗ vuông nên chọn phương pháp phay, khoan, khoét, doa và taro.
- Do yêu cầu nhiệt luyện chi tiết đạt độ cứng (48…52 ) HRC, cấp độ nhám cấp 8, ta cần phải thực hiện nguyên công mài sau nhiệt luyện.
1.3-CHỌN PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI
Căn cứ vào hình dáng, kích thước, vật liệu của chi tiết, căn cứ vào dạng sản xuất là loạt vừa ta có thể dùng các phương pháp tạo phôi sau:
a>Phôi đúc.
Trong sản xuất công nghiệp nói chung và công nghiệp quốc phòng nói riêng phôi đúc chiếm (85-90)% lượng phôi. Trong đó có tới 80% các chi tiết được đúc từ khuôn cát –một phương pháp chế tạo phôi rất phổ biến và đa năng. Phương pháp chế tạo phôi này có thể cho những phôi kim loại có kích thước hình dáng khác nhau từ các vật liệu khác nhau và đặc biệt quan trọng là giá thành thấp. Căn cứ vào hình dáng kích thước chi tiết có một lỗ côn chiều sau bên trong tương đối lớn do vặy chọn phôi đúc sẽ giảm được đáng kể vật liệu.
b>Phôi rèn tự do.
Phôi có dạng hình trụ nên việc rèn tự do cũng không gặp khó khăn nhiều nhưng thời gian chế tạo phôi dài không phù hợp với dạng sản xuất hàng loạt, hơn nữa chi tiết có hai bậc trụ chênh lệch về kích thước khá lớn .Do vậy, với sản xuất loạt vừa ta không sử dụng loại phôi này.
c>Phôi cán (phôi thanh)
Với loại phôi này, khi gia công tạo phôi cho chi tiết tương đối nhanh, chi phí cho tạo phôi ít.Tuy nhiên, hệ số sử dụng vật liệu không cao nên nếu sử dụng phôi này sẽ tốn vật liệu, kéo dài quá trình công nghệ gia công chi tiết dẫn tới tổn hao nhiều về máy, dụng cụ…Kết quả làm tăng chi phí sản xuất.
d>Phôi dập.
Phương pháp này tạo phôi nhanh, độ chính xác hình dạng kích thước đảm bảo, chất lượng phôi tốt, hệ số sử dụng vật liệu cao, chi phí cho gia công ít nhất, phù hợp với sản xuất hàng loạt.Tuy nhiên còn phụ thuộc vào trang bị máy móc hiện tại của nhà máy.
Qua quá trình phân tích trên ta chọn phôi đúc,đúc trong mẫu gỗ.Với phương pháp này phôi đúc đạt được cấp chính xác II.
PHẦN 2:THIẾT KẾ QUY TRÌNH CÔNG NGHỆ
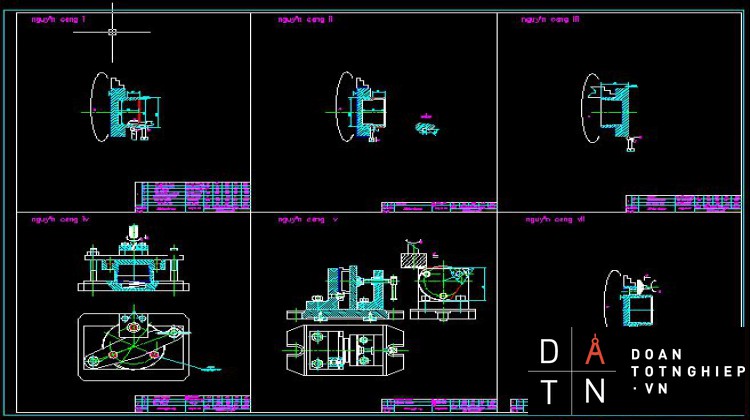
2.1- TIẾN TRÌNH CÔNG NGHỆ
Các ngyên công để gia công chi tiết TAY ĐÒN KẸP CẦU đạt được các yêu cầu đề ra:
vNguyên công 1 : Tiện mặt côn và mặt trụ nhỏ.
vNguyên công 2 : Tiện rãnh
vNguyên công 3 : Tiện mặt trụ lớn.
vNguyên công 4 : Khoan 3 lỗ.
vNguyên công 5 : Phay 2 mặt vát.
vNguyên công 6 : Nhiệt luyện.
vNguyên công 7 : mài mặt côn ,trụ và mặt đáy.
