ĐỒ ÁN TỐT NGHIỆP GIA CÔNG CHI TIẾT TRỤC CÁC ĐĂNG LÁI GẠT TRƯỜNG QUÂN SỰ
NỘI DUNG ĐỒ ÁN
ĐỒ ÁN TỐT NGHIỆP GIA CÔNG CHI TIẾT TRỤC CÁC ĐĂNG LÁI GẠT TRƯỜNG QUÂN SỰ
LỜI NÓI ĐẦU:
Thiết kế chế tạo là một tập hợp những nhiệm vụ liên tục nối tiếp lẫn nhau.Mỗi một công đoạn trong quá trình thiết kế chế tạo có một vai trò và nhiệm vụ riêng.Quá trình thiết kế chỉ được coi là hoàn thiện khi mà các ý tưởng nhà thiết kế đưa ra phải có tính ưu việt về tính năng sử dụng, tính kinh tế, tính phổ cập . . . và cuối cùng là tính công nghệ.
Tính công nghệ của sản phẩm là tính chất của mô hình nhà thiết kế đưa ra có cấu tạo sao cho khả năng công nghệ của đất nước có thể thực hiện được và hạn chế thấp nhất giá thành chế tạo.Tính công nghệ của mô hình thiết kế có ý nghĩa vô cùng quan trọng đối với mỗi sản phẩm chế tạo.
Giá thành chế tạo sản phẩm phụ thuộc rất nhiều vào công nghệ sản suất.Công nghệ sản suất đơn giản sẽ giảm thời gian sản xuất, giảm hao mòn máy móc . . . dẫn tới giảm được giá thành chế tạo. Chính vì vậy, việc thiết kế một quy trình công nghệ tối ưu có một ý nghĩa rất quan trọng trong thiết kế, sản suất, chế tạo.Nắm vững đặc tính công nghệ của quy trình sản xuất giúp cho người kỹ sư có một cái nhìn tổng quát làm cho các ý tưởng thiết kế của người kỹ sư phù hợp với khả năng công nghệ đảm bảo chắc chắn ý tưởng có thể thực hiện được.
Đồ án công nghệ chế tạo máy không nằm ngoài mục đích như vậy.Làm đồ án công nghệ chế tạo máy là một dịp để sinh viên làm quen với các quy trình chế tạo là cơ sở cho các ý tưởng thiết kế sau này.
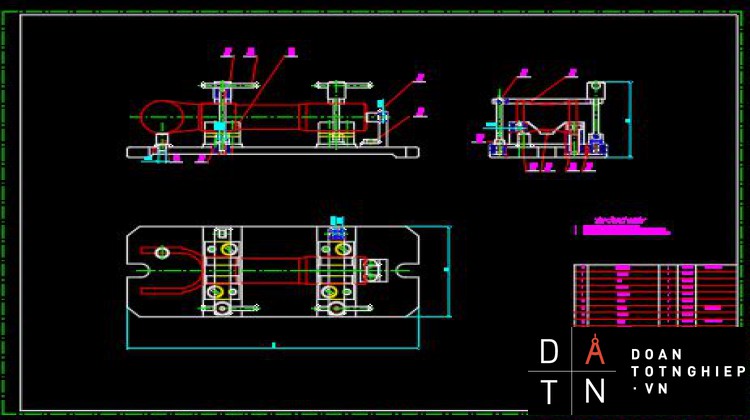
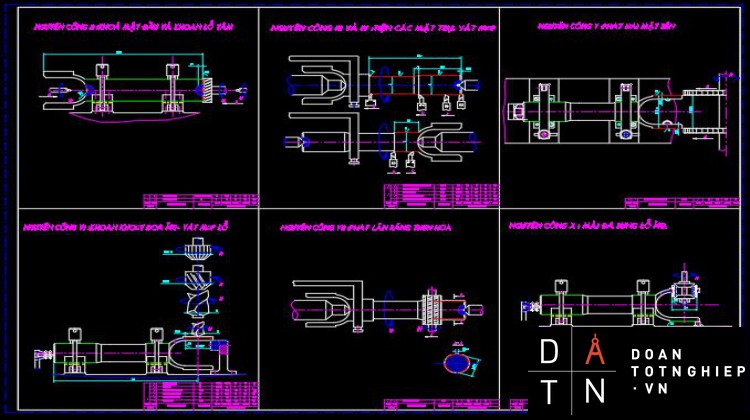
Trong đồ án trình bày thiết kế quy trình gia công chi tiết “TRỤC CÁC ĐĂNG LÁI GẠT” với các nội dung sau:
- 01 bản vẽ A0 trình bày các nguyên công.
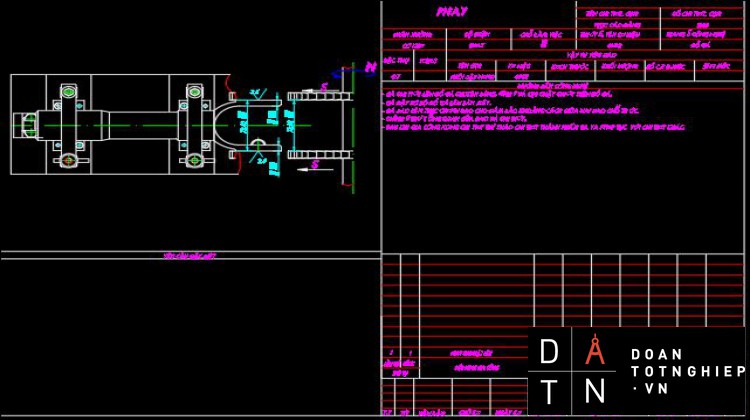
- 01 bản vẽ A1 thể hiện đồ gá cho nguyên công phay.
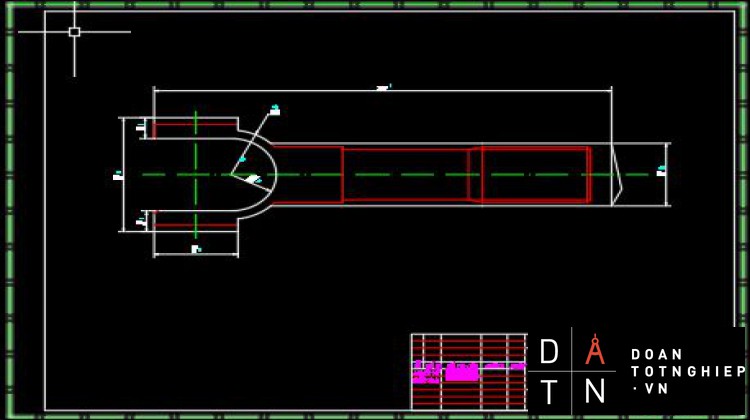
- 01 bản vẽ A3 thể hiện bản vẽ chi tiết.