2.2-THIẾT KẾ NGUYÊN CÔNG
v Nguyên công 1: TIỆN MẶT CÔN VÀ MẶT TRỤ NHỎ
Chọn máy tiện :
Chọn máy tiện của Nga, kiểu 1K62
Các thông số cơ bản của máy
-Đường kính lớn nhất của chi tiết gia công trên thân máy mm 400
-Số cấp tốc độ trục chính 26
-Tốc độ trục chính khi quay thuận vg/ph 12.5-2000
-Phạm vi bước tiến dọc mm/vg 0.07-4.16
-Phạm vi bước tiến ngang mm/vg 0.035-2.8
-Công suất động cơ truyền động chính Kw 7.5-10
Đồ gá
Đồ gá trên mâm cặp 3 chấu
Dao
Theo bảng 4.4-4.22 (Trang 373 , STCNCTM-Tập I), chọn loại dao :
+Dao tiện lỗ các thông số cơ bản của dao:
h=16;
b=16;
L=120;
p=25;
n=3.5;
l=8mm
+Dao tiện ngoài thân cong các thông số cơ bản của dao:
H=16;
B=10;
L=100;
m=8;
a=8;
r=0.5mm
Các bước thực hiện nguyên công và sơ đồ gá đặt
Hình 1: Nguyên công 1
Đồ gá:
- Định vị bằng mặt trụ định vị của đồ gá là mặt trụ của mâm cặp 3 chấu - hạn chế bốn bậc tự do.
- Định vị bằng mặt đầu, bề mặt định vị của đồ gá là mặt bán cầu của chốt định vị mặt phẳng - hạn chế một bậc tự do
Bước1: Tiện thô lỗ côn.
Bước2: Tiện tinh lỗ côn.
Bước3: Tiện thô mặt trụ ngoài f62.
Bước4: Tiện tinh mặt trụ ngoài f62.
Bước 5:Tiện mặt đầu.
Bước 6:Vát mép trong.
Bước 7:Vát mép ngoài.
vNguyên công 2: TIỆN RÃNH
Chọn máy tiện :
Chọn máy với các thông số như trên
Đồ gá
Đồ gá trên mâm cặp ba chấu.
Dao
Dao tiện định hình thiết kế.
Câc bước thực hiện nguyên công và sơ đồ gá đặt
Hình 2: Nguyên công 2
Đồ gá :Như nguyên công trên
Bước thực hiện: Tiện một lần.
vNguyên công 3: TIỆN MẶT TRỤ LỚN
Chọn máy tiện :
Chọn máy tiện của Nga, kiểu 1K62
Các thông số cơ bản của máy
-Đường kính lớn nhất của chi tiết gia công trên thân máy mm 400
-Số cấp tốc độ trục chính 26
-Tốc độ trục chính khi quay thuận vg/ph 12.5-2000
-Phạm vi bước tiến dọc mm/vg 0.07-4.16
-Phạm vi bước tiến ngang mm/vg 0.035-2.8
-Công suất động cơ truyền động chính Kw 7.5-10
Đồ gá
Đồ gá trên mâm cặp 3 chấu
Dao
Theo bảng 4.4-4.22 (Trang 373 , STCNCTM-Tập I), chọn loại dao :
Dao tiện mặt ngoài thân cong thông số như trên.
Các bước thực hiện nguyên công và sơ đồ gá đặt
Hình 3: Nguyên công 3
Lần gá:
- Định vị bằng mặt gờ đáy, bề mặt định vị của đồ gá là mặt phẳng trên -hạn chế ba bậc tự do
- Định vị bằng mặt trụ, bề mặt định vị của đồ gá là mặt trụ trong của mâm cặp 3 chấu hai bậc tự do
Bướcthực hiện:
Bước 1:Tiện thô mặt ngoài f100
Bước 2:Tiện tinh mặt ngoài f100
Bước 3:Tiện mặt đầu
Bước 4:Vát mép.
v Nguyên công 4: KHOAN +KHOÉT 3 LỖ f9+f14
Chọn máy
Chọn máy khoan đứng 2H125 của Nga, 9+812có các thông số sau:
- Đường kính lớn nhất khoan được mm: 25
- Số cấp tốc độ trục chính 15
- Phạm vi tốc độ trục chính vg/ph: 45-2000
- Số cấp bước tiến : 9
- Phạm vi bước tiến mm/vg: 0.1-1,6
- Lực tiến dao KG : 900
- Mô men xoắn KGcm: 2500
- Công suất động cơ truyền dẫn chính, kW: 2.2
Đồ gá
Đồ gá thiết kế
Dao
Chọn mũi khoan ruột gà thép gió theo bảng (4.41 STCNCTM T1)với các thông số như sau:
-Mũi khoan
d=9mm;
L=175mm;
l=115mm
d=14mm;
L=220mm;
l=144mm
-Mũi khoét
D=14mm;
L=168-339mm;
l=87-190mm
Các bước thực hiện nguyên công và sơ đồ gá đặt
Hình 4: Nguyên công 4
Gá chi tiết:
- Định vị bằng mặt phẳng hạn chế ba bậc tự do
- Định vị bằng mặt côn tự lựa hạn chế hai bậc tự do.
- Lực kẹp là lực sinh ra do tay vặn trên phiến tỳ.