- 01 bản thuyết minh A4.
Tôi xin chân thành cảm ơn thầy giáo Lại Anh Tuấn thuộc bộ môn CHẾ TẠO MÁY đã tận tình hướng dẫn để đồ án được hoàn thành đúng tiến độ và công việc được giao với chất lượng đảm bảo. Do thời gian còn hạn chế nên đồ án không thể tránh được các thiếu sót, rất mong được sự đóng góp ý kiến sửa sai của các thầy giáo và các bạn.
PHẦN I: PHÂN TÍCH SẢN PHẨM VÀ CHỌN PHÔI
1.1-Phân tích kết cấu và yêu cầu kỹ thuật của chi tiết.
Chi tiết cần gia công là một chi tiết dạng trục đặc có phần bậc nhỏ, một đàu là phần chạc phức tạp. Quá trình làm việc chi tiết chịu uốn, xoắn, va đập, ma sát, mài mòn…Tải trọng tác dụng có thể là tải trọng tĩnh hoặc động. Hình thức giảm tải có thể là từtừ hoặc tăng đột ngột. Môi trường làm việc như là khí quyển, dầu bôi trơn hoặc các môi trường khác. Do đod chi tiết bi phá huỷ có thể do bền hoặc do mỏi.
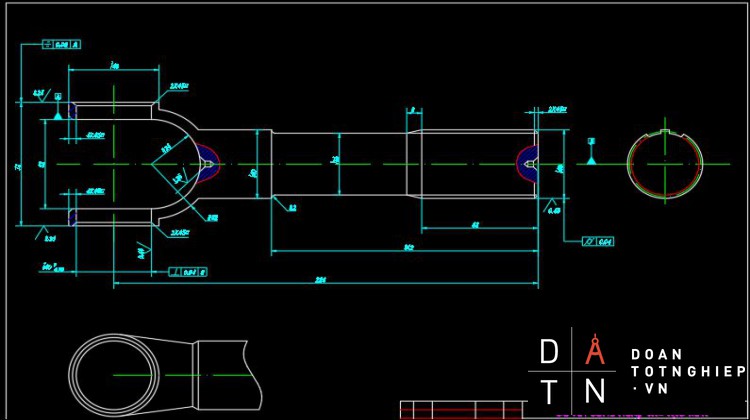
Chi tiét có kích thước :
+ chiều dài 256 mm
+ đường kính lớn nhất f40.
Chi tiết thuộc loại trung bình, khối lượng khoảng gần 4 kg.
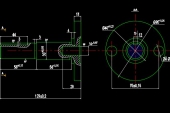
Phần rãnh then DxZxbxL = 40x10x4,5x62 để truyền mô men xoắn có dung sai
(), tương đương với cấp chính xác IT7, ra = 0,63. Vì sản xuất hàng loạt để tăng hiệu quả kinh tế ta dùng phương pháp phay rãnh then và mài tr sau khi nhiệt luyện.
Đoan trụ f36 và f40 không yêu cầu độ chính xác cao, độ nhám bề mặt (Rz20) ta sử dụng phương pháp tiện tinh.
Bề mặt của chạc yêu cầu không cao, do đó ta sử dụng luôn bề mặt của phôi được chế tạo băng phương pháp dập khuân.
Lỗ f40-00,016 có yêu cầu về độ nhám tương đối cao Ra = 0,63 mm ,IT6, cấp độ nhám cấp 8. Và hai lỗ này không liền, có khoảng trống. Do đó cần xác định tâm hai lỗ trước khi thực hiện các nguyên công khoan- khoét- doa và mài sau khi nhiệt luyện.
Bề mặt hai bên của chạc yêu cầu độ song song với nhau và với bề mặt trong là tương đối cao, yêu cầu độ nhám bề mặt Ra = 1,25 mm, nhám cấp7. Do đo cũng cần thiết phải mài sau nhiệt luyện. Dung sai độ phẳng của bề mặt là 0,02mm ứng với cấp chính xác IT7.
Dung sai độ không vuông góc 0,04 mm ưng s với cấp chính xác IT6.
Vật liệu chế tạo chi tiết là thép 40Cr.
1.2- Phân tích tính công nghệ trong kết cấu của chi tiết
Từ hình dạng, kích thước và yêu cầu kỹ thuật của chi tiết ta có nhận xét như sau:
- Chi tiết yêu cầu phải nhiệt luyện đạt độ cứng HRC từ 48…52, nhiệt luyện sẽ làm giảm cấp chính xác và cấp độ nhám , tại mặt trụ trong f40 và 2 mặt bên chạc yêu cầu cấp độ nhám cấp 8 và cấp 7 tương ứng đây là một yêu cầu cao.Ta có hai phương án để lựa chọn.
+ Gia công chi tiết đạt cấp độ nhám 9-10 tại mặt trụ trong F40 và 2 mặt bên chạc, sau đó nhiệt luyện.
+ Gia công chi tiết theo yêu cầu, sau đó nhiệt luyện, cuối cùng mài các mặt trụ trong F40 và 2 mặt bên chạc để đạt cấp độ nhám cấp 8 và cấp 7.
Ta chọn phương án sau, bởi vì đạt được cấp độ nhám cấp 9-10 là rất khó và không kinh tế.
+ Bề mặt ngoài then hoa cũng được chế tạo băng phương phap tương tự.
+Vật liệu là thép 40Cr có cơ tính tương đối phù hợp cho các nguyên công cắt gọt.
+ Do yêu cầu nhiệt luyện chi tiết đạt độ cứng (48…52 ) HRC, cấp độ nhám cấp 8, ta cần phải thực hiện nguyên công mài sau nhiệt luyện.
1.3-Chọn phôi và phương pháp chế tạo phôi
1.3.1. Phân tích vật liệu phôi.
* Nhóm thép Crôm :
+ Cơ tính tổng hợp cao.
+ Tính chống ram tốt do đó giảm ứng suất dư bên trong.
+ Độ bền, giá thành, độ thấm tôi cao hơn một chút so với nhóm thép các bon.
+ Tính công nghệ kém hơn nhóm thép các bon.
+ ứng dụng chế tạo chi tiết có tốc độ, giảm áp suất riêng,và chịu tải trọng trung bình: trục, bánh răng, hộp giảm tốc …
+ Chi tiết có mác vật liệu là 40Cr ( là mác thép điển hình của nhóm này).