Bước:
-Bước 1: Khoan ba lỗ f9
-Bước 2 Khoan ba lỗ f14
-Bước 3 khoét ba lỗ f14
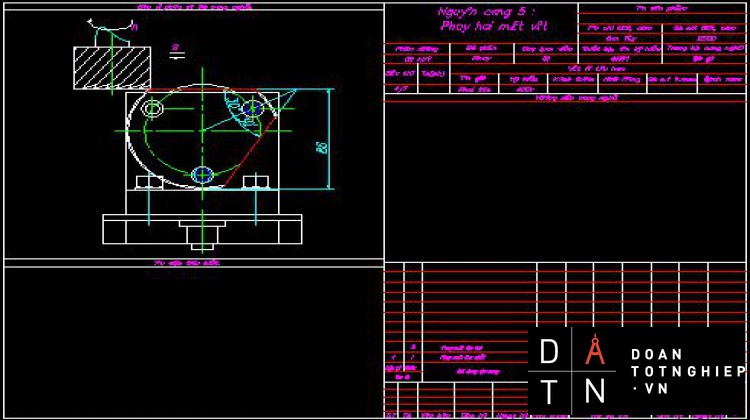
v Nguyên công 5: PHAY 2 MẶT VÁT
Chọn máy phay :
Chọn máy phay công xôn (vạn năng, ngang, đứng) của Nga, kiểu 6H81
- Bước tiến bàn máy thẳng đứng, mm/s: (0,2-6,3)
- Số cấp tốc độ trục chính: 16
- Phạm vi tốc độ trục chính, vg/ph: (65-1800)
- Công suất động cơ chính: 4,5 kW
- Công suất động cơ chạy dao: 1,7 kW
- Số cấp bước tiến bàn máy: 16
- Bước tiến bàn máy dọc : (35-980)
- Bước tiến bàn máy ngang: (25-765)
- Khoảng cách a từ đường trục chính tới bàn máy, mm: (30-380)
- Khoảng cách b từ sống trượt thân máy tới tâm bàn máy, mm: (170-370)
- Khoảng cách c từ đường trục chính tới sống trượt thẳng đứng thân máy, mm: 270
Đồ gá
Đồ gá thiết kế
Dao
Theo bảng 4-92 (Trang 373 , STCNCTM-Tập I), chọn loại dao phay mặt đầu bằng thép gió, các thông số cơ bản của dao
D(Js)=63;
L=40;
d(H7)=27;
Số răng z=14
Các bước thực hiện nguyên công và sơ đồ gá đặt
Hình 5: Nguyên công 5
Gá chi tiết:
- Định vị bằng mặt phẳng -hạn chế 3 bậc tự do
- Định vị bằng chốt trụ hạn chế 2 bậc tự do
- Định vị bằng chốt chám hạn chế 1 bậc tự do.
Lần gá1:
Bước 1: Phay mặt vát thứ nhất
Lần gá1:
Bước2: Phay mặt vát thứ hai.
v Nguyên công 6: NHIỆT LUYỆN
Tôi cao tần
v Nguyên công 7: MÀI MẶT TRỤ VÀ MẶT ĐÁY
Chọn máy:
Chọn máy mài mặt phẳng 3E710A có bàn hình chữ nhật của Nga, có các thông số sau:
- Kích thước làm việc của bàn: 400x125
- Kích thước lớn nhất của phôi được gia công: 400x125x320
- Khối lượng phôi được gia công, không lớn hơn, kg: 150
- Khoảng cách lớn nhất từ tâm trục chính tới mặt bàn và của ụ mài:
+dọc: 490
+ngang: 170
+thẳng đứng: 170
- Tốc độ quay của trục chính đá mài, vg/ph: 35
- Tốc độ dịch chuyển dọc của bàn, m/ph: 2-35
- Công suất động cơ truyền dẫn chính, kW: 4
Đồ gá :
Dùng mâm cặp ba chấu
Chọn đá mài:
Dựa vào bảng 4-169 (Trang 459, STCNCTM Tập I), chọn:
Loại đá : ÕB
Các kích thước cơ bản của đá:
- Đường kính ngoài: D=120
- Chiều dài đá: H=400
- Đường kính lỗ đá: d=32
- Vật liệu mài: 2A
- Độ hạt: 20
Hình 7: Nguyên công 7
Gá chi tiết:
-Định vị bằng mâm cặp ba chấu định vi 4 bậc tự do
-Mặt đáy đồ định vi là chốt tỳ hạn chế một bậc tự do.
Bước thực hiện:
Bước 1:Mài thô mặt trụ và mặt đầu.
Bước 2: Mài tinh mặt trụ và mặt đầ
2.3-Chọn lượng dư gia công.
Tra lượng dư gia công cho các nguyên công :
Căn cứ vào yêu cầu công nghệ của chi tiết và loại phôi ,kích thước phôi ,theo bảng
Nguyên công
Bước
Nội dung các bước
Lượng dư (mm)
Ghi chú
1
1
Tiện thô lỗ côn
3
2
Tiện tinh lỗ côn
0,6
3
Tiện thô f62mm
3
4
Tiện tinh f62mm
0.6
5
Tiện mặt đầu
1
6
Vát mép ngoài 1.5x450
7
Vát mép trong 1.5x450
2
1
Tiện rãnh
1
3
1
Tiện thô trụ ngoài f100
3
2
Tiện tinh trụ ngoài f100
0.6
3
Tiện mặt đầu
1
4
Vát mép 1x450
4
1
Khoan3 lỗ f9
4.5
2
Khoan3 lỗ f14
2.5
3
Khoét 3 lỗ f14
5
1
Phay mặt thứ nhất
14
2
Phay mặt thứ hai
14
6
1
Nhiệt luyện
7
1
Mài thô mặt trụ f62 và mặt đầu
0.2
2
Màitinh mặt trụ f62 và mặt đầu
0.04
2.4.Xác định chế độ cắt trong nguyên công 4:
- Xác định lượng dư gia công cho các bề mặt căn cứ vào :
- Vật liệu chi tiết .