Kết luận :
Chi tiết làm việc trong điều kiện cũng tương đối nặng nên vật liệu là thép 40Cr là đảm bảo, tuy giá thành có đắt hơn, tính công nghệ cũng thấp hơn của thép 45C.
1.3.2. Chọn phôi.
Căn cứ vào hình dạng, kích thước, vật liệu của chi tiết, căn cứ vào dạng sản xuất là loạt lớn ta có thể dùng các phương pháp tạo phôi sau:
a>Phôi đúc.
Nếu sử dụng phôi đúc, khi được chế tạo ra có chất lượng bề mặt xấu như rỗ khí, xù xì, nứt, đậu hơi, đậu ngót … Hơn nữa, do chi tiết chế tạo có kích thước nhỏ và vật liệu chi tiết là thép C45 rễ bị ảnh hưởng của các yếu tố này.Do đó dùng phôi đúc khó đảm bảo cơ tính của vật liệu, làm tăng thời gian sản xuất, làm cho các dụng cụ cắt nhanh hỏng, dẫn đến làm tăng giá thành sản phẩm.Trong sản xuất loạt lớn điều này sẽ rất đáng kể.
b>Phôi rèn tự do.
Phôi có dạng hình khối chữ nhật nên việc rèn tự do cũng không gặp khó khăn nhiều nhưng thời gian chế tạo phôi dài không phù hợp với dạng sản xuất hàng loạt.Do vậy, với sản xuất loạt lớn ta không sử dụng loại phôi này.
c>Phôi cán (phôi thanh)
Với loại phôi này, khi gia công tạo phôi cho chi tiết tương đối nhanh, chi phí cho tạo phôi ít.Tuy nhiên, hệ số sử dụng vật liệu không cao nên nếu sử dụng phôi này sẽ tốn vật liệu, kéo dài quá trình công nghệ gia công chi tiết dẫn tới tổn hao nhiều về máy, dụng cụ…Kết quả làm tăng chi phí sản xuất.
d>Phôi dập.
Phương pháp này tạo phôi nhanh, độ chính xác hình dạng kích thước đảm bảo, chất lượng phôi tốt, hệ số sử dụng vật liệu cao, chi phí cho gia công ít nhất, phù hợp với sản xuất hàng loạt.Đây là phương án tạo phôi hợp lý nhất
Qua quá trình phân tích trên ta chọn phôi dập, dùng phương pháp dập nóng để tạo phôi.
PHẦN 2:THIẾT KẾ QUY TRÌNH CÔNG NGHỆ
2.1- Xác định đường lối công nghệ.
Ta biết rằng số lượng các nguyên công phụ thuộc vào phương pháp thiết kế các nguyên công. Trong thực tế có hai phương pháp thiết kế các nguyên công phụ thuộc vào trình độ phát triển sản xuất của nghành công nghệ chế tạo máy, đó là phương pháp tập trung nguyên công và phân tán nguyên công.
Trong đồ án ta sử dụng phương pháp tập trung nguyên công kết hơpự phương án phân tán nguyên công ( bố trí nhiều bước công nghệ trong một nguyên công kết hợp bố trí ít bước công nghệ trong một nguyên công ). Bởi vì áp dụng phương pháp này tạo điều kiện tăng năng suất lao động, rút ngắn chu kỳ sản xuất, giảm chi phí điều hành và lập kế hoạch sản xuất cũng như phù hợp với điều kiện sản xuấtthực tế ở nướcta. Tuy nhiên áp dụng phương pháp này cần chú ý tính toán phân chia số máy, số người, cũng như khả năng làm việc của máy và tay nghề của công nhân một cách hơp lý.
2.2- Thiết kế tiến trình công nghệ.
Thiết kế quy trình công nghệ là phải lập các nguyên công sao cho chu kỳ gia công hoàn chỉnh một chi tiết là ngắn nhất, góp phần hạn chế chi phí gia công, đảm bảo hiệu quả nhất. Trong đó mỗi nghuyên công được thực hiện theo một nguyên lý ứng với một phương pháp gia công thích hợp với kết cấu chi tiết. Khi xác định các phương pháp gia công cho các bề mặt căn cứ vào các đặc điểm sau:
- Khả năng tạo hình của các phương pháp gia công.
- Vị trí các bề mặt trên chi tiết gia công, tránh va đập khi cắt.
- kích thước bề mặt gia công, kích thước tổng thể của chi tiết gia công và phạm vi gá đặt phôi trên máy thực hiện phương pháp gia công.
- Độ chính xác có thể đạt được của phương pháp gia công.
- Điều kiện sản xuất thực tế ở đơn vị.
Phương pháp gia công các bề mặt như sau:
*Gia công các bề mặt trụ f36, f40:
Yêu cầu kỹ thuật : Rz = 20 ; IT8.
Do sau khi nhiệt luyện chi tiết, độ nhám có thể giảm, do đó , các bề mặt này phải trai qua các bứoc gia công: tiện thô - tiện tinh – nhiệt luyện.
*Gia công bề mặt ngoài then hoa f40:
Yêu cầu kỹ thuật : Ra= 0,63; IT14; HRC 48…52.
Do yêu cầu kỹ thuật cao nên ngoài các bước trên ta còn phải co thêm bước phay then hoa và mài thô, mài tinh.
*Gia công hai mặt bên của hai chạc, bề mặt đầu f48:
Yêu cầu kỹ thuật : Ra=1,25; IT10.
Do bề mặt này đối xứng nên ta có thể thực hiện cùng lúcmột số bước công nghệ : phay hai mặt bên – nhiệt luyện – mài.
*Gia công các bề mặt lỗ f40:
Yêu cầu kỹ thuật : Ra= 0,63;IT14;HRC 48…52.
Các bề mặt này cần qua các bước gia công: khoan tâm - khoan thường - khoan rộng - khoét - doa - nhiệt luyện - mài.
Thứ tự các nguyên công:
Nguyên công 1 : Mài ba via, vát mép trong 4x450.
Nguyên công 2 : Khỏa mặt đầu, khoan lỗ tâm.
Nguyên công 3 : Tiện thô các bề mặt trụ f36, f40.
Nguyên công 4 : Tiện tinh các bề mặt trụ f36,f40, vát mép.
Nguyên công 5 : Phay hai mặt bên.
Nguyên công 6 : Khoan – Khoét – Doa lỗ f40.
Nguyên công 7 : Phay then hoa.
Nguyên công 8 : Nhiệt luyện.
Nguyên công 9 : Nắn thẳng, sửa lỗ tâm.
Nguyên công 10: Mài mặt ngoài then hoa.
Nguyên công 11: Mài mặt trụ trong f40.
Nguyên công 12: Mài mặt đầu f48.
2.3-Thiết kế nguyên công.
2.3.1. Nguyên công 1: Mài ba via, vát mép trong 4x450.
- Gá : Sử dụng phương pháp mài tay.
- Chọn máy : Tra bảng VIII-41, ta chọn máy mài của liên xô có ký hiệu 3A130 với các thông số chính sau:
+ Đường kính lớn nhất của chi tiết gia công : 200 mm.
+ Chiều dài lớn nhất của chi tiết gia công : 630 mm.
+ Đường kính lớn nhất của đá mài : 350 mm
+ Tốc độ đá mài : 1880 vg/p.
+ Công suất động cơ chính : 4 kw.
- Chọn dụng cụ :
Chọn đá mài : Theo bảng 4.169 –T1-[] và Bảng 9.3- T1-[], Bảng 9.4 –T1-[] ta chọn đá mài như sau :
+ chọn kiểu đá mài P.P .
+ vật liệu mài : Cô ranh đông điện tráng Ct ( oxít nhôm trắng).
+ độ hạt : chọn nhóm hạt mài, độ hạt 50 – M28.
+ chất kết dính : Kêramít ( chất kết dính vô cơ - gốm).
+ độ cứng đá mài : mềm trung bình M2 – CM2 ( MV), cấp độ MV1.
+ tổ chức đá mài : số hiệu cấu trúc (5), tỷ lệ thể tích vật liệu mài : ( 50% - 60%).
+ cấp độ chính xác của đá mài : cấp ( mài được các cấp).
+ hình dạng đá mài : D.H.d = 80.40.32.
- Số lượng và trình tự các bước công nghệ :
+ Mài ba via mặt ngoài.
+ Mài vát mép phần bên trong của chạc.
2.3.2. Nguyên công 2 : Khoả mặt đầu, khoan lỗ tâm.
- Chọn chuẩn thô : Bề mặt trụ
- Gá : Hai khối V ngắn
- Chọn máy : Tra Bảng 25 – [], ta chọn máy phay và khoan tâm bán tự động ký hiệu MP – 76 M có các thông số chính như sau :
+ Đường kính chi tiết gia công : 25 – 80 mm.
+ Chiều dài chi tiết gia công : 500 – 1000 mm.
+ Giới hạn vòng quay của dao : 1255 v/p.
+ Công suất của động cơ phay - khoan : 5,5 kw.
- Chọn dụng cụ :
+ Dao phay : Theo Bảng 4-92-T1-[], chọn dao phay mặt đầu bằng thép gió có các thông số : D=40mm, d = 16mm, L = 20mm, z = 10 răng.
+ Dụng cụ khoan lỗ tâm : Tra Bảng IX – 52 trang 234 chọn mũi khoan tâm kiểu I có các thông số cơ bản sau : D0 = 3, 35, L = 60mm, d = 1,6 mm , l = 3mm.
- Số lượng và trình tự các bước trong nguyên công :
Số lần gá : 1
+ Phay mặt đầu.
+ Khoan lỗ tâm.
2.3.3. Nguyên công 3 : Tiện thô các bề mặt trụ f36, f40.
- Chọn chuẩn : mặt côn hai lỗ tâm.
- Định vị : định vị bởi hai mặt côn của hai lỗ tâm hạn chế 5 bậc tự do.
- Chọn máy : Chọn máy tiện ren vít 16K20 ( Bảng P6.1 –[]). Công suất động cơ chính 10kw.
- Chọn dụng cụ:
+ Dao tiện gia công các mặt trụ:
- Chọn dao tiện phải đầu cong ( Bảng 4.4 – T1 – []).
- Vật liệu phần cắt T15K6, vật liệu phần thân dao C45.
- Kích thước dao : H.B = 25.16.
- Thông số hình học phần cắt : f.f1.L.n.l.r = 450.450.140.8.14.1.
- Tuổi bền của dao : T = 60ph.
- Số lượng và trình tự các bước trong nguyên công :
Số lần gá : 2
Lần gá 1:
+ Tiện thô bề mặt f40 ở phần ngoài.
+ Tiện thô bề mặt f36.
Lần gá 2 :
+Tiện thô bề mặt f40 ở phần trong.
2.3.4. Nguyên công 4 : Tiện tinh các bề mặt trụ f36, f40, vát mép.
- Sơ đồ : giống nguyên công 3.
- Chọn chuẩn tinh : Mặt côn hai lỗ tâm.
- Định vị : Định vị bằng mặt côn hai lỗ tâm định vị 5 bậc tự do.
- Chọn máy : Theo Bảng 9.3- T1- [], chọn máy tiện ren vít vạn năng T616.
Công suất động cơ trục chính 4 kw.
- Chọn dụng cụ:
+ Dao tiện ngoài :
* Chọn dao tiện phải đầu cong ( Bảng 4.4- T1- []).
* Chọn vật liệu phần cắt T15K6, vật lieuụ phần thân dao thép C45.
* Kích thước dao : 25x16.
* Thông số hình học phần cắt : f.f1.L.n.l.r = 450.450.140.8.16.1.
+ Dao tiện vát mép :
* Chọn dao tiện phải đầu phẳng ( Bảng 4.5- T1- []).
* Vật liệu phần cắt T15K6, vật liệu phần thân dao thép C45.
* Kích thước dao : 25x16.
* Thông số hình học phần cắt : j.j1.L.n.l.r = 450.100.140.8.16.1.
- Số lượng và trình tự các bước gia công:
Số lần gá : 2
Lần gá 1 :
+ Tiện tinh bề mặt trụ f40 ở phần ngoài.
+ Tiện tinh bề mặt trụ f36.
Lần gá 2 :
+ Tiện tinh bề mặt trụ f40 ở phần trong.
2.3.5. Nguyên công 5 : Phay hai mặt bên chạc.
- Chọn chuẩn : Hai bề mặt trụ f40.
- Gá : Hai khối V ngắn, chốt tỳ có điều chỉnh, Thanh đỡ.
- Chọn máy : Tra Bảng VIII - 20 – STCNCTM – trang 49, ta xác định máy cho nguyên công là máy phay vạn năng công xôn 6H82 với các thông số sau:
+ Số cấp tốc độ trục chính : 18.