- Phôi và phương pháp chế tạo phôi.
- Tiến trình công nghệ gia công các bề mặt .
- Sơ đồ gá đặt chi tiết khi gia công bề mặt .
- Kích thước, yêu cầu kỹ thuật đối với bề mặt gia công .
2.4.1 Tính chế độ cắt:
b3.142[1] lượng dư gia công:t=3mm
gia công thô: z1=2mm
gia công tinh: z2=1mm
a.Gia công thô:
b5-119[1] : Sz=0,12(mm/răng)
Þ S=z.Sz=1,2(mm/v)
tốc độ cắt: v=.kv
trong đó:
b5-39[1] cv=41; q=0,25; y=0,4; m=0,2, p=0; x=0,1; n=0,15;
b5-40[1] T=120(p)
kv=kMv.knv .kuv
b5-1[1] kMv=1,2
b5-5[1] knv=0,8
b5-6[1] kuv=0,3
Þ kv=0,96
Þ v=kv=88,73(m/p).
Số vòng quay trục chính: nt==706,1(v/p)
Chọn theo máy: nm=750(v/p)
Tốc độ cắt thực tế:
vtt=ntt=94,25(m/p).
*Tính lực cắt Pz( N) ; mômen xoắn Mx (N.m) và công suất cắt Ne (kw).
b5-41[1] cp=82,5; x=0,95; y=0,8; u=1,1=q; w=0; kMp=0,94; z=10; n=150;
+Pz=.kMp=50,53,N
+Mx==10,11(N.m)
+Ne==0,62(kw)
Rõ ràng là Ne
b.Gia công tinh:
Lượng dư gia công: z=1mm
b5-119[1] : Sz=0,12(mm/răng)
Þ S=z.Sz=1,2(mm/v)
tốc độ cắt: v=.kv
trong đó:
b5-39[1] cv=41; q=0,25; y=0,4; m=0,2, p=0; x=0,1; n=0,15;
b5-40[1] T=120(p)
kv=kMv.knv .kuv
b5-1[1] kMv=1,2
b5-5[1] knv=0,8
b5-6[1] kuv=0,3
Þ kv=0,96
Þ vt=kv=95,10(m/p).
Số vòng quay trục chính: nt==756,77(v/p)
Chọn theo máy: nm=950(v/p)
Tốc độ cắt thực tế:
vtt=ntt=119,38(m/p).
*Tính lực cắt Pz( N) ; mômen xoắn Mx (N.m) và công suất cắt Ne (kw).
b5-41[1] cp=82,5; x=0,95; y=0,8; u=1,1=q; w=0; kMp=0,94; z=10; n=150;
+Pz=.kMp=26,16(N)
+Mx==5,23(N.m)
+Ne==0,05(kw)
Rõ ràng là Ne
Tra chế độ cắt cho các nguyên công
Quá trình tra chế độ cắt được tiến hành như sau:
- Đầu tiên ta tiến hành chọn chế độ cắt phù hợp với các yêu cầu về độ nhám bề mặt, yêu cầu nâng cao về năng suất…
- Tra lượng chạy dao
- Tra tốc độ cắt: Khi tra được tốc độ cắt đã tính đến các hệ số điều chỉnh ta tính ra số vòng quay tính toán, sau đó chọn số vòng quay theo máy
- Từ các thông số trên ta tra công suất cắt cần thiết cho chế độ cắt đã cho
- So sánh công suất cắt cần thiết với công suất của máy nếu thấy nhỏ hơn thì thoả mãn, nếu không thì phải chọn lại
- Tính thời gian máy
Theo trình tự như vậy, ta tiến hành tra chế độ cắt lần lượt cho các nguyên công như sau, kết quả sau khi tính toán đã thoả mãn được cho dưới dạng bảng
4.1>Tra chế độ cắt cho nguyên công 1
Chế độ cắt
Bước
t
(mm)
Sz
(mm/vg)
n
(vg/ph)
Nc
(kW)
T0
(ph)
Tiện thô lỗ côn
3
0,6
630
3,4
0,42
Tiện tinh lỗ côn
0.6
0,16
800
2,4
0,25
Tiện thô mặt trụ f62
3
0.6