+ Công suất động cơ chính : 7kw.
+ Công suất động cơ chạy dao : 1,7 kw.
+ Kích thước làm việc của bàn máy : B1.L = 320x250 mm.
+ Phạm vi tốc độ trục chính : 30 – 1500 v/p.
+ Đường kính trục gá dao : 32; 50 mm.
- Chọn dụng cụ :
Dao phay : Theo Bảng 1.1- thiết kế dụng cụ cắt- trang 15 và Bảng 4.85 -T1 - [], ta chọn dao phay đĩa 3 mặt gắn các mảnh hơp kim cứng có các thông số sau :
D = 160 mm, d = 50mm, B = 22mm, z = 12.
Vật liệu: mảnh hợp kim cứng T15K6, thân dao bằng thép C45.
- Số lượng và trình tự các bước gia công:
Số lần gá : 1
+ Phay đồng thời hai mặt bên.
2.3.6. Nguyên công 6 : Khoan – Khoét – Doa lỗ f40.
- Chọn chuẩn : mặt trụ f40.
- Gá đặt : Định vị bằng hai khối V ngắn hạn chế 4 bậc tự do.
Chốt tỳ có điều chỉnh hạn chế bậc tự do tịnh tiến dọc trục.
Đệm đỡ chống xoay và tăng cứng.
- Chọn máy : Theo bảng VIII- 33- STCNCTM ( trang 79), ta chọn máy khoan đứng kiểu Liên Xô ký hiệu 2H125 dùng đầu khoan rêvônve với các thông số chính sau :
+ Đường kính lớn nhất khoan được : 50mm.
+ Kích thước bề mặt làm việc của bàn máy : 500x560 mm.
+ Số cấp tốc độ trục chính : 12
+ Độ côn trục chính : moóc N05.
+ Công suất động cơ chính : 7,5 kw.
- Chọn dụng cụ :
+ Khoan tâm : Theo Bảng IX- 52( STCNCTM- trang 234), ta chọn mũi khoan tâm kiểu 1c.I khoan lỗ kiểu B với D = 6 mm. Vật liệu mũi khoan T15K12, HRC = 59…63.
+ Mũi khoan thường : Theo Bảng IX- 49 ( STCNCTM- trang 228), ta chọn mũi khoan xoắn ốc đuôi côn có các thông số sau:
- Đường kính khoan: 25 mm.
- Chiều dài toàn bộ : 295 mm.
- Chiều dài phần cắt : 175 mm.
- Độ côn : côn moóc N03.
- Vật liệu phần cắt : T15K6.
+ Mũi khoan rộng : Theo Bảng IX-51 (STCNCTM- trang 232), ta chọn mũi khoan có các thông số sau :
- Đường kính khoan : 38 mm
- Chiều dài phần cắt : 150 mm
- Độ côn : côn moóc N04.
- Vật liệu phần cắt T15K12.
+ Mũi khoét : Theo Bảng 4-48- T1- [], ta chọn mũi khoét có các thông số sau :
- Đường kính mũi khoét : 39,7 mm.
- Vật liệu phần cắt T15K12.
- Góc ngiêng răng cắt : w = 150.
- Góc vát đầu dụng cụ : j = 300.
+ Mũi doa : Theo Bảng 4-49- T1- [], ta chọn mũi doa có các thông số sau :
- Đường kính mũi doa : 39,93 mm.
- Chiều dài phần cắt : 32 mm.
- Đường kính chuôi lắp : 20 mm.
- Chiều dài toàn bộ : 40 mm.
- Thông số dao j.g.a = 150.100.70.
+ Dao khoét vát mép : Theo Bảng 4-48- T1- [], ta chọn mũi khoét có các thông số sau :
- Đường kính mũi khoét : 45 mm.
- Vật liệu phần cắt T15K12.
- Góc ngiêng răng cắt : w = 150.
- Góc vát đầu dụng cụ : j = 450.
- Số lượng và trình tự các bước gia công :
Số lần gá : 2
Lần gá 1 :
+ Khoan định tâm lỗ f6.
+ Khoan thường lỗ f25.
+ Khoan rộng lỗ f38.
+ Khoét lỗ f39,7.
+ Doa lỗ f39,93.
+ Khoét vát mép 2x450.
Lần gá 2 :
đảo chiều gá của chạc và thực hiện lại các bước trên.
2.3.7. Nguyên công 7 : Phay trục then hoa.
- Chọn chuẩn : Mặt côn hai lỗ tâm.
- Định vị : Định vị bằng mạt côn hai lỗ tâm hạn chế 5 bậc tự do.
- Chọn máy : Tra Bảng VIII - 20 ( STCNCTM- trang 49), ta xác định máy cho nguyên công là máy phay vạn năng công xôn 6H82 với các thông số sau:
+ Số cấp tốc độ trục chính : 18.
+ Công suất động cơ chính : 7kw.
+ Công suất động cơ chạy dao : 1,7 kw.
+ Kích thước làm việc của bàn máy : B1.L = 320x250 mm.
+ Phạm vi tốc độ trục chính : 30 – 1500 v/p.
+ Đường kính trục gá dao : 32; 50 mm.
- Chọn dụng cụ :
Chọn dao phay lăn răng liền khối có các thông số sau :
ddao = 80mm; d = 32 mm ; d1 = 50 mm; L = 80 mm; nrãnh= 10.
- Số lượng và trình tự các bước gia công :
Số lần gá : 1
+ Phay lăn răng có chuyển động ăn khớp.
2.3.8. Nguyên công 8 : Nhiệt luyện.
Tôi cao tần.
2.3.9. Nguyên công 9 : Nắn thẳng và sửa lỗ tâm.
2.3.10. Nguyên công 10 : Mài tròn trong lỗ f40.
- Chọn chuẩn tinh : Bề mặt trụ f40.
- Gá : giống nguyên công 6.
- Chọn máy : Theo Bảng VIII- 43 (STCNCTM- trang 98), ta chọn máy 3A227P có các thông số sau :
+ Đường kính lỗ mài : 20 ¸ 100 mm.
+ Đường kính lớn nhất của chi tiết : 400mm.
+ Bước tiến công tác của bàn : 0,4 ¸ 10 vô cấp vg/ph.
+ Tốc độ đá mài 18500; 12600;9600; 8400.
+ Công suất động cơ chính : 3 kw.
- Chọn dụng cụ :
+Mài tinh : Theo Bảng 4.169; 4.170- T1- [], ta chọn đá mài kiểu prôphin chất kết dính Kêramít với :
D= 20 mm; d = 12 mm; H = 20 mm.
Vật liệu mài 4A
Độ hạt 5-0.
- Số lượng và trình tự các bước gia công :
Số lần gá : 2.
Mài một lần lỗ f40 rồi đảo chiều gá.
2.3.11. Nguyên công 11 : Mài mặt ngoài then hoa.
- Đồ gá : Chống tâm hai đầu.
- Chọn máy : Máy mài tròn 3B110 ( Bảng P6.5- []).
Thông số công nghệ của máy.
+ Kích thứoc lớn nhất của đá mài : 250x20x76 mm
+ Tốc độ trục chính của ụ mài : 2450 vg/ph.
+ Tốc độ quay trục chính của phôi : 150 vg/ph.
+ Kích thước bao của bàn máy 1600x1670 mm
+ Công suất động cơ chính 1,5 kw.
- Dụng cụ :
+ Dụng cụ đo : Pan me, đồng hồ so,…
+ Dụng cụ cắt : Thông số đá mài :
- Mài thô : Chọn đá mài P.P ( Bảng 4.169- T1- []).
Vật liệu mài : Cô ranh đông điện tráng Ct ( oxít nhôm trắng).
Độ hạt : chọn nhóm hạt mài, độ hạt 50 – M28.
Chất kết dính : Kêramít ( chất kết dính vô cơ - gốm).
Độ cứng đá mài : mềm trung bình M2 – CM2 ( MV), cấp độ MV1.
Tổ chức đá mài : số hiệu cấu trúc (5), tỷ lệ thể tích vật liệu mài : ( 50% - 60%).
Cấp độ chính xác của đá mài : cấp ( mài được các cấp).
Hình dạng đá mài : D.H.d = 80.40.32.
- Mài tinh : Theo Bảng 4.169; 4.170- T1- [ ], ta chọn đá mài kiểu prôphin chất kết dính Kêramít với :
D= 80mm; d = 40 mm; H = 50 mm.
Vật liệu mài 4A
Độ hạt 5-0
- Số lượng và trình tự các bước công nghệ:
Số lần gá 1:
+ mài thô.
+ mài tinh.
2.3.12. Nguyên công 12 : Mài mặt đầu f48.
- Chọn chuẩn tinh : Bề mặt trụ f40.
- Gá : Giống nguyên công 6.
- Chọn máy : Giống nguyên công 11
- Chọn dụng cụ :
+Mài tinh : Theo Bảng 4.169; 4.170- T1- [], ta chọn đá mài kiểu prôphin chất kết dính Kêramít với :
D= 20mm; d = 12 mm; H = 20 mm; g = 150.
Vật liệu mài 4A
Độ hạt 5-0.
- Số lượng và trình tự các bước gia công :
Số lần gá : 2.
Mài một lần mặt đầu f48 rồi đảo chiều gá.
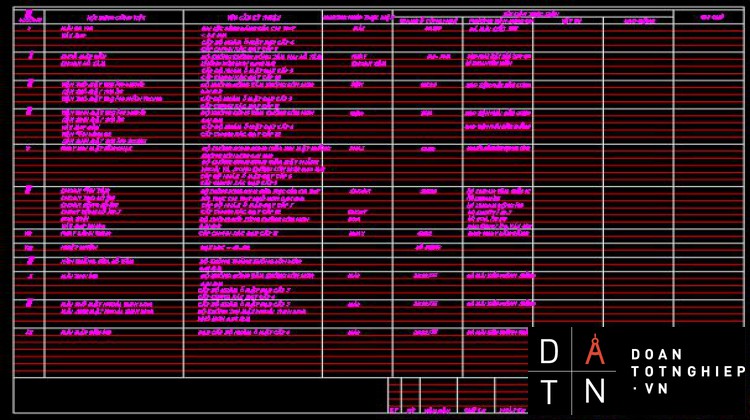
2.4. Tra Lượng dư cho các nguyên công.
Căn cứ vào phương pháp chế tạo phôi, tra lượng dư theo sổ tay CNCTM cho các nguyên công như sau.
|
Nguyên công |
Bứơc |
Nội dung |
Lượng dư ( mm) |
Chú ý |
|
I |
1 |
Mài ba via xung quanh phôi |
|
|
|
2 |
Mài vát mép f48 |
|
|
|
|
II |
1 |
Khoả mặt đầu |
a=4 |
|
|
2 |
Khoan lỗ tâm |
|
|
|
|
III |
1 |
Tiện thô mặt trụ f40 ( phần ngoài) |
2a=3,5 |
|
|
2 |
Tiện thô mặt trụ f36 |
2a=7,5 |
|
|
|
3 |
Tiện thô mặt trụ f40 ( phần trong) |
2a= 3,5 |
|
|
|
IV |
1 |
Tiện tinh mặt trụ f40 ( phần ngoài) |
2a=1,5 |
|
|
2 |
Tiện tinh mặt trụ f36 |
2a=1,5 |
|
|
|
3 |
Vát mép 2x450 |
2x450 |
|
|
|
4 |
Tiện định hình R2 |
1,5 |
|
|
|
5 |
Tiện tinh mặt trụ f40 ( phần trong) |
2a=1,5 |
|
|
|
V |
1 |
Phay hai mặt bên chạc |
a=4 |
|
|
VI |
1 |
Khoan lỗ định tâm |
|
|
|
2 |
Khoan lỗ thường f25 |
|
|
|
|
3 |
Khoan rộng lỗ f38 |
2a= 13 |
|
|
|
4 |
Khoét lỗ f39,7 |
2a=1,7 |
|
|
|
5 |
Doa lỗ f39,93 |
2a= 0,23 |
|
|
|
6 |
Khoét vát mép trong 2x450 |
2x450 |
|
|
|
VII |
1 |
Phay rãnh then hoa |
|
|
|
X
|
1 |
Mài thô mặt ngoài then hoa |
2a= 0,26 |
|
|
2 |
Mài tinh mặt ngoài then hoa |
2a= 0,04 |
|
|
|
XI |
` 1 |
Mài tinh lỗ f40 |
2a =0,07 |
|
|
XII |
1 |
Mài mặt đầu f48 |
0,15 |
|
2.5. Tra chế độ cắt cho các nguyên công.
Căn cứ vào lượng dư gia công, chiều sâu cắt, vật liệu gia công, vật liệu dao cắt ta tìm được lượng chạy dao sau đó tra vận tốc cắt. từ đó ta tính được số vòng quay của máy ( căn cứ vào máy gia công đã được chọn từ trước) cho các giá trị tương ứng. Từ số vòng quay ta tra được công suất và thời gian.