630
3.4
0.36
Tiện tinh trụ f62
0.6
0.16
800
2
1.25
Tiện mặt đầu
1
0.6
630
3.4
1.35
Vát mép ngoài
1.5
0.6
630
3.4
0.05
Vát mép trong
1.5
0.6
630
3.4
0.06
4.2>Tra chế độ cắt cho nguyên công 2
Chế độ cắt
Bước
t
(mm)
Sz
(mm/vg)
n
(vg/ph)
Ne
(kW)
T0
(ph)
Tiện rãnh
1
0,3
630
3,4
0,05
4.3>Tra chế độ cắt cho nguyên công 3
Chế độ cắt
Bước
t
(mm)
Sz
(mm/vg)
n
(vg/ph)
Ne
(kW)
T0
(ph)
Tiện thô trụ f100
3
0,6
630
3,4
0,35
Tiện tinh trụ f100
0.6
0.12
800
2.4
1.25
Vát mép
1
0.3
630
3.4
0.05
4.4>Tra chế độ cắt cho nguyên công 4
Chế độ cắt
Bước
t
(mm)
Sz
(mm/vg)
n
(vg/ph)
Ne
(kW)
T0
(ph)
Khoan 3 lỗ f9
4
0,22
650
0.9
0,2
Khoan 3 lỗ f14
2.5
0.5
650
2.9
0.15
Khoét 3lỗ f14
2.5
0.4
500
2.1
0.1
4.5>Tra chế độ cắt cho nguyên công 5
Chế độ cắt
Bước
t
(mm)
S
(mm/z)
n
(vg/ph)
Ne
(kW)
T0
(ph)
Phay mặt thứ nhất
3
0,05
620
4,3
0,45
Phay mặt thứ hai
3
0,05
620
4,3
0,45
4.6>Tra chế độ cắt cho nguyên công 7
Chế độ cắt
Bước
t
(mm)
SZ
(mm/ph)
n
(v/p)
Nc
(kW)
T0
(ph)
Mài thô
0.01
0,8
90
4,0
0,5
Mài tinh
0.0075
0.3
10
1.6
0.25
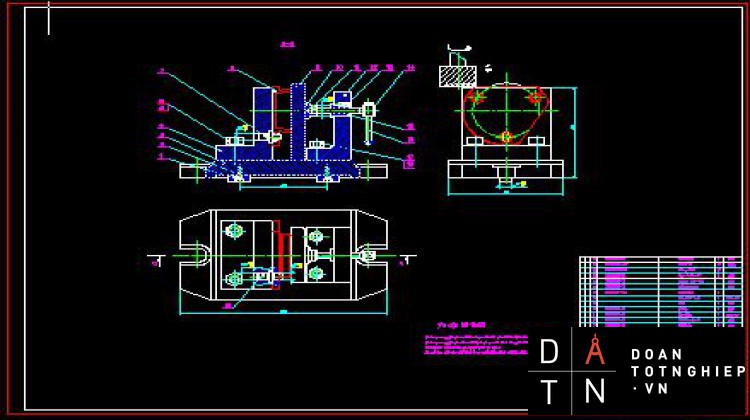
PHẦN III: THIẾT KẾ ĐỒ GÁ PHAY HAI MẶT VÁT3.1 PHÂN TÍCH CHI TIẾT
Hình vẽ 1: Chi tiết nắp đỡ
Chi tiết đã cho có phần nắp trên cùng là mặt phẳng, có 3 lỗ cách đều nhau.
Yêu cầu của đồ án là tính toán thiết kế đồ gá cho nguyên công phay 2 mặt vát.
B. Chọn máygia công, dạng sản xuất và toán thiết kế nguyên lý làm việc của đồ gá.
I.Chọn máyđể gia công chi tiết.
Yêu cầu khi chọn máy
Kiểu loại máy chọn phải đảm bảo thực hiện phương pháp gia công đã xác định cho chi tiết đó.
Kích thước máy phải đảm bảo quá trình gia công thuận tiện gia công thuận tiện, an toàn.
Máy chọn phải đảm bảo yêu cầu chất lượng gia công theo trình tự chung của chi tiết gia công.
Để chọn máy ta phải tính sơ bộ lực cắt, từ đó tính sơ bộ công suất cắt.
- Chọn dụng cụ cắt: Từ yêu cầu gia công, kích thước,hình dạng chọn dụng cụ cắt là dao phay mặt đầu có kích thước (tài liệu [6])
Đường kính dao phay D=40 mm
Chiều rộng dao L=20 mm
Số răng dao Z= 12
- Chọn chế độ cắt: Dựa vào chi tiết gia công và các yêu cầu kỹ thuật cần đảm bảo của chi tiết.
Chọn:- Chiều sâu cắt t= 3mm (bảng 5-121, [6])
- Lượng chạy dao Sz=0,15 mm/răng (bảng 5-34, [6])
- Tốc độ cắt:
Theo bảng 5-39 tra được các hệ số:; m=0,2; x=0,1; y=0,4; u=0,15; p=0; q=0,25;
Ta có: B=8 mm, chiều rộng cắt.
T =120(ph), chu kỳ bền của dao cho ở bảng 5-40 ([6])
: Hệ số điều chỉnh dùng cho tốc độ cắt.
Trong đó :
- hệ số phụ thuộc vào chất lượng của vật liệu gia công cho trong
bảng 5-1(Sổ tay CNCTM tập 2), =1
- hệ số phụ thuộc vào trạng thái bề mặt của phôi (bảng 5-5 Sổ tay CNCTM tập 2- tài liệu [6]), =1
- hệ số phụ thuộc vào vật liệu của dụng cụ cắt (bảng 5-6, [6]), =1
Suy ra: =1
Từ đó ta có: V=55,58(m/ph)
- Lực cắt: Thành phần lực tiếp tuyến được xác định theo công thức sau:
PZ= ([6])
và các hệ số mũ cho trong bảng 5-41([6])
=82,5; x=0,95; y=0,8; u=1,1; q=1,1;
t=3mm; Sz=0,15 mm/răng;B=8mm; D= 40 mm; Z=12
Thay vào công thức trên ta có: =1048,4 N
- Công suất cắt:
(kW)
- Công suất động cơ:
chọn
(kW)
Từ đó chọn: Máy phay đứng vạn năng 6H11 có các thông số sau:
Công suất động cơ chính 4,5 (kW)
Công suất động cơ chạy dao 1,7 (kW)
Kích thước bề mặt làm việc bàn máy B1=250 mm; L=1000mm
Số rãnh chữ T là 3
Chiều rông rãnh chữ T; b1=14 mm
Khoảng cách giữa hai rãnh chữ T; l1=50mm
Từ công suất thực tế của máy kW, chonj lại lưọng chạy dao.
Chọn số vòng quay n= 300(vg/ph)
Chọn lượng chạy dao
(mm/răng)
Dựa vào công suất thực tế của máy chọn Sz=0,07
Từ đó tính lại lực cắt:
Pz==
Tốc độ cắt:
=
Từ đó ta có công suất cắt thực tế:
Từ các yêu cầu trên và thực tế trong sản xuất hiện nay cùng với yêu cầu dạng sản xuất loạt vừa, chọn máy phay vạn năng kiểu máy 6H12(đặc tính kỹ thuật cho trong sổ tay công nghệ CTM {3}bảng 9-3, tài liệu [6])
3.2 TÍNH TOÁN THIẾT KẾ NGUYÊN LÝ LÀM VIỆC
- Loại đồ gá.
Chi tiết sản xuất loạt vừa, tiến hành trên máy phay vạn năng chọn đồ gá chuyên môn hoá
- Chọn chuẩn .
- Sơ đồ dịnh vị chi tiết gia công.
Chi tiết được định vị bằng mặt phẳng hạn chế 3 bậc tự do, một chốt trụ ngắn hạn chế 2 bậc tự do. Như vậy chi tiết đã được hạn chế 5 bậc tự do. Để hạn chế bậc tự do chống xoay ta dùng 1 chốt chám tự lựa.
b.Chọn chuẩn .
- Chọn chuẩn định vị là mặt phẳng tiếp xúc với mặt phẳng định vị.
- Chọn chuẩn điêù chỉnh và gốc kích thước trùng chuẩn định vị.
- Vậy có sai số chuẩn =o
c.Sơ đồ định vị
Hình vẽ 2: Sơ đồ định vị
3.Xác định phương án kẹp chặt, tính lực kẹp cần thiết
a. Để đảm bảo chi tiết không bị dịch chuyển và bị xoay trong quá trình gia công chọn phương án đảm bảo phôi tiếp xúc vững chắc với mặt phẳng định vị :
+phương lực kẹp vuông góc với mặt định vị
+Chiều hướng từ phải sang trái.
+Điểm đặt biểu diễn trên sơ đồ.
Đồng thời chọn phương án gia công phay thuận lợi dụng thành phần lực cắt hướng từ phải sang trái vuông góc mặt tỳ của chi tiết lên đồ gá.
b. Tính lực kẹp cần thiết.
Sơ đồ lực kẹp và các lực tác dụng lên chi tiết gia công
Lực tác dụng lên chi tiết gồm:
- Lực kẹp : 1 lực W(cùng phương chiều)
- Lực cắt:
Lực hướng kính
Lực chạy dao
Lực vuông góc với lực chạy dao
Để đơn giản khi tính lực kẹp ta cho rằng chỉ có lực tác dụng lên chi tiết làm chi tiết bị quay.
Ta có các lực tác dụng lên chi tiết gồm có:
Lực kẹp W
Lực ma sát Fms1 xuất hiện ở bề mặt giữa bề mặt đế kẹp và tấm đệm gây ra mômen ma sát Mms1.
Lực ma sát Fms2 xuất hiện ở bề mặt tấm đệm và chi tiết gây ra mômen ma sát Mms2.
Ta có:
Với: r = 9mm là bán kính trung bình của đế kẹp vành khuyên.
R=29mm là bán kính trung bình của chi tiết tại chỗ tiết xúc với tấm đệm.
l = 35mm là khoảng cách từ điểm đặt lực tới tâm chi tiết
f1=0,4 là hệ số ma sát giữa tấm đệm và đế kẹp
f2=0,4 là hệ số ma sát giữa tấm đệm và chi tiết.