Từ số vòng quay của máy kết hợp với số răng dao ta tra được công suất cắtNc, tuy nhiên vẫn phải đảm bảo thoả mãn điều kiện Nc MNm.h.
Vậy ta lập được bảng chế độ cắt cho các nguyên công sau:
a. Tra bảng chế độ cắt cho nguyên công I :
b. Tra bảng chế độ cắt cho nguyên công II :
c. Tra bảng chế độ cắt cho nguyên công III :
d. Tra bảng chế độ cắt cho nguyên công IV :
e. Tra bảng chế độ cắt cho nguyên công V :
f. Tra bảng chế độ cắt cho nguyên công VI :
g. Tra bảng chế độ cắt cho nguyên công VII :
h. Tra bảng chế độ cắt cho nguyên công X :
i. Tra bảng chế độ cắt cho nguyên công XI :
k. Tra bảng chế độ cắt cho nguyên công XII :
Phần III
TÍNH TOÁN VÀ THIẾT KẾ ĐỒ GÁ.
Trong nội dung này, ta tính toán thiết kế đồ gá cho nguyên công phay hai mặt bên. Nội dung bao gồm : Thiết kế đồ gá, nguyên lý làm việc của đồ gá. Đồ gá phay được dùng trên máy phay để xác định vị trí tương đối giữa phôi và dao phay, đồng thời chi tiết cũng được kẹp chặt trên đó.
3.1. Xác định máy.
Trong chương II chúng ta đã xác định máy cho nguyên công phay hai mặt bên là máy phay vạn năng công xôn 6H82 với các thông số sau:
+ Số cấp tốc độ trục chính : 18.
+ Công suất động cơ chính : 7kw.
+ Công suất động cơ chạy dao : 1,7 kw.
+ Kích thước làm việc của bàn máy : B1.L = 320x250 mm.
+ Phạm vi tốc độ trục chính : 30 – 1500 v/p.
+ Đường kính trục gá dao : 32; 50 mm.
3.2. Phương pháp định vị và kẹp chặt.
Định vị chi tiết lên hai khối V ngắn hạn chế 4 bậc tự do. Chốt tỳ có điều chỉnh hạn chế bậc tự do tịnh tiến dọc trục. Thanh đỡ có tác dụng chống xoay và tăng cứng.
Kẹp chặt nhờ thanh kẹp bằng cơ cấu vít đai ốc.
Sơ đồ kết cấu của đồ gá được trình bày ở bản vẽ đồ gá.
3.3. Tính lực kẹp cần thiết.
Theo sơ đồ trên, ta chọn L = 130 mm; l = 90 mm.
Tính phản lực N1 tại bề mặt định vị của khối V.
Sơ đồ phản lực tai gối tựa được tính như sau :
Phương trình cân bằng lực tác dụng lên chi tiết khi phay được xác định :
2N1 = ( 2N1’ + 2N2’).cos450 (1)
Sơ đồ tính lực cắt khi phay như sau : theo STCNCTM- T2
Trị số lực vòng khi phay (KG).
Trong đó : Z – số răng dao: 10
n – Số vòng quay dao : 80 vg/ph.
Cp = 261 ; xp = 0,9 ; yp = 0,8 ; up = 1,1 ; wp = 0 ; qp = 1 ; D = 160 mm
Bước tiến dao S = 0,5 mm
Chiều sâu cắt t = 4 mm
Bề rộng phay B = 8 mm
Kp = Kmp : Hệ số xét đến tính chất của vật liệu, theo Bảng 5- 9- STCN- T2, ta có :
Kmp = ()np
Ta tra được sb = 650 MPa là giới hạn bền của vật liệu gia công.
np = 0,3.
Vậy ta có :
= 614,2 N
Các thành phần lực khác được lấy ngư sau :
- Lực hướng kính Pv = 0,4x Rz = 245,6 N.
- Lực chạy dao Ps = 0,4.Rz = 245,6 N
- Lực vuông góc với lực chạy dao Pv = 0,9. Rz = 552,6 N.
Để chi tiết định vị chắc chắn trong quá trình gia công thì lực ma sát tại các bề mặt tiếp xúc ( gồm các bề mặt chữ V và tại vị trí kẹp chặt ) phải lớn hơn lực cắt dọc trục tạo ra khi phay.
Để đơn giả khi tính lực kẹp cho rằng chỉ có lực Ps tác dụng lên chi tiết, Trong trường hợp này cơ cấu kẹp chặt phải tạo ra lực ma sát lớn hơn lực Ps. Do đó, ta phải có :
2N1. f + 2(N1’+ N2’).f ³ K.Ps.
Trong đó : f là hệ số ma sát, theo Bảng 7.2-[ ], ta có f = 0,1
K là hệ số an toàn, k = K0…K6.
K0- Hệ số an toàn tính cho tất cả cacs trường hợp, K0= 1,5
K1- Hệ số tính đến trường hơpự tăng lực cắt khi độ bóng thay đổi, gia công thô lấy K1 = 1,2
K2- Hệ số tăng lực cắt khi dao mòn, K2= 1,4
K3- Hề số tăng lực cắt khi gia công gián đoạn, K3= 1
K4- Hệ số tính đến sai số cơ cấu kẹp chặt, kệp chặt bàng tay lấy K4= 1,3
K5- Hệ số tính đén mức độ thuận lợi của cơ cấu kẹp chặt bằng tay, để thuận lợi chọn K5= 1
K6- Hệ số tính đến mô men làm quay chi tiết, định vị trên các phiến tỳ chọn K6= 1,5
Từ đó ta có :
K= 1,5.1,2.1,4.1.1,3.1.1,5= 5,7
Kết hợp với N1’=N2’v và phương trình (1) ta được :
N1³ (N)
Do đó N1³2898 (N)
Vậy W = N
3.4. Chọn các phần tử của cơ cấu kẹp chặt.
3.4.1. Chọn bu lông kẹp.
Theo công thức xác định đường kính bu lông kẹp
d³ C. [mm]
Trong đó:
+ C- hệ số, C= 1,4 đối với ren hệ mét cơ bản.
+ s- ứng suất kéo, s = 9 KG/mm2 đối với bu lông bằng thép 45.
+ W- lực kẹp cần thiết.
Thay số vào công thức trên ta có:
d³1,4. = 5,4 mm
Để tăng độ cứng vững và phù hợp với kết cấu của đồ gá ta chọn d = 6mm.