K=1,5 là hệ số an toàn.
Ta có phương trình cân bằng lực:
Vậy lực kẹp cần thiết là
4. Chọn cơ cấu sinh lực.
Do trong điều kiện sản xuất hiện nay trình độ ứng dụng tự động hoá và các công nghệ vào trong sản xuất chưa cao đa số vẫn còn phải sử dụng nhiều sức lực của người công nhân do vậy với chi tiết này trong điều kiện sản xuất loạt vừa ta chọm cơ cấu sinh lực kiểu cơ khí sử dụng sức của người công nhân với cơ cấukẹp bằng ren.
Hình dáng kích thước các chi tiết:
-Vít ép có lỗ cho tay vặn dùng với đế kẹp (TCVN 1221-71, tập 4- tiêu chuẩn đồ gá) có các kích thước:
M
l
H
D
d1
d3
l1
l2
r
r1
c
8
60
12
16
6
6
9
4
0,4
6
1
Vật liệu thép C45 độ cứng HRC 4045
- Đế kẹp dùng cho vít ép (TCVN 1241-71, tập 4 – tiêu chuẩn đồ gá) có các kích thước:
D
D1
H
H1
d
d1
d2
l
l1
l2
c
25
26
12
6
3,5
12
4
7
3
10
1
5.Tính toán thiết kế truyền lực
Trước hết ta cần tính sơ bộ đường kính vít:
Đường kính ngoài danh nghĩa của vít:
trong đó: - ứng suất cho phép của vật liệu chế tạo vít khi chịu tải thay đổi. Chọn
Suy ra: d = 6mm, vậy ta chọn d=8mm.
Gọi Q là lực sinh ra của cơ cấu kẹp.
Mômen quay cần thiết để có lực Q là:
- là đường kính trung bình của ren
- là góc nâng của ren.
t=1,25mm là bước ren.
- là hệ số ma sát trên prồfin ren.
Từ :
Mômen bổ sung MT để khắc phục ma sát ở mặt đầu vít: Do tiếp xúc bằng hình vành khuyên nên ta có:
Với : R=12,5mm là bán kính ngoài của hình vành khuyên.
r= 6mm là bán kính trong của hình vành khuyên
f1=0,4 là hệ số ma sát giữa đế kẹp và tấm đệm.
Suy ra: Mômen chìa vặn tổng là:
Thay các giá trị trên vào ta được:
Chọn cánh tay đòn L=60 mm.
Suy ra lực vặn cần thiết của người công nhân: F=68 N
6. Tính bền cho một số chi tiết chịu lực chính
Trong quá trình làm việc các bu lông tham gia kẹp có thể chịu kéo, nén, uốn , xoắn từ đó sinh ra các dạng hư hỏng thường gặp :cong ,đứt thân bu lông, đứt các đường ren do vậy phải tiến hành tính toán bền cho bu lông.
6.1 Kiểm nghiệm theo ứng suất tương đương
Trong quá trình làm việc bu lông chịu nén xoắn, dựa vào sức bền vật liệu
Trong đó
trong đó P: lực nén tác lên bu lông , P=Q= 886N
: ứng suất cho phép lấy =120 Mpa
Vậy vít đã cho thoả mãn điều kiện bền.
6.2 Kiểm nghiệm theo hệ số an toàn
Trong quá trình làm việc bu lông chịu uốn do vậy phải tiến hành kiểm nghiệm bu lông khi thân bulông chịu uốn dọc
Điều kiện bền uốn.
n=
Trong đó :tải trọng tính toán
P
E:mô đun đàn hồi của vật liệu chế tạo bu lông kẹp E= 2.5
Jmin : Mô men quán tính nhỏ nhất theo tiết diện ngang của bu lông
Jmin=
: hệ số tính đến hình thức chịu uốn
L=40mm, chiều dài làm việc
[n]=2.5 :hệ số an toàn cho phép
P
Từ các công thức tính toán trên ta có nhận xét chiều dài phần làm việc của các bulông không lớn, lực tác dụng không lớn lắm do vậy điều kiện bền tính theo hệ số an toàn có thể coi thoả mãn.
3.1.6.Tính sai số gá đặt :
- Sai số gá đặt là sai số của phôi khi nó bị lệch so với trí yêu cầu trong đồ gá. Sai số gá đặt được xác định theo công thức :
e gđ = (3 )
Trong đó :
- ec : Sai số chuẩn
- ekc: Sai số kẹp chặt .
- ec: Sai số chuẩn
a) Sai số chuẩn :
Để tính sai số chuẩn ec ta lập chuỗi kích thước như hình vẽ.
Ta có h=c+x;
Trong đó h là kích thước chi tiết tạo thành ;
c là hằng số;
x là biến;
Dùng phương pháp cực đại cực tiểu ta có
ec =1/2*0.4=0.2 mm =20mm
b) Sai số kẹp chặt :
Sai số kẹp chặt sinh ra do lực kẹp chặt của đồ gá và được tính bởi công thức sau:
ekc= (4)
Trong đó :
- KRz = 0.004
- RZ =40 mm.