Trong quá trình làm việc, bu lông kẹp trong đồ gá có thể chịu nén, uốn, xoắn, kéo từ đó sinh ra các dạng hư hỏng thường gặp như: cong, đứt thân bu lông, đứt các đường ren. Để đảm bảo cho bu lông kẹp đủ bền phải tính toán bền cho bu lông dựa vào các thuyết bền của SBVL.
Nghiệm bền theo ứng suất tương đương :
Trong quá trính làm việc bu lông chịu nén- xoắn hoặc kéo- xoắn, dựa vào SBVL ta tính ứng suất tương đương của bu lông theo công thức sau :
stđ =
Trong đó : stđ có thể tính theo công thức : stđ = 1,3.s
s : ứng suất kéo hoặc nén khi bu lông làm việc, s = 4P/p.d2
P : lực kéo- nén tác dụng lên bu lông.
D : đương f kính chân ren của bu lông.
[s]: ứng suất cho phép theo CTM : [s] = 75¸80 Mpa
Điều kiện bền của bu lông : d2 ³ 5,2.P/(p.[s])
có : 5,2.P/(p.[s]) = 5,2.1449,2/(3,14.72)= 23,74
Þ d2 = 36 > 23,74
Bulông đã chọn đủ bền.
3.4.2. Chọn đai ốc.
Từ đường kính bu lông ở trên, ta chọn đai ốc M6. Tra Bảng 8.28/433 cho tay quay cố định.
|
d |
H |
D |
đ1 |
L |
l |
l1 |
c |
|
M6 |
28 |
16 |
5 |
50 |
18 |
5 |
1 |
3.4.3. Chọn tay đòn kẹp chặt.
Theo kích thước của chi tiết và đồ gá chọn ta có L1 = L2 = 55mm
Theo sơ đồ lực tác dụng ở trên, ta dựng được biểu đồ mô men tác dụng lên thanh kẹp như sau :
Từ biểu đồ mô men trên ta xác định tiết diện cảu thanh như sau :
Mômen chống uốn Wu = b.h2/6 ( với thanh tiết diện chữ nhật )
Điều kiện đảm bảo bền uốn : su = N1/Wu £[s]
Trong đó [s]= 0,8.sch/n. n : hệ số an toàn chọn n = 4.
Tra sch theo CTM ta có sch = 340 Mpa (thép 45 thường hoá).
Khi đó [s] = 68 Mpa.
Suy ra b.h2 ³ 6. Q/[s] = 6.1449/68 = 113,4
Ta chọn h = 7mm, b = 18 mm. Thanh kẹp đảm bảo bền uốn.
3.4.4. Kiểm bền cho chốt.
Khi tiến hành gá kẹp chi tiết gia công, chốt f6 chịu cắt. Ta kiểm nghiệm bền cắt cho chốt. Theo SBVL ta có điều kiện bền cắt của chốt là :
tc = N/S £ [tc]
trong đó :
N : Lực cắt chốt [N], N = N1 = W = 1449,2 n
S : Diện tích mặt cắt ( mm2), S = 42.p
[tc] : ứng suất cắt cho phép, [tc] = 0,4.sch
Chọn vật liệu làm chốt là thép 45 thường hoá đạt HB 170 ¸ 217
có sch = 340 MPa do đó [tc] = 0,4.340 = 136 MPa.
Từ đó ta có tc = 1449,2.4/(42.p) = 96,3£ 136 = [tc].
Vậy chốt đảm bảo bền.
3.5. Tính sai số cho phép của đồ gá.
Dựa theo phương pháp tinh sai số cho phép của đồ gá trong sổ tay CNCTM ta có :
[ect] =
[ect]- Sai số cho phép của đồ gá.
[egđ]- Sai số gá đặt, .
d- Dung sai của nguyên công phay. d =0,14 Þegd= 0,14/3=0.0467 mm
[ec]- Sai số chuẩn.
eK- Sai số kẹp chặt do lực kẹp gây ra,ek = 0 do lực kẹp vuông góc với đường trục chi tiết.
em- Sai số do đồ gá bị mòn.
em = , trong đó, b- Hệ số phụ thuộc kết cấu định vị. Khi chuẩn tinh là khối V : ta chọn b = 0,5.
N- Số chi tiết được gia công trên đồ gá, ta chọn N = 1000 chi tiết.
Vậy ta có em = 0,5. = 15,8 [mm]
eđc- sai số điều chỉnh, eđc = 7 [mm]
Cuối cùng ta được : [ect] = = 43 (mm) = 0,043 mm.
3.6. Nguyên lý làm việc của đồ gá.
Đồ gá thực hiện nguyên công phay hai mặt bên được thiết kế theo nguyên lý sau :
+ Mở thanh kẹp và đặt chi tiết lên hai khối V.
+ Kẹp chặt bằng các đai ốc và lực kẹp như đã tính toán.
+ Đưa kết cấu lên bàn máy khi chi tiết đã ở vị trí cần gia công cố định bằng các bulông.
+ Khi gia công xong nguyên công của một chi tiết tháo đai ốc, mở thanh kẹp và tiếp tục đưa chi tiết kế tiếp vào gia công.
KẾT LUẬN
Để làm ra một sản phẩm cơ khí cần phải thực hiện nhiều nguyên công gia công sau khi đã tạo phôi. Hiệu quả kinh tế đạt được hay không phụ thuộc nhiều vào việc lập tiến trình công nghệ cho việc gia công, tuỳ vào dạng sản xuất và sản phẩm khác nhau mà có đường lối công nghệ, đồ gá hợp lý cho gia công sản phẩm đó. Với người học việc làm đồ án môn học thiết kế tiến trình công nghệ gia công một chi tiết cụ thể đã củng cố lại kiến thức môn học, tập tư duy công nghệ, biết thiết kế đồ gá khi cần, biết tra các bảng lượng dư, chế độ cắt cần khi gia công.
Được phân công thực hiện đồ án “Thiết kế quy trình công nghệ gia công chi tiết”, sau một thời gian nhờ sự hướng dẫn tận tình của các thầy trong bộ môn đặc biệt là thầy Lại Anh Tuấn, tôi đã hoàn thành nhiệm vụ đồ án này. Là người học, tôi còn thiếu rất nhiều kiến thức thực tiễn cũng như kinh nghiệm, vậy kính mong tiếp tục được sự dạy bảo của các thầy để tôi hoàn thành tiếp những môn học trong nhà trường có liên quan đến công nghệ và công việc sau khi ra trường.