- KHB =-0.0016
- Ct = 0.4 +0.012*F =1.36
- n = 0.7
- m= 0.7
- F =80 mm2
Þ ekc = 19.89mm.
c) Sai số đồ gá :
Ta có sai số đồ gá xác định theo công thức sau :
eđg= (5)
Trong đó :
- ect :Sai số chế tạo .
- em :Sai số mòn .
- eđc :Sai sốđiều chỉnh .
v Sai số mòn :
em = b
b = 0,3mm.
N = 8000 số lượng chi tiết được gá đặt.
em = 28.9mm.
v Sai số điều chỉnh :
Lấy eđc = 10 mm.
v Sai số chế tạo :
Ta có:
Với d =300mm Þ = 80 mm.
= 11.67 mm.
Chọn : ect= 10 mm.
(5) Þedg= 17.3 mm.
(3) Þegđ= 26.3 mm. < 80 mm. (Thoả mãn) .
KẾT LUẬN
Sau một thời gian làm việc cật lực, khẩn trương dưới sự hướng dẫn chỉ bảo của các thầy giáo trong bộ môn CHẾ TẠO MÁY đặc biệt là thầy giáo NGUYỄN ĐỨC PHƯƠNG đến nay đồ án của tôi đã hoàn thành đúng thời hạn đảm bảo các nhiệm vụ được giao.
Qua quá trình làm đồ án đã giúp tôi làm quen với những công việc cụ thể của người kỹ sư cơ khí, phương pháp làm việc độc lập, sáng tạo, khoa học, kỷ luật, đồng thời đồ án đã giúp bản thân tôi củng cố thêm các kiến thức đã được học cũng như học hỏi được nhiều kiến thức và kinh nghiệm quý báu.
Mặc dù đã rất cố gắng nhưng do thời gian, khả năng, và kinh nghiệm thực tế còn hạn chế nên đồ án chắc chắn không tránh khỏi những thiếu sót, rất mong được các thầy giáo và các bạn đóng góp ý kiến và chỉ bảo cho tôi để tôi ngày càng hoàn thiện đồ án của mình và tích luỹ bổ sung kiến thức, kinh nghiệm cho bản thân.Và cuối cùng tôi xin cám ơn thầy giáo Trần Thành, cùng các thầy trong bộ môn đã tận tình hướng dẫn cho tôi hoàn thành đồ án này.
TÀI LIỆU THAM KHẢO
1. Thiết kế môn học công nghệ chế tạo máy
Trần Thành, Lương Ngọc Quang
HVKTQS - 1999
2. Hướng dẫn thiết kế đồ án công nghệ chế tạo máy
Nguyễn Trọng Bản, Trần Thành, Nguyễn Quang Hoài, Hoàng Mạnh Long
HVKTQS - 2002
3. Sổ tay công nghệ chế tạo máy - Tập 1,2,3
Nguyễn Đắc lộc , Lê Văn Tiến , Ninh Đức Tôn , Trần Xuân Việt
Nhà xuất bản Khoa học và Kỹ thuật - 2001
4. Công nghệ chế tạo máy - Tập 1,2
Nguyễn Trọng Bình, Nguyễn Thế Đạt, Trần Văn Địch
Nhà xuất bản Khoa học và Kỹ thuật - 1998
5. Sổ tay vẽ kỹ thuật
Nguyễn Trường Sinh
Học viện KTQS - 2001
6. Sổ tay dung sai
Đỗ Xuân Mua
Học viện KTQS - 1986
7. Công nghệ kim loại (phần công ngệ phôi)
Lương Ngọc Quang, Trần Đức Cứu, Nguyễn Trọng Bản
Học viện KTQS - 1995
8. Hướng dẫn bài tập công nghệ phôi
Lương Ngọc Quang, Trần Đức Cứu, Nguyễn Trọng Bản(
Học viện KTQS - 1995
9. Bài giảng công nghệ kim loại (phần gia công cắt gọt) – Tập 1,2
Học viện KTQS - 1975
10. Hướng dẫn làm bài tập công nghệ loại (phần gia công cắt gọt)
Học viện KTQS - 1991
11. Kim loại học và nhiệt luyện
Nghiêm Hùng
Nhà xuất bản đại học và trung học chuyên nghiệp - 1979
12. Sổ tay và atlát đồ gá
Trần Văn Địch
Nhà xuất bản Khoa học và Kỹ thuật - 2000
13. Đồ gá cơ khí hoá và tự động hoá
Lê Văn Tiên, Trần Văn Đạt, Trần Xuân Việt
Nhà xuất bản Khoa học và Kỹ thuật - 1999
14. Đồ gá gia công cơ khí
Hồ Viết Bình ,Lê Đăng Hoành , Nguyễn Ngọc Đà
Nhà xuất bản Khoa học và Kỹ thuật - 1999